Способ сушки геля и устройство для его осуществления
Номер патента: 3153
Опубликовано: 30.12.1999
Авторы: Нерода Илона Юрьевна, Мельниченко Игорь Михайлович, Плющ Борис Васильевич, Подденежный Евгений Николаевич
Текст
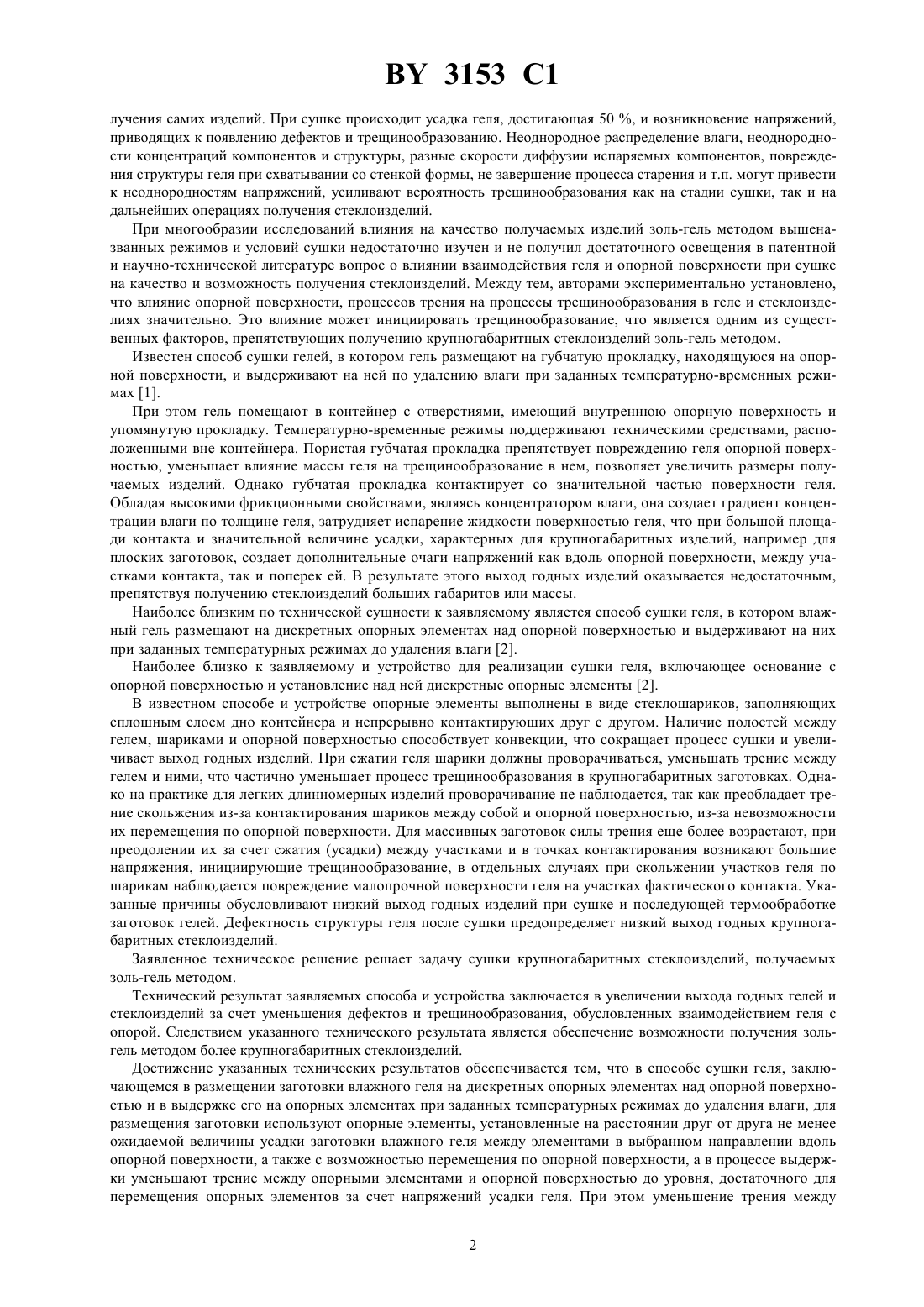
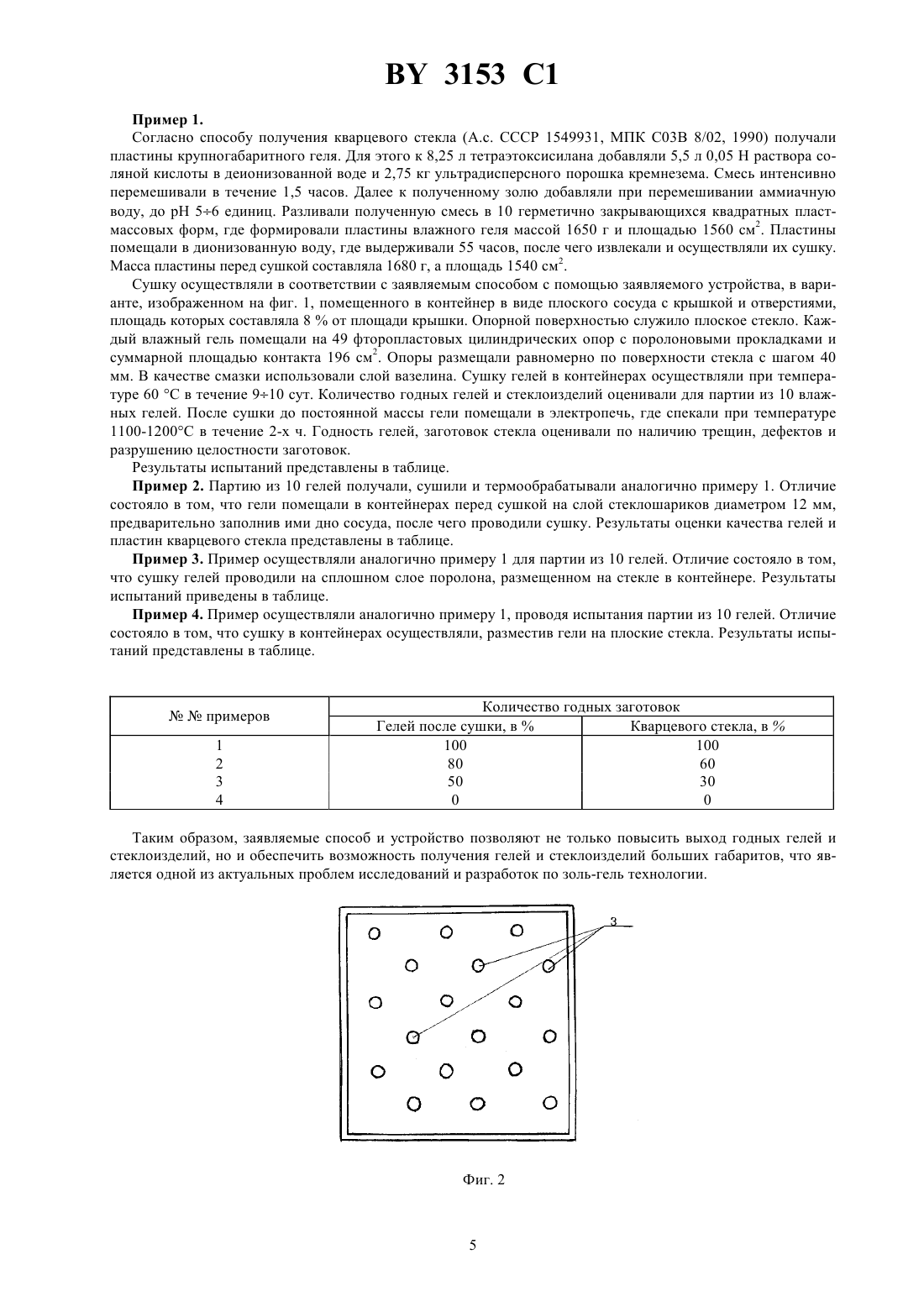
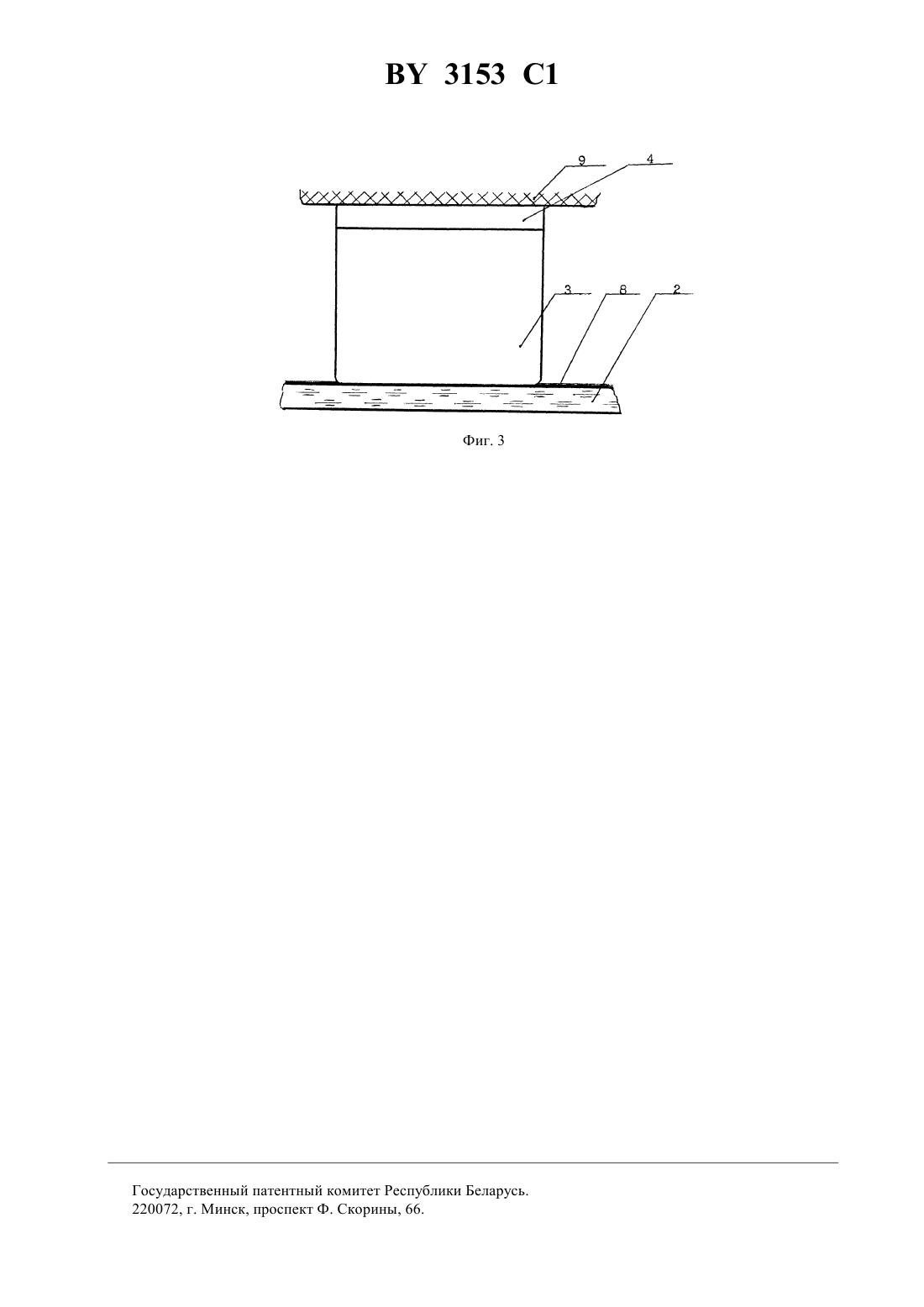
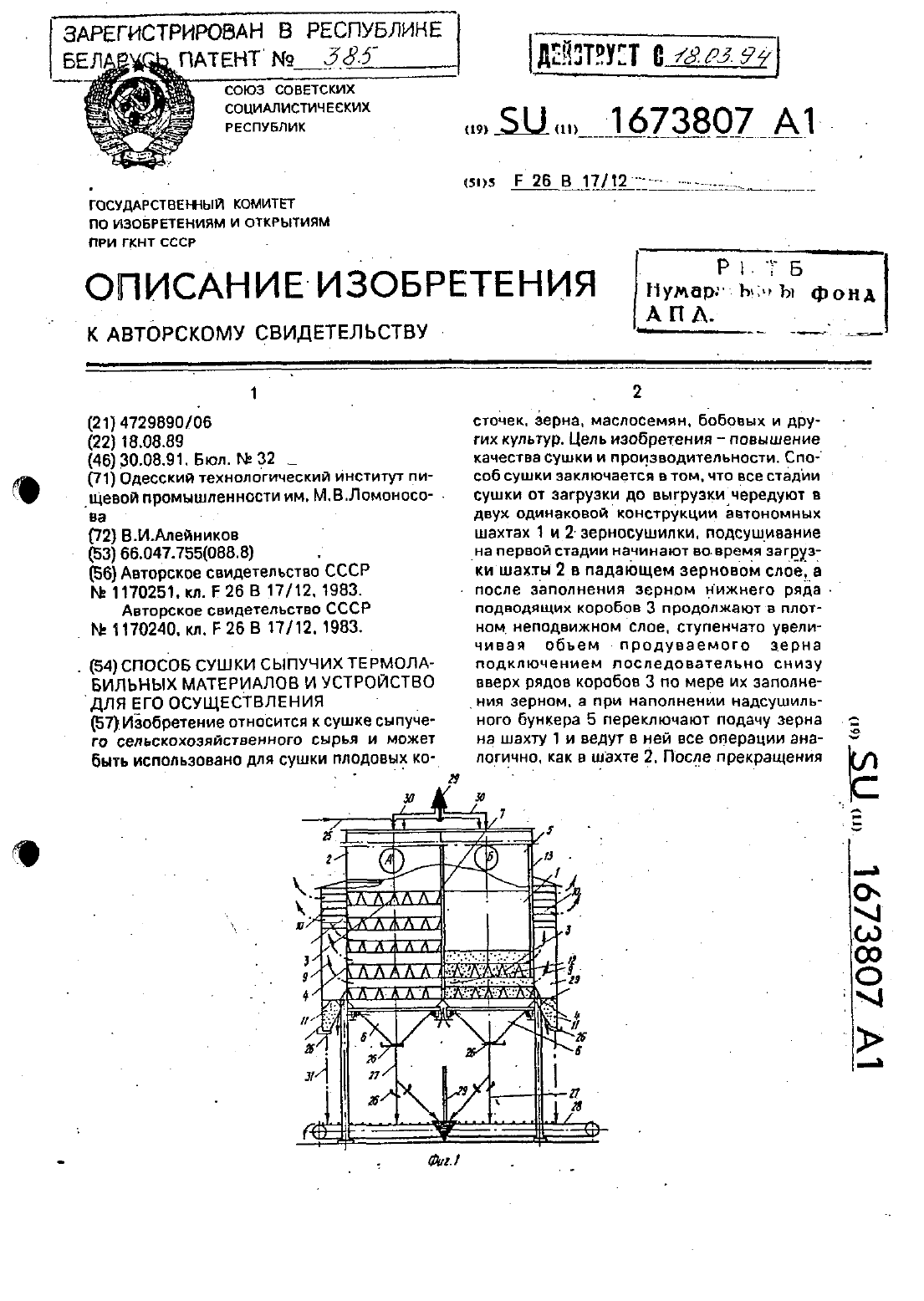
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ СУШКИ ГЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(71) Заявитель Гомельский государственный университет имени Франциска Скорины(73) Патентообладатель Гомельский государственный университет имени Франциска Скорины(57) 1. Способ сушки геля, при котором размещают заготовки влажного геля на дискретных опорных элементах над опорной поверхностью и выдерживают при заданных температурных режимах до удаления влаги,отличающийся тем, что для размещения заготовок используют опорные элементы, установленные на расстоянии друг от друга не менее ожидаемой величины усадки заготовки влажного геля между элементами в выбранном направлении вдоль опорной поверхности, а также с возможностью перемещения по опорной поверхности, а в процессе выдержки уменьшают трение между опорными элементами и опорной поверхностью до уровня, достаточного для перемещения опорных элементов за счет напряжений усадки геля. 2. Способ по п.1, отличающийся тем, что уменьшение трения между опорными элементами и опорной поверхностью осуществляют нанесением между ними слоя смазки. 3. Устройство для сушки геля, включающее основание с опорной поверхностью и установленные на ней дискретные опорные элементы, отличающееся тем, что опорные элементы выполнены в виде подшипниковых опор, снабженных площадками фрикционного контакта с заготовкой влажного геля и установленных с возможностью скольжения по опорной поверхности. 4. Устройство по п.2, отличающееся тем, что на площадках фрикционного контакта установлены прокладки из упругого пористого материала. Фиг. 1 Изобретение относится к технологиям получения стекла золь-гель методом, а конкретно к технологии сушки влажных гелей и может быть использовано при изготовлении заготовок и изделий больших габаритов из кварцевого стекла, например подложек фотошаблонов. Технологии сушки гелей, при получении заготовок и стеклоизделий золь-гель методом, предполагают учет температурно-временных режимов, скоростей диффузии испаряемых компонент, скоростей испарения, влажности и других условий, предопределяющих не только качество заготовок гелей, но и качество, возможности по 3153 1 лучения самих изделий. При сушке происходит усадка геля, достигающая 50 , и возникновение напряжений,приводящих к появлению дефектов и трещинообразованию. Неоднородное распределение влаги, неоднородности концентраций компонентов и структуры, разные скорости диффузии испаряемых компонентов, повреждения структуры геля при схватывании со стенкой формы, не завершение процесса старения и т.п. могут привести к неоднородностям напряжений, усиливают вероятность трещинообразования как на стадии сушки, так и на дальнейших операциях получения стеклоизделий. При многообразии исследований влияния на качество получаемых изделий золь-гель методом вышеназванных режимов и условий сушки недостаточно изучен и не получил достаточного освещения в патентной и научно-технической литературе вопрос о влиянии взаимодействия геля и опорной поверхности при сушке на качество и возможность получения стеклоизделий. Между тем, авторами экспериментально установлено,что влияние