Способ изготовления стальной трубы большого диаметра
Текст
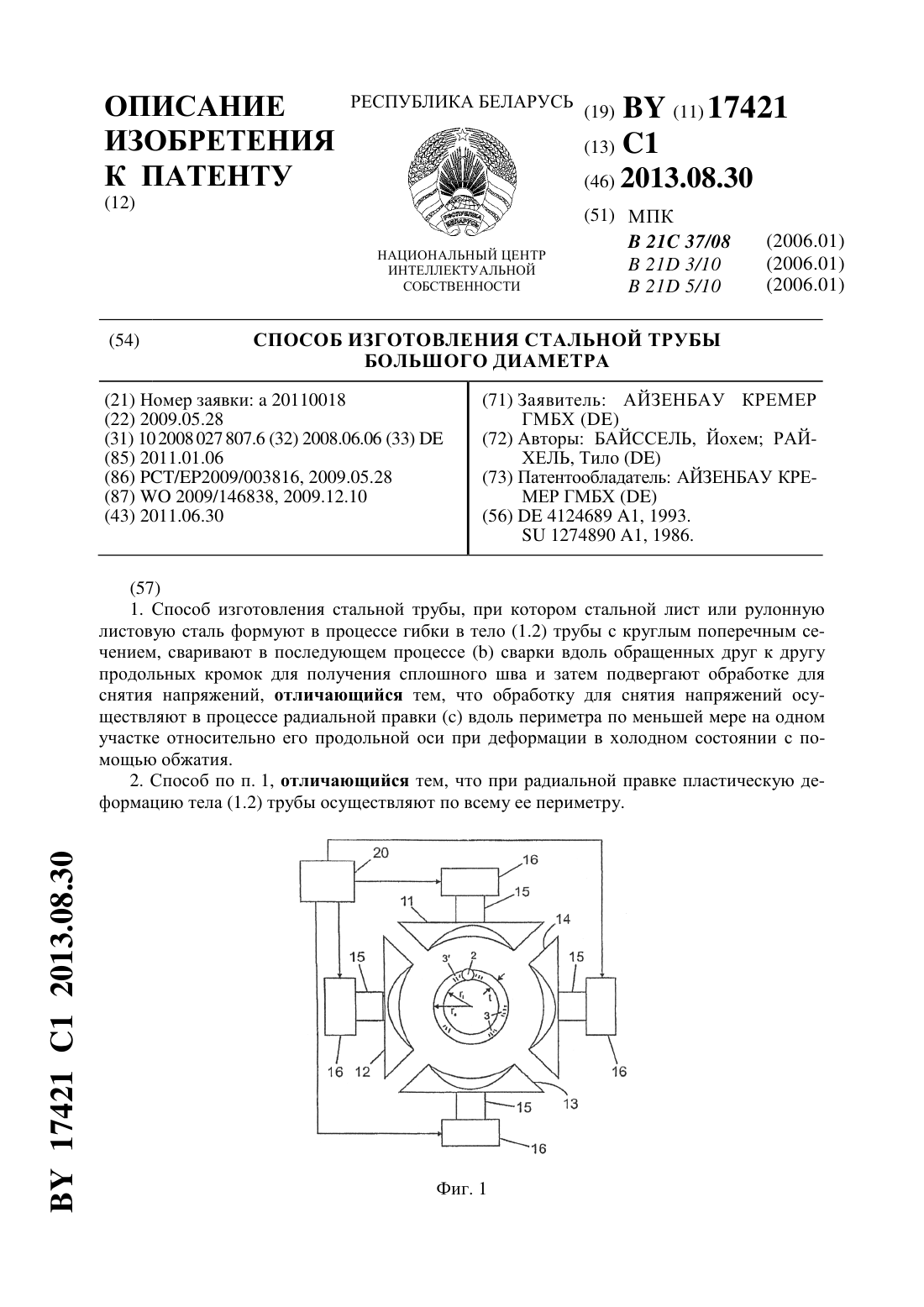
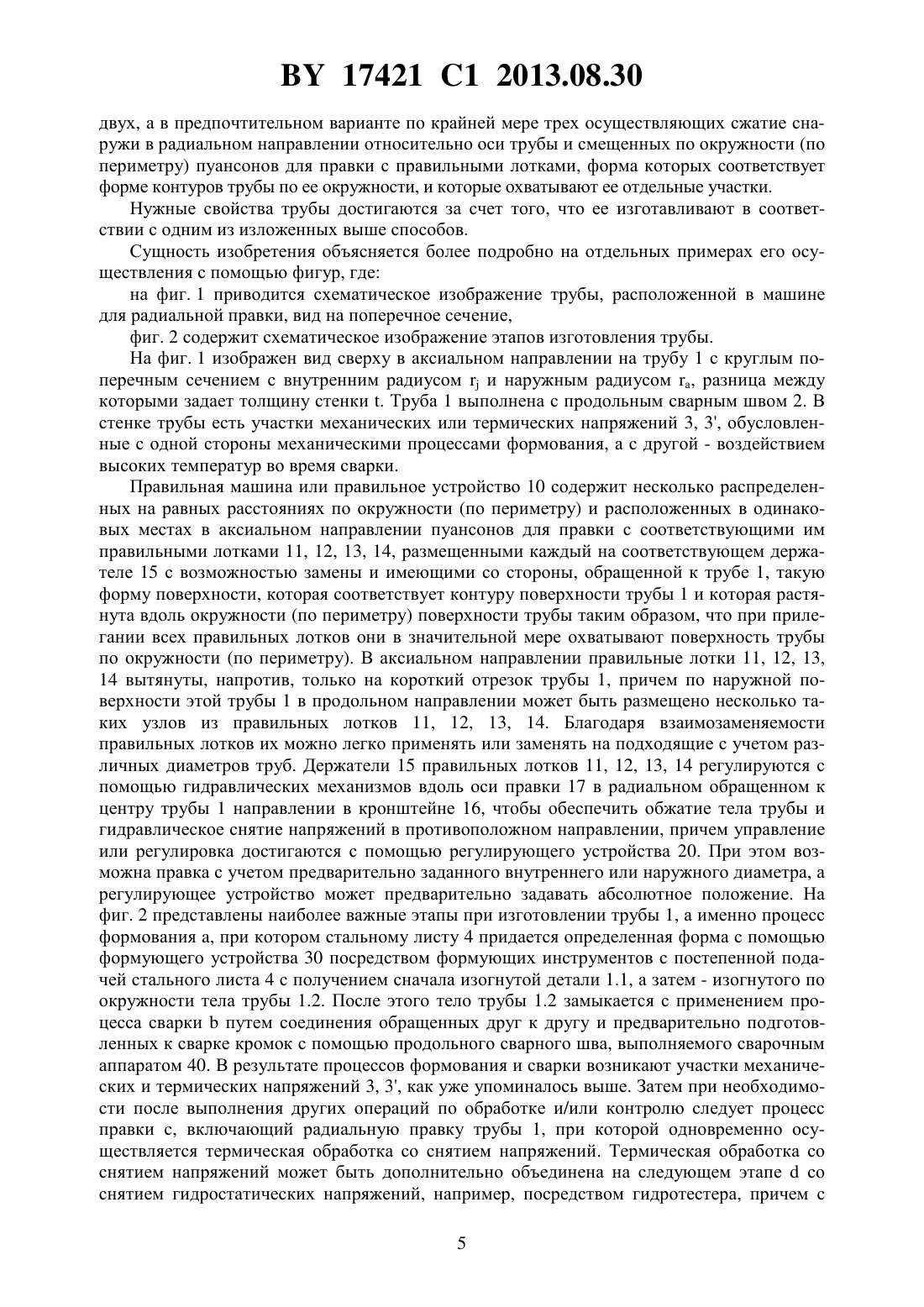
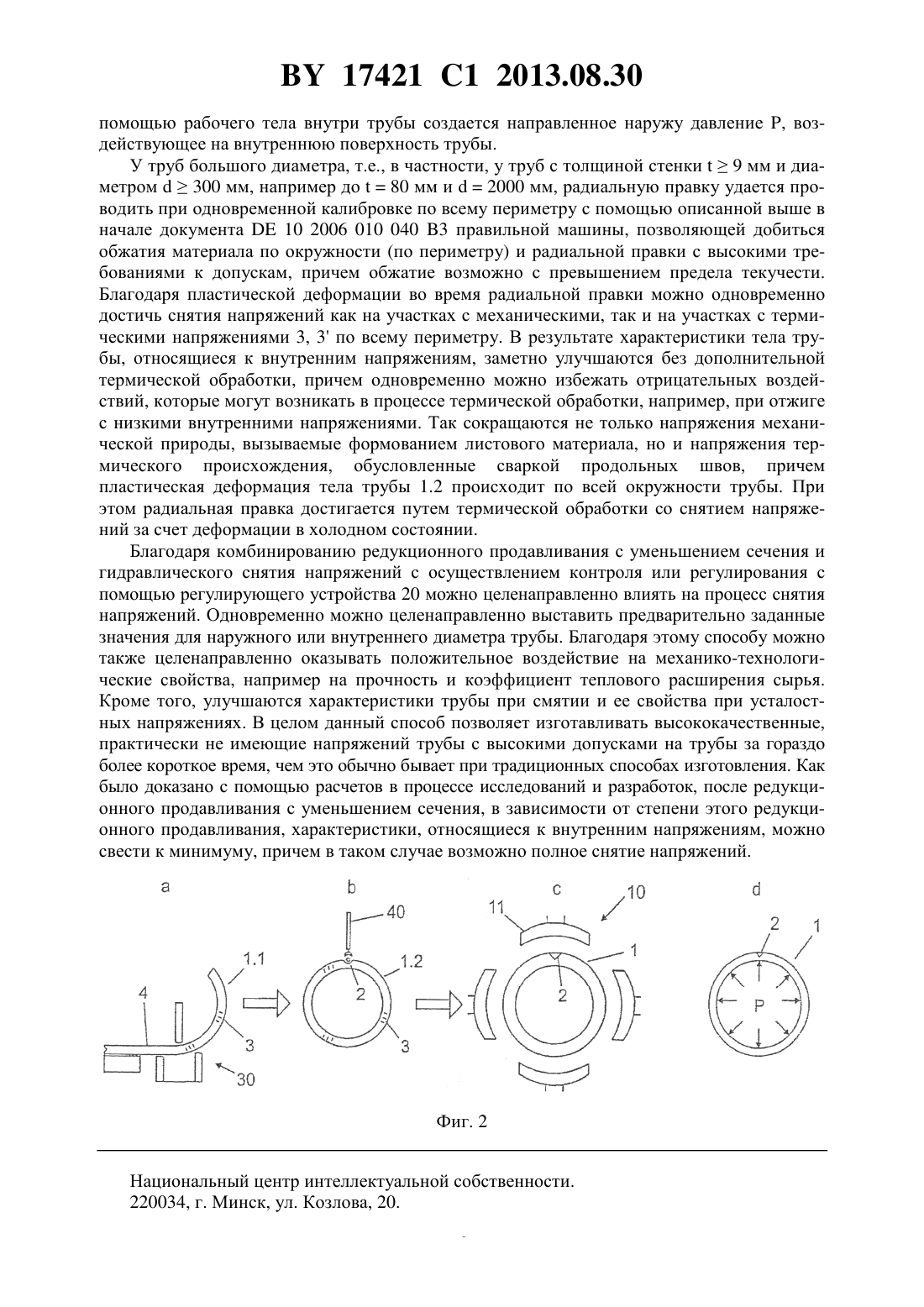
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ТРУБЫ БОЛЬШОГО ДИАМЕТРА(71) Заявитель АЙЗЕНБАУ КРЕМЕР ГМБХ(73) Патентообладатель АЙЗЕНБАУ КРЕМЕР ГМБХ(57) 1. Способ изготовления стальной трубы, при котором стальной лист или рулонную листовую сталь формуют в процессе гибки в тело (1.2) трубы с круглым поперечным сечением, сваривают в последующем процессесварки вдоль обращенных друг к другу продольных кромок для получения сплошного шва и затем подвергают обработке для снятия напряжений, отличающийся тем, что обработку для снятия напряжений осуществляют в процессе радиальной правкивдоль периметра по меньшей мере на одном участке относительно его продольной оси при деформации в холодном состоянии с помощью обжатия. 2. Способ по п. 1, отличающийся тем, что при радиальной правке пластическую деформацию тела (1.2) трубы осуществляют по всему ее периметру. 17421 1 2013.08.30 3. Способ по п. 1 или 2, отличающийся тем, что при радиальной правке производят регулировку на предварительно заданный наружный диаметртрубы или предварительно заданный внутренний диаметртрубы. 4. Способ по п. 1 или 2, отличающийся тем, что при радиальной правке для снятия напряжений комбинируют обжатие в окружном направлении и гидравлическое снятие напряжений. 5. Способ по п. 3, отличающийся тем, что при радиальной правке для снятия напряжений комбинируют обжатие в окружном направлении и гидравлическое снятие напряжений. 6. Способ по п. 1, или 2, или 5, отличающийся тем, что радиальную правку и снятие напряжений осуществляют с помощью по меньшей мере двух, в частности по крайней мере трех осуществляющих сжатие снаружи в радиальном направлении к оси трубы и смещенных в окружном направлении правочных пуансонов с правильными лотками (11 12 13 14),подогнанных, по меньшей мере, на отдельных участках к окружному контуру трубы (1). 7. Способ по п. 3, отличающийся тем, что радиальную правку и снятие напряжений осуществляют с помощью по меньшей мере двух, в частности по крайней мере трех осуществляющих сжатие снаружи в радиальном направлении к оси трубы и смещенных в окружном направлении правочных пуансонов с правильными лотками (11 12 13 14), подогнанных, по меньшей мере, на отдельных участках к окружному контуру трубы (1). 