Способ изготовления балок коробчатого сечения
Номер патента: 6313
Опубликовано: 30.06.2004
Авторы: Десятник Валерий Владимирович, Тарасенко Ирина Владимировна, Попковский Виктор Александрович, Куликов Валерий Петрович
Текст
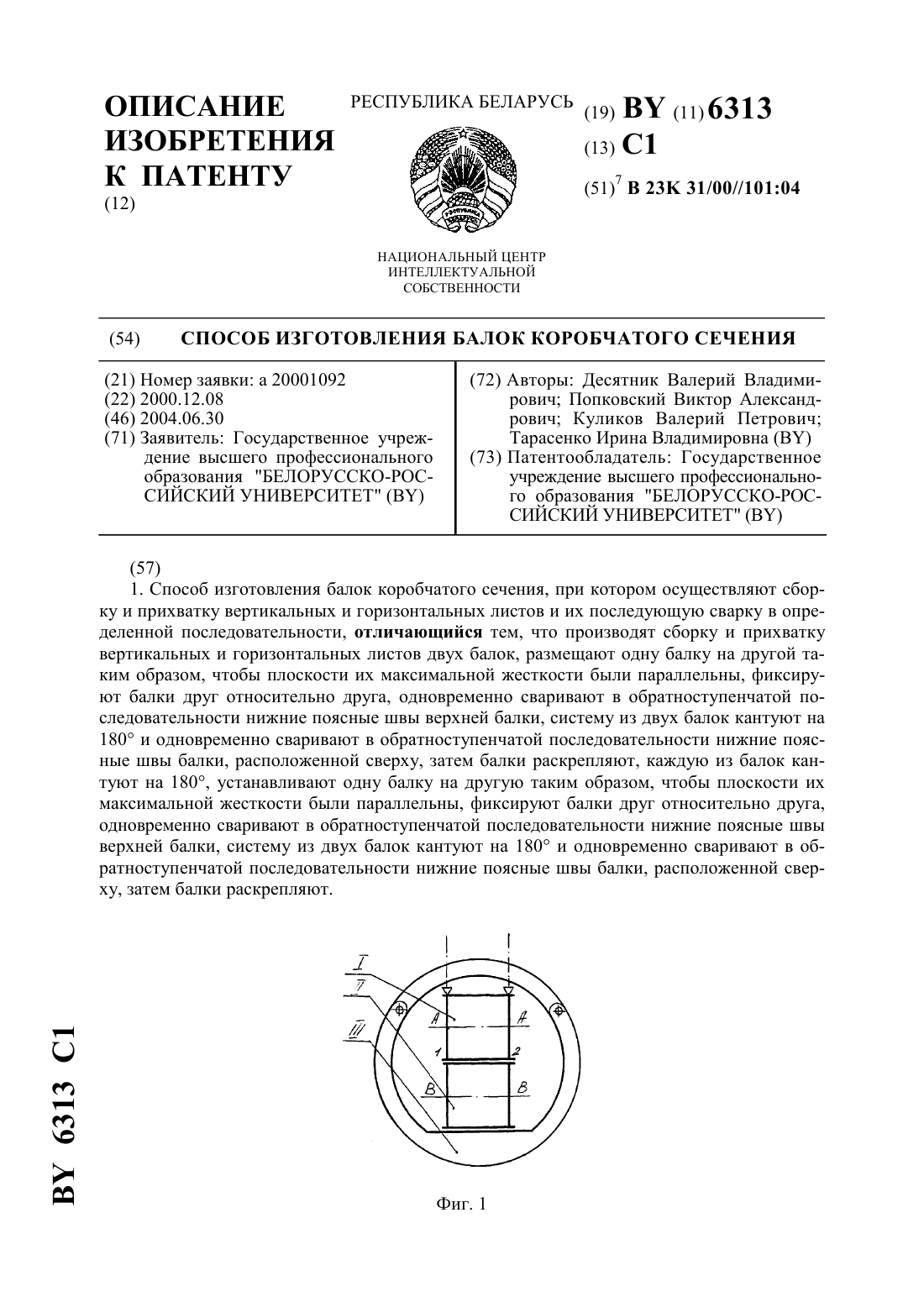
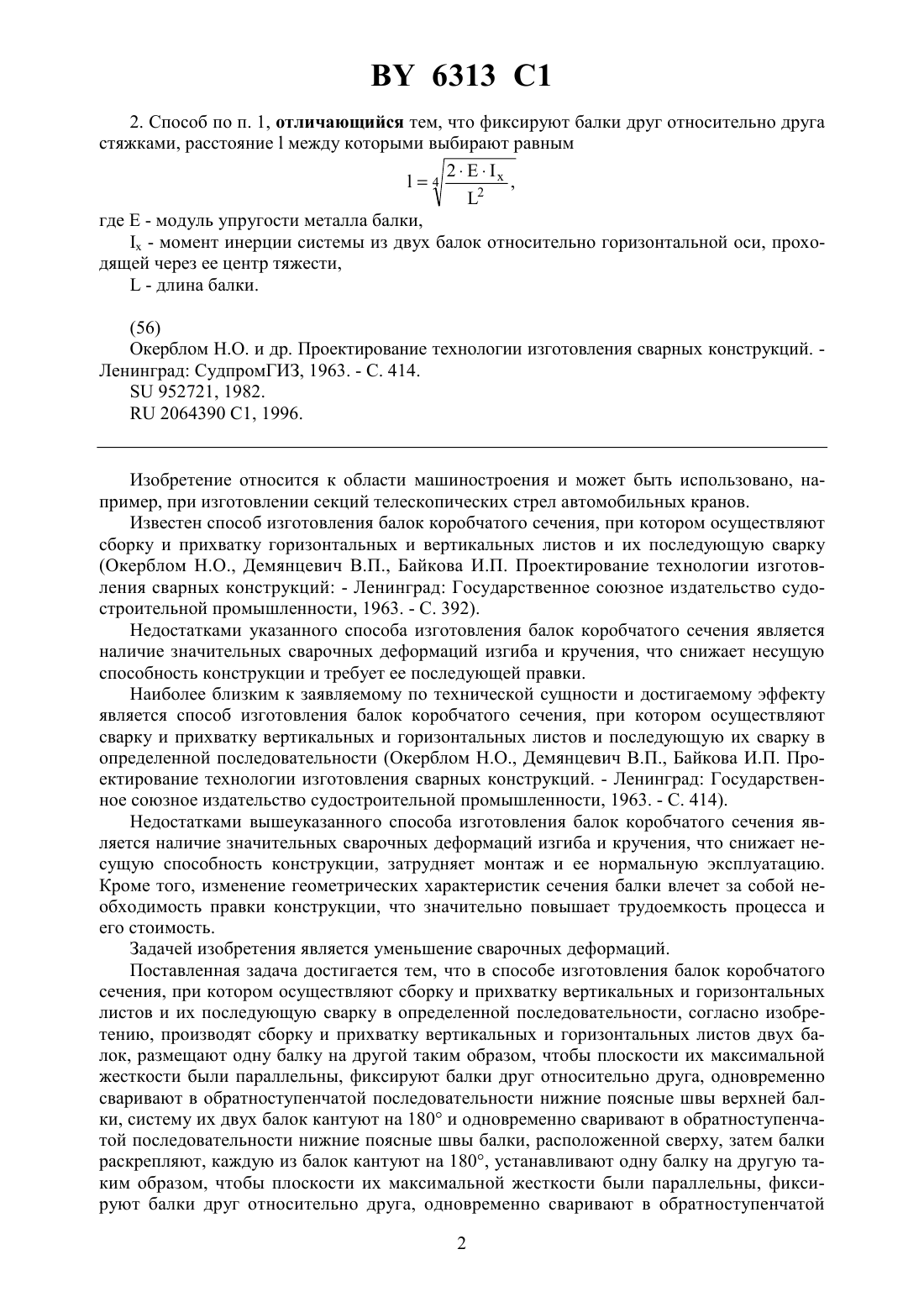
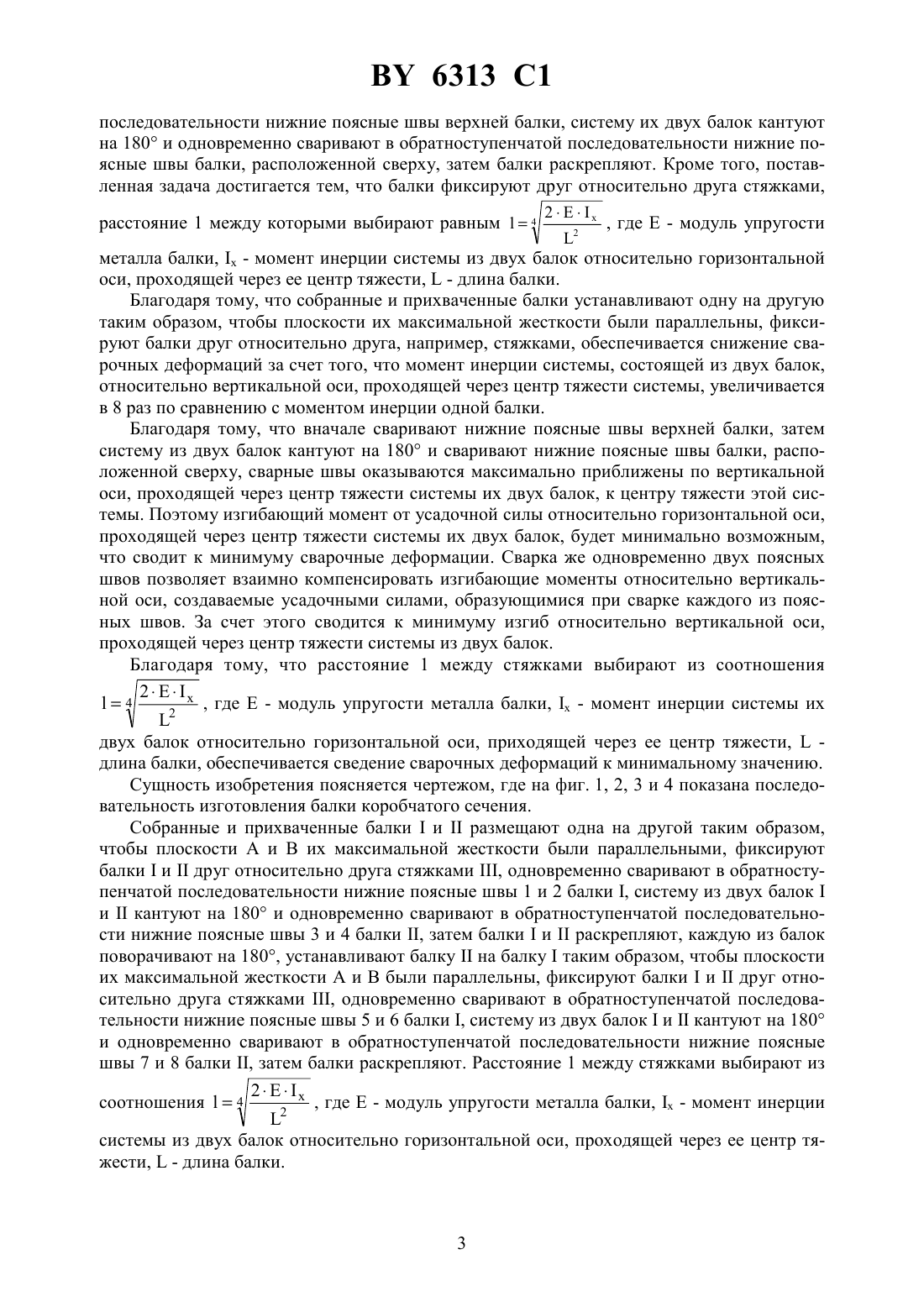
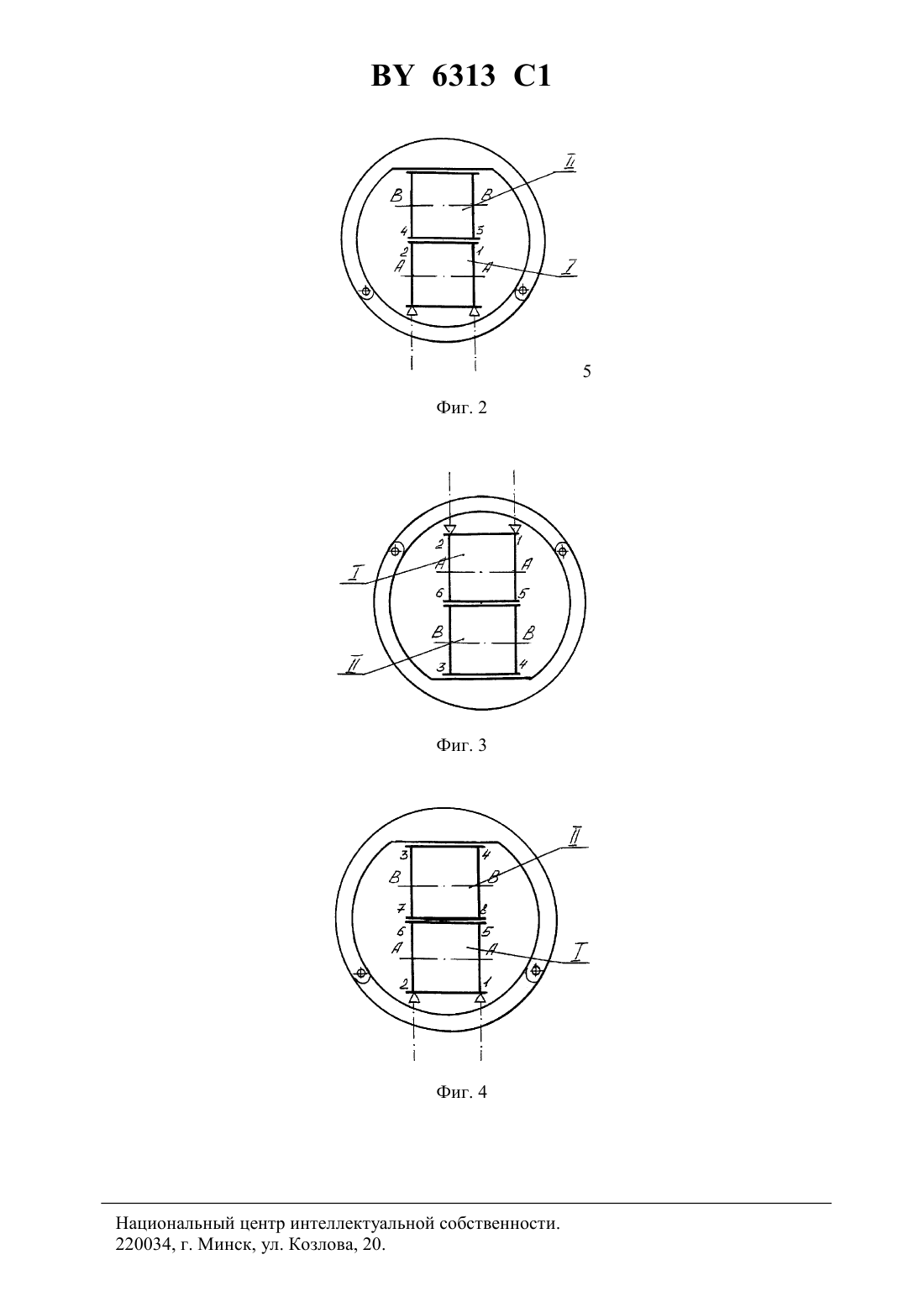
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ БАЛОК КОРОБЧАТОГО СЕЧЕНИЯ(71) Заявитель Государственное учреждение высшего профессионального образования БЕЛОРУССКО-РОССИЙСКИЙ УНИВЕРСИТЕТ(72) Авторы Десятник Валерий Владимирович Попковский Виктор Александрович Куликов Валерий Петрович Тарасенко Ирина Владимировна(73) Патентообладатель Государственное учреждение высшего профессионального образования БЕЛОРУССКО-РОССИЙСКИЙ УНИВЕРСИТЕТ(57) 1. Способ изготовления балок коробчатого сечения, при котором осуществляют сборку и прихватку вертикальных и горизонтальных листов и их последующую сварку в определенной последовательности, отличающийся тем, что производят сборку и прихватку вертикальных и горизонтальных листов двух балок, размещают одну балку на другой таким образом, чтобы плоскости их максимальной жесткости были параллельны, фиксируют балки друг относительно друга, одновременно сваривают в обратноступенчатой последовательности нижние поясные швы верхней балки, систему из двух балок кантуют на 180 и одновременно сваривают в обратноступенчатой последовательности нижние поясные швы балки, расположенной сверху, затем балки раскрепляют, каждую из балок кантуют на 180, устанавливают одну балку на другую таким образом, чтобы