опорной поверхности, процессов трения на процессы трещинообразования в геле и стеклоизделиях значительно. Это влияние может инициировать трещинообразование, что является одним из существенных факторов, препятствующих получению крупногабаритных стеклоизделий золь-гель методом. Известен способ сушки гелей, в котором гель размещают на губчатую прокладку, находящуюся на опорной поверхности, и выдерживают на ней по удалению влаги при заданных температурно-временных режимах 1. При этом гель помещают в контейнер с отверстиями, имеющий внутреннюю опорную поверхность и упомянутую прокладку. Температурно-временные режимы поддерживают техническими средствами, расположенными вне контейнера. Пористая губчатая прокладка препятствует повреждению геля опорной поверхностью, уменьшает влияние массы геля на трещинообразование в нем, позволяет увеличить размеры получаемых изделий. Однако губчатая прокладка контактирует со значительной частью поверхности геля. Обладая высокими фрикционными свойствами, являясь концентратором влаги, она создает градиент концентрации влаги по толщине геля, затрудняет испарение жидкости поверхностью геля, что при большой площади контакта и значительной величине усадки, характерных для крупногабаритных изделий, например для плоских заготовок, создает дополнительные очаги напряжений как вдоль опорной поверхности, между участками контакта, так и поперек ей. В результате этого выход годных изделий оказывается недостаточным,препятствуя получению стеклоизделий больших габаритов или массы. Наиболее близким по технической сущности к заявляемому является способ сушки геля, в котором влажный гель размещают на дискретных опорных элементах над опорной поверхностью и выдерживают на них при заданных температурных режимах до удаления влаги 2. Наиболее близко к заявляемому и устройство для реализации сушки геля, включающее основание с опорной поверхностью и установление над ней дискретные опорные элементы 2. В известном способе и устройстве опорные элементы выполнены в виде стеклошариков, заполняющих сплошным слоем дно контейнера и непрерывно контактирующих друг с другом. Наличие полостей между гелем, шариками и опорной поверхностью способствует конвекции, что сокращает процесс сушки и увеличивает выход годных изделий. При сжатии геля шарики должны проворачиваться, уменьшать трение между гелем и ними, что частично уменьшает процесс трещинообразования в крупногабаритных заготовках. Однако на практике для легких длинномерных изделий проворачивание не наблюдается, так как преобладает трение скольжения из-за контактирования шариков между собой и опорной поверхностью, из-за невозможности их перемещения по опорной поверхности. Для массивных заготовок силы трения еще более возрастают, при преодолении их за счет сжатия (усадки) между участками и в точках контактирования возникают большие напряжения, инициирующие трещинообразование, в отдельных случаях при скольжении участков геля по шарикам наблюдается повреждение малопрочной поверхности геля на участках фактического контакта. Указанные причины обусловливают низкий выход годных изделий при сушке и последующей термообработке заготовок гелей. Дефектность структуры геля после сушки предопределяет низкий выход годных крупногабаритных стеклоизделий. Заявленное техническое решение решает задачу сушки крупногабаритных стеклоизделий, получаемых золь-гель методом. Технический результат заявляемых способа и устройства заключается в увеличении выхода годных гелей и стеклоизделий за счет уменьшения дефектов и