8. Способ по п. 4, отличающийся тем, что радиальную правку и снятие напряжений осуществляют с помощью по меньшей мере двух, в частности по крайней мере трех осуществляющих сжатие снаружи в радиальном направлении к оси трубы и смещенных в окружном направлении правочных пуансонов с правильными лотками (11 12 13 14), подогнанных, по меньшей мере, на отдельных участках к окружному контуру трубы (1). 9. Труба, изготовленная способом по одному из пп. 1-8. Изобретение относится к способу изготовления стальных труб, при котором из стального листа или рулона в процессе гибки формируется тело трубы круглого поперечного сечения, затем выполняется продольный сварной шов, соединяющий обращенные друг к другу продольные кромки листа, после чего труба подвергается термической обработке со снятием напряжений. Подобный способ описан в патенте 10 2006 010 040 3. Согласно известному способу трубу сжимают в правильной машине по внешнему периметру с помощью нескольких установленных со смещением по всему периметру и расположенных в аксиальном направлении пуансонов для радиальной правки, причем пуансоны для правки снабжены правильными лотками, форма которых соответствует форме наружного поперечного сечения трубы. Правильные лотки выполнены с возможностью перемещения по отдельности или в зависимости друг от друга, например с помощью гидравлического привода,причем их приведение в действие может осуществляться с помощью устройства управления или регулировки. С помощью осей для регулировки правильные цилиндры с правильными лотками могут рихтовать трубу до придания ей круглого контура, причем одновременно производится калибровка по диаметру и/или овальности. Кроме того, возможно обжатие материала при значениях свыше предела текучести с помощью впервые упомянутого в этом источнике так называемого метода редукционного продавливания с уменьшением сечения. Патент 0 438 205 2 описывает способ и устройство для правки торцов длинных заготовок. При неподвижной заготовке по меньшей мере одна торцевая часть в поперечном сечении подвергается нагружению на расширение или сужение при знакопеременном изгибе, причем предварительно заданный максимальный прогиб проходит вокруг оси заготовки один или несколько раз. При этом нагружение на расширение или сужение при 2 17421 1 2013.08.30 знакопеременном изгибе выбирается таким образом, что выбранный участок поперечного сечения деформируется вплоть до области пластичности. При этом средства для достижения отклонения оси заготовки по траектории движения свыше предела упругости заготовки включают не менее трех расположенных симметрично относительно общей оси и подвижных в радиальном направлении пуансонов, которые связаны с блоком цилиндров,управляемым в зависимости от условий движения и времени и снабженным поршнем, и за счет управляемого сопряжения блоков поршней и цилиндров друг с другом во время процесса правки пуансоны выполняют синусоидальное возвратно-поступательное движение со смещением по фазе. При этом происходит не правка (относительно крутости или овальности), а корректировка отклонений от прямизны изогнутых торцов, т.