плоскости их максимальной жесткости были параллельны, фиксируют балки друг относительно друга,одновременно сваривают в обратноступенчатой последовательности нижние поясные швы верхней балки, систему из двух балок кантуют на 180 и одновременно сваривают в обратноступенчатой последовательности нижние поясные швы балки, расположенной сверху, затем балки раскрепляют. 6313 1 2. Способ по п. 1, отличающийся тем, что фиксируют балки друг относительно друга стяжками, расстояниемежду которыми выбирают равным 24,2 где- модуль упругости металла балки, - момент инерции системы из двух балок относительно горизонтальной оси, проходящей через ее центр тяжести, - длина балки.(56) Окерблом Н.О. и др. Проектирование технологии изготовления сварных конструкций. Ленинград СудпромГИЗ, 1963. - С. 414.952721, 1982.2064390 1, 1996. Изобретение относится к области машиностроения и может быть использовано, например, при изготовлении секций телескопических стрел автомобильных кранов. Известен способ изготовления балок коробчатого сечения, при котором осуществляют сборку и прихватку горизонтальных и вертикальных листов и их последующую сварку(Окерблом Н.О., Демянцевич В.П., Байкова И.П. Проектирование технологии изготовления сварных конструкций - Ленинград Государственное союзное издательство судостроительной промышленности, 1963. - С. 392). Недостатками указанного способа изготовления балок коробчатого сечения является наличие значительных сварочных деформаций изгиба и кручения, что снижает несущую способность конструкции и требует ее последующей правки. Наиболее близким к заявляемому по технической сущности и достигаемому эффекту является способ изготовления балок коробчатого сечения, при котором осуществляют сварку и прихватку вертикальных и горизонтальных листов и последующую их сварку в определенной последовательности (Окерблом Н.