трещинообразования, обусловленных взаимодействием геля с опорой. Следствием указанного технического результата является обеспечение возможности получения зольгель методом более крупногабаритных стеклоизделий. Достижение указанных технических результатов обеспечивается тем, что в способе сушки геля, заключающемся в размещении заготовки влажного геля на дискретных опорных элементах над опорной поверхностью и в выдержке его на опорных элементах при заданных температурных режимах до удаления влаги, для размещения заготовки используют опорные элементы, установленные на расстоянии друг от друга не менее ожидаемой величины усадки заготовки влажного геля между элементами в выбранном направлении вдоль опорной поверхности, а также с возможностью перемещения по опорной поверхности, а в процессе выдержки уменьшают трение между опорными элементами и опорной поверхностью до уровня, достаточного для перемещения опорных элементов за счет напряжений усадки геля. При этом уменьшение трения между 2 3153 1 опорными элементами и опорной поверхностью в процессе выдержки осуществляют нанесением между ними слоя смазки. Достижение указанных технических результатов обеспечивается также устройством для реализации способа, включающем основание с опорной поверхностью и установленные на ней дискретные опорные элементы выполнены в виде подшипниковых опор, снабженных площадками фрикционного контакта с заготовкой влажного геля и установленных с возможностью скольжения по опорной поверхности. Кроме того,устройство отличается тем, что на площадках фрикционного контакта установлены прокладки из упругого пористого материала. Сущность заявляемого способа заключается во введении новых операций, осуществляемых в процессе сушки и перед ней с целью предотвращения негативного воздействия опор (опоры) на гель, а также в использовании для осуществления этих операций подшипниковых опор скольжения. Вначале на жесткой опорной поверхности устанавливают опорные элементы (подшипниковые опоры). Устанавливают их таким образом, чтобы расстояние между соседними опорными элементами было не менее ожидаемой усадки заготовки геля между этими элементами в выбранном направлении вдоль опорной поверхности. Ожидаемая величина усадки геля легко определяется экспериментально по сушке нескольких сформированных заготовок геля путем измерения размеров геля до и после сушки. Для заготовки заданной формы определяют направления максимальной усадки (сжатия) и измеряют их величины вдоль опорной поверхности. Определяют направления (линии) соприкосновения заготовки с опорной поверхностью. На направлениях максимальных усадок, совпадающих с линиями соприкосновения (контакта) и устанавливают опорные элементы, воспринимающие вес влажной заготовки геля. Например, для заготовки в форме пластины направления соприкосновения и максимальных деформаций совпадают, поэтому опорные элементы могут быть установлены равномерно по площади пластины. Для заготовки в форме длинномерного стержня направления соприкосновений и максимальной усадки совпадают с его осью, и элементы могут быть установлены равномерно вдоль оси цилиндра. Расстояния между элементами, как правило, больше размера их площади поперечного сечения (и номинальной площади контакта). Площадь контакта элемента с заготовкой выбирается, исходя из необходимости обеспечить равномерное распределение нагрузки (веса) геля на опорные элементы вдоль направлений соприкосновения с опорной поверхностью, например, до уровня нагрузки,при котором не повреждается поверхность геля. Выбрав