е. речь идет по сути о продольной правке. Правильная машина, раскрытая в патенте 737 123 , также используется для правки труб в продольном направлении в горячем состоянии. При этом растягиваются два противолежащих правильных элемента, между которыми размещается труба, и которые можно сдавливать посредством рычажного механизма с приводом по всей длине трубы. Правильные элементы выполнены, например, закругленными в соответствии с диаметром трубы, причем внутренняя часть правильных элементов может быть сменной. Перед процессом правки трубы разогреваются до красного цвета и подвергаются вакуумированию. После проведенной таким образом продольной правки трубы подаются в холодильное устройство с помощью выталкивателя. Однако правка стальных труб большого диаметра с помощью таких средств является слишком затратным процессом, и этот документ не рассматривает проблемы и решения, связанные с радиальной правкой. В патенте 196 02 920 1 описан способ изготовления труб, в частности труб большого диаметра, при котором калибровка и правка труб осуществляется после сварки внутренних и наружных швов с помощью раздачи трубы в холодном состоянии (развальцовки).41 24 689 1 указывает способ и устройство для устранения погрешностей формы и уменьшения вредных внутренних напряжений в продольном шве сварных звеньев трубопроводов за счет раздачи трубы, для чего используется расположенная внутри уширительная оправка. При этом звено трубопровода раздается настолько, что внутренние напряжения, существующие по окружности, должны в значительной мере уменьшаться. При правке труб за счет локального пластического формообразования устраняются недостатки (неоднородности), относящиеся к форме трубы, например локальные овальности тела трубы. При этом не применяется единое уменьшение напряжений по всему кожуху трубы, в частности по ее окружности. Скорее за счет устранения известных локальных овальностей в материале создаются другие, не определенные напряжения. Такой способ правки позволяет получить нужный диаметр лишь после применения сравнительно больших усилий, однако при этом не достигается равномерное сопротивление деформации при сжатии материала, особенно по периметру (окружности) 5 трубы. Во время развальцовки инструменты создают равномерное усилие, воздействующее на внутреннюю