О., Демянцевич В.П., Байкова И.П. Проектирование технологии изготовления сварных конструкций. - Ленинград Государственное союзное издательство судостроительной промышленности, 1963. - С. 414). Недостатками вышеуказанного способа изготовления балок коробчатого сечения является наличие значительных сварочных деформаций изгиба и кручения, что снижает несущую способность конструкции, затрудняет монтаж и ее нормальную эксплуатацию. Кроме того, изменение геометрических характеристик сечения балки влечет за собой необходимость правки конструкции, что значительно повышает трудоемкость процесса и его стоимость. Задачей изобретения является уменьшение сварочных деформаций. Поставленная задача достигается тем, что в способе изготовления балок коробчатого сечения, при котором осуществляют сборку и прихватку вертикальных и горизонтальных листов и их последующую сварку в определенной последовательности, согласно изобретению, производят сборку и прихватку вертикальных и горизонтальных листов двух балок, размещают одну балку на другой таким образом, чтобы плоскости их максимальной жесткости были параллельны, фиксируют балки друг относительно друга, одновременно сваривают в обратноступенчатой последовательности нижние поясные швы верхней балки, систему их двух балок кантуют на 180 и одновременно сваривают в обратноступенчатой последовательности нижние поясные швы балки, расположенной сверху, затем балки раскрепляют, каждую из