число элементов по обеспечению равномерного распределения нагрузки по направлению (направлениям) и зная диаметр (размер) сечения элемента вдоль направления, устанавливают опорные элементы на опорной поверхности. Таким образом, по результатам предварительной сушки и измерения веса заготовки геля могут быть определены места установки и количество опорных элементов в соответствии с формой заготовки геля. Операция установки опорных элементов в заданные места расположения повторяется при сушке каждого нового геля. При сушке геля происходит его усадка. Гель в целом и его участки между контактирующими с ним элементами сжимаются (сокращаются в размерах). Между опорными элементами и поверхностью геля возникают силы трения, противодействующие напряжениям сжатия и способные увеличить последние на участках между элементами. Для предотвращения увеличения напряжений уменьшают силы трения между опорной поверхностью и опорными элементами. Для этого участок контактирования опоры с опорной поверхностью(или сама поверхность) может быть выполнена из антифрикционного материала, тогда как площадка контакта опоры с поверхностью геля имеет более высокие фрикционные свойства. При превышении напряжения усадки между соседними элементами величины силы трения покоя между опорами и опорной поверхностью опорные элементы начинают перемещаться, скользить по опорной поверхности, в результате чего происходит релаксация напряжений в геле между элементами и предотвращается трещинообразование. Величина минимальных (безопасных) напряжений между элементами будет зависеть от сил трения между опорой поверхностью и соседними опорными элементами. По мере высыхания геля нагрузка на опорные элементы будет уменьшаться, как правило, также уменьшает силы трения между элементами и опорой. В результате уровень (порог) опасных напряжений между элементами в объеме и на поверхности геля еще более уменьшается. Использование смазки между опорами и опорной поверхностью позволяет обеспечить как дополнительное уменьшение силы трения скольжения, так и, что более важно, уменьшить силу трения покоя,стабилизировать силу трения. Процесс сушки геля протекает медленно, а релаксация напряжений в геле между элементами, как показывают опыты, протекает рывками за счет преодоления сил трения покоя. По мере усадки геля и удаления влаги опорные элементы перемещаются сближаясь друг с другом. Двигателем опорных элементов является сам гель. Для передачи движения от геля на опорные элементы между последними и гелем обеспечивается надежный фрикционный контакт, особенно в начальные стадии сушки, когда прочность поверхности геля, как правило, минимальна. Для обеспечения надежного фрикционного контакта и предотвращения повреждения поверхности площадки контакта опорных элементов смогут быть выполнены заподлицо с поверхностью геля. Дискретность расположения опор на опорной поверхности позволяет влаге свободно удаляться из пор геля, что предотвращает возникновение трещин за счет неравномерного распределения влаги по заготовке геля, способствует равномерной сушке геля. При усадке геля происходит сокращение его поверхности, распо 3 3153 1 ложенной над опорной поверхностью, уменьшение промежутков между опорными элементами. Размещение опорных элементов на расстояниях друг от друга не меньше, чем величина усадки между элементами, согласно заявляемому способу, во-первых, позволяет предотвратить негативное влияние опорной поверхности на процессы удаления влаги из геля (смыкание элементов при равенстве расстояний и усадки