сторону трубы и равномерно придающее материалу круглую форму при радиальной правке. Однако во время этого процесса в теле трубы могут возникать неблагоприятные напряженные состояния, в результате чего может снизиться сопротивление деформации при сжатии и, следовательно, стойкость трубопровода к смятию. Кроме того, у труб с покрытием (например, у плакированных труб) могут возникнуть повреждения материала, поэтому зачастую такие трубы нельзя калибровать при использовании этого способа. При увеличении степени раздачи такие вредные последствия могут проявляться еще сильнее. В основу изобретения положена задача разработки способа изготовления стальных труб большого диаметра, позволяющего изготавливать высококачественные трубы с как можно более точной радиальной правкой и с как можно более короткими сроками изготовления, а также имеющими соответствующую геометрическую форму, причем механико-технологические свойства материала должны быть улучшены. Поставленная задача 3 17421 1 2013.08.30 решается с помощью признаков, изложенных в пп. 1-6 формулы. При этом в способе,включающем признаки, изложенные в ограничительной части п. 1 формулы изобретения,предусматривается, что термическая обработка со снятием напряжений осуществляется в один этап, включающий радиальную правку вдоль окружности, по меньшей мере, отрезками относительно продольной оси трубы с применением деформации в холодном состоянии путем обжатия. Меры, предусмотренные в вышеназванной комбинации, позволяют не только качественно отрегулировать нужный диаметр, но и в процессе радиальной правки осуществить термическую обработку со снятием напряжений. Таким образом, благодаря равномерной пластической деформации материала за короткий промежуток времени не только улучшаются допуски на трубу, в частности по овальности, но и характеристики тела трубы с точки зрения внутренних напряжений. При этом уменьшаются не только напряжения, создаваемые в результате механического формования основного листового материала, но и термические напряжения, возникающие в процессе сварки продольных швов в листовом материале, из которого формируют трубу. В целом способ позволяет улучшить механико-технологические свойства трубы, в частности, например сопротивление деформации при сжатии и стойкость к смятию (разрушению). Как доказывают расчеты, проведенные в рамках работ по исследованиям и разработкам, после редукционного продавливания с уменьшением сечения, в зависимости от степени редукционного продавливания с уменьшением сечения характеристики, относящиеся к внутренним напряжениям, сводятся к минимуму, причем становится возможным