балок кантуют на 180, устанавливают одну балку на другую таким образом, чтобы плоскости их максимальной жесткости были параллельны, фиксируют балки друг относительно друга, одновременно сваривают в обратноступенчатой 2 6313 1 последовательности нижние поясные швы верхней балки, систему их двух балок кантуют на 180 и одновременно сваривают в обратноступенчатой последовательности нижние поясные швы балки, расположенной сверху, затем балки раскрепляют. Кроме того, поставленная задача достигается тем, что балки фиксируют друг относительно друга стяжками,расстояние 1 между которыми выбирают равным 4 металла балки,- момент инерции системы из двух балок относительно горизонтальной оси, проходящей через ее центр тяжести,- длина балки. Благодаря тому, что собранные и прихваченные балки устанавливают одну на другую таким образом, чтобы плоскости их максимальной жесткости были параллельны, фиксируют балки друг относительно друга, например, стяжками, обеспечивается снижение сварочных деформаций за счет того, что момент инерции системы, состоящей из двух балок,относительно вертикальной оси, проходящей через центр тяжести системы, увеличивается в 8 раз по сравнению с моментом инерции одной балки. Благодаря тому, что вначале сваривают нижние поясные швы верхней балки, затем систему из двух балок кантуют на 180 и сваривают нижние поясные швы балки, расположенной сверху, сварные швы оказываются максимально приближены по вертикальной оси, проходящей через центр тяжести системы их двух балок, к центру тяжести этой системы. Поэтому изгибающий момент от усадочной силы относительно горизонтальной оси,проходящей через центр тяжести