происходит в момент высыхания геля, когда последний уже набрал безопасный уровень прочности), во-вторых, предотвратить повреждение (царапанье) поверхности опорами за счет проскальзывания (когда расстояния между соседними элементами меньше упомянутой усадки). Выдержку геля до удаления влаги осуществляют либо при постоянной температуре, либо в узком температурном интервале. Гель сушат в контейнере с пористой крышкой или на открытом воздухе с использованием пористой пленки (для обеспечения необходимых режимов испарения). В обоих случаях используют заявляемое устройство для сушки. Использование подшипниковых опор обеспечивает возможность перемещения (скольжения) последних с минимальным трением по жесткой опорной поверхности за счет сил сжатия при усадке геля. Наличие площадок фрикционного контакта обеспечивает передачу движения от геля опорным элементам. Упругая пористая прокладка дополнительно предотвращает повреждение геля при установке и трещинообразование на его поверхности, поскольку уменьшает накопление влаги, улучшает условия ее диффузии и испарения в местах контакта. Кроме того, прокладка усиливает фрикционный контакт геля и опор. На фиг. 1 схематически изображено предлагаемое устройство для сушки (вид сбоку) фиг. 2 иллюстрирует расположение опорных элементов в устройстве до размещения влажного геля в виде пластины (вид сверху) на фиг. 3 изображена конструкция подшипников опоры в контакте с гелем и опорной поверхностью. Устройство для сушки содержит основание 1 с жесткой опорной поверхностью 2, на которой установлены с возможностью свободного скольжения опоры 3, выполненные в виде цилиндров из антифрикционного материала, контактирующих одним торцом с опорной поверхностью 2. Второй торец каждого цилиндра опоры служит для размещения геля и снабжен прикрепленной к нему прокладкой 4 из упругого пористого материала. Устройство помещено в контейнер (сосуд) 5 с крышкой 6, в которой выполнены отверстия (поры) 7. На поверхность 2 нанесен слой смазки 8. Позицией 9 обозначен гель. В рассматриваемом варианте основание 1 установлено на дне контейнера 5, а опорная поверхность 2 выполнена плоской. Устройство работает следующим образом. Устанавливают подшипниковые опоры 3 равномерно на поверхности 2 (так, чтобы расстояние между соседними опорами было больше, чем величина ожидаемой усадки вдоль поверхности). Помещают на опоры 3 плоскую пластину влажного геля 9, закрывают крышку контейнера 5. Помещают контейнер 5 в сушильный шкаф, где поддерживают требуемую температуру сушки в течение времени, необходимого для удаления влаги. В процессе выдержки при заданной температуре влага испаряется из пор геля. Благодаря дискретному расположению опор, обеспечивается ускоренное выравнивание температуры и давлений паров в контейнере. При усадке геля 9 происходит сокращение его размеров. Благодаря фрикционной связи между опорами 3 и гелем 9, напряжения, возникающие в объеме геля между опорами преодолевают силы трения покоя между опорами 3 и опорной поверхностью 2, приводя в движение опоры 3, которые начинают скользить по опорной поверхности 2 в направлениях результирующего действия напряжений, сближаясь друг с другом. В результате этого происходит релаксация напряжений в геле как между соседними элементами, так и по всей поверхности (по всему объему геля) в наиболее опасных направлениях до безопасного, с точки зрения трещинообразования, уровня. Направления смещения каждой конкретной опоры в конкретный момент времени определяется направлениями действующих между элементами