практически полное снятие напряжений без необходимости применения затратной термической обработки (отжиг с низкими внутренними напряжениями при, например, примерно 600 С), что позволяет избежать недостатков, возникающих в результате термической обработки. В ходе равномерного обжатия по наружной поверхности трубы уменьшаются внутренние напряжения,возникающие в процессе изготовления в продольном направлении и по окружности в основном материале и в сварном шве. Как показали исследования, проведенные авторами изобретения, причина достигнутых улучшений, очевидно, заключается в том, что происходит реверсирование состояния остаточных напряжений, т.е. после редукционного продавливания с уменьшением сечения с внутренней стороны трубы присутствует напряжение при растяжении, а с наружной стороны трубы - напряжение сжатия. В случае с материалами трубы с внутренней плакировкой в результате редукционного продавливания с уменьшением сечения снаружи возникают и дополнительные преимущества, поскольку чувствительная внутренняя поверхность не повреждается и не испытывает нагрузок. Следовательно, не ухудшаются коррозионные свойства внутреннего материала. У материалов металлических покрытий, например из сплава 625, стойкость к коррозии за счет внутренних остаточных напряжений даже повышается. Для радиальной правки и снятия напряжений полезно применять прием, заключающийся в том, что при радиальной правке осуществляют пластическую деформацию тела трубы по всему ее периметру. При этом альтернативные полезные варианты осуществления изобретения с точки зрения точной радиальной правки состоят в том, что при радиальной правке осуществляется регулировка с учетом предварительно заданного наружного диаметра трубы или предварительно заданного внутреннего диаметра трубы. Для улучшения характеристик тела трубы, относящихся к внутренним напряжениям, такие приемы также способствуют тому,что при радиальной правке для снятия напряжений комбинируются обжатие по окружности (по периметру) и гидравлическое снятие напряжений (например, с помощью гидротестера). При этом редукционное продавливание с уменьшением сечения и гидравлическое снятие напряжений могут осуществляться поочередно несколько раз в управляемом режиме. Кроме того, процессам радиальной правки и снятия напряжений способствует тот факт, что радиальную правку и снятие напряжений проводят с помощью по меньшей мере 4 17421 1 2013.08.30 двух, а в предпочтительном варианте по крайней мере трех осуществляющих сжатие снаружи в радиальном направлении относительно оси трубы и смещенных по окружности (по периметру) пуансонов для правки