системы их двух балок, будет минимально возможным,что сводит к минимуму сварочные деформации. Сварка же одновременно двух поясных швов позволяет взаимно компенсировать изгибающие моменты относительно вертикальной оси, создаваемые усадочными силами, образующимися при сварке каждого из поясных швов. За счет этого сводится к минимуму изгиб относительно вертикальной оси,проходящей через центр тяжести системы из двух балок. Благодаря тому, что расстояние 1 между стяжками выбирают из соотношения 24, где Е - модуль упругости металла балки,- момент инерции системы их 2 двух балок относительно горизонтальной оси, приходящей через ее центр тяжести,длина балки, обеспечивается сведение сварочных деформаций к минимальному значению. Сущность изобретения поясняется чертежом, где на фиг. 1, 2, 3 и 4 показана последовательность изготовления балки коробчатого сечения. Собранные и прихваченные балкииразмещают одна на другой таким образом,чтобы плоскости А и В их максимальной жесткости были параллельными, фиксируют балкиидруг относительно друга стяжками , одновременно сваривают в обратноступенчатой последовательности нижние поясные швы 1 и 2 балки , систему из двух балокикантуют на 180 и одновременно сваривают в обратноступенчатой последовательности нижние поясные швы 3 и 4 балки , затем балкиираскрепляют, каждую из балок поворачивают на 180, устанавливают балкуна балкутаким образом, чтобы плоскости их максимальной жесткости А и В были параллельны, фиксируют балкиидруг относительно друга стяжками , одновременно сваривают в обратноступенчатой последовательности нижние поясные швы 5 и 6 балки , систему из двух балокикантуют на 