напряжений (также как и циклическое и равномерное смещения конкретного элемента). Поэтому разрядка, напряжений происходит по мере необходимости, что также уменьшает вероятность трещинообразования. Множественный характер контакта влажного геля с дискретными элементами предотвращает, таким образом, образование трещин разрушения в объеме и на поверхности геля. Локальный контакт каждой опоры с влажным гелем не приводит к возникновению трещин разрушения, а небольшие деформации мест контактирования, как правило, носят местный характер и залечиваются по мере высыхания геля и набора им прочности, либо при последующей термообработке. Заявляемое устройство может быть использовано для сушки не только крупногабаритных гелей, но и заготовок керамики с большой усадкой при сушке. При этом опорная поверхность может быть не только плоской, но и другой формы, например подобной форме изделия. Заявляемое устройство может помещаться внутрь контейнера, сочетаться с пористым пленочным покрытием либо применяться на открытом воздухе. Как показали результаты испытаний заявляемые способ и устройство существенно повышают выход годных крупногабаритных гелей и изделий из них. В результате этого были получены крупногабаритные пластины кварцевого стекла размером 156 х 156 мм. Ниже в качестве иллюстративного примера приводится способ получения кварцевого стекла указанных размеров с использованием заявляемых способа и устройства для сушки, а также результаты сравнительных испытаний влияний опорных поверхностей при сушке на выходных годных гелей и кварцевых стекол. 3153 1 Пример 1. Согласно способу получения кварцевого стекла (А.с. СССР 1549931, МПК С 03 В 8/02, 1990) получали пластины крупногабаритного геля. Для этого к 8,25 л тетраэтоксисилана добавляли 5,5 л 0,05 Н раствора соляной кислоты в деионизованной воде и 2,75 кг ультрадисперсного порошка кремнезема. Смесь интенсивно перемешивали в течение 1,5 часов. Далее к полученному золю добавляли при перемешивании аммиачную воду, до рН 56 единиц. Разливали полученную смесь в 10 герметично закрывающихся квадратных пластмассовых форм, где формировали пластины влажного геля массой 1650 г и площадью 1560 см 2. Пластины помещали в дионизованную воду, где выдерживали 55 часов, после чего извлекали и осуществляли их сушку. Масса пластины перед сушкой составляла 1680 г, а площадь 1540 см 2. Сушку осуществляли в соответствии с заявляемым способом с помощью заявляемого устройства, в варианте, изображенном на фиг. 1, помещенного в контейнер в виде плоского сосуда с крышкой и отверстиями,площадь которых составляла 8 от площади крышки. Опорной поверхностью служило плоское стекло. Каждый влажный гель помещали на 49 фторопластовых цилиндрических опор с поролоновыми прокладками и суммарной площадью контакта 196 см 2. Опоры размещали равномерно по поверхности стекла с шагом 40 мм. В качестве смазки использовали слой вазелина. Сушку гелей в контейнерах осуществляли при температуре 60 С в течение 910 сут. Количество годных гелей и стеклоизделий оценивали для партии из 10 влажных гелей. После сушки до постоянной массы гели помещали в электропечь, где спекали при температуре 1100-1200 С в течение 2-х ч. Годность гелей, заготовок стекла оценивали по наличию трещин, дефектов и разрушению целостности заготовок. Результаты испытаний представлены в таблице. Пример 2. Партию из 10 гелей получали, сушили и термообрабатывали аналогично примеру 1. Отличие состояло в том, что гели помещали в контейнерах перед сушкой на слой стеклошариков диаметром 