с правильными лотками, форма которых соответствует форме контуров трубы по ее окружности, и которые охватывают ее отдельные участки. Нужные свойства трубы достигаются за счет того, что ее изготавливают в соответствии с одним из изложенных выше способов. Сущность изобретения объясняется более подробно на отдельных примерах его осуществления с помощью фигур, где на фиг. 1 приводится схематическое изображение трубы, расположенной в машине для радиальной правки, вид на поперечное сечение,фиг. 2 содержит схематическое изображение этапов изготовления трубы. На фиг. 1 изображен вид сверху в аксиальном направлении на трубу 1 с круглым поперечным сечением с внутренним радиусоми наружным радиусом а, разница между которыми задает толщину стенки . Труба 1 выполнена с продольным сварным швом 2. В стенке трубы есть участки механических или термических напряжений 3, 3, обусловленные с одной стороны механическими процессами формования, а с другой - воздействием высоких температур во время сварки. Правильная машина или правильное устройство 10 содержит несколько распределенных на равных расстояниях по окружности (по периметру) и расположенных в одинаковых местах в аксиальном направлении пуансонов для правки с соответствующими им правильными лотками 11, 12, 13, 14, размещенными каждый на соответствующем держателе 15 с возможностью замены и имеющими со стороны, обращенной к трубе 1, такую форму поверхности, которая соответствует контуру поверхности трубы 1 и которая растянута вдоль окружности (по периметру) поверхности трубы таким образом, что при прилегании всех правильных лотков они в значительной мере охватывают поверхность трубы по окружности (по периметру). В аксиальном направлении правильные лотки 11, 12, 13,14 вытянуты, напротив, только на короткий отрезок трубы 1, причем по наружной поверхности этой трубы 1 в продольном направлении может быть размещено несколько таких узлов из правильных лотков 11, 12, 13, 14. Благодаря взаимозаменяемости правильных лотков их можно легко применять или заменять на подходящие с учетом различных диаметров труб. Держатели 15 правильных лотков 11, 12, 13, 14 регулируются с помощью гидравлических механизмов вдоль оси правки 17 в радиальном обращенном к центру трубы 1 направлении в кронштейне 16, чтобы обеспечить обжатие тела трубы и гидравлическое снятие напряжений в противоположном направлении, причем управление или регулировка достигаются с помощью регулирующего устройства 20. При этом возможна правка с учетом предварительно заданного внутреннего или наружного диаметра, а регулирующее устройство может предварительно задавать