180 и одновременно сваривают в обратноступенчатой последовательности нижние поясные швы 7 и 8 балки , затем балки раскрепляют. Расстояние 1 между стяжками выбирают из 2 соотношения 4, где Е - модуль упругости металла балки,- момент инерции 2 системы из двух балок относительно горизонтальной оси, проходящей через ее центр тяжести,- длина балки. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B23K 31/00
Метки: сечения, изготовления, балок, способ, коробчатого
Код ссылки
<a href="https://by.patents.su/4-6313-sposob-izgotovleniya-balok-korobchatogo-secheniya.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления балок коробчатого сечения</a>
Способ сооружения неразрезного железобетонного пролётного строения моста из тавровых балок с каркасной арматурой ребёр разрезных пролётных строений
Номер патента: 1594
Опубликовано: 30.03.1997
Авторы: Золотов Петр Васильевич, Нахманович Неля Ароновна, Шкляр Владимир Хаймович, Еллала Фаузи, Павуков Юрий Иванович, Пастушенко Анатолий Герасимович
МПК: E01D 22/00
Метки: неразрезного, разрезных, способ, моста, железобетонного, строений, пролётных, сооружения, балок, ребёр, строения, пролётного, тавровых, каркасной, арматурой
Текст:
...арматуры плиты, вертикальных хомутов и горизонтальных сеток в надопорных узлах и опалубки, с последующей укладкой бетона омоноличивания, дополнительно удаляют бетон ребер плит от их торцов до концевых диафрагм и сваривают обнаженные из бетона стержни арматурного каркаса ребер балок, перед сваркой верхних стержней арматурного каркаса их дополнительно обнажают из бетона на участке длиной до 15-ти диаметров этих стеришей, расположенном за...