12 мм,предварительно заполнив ими дно сосуда, после чего проводили сушку. Результаты оценки качества гелей и пластин кварцевого стекла представлены в таблице. Пример 3. Пример осуществляли аналогично примеру 1 для партии из 10 гелей. Отличие состояло в том,что сушку гелей проводили на сплошном слое поролона, размещенном на стекле в контейнере. Результаты испытаний приведены в таблице. Пример 4. Пример осуществляли аналогично примеру 1, проводя испытания партии из 10 гелей. Отличие состояло в том, что сушку в контейнерах осуществляли, разместив гели на плоские стекла. Результаты испытаний представлены в таблице. Количество годных заготовок Гелей после сушки, вКварцевого стекла, в 100 100 80 60 50 30 0 0 Таким образом, заявляемые способ и устройство позволяют не только повысить выход годных гелей и стеклоизделий, но и обеспечить возможность получения гелей и стеклоизделий больших габаритов, что является одной из актуальных проблем исследований и разработок по золь-гель технологии. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 6
МПК / Метки
МПК: C03B 8/02
Метки: геля, осуществления, способ, устройство, сушки
Код ссылки
<a href="https://by.patents.su/6-3153-sposob-sushki-gelya-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Беларуси">Способ сушки геля и устройство для его осуществления</a>
Способ сушки полотна материала, пропитанного термореактивной синтетической смолой, и устройство для его осуществления
Номер патента: 1765
Опубликовано: 30.09.1997
Авторы: Мицуаки Харада, Такеяси Мино
МПК: F26B 3/30
Метки: осуществления, материала, полотна, пропитанного, устройство, способ, смолой, сушки, термореактивной, синтетической
Текст:
...трещин. КРОМЕ ТОГО. ВЭСТВОЕЪИтель в этой пленке действует как тормоз.Согласно изобретениюэти явления исключаются. -способности при небольшой высоте рабочей камеры- 3, благоприятным условиям отвода воздуха и болеевысокому качествупродукции. Эти оптимальные результаты частично объясняются тем. что вследствие взаимодействия тепла лучеиспускатгия и относительно сильно предварительно нагре того свежего воздуха . в отличие от .существующих...
Способ сушки твердого материала и устройство для его осуществления
Номер патента: 374
Опубликовано: 30.03.1995
Автор: Эро Берг
МПК: F26B 17/32, F26B 7/00
Метки: способ, устройство, твердого, сушки, осуществления, материала
Текст:
...чертеже не показано. С другойстороньп. в некоторых других вариантах изобретения может использоваться цельная самонесущая невращающаяся сут шилка. при наличии которой терметизировать входн ые и выходные отверстия не нужно. Это-означает. что в нижней части кожуха сушилки можно было-бы предусмотреть выходное отверстие для сухого материала или простое перепускное отверстие,через которое можно было бы. а случае необходимости, Быстро освободить...
Способ сушки сыпучих термолабильных материалов и устройство для его осуществления
Номер патента: 385
Опубликовано: 30.03.1995
Автор: Алейников Владислав Иванович
МПК: F26B 17/12
Метки: материалов, термолабильных, устройство, сыпучих, осуществления, сушки, способ
Текст:
...зерном(фиг. 3) начинается подсущивание загружаемого зерна в плотном слое. По мере заполненияурядов подводящих коробов З шибер 12 поднимают приводом 14. Так как загру жалось подряд несколько камер одним гиб ридом Одесская-Ю в сушилке 2 х СКП-б самообрушенным зерном заполнена полностью шахта 2 включая надсушильный бун. хер. после чего подачу зерна переключают- После заполнения шахты 2 зерно подсушивают до средней влажности И 19. а ЭЗТЕМ...