абсолютное положение. На фиг. 2 представлены наиболее важные этапы при изготовлении трубы 1, а именно процесс формования , при котором стальному листу 4 придается определенная форма с помощью формующего устройства 30 посредством формующих инструментов с постепенной подачей стального листа 4 с получением сначала изогнутой детали 1.1, а затем - изогнутого по окружности тела трубы 1.2. После этого тело трубы 1.2 замыкается с применением процесса сваркипутем соединения обращенных друг к другу и предварительно подготовленных к сварке кромок с помощью продольного сварного шва, выполняемого сварочным аппаратом 40. В результате процессов формования и сварки возникают участки механических и термических напряжений 3, 3, как уже упоминалось выше. Затем при необходимости после выполнения других операций по обработке и/или контролю следует процесс правки , включающий радиальную правку трубы 1, при которой одновременно осуществляется термическая обработка со снятием напряжений. Термическая обработка со снятием напряжений может быть дополнительно объединена на следующем этапесо снятием гидростатических напряжений, например, посредством гидротестера, причем с 5 17421 1 2013.08.30 помощью рабочего тела внутри трубы создается направленное наружу давление , воздействующее на внутреннюю поверхность трубы. У труб большого диаметра, т.е., в частности, у труб с толщиной стенки 9 мм и диаметром 300 мм, например до 80 мм и 2000 мм, радиальную правку удается проводить при одновременной калибровке по всему периметру с помощью описанной выше в начале документа 10 2006 010 040 3 правильной машины, позволяющей добиться обжатия материала по окружности (по периметру) и радиальной правки с высокими требованиями к допускам, причем обжатие возможно с превышением предела текучести. Благодаря пластической деформации во время радиальной правки можно одновременно достичь снятия напряжений как на участках с механическими, так и на участках с термическими напряжениями 3, 3 по всему периметру. В результате характеристики тела трубы, относящиеся к внутренним напряжениям, заметно улучшаются без дополнительной термической обработки, причем одновременно можно избежать отрицательных воздействий, которые могут возникать в процессе термической обработки, например, при отжиге с низкими внутренними напряжениями. Так сокращаются не только напряжения механической природы, вызываемые формованием листового материала, но и напряжения термического происхождения, обусловленные сваркой продольных швов, причем пластическая деформация тела трубы 1.2 происходит по всей окружности трубы. При этом радиальная