Напрягаемый арматурный элемент для армирования железобетонных балок
Номер патента: 3812
Опубликовано: 30.03.2001
Авторы: Нахманович Неля Ароновна, Николаевич Александр Иванович, Павуков Юрий Иванович, Золотов Петр Васильевич
Метки: напрягаемый, железобетонных, армирования, элемент, балок, арматурный
Текст:
...напрягаемый арматурный элемент для армирования железобетонных балок, состоящий из пучков высокопрочной проволоки и снабженный внутренними каркасностержневыми анкерами, включающими каркасы анкеров со стержневыми фиксаторами, и звездочками, выполнен в виде соосно расположенных наружного и внутреннего пучков, стержневой фиксатор каждого каркаса анкера наружного пучка выполнен полым из двух раздвинутых вдоль оси анкера трубок, жестко соединенных...
Способ профилактики гипогалактии у родильниц после кесарева сечения
Номер патента: 2287
Опубликовано: 30.09.1998
Авторы: Михалевич Станислава Иосифовна, Малевич Константин Иванович
МПК: A61N 5/06
Метки: после, профилактики, сечения, гипогалактии, родильниц, кесарева, способ
Текст:
...и иглу-проводник. Послеоперационный период у больной протекал без осложнений. Заживление раны на матке и передней брюшной стенке первичным натяжением. Лактация наступила со 2 суток и в дальнейшем была достаточной для нормальной прибавки массы ребенка. Нарастала с течением времени. Больная выписана на 8 сутки с хорошими показателями гемограммы, коагулограммы, иммунограммы. Лактация у роженицы оставалась устойчивой в течение 4 месяцев после...
Способ профилактики и лечения эндометрита и субинволюции матки у женщин после родов и кесарева сечения
Номер патента: 2696
Опубликовано: 30.03.1999
Авторы: ДУДА Иван Владимирович, БЛАЖКО Андрей Сергеевич, КУЛАГА Ольга Константиновна, ДУДА Виталий Иванович
МПК: A61N 2/06
Метки: субинволюции, способ, матки, сечения, кесарева, лечения, женщин, родов, профилактики, после, эндометрита
Текст:
...дней. Пример 1. Пациентка М., 35 лет. Диагноз. Беременность 40 недель. Родысрочные. Острая внутриутробная гипоксия плода. Возрастная первородящая. Нижняя срединная лапаротомия. Кесарево сечение по Лебедеву. С 3-х суток послеродового периода отмечался подъем температуры тела до 38 С, в общем анализе крови выраженная воспалительная реакция (лейкоцитоз, сдвиг лейкоцитарной формулы влево), при вагинальном осмотре выявляются обильные выделения и...