Способ получения геля фосфата алюминия в качестве субстанции антацидного лекарственного препарата
Номер патента: 2514
Опубликовано: 30.12.1998
Авторы: Стрельченок Олег Анатольевич, Свиридов Олег Васильевич, Дрожденюк Анатолий Павлович, Царенков Валерий Минович, Чащин Вадим Леонидович, Петров Петр Тимофеевич, Макаренко Михаил Васильевич
МПК: A61K 33/06, C01B 25/36
Метки: алюминия, препарата, качестве, антацидного, субстанции, получения, фосфата, способ, геля, лекарственного
Текст:
...(молярное соотношение алюминий/фосфор равно 1,3) и доводят медленным прибавлением 1 М раствора гидроокиси натрия рН реакционной смеси до величины 6,0. Величину рН контролируют с помощью рН - метра. Осадок промывают до отсутствия ионов хлора. При необходимости полученный гель центрифугируют, осадок высушивают при 80-100. Получают 11,8 г фосфата алюминия. Выход 97 . Анализ целевого продукта проводился аналогично примеру 1 содержание А 1 -17,5...
Устройство для сушки маркированных полупроводниковых приборов
Номер патента: 1467
Опубликовано: 16.12.1996
Автор: Кужелев Валентин Иванович
МПК: H01L 21/00, H01L 21/30, H01G 13/04...
Метки: маркированных, приборов, устройство, полупроводниковых, сушки
Текст:
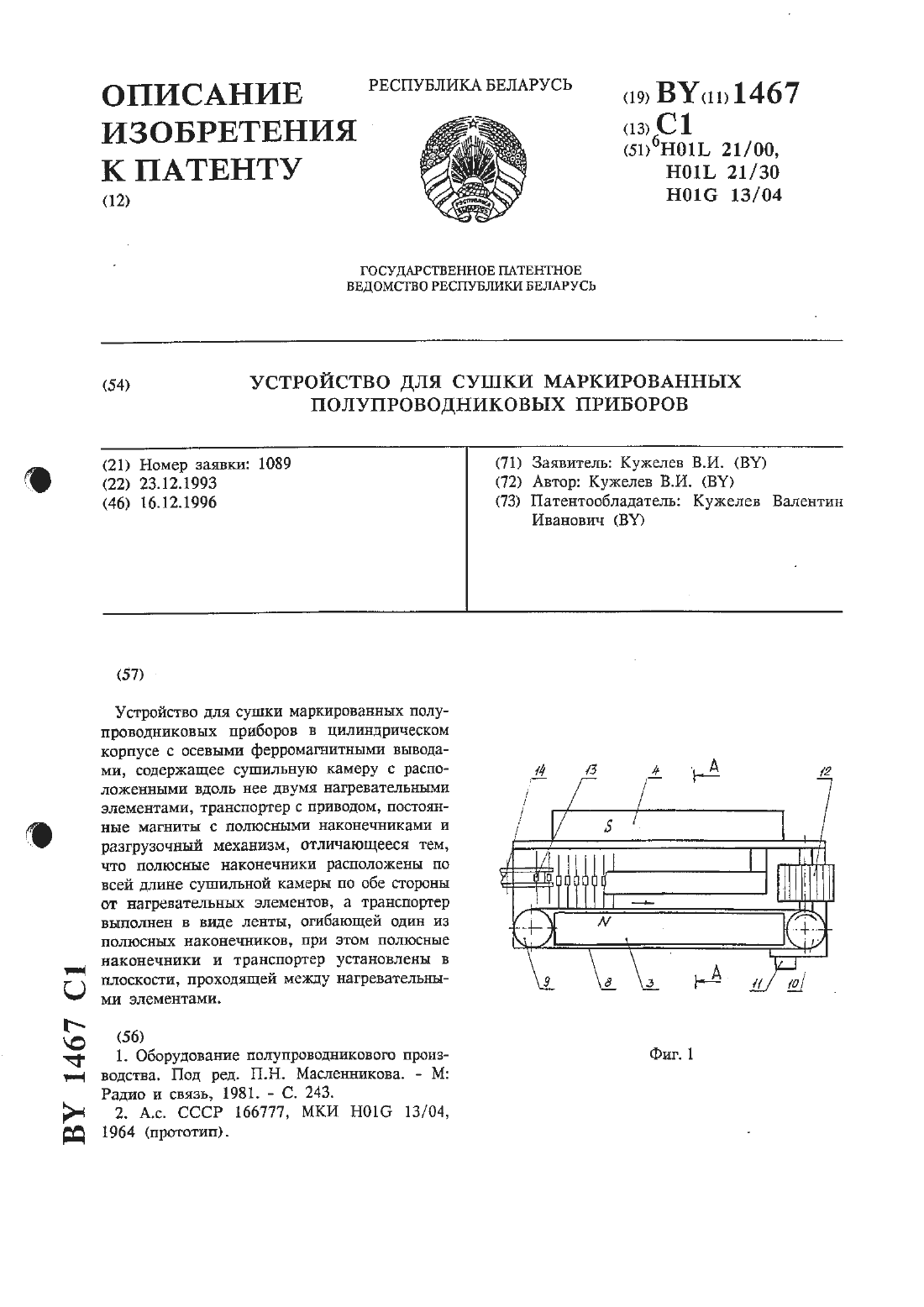
...одною механизма в прорези другого при повышенных рабочих скоростях механизмов.Основная задача изобретения - создание надежного в эксгшуатации устройства с расширенными функциональными возможностями.Поставленная задача достигается тем, что устройство содержит магнитную систему, формирующую по длине устройства однородное магнитное поле в плоскости перемещения приборов, а перемещение приборов осуществляется гладкой непрерывной лентой с...
Предыдущий патент: Способ изготовления упаковки с откупоривающим устройством и откупоривающее устройство
Следующий патент: Способ изготовления безбалластного верхнего строения пути и безбалластное верхнее строение пути, полученное этим способом
Случайный патент: Установка для исследования цереброспинальной жидкости