Предварительно напряженная железобетонная мостовая балка и способ ее изготовления
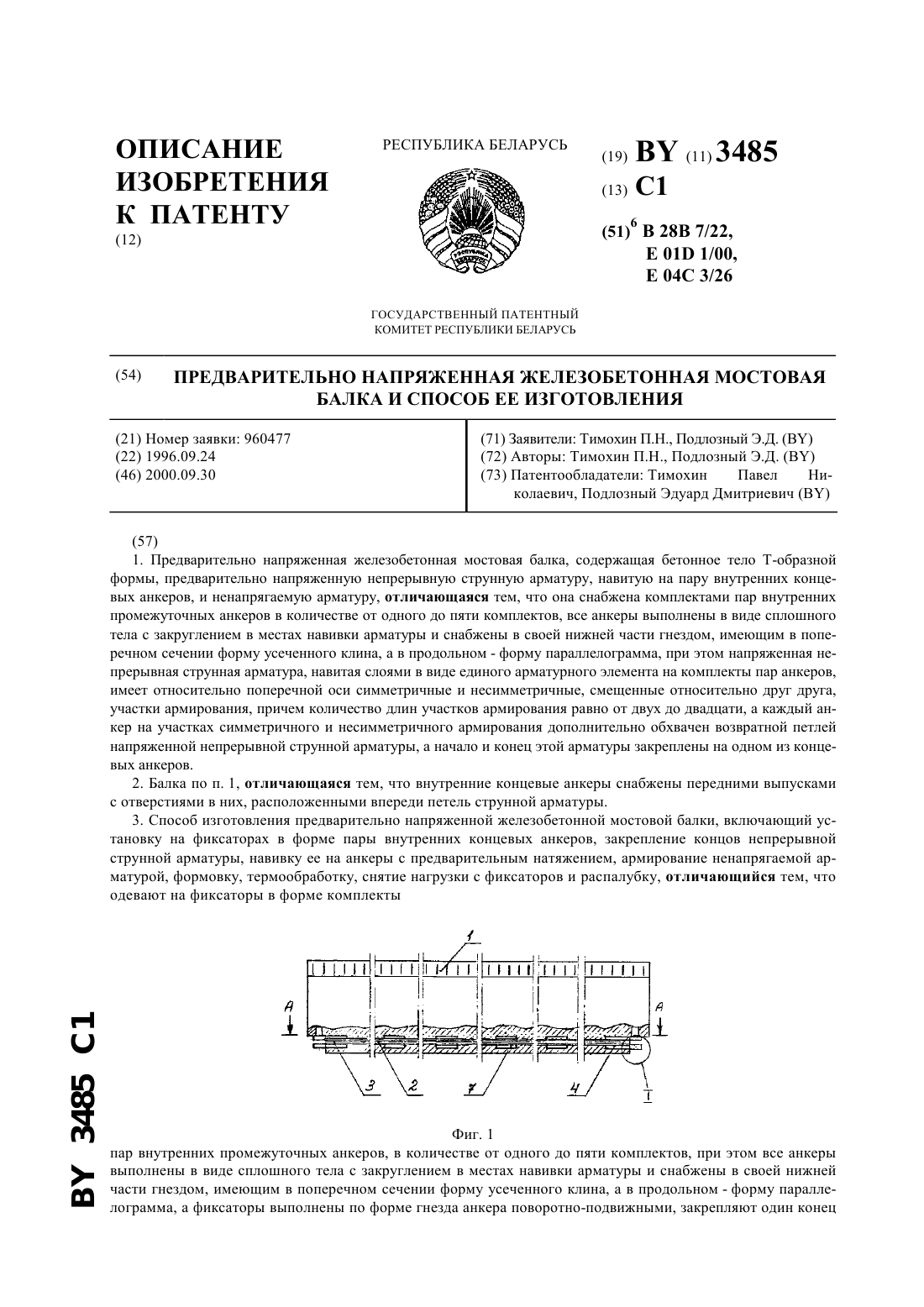
Номер патента: 3485
Опубликовано: 30.09.2000
Авторы: Тимохин Павел Николаевич, Подлозный Эдуард Дмитриевич
МПК: B28B 7/22, E01D 1/00, E04C 3/26...
Метки: железобетонная, мостовая, напряженная, балка, предварительно, изготовления, способ
Текст:
...от сцепления бетона с арматурой, но и, главным образом, от прочности на разрыв самой арматуры, а разделение всей арматуры на участки за счет промежуточных анкеров способствует повышению усилия натяжения арматуры при навивке, что позволяет регулировать напряжения в наиболее нагруженных участках балки по эпюре изгибающих моментов, избегая переармирования в менее нагруженных участках. Полное использование арматурной проволоки с учетом ее работы...
Предыдущий патент: Твердотельный лазер
Следующий патент: Двигатель
Случайный патент: Способ обработки шариков