правка достигается путем термической обработки со снятием напряжений за счет деформации в холодном состоянии. Благодаря комбинированию редукционного продавливания с уменьшением сечения и гидравлического снятия напряжений с осуществлением контроля или регулирования с помощью регулирующего устройства 20 можно целенаправленно влиять на процесс снятия напряжений. Одновременно можно целенаправленно выставить предварительно заданные значения для наружного или внутреннего диаметра трубы. Благодаря этому способу можно также целенаправленно оказывать положительное воздействие на механико-технологические свойства, например на прочность и коэффициент теплового расширения сырья. Кроме того, улучшаются характеристики трубы при смятии и ее свойства при усталостных напряжениях. В целом данный способ позволяет изготавливать высококачественные,практически не имеющие напряжений трубы с высокими допусками на трубы за гораздо более короткое время, чем это обычно бывает при традиционных способах изготовления. Как было доказано с помощью расчетов в процессе исследований и разработок, после редукционного продавливания с уменьшением сечения, в зависимости от степени этого редукционного продавливания, характеристики, относящиеся к внутренним напряжениям, можно свести к минимуму, причем в таком случае возможно полное снятие напряжений. Фиг. 2 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B21D 5/10, B21C 37/08, B21D 3/10
Метки: трубы, диаметра, стальной, изготовления, способ, большого
Код ссылки
<a href="https://by.patents.su/6-17421-sposob-izgotovleniya-stalnojj-truby-bolshogo-diametra.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления стальной трубы большого диаметра</a>
Способ изготовления тепловой трубы
Номер патента: 16810
Опубликовано: 28.02.2013
Авторы: Докторов Вячеслав Викторович, Рак Анатолий Леонидович, Мазюк Виктор Васильевич
МПК: F28D 15/04
Метки: трубы, изготовления, тепловой, способ
Текст:
...невозможности изготовления миниатюрных тепловых труб диаметром 4 мм и менее из-за зажатия формующего стержня спеченной капиллярной структурой вследствие усадки последней. Задача, которую решает предлагаемое изобретение, заключается в повышении эксплуатационных свойств изготавливаемых тепловых труб и расширении технологических возможностей способа. Поставленная задача реализуется тем, что в способе изготовления тепловой трубы,при котором в...
Способ изготовления тепловой трубы
Номер патента: 11696
Опубликовано: 30.04.2009
Авторы: Васильев Леонид Леонардович, Петюшик Татьяна Евгеньевна, Реут Олег Павлович, Петюшик Евгений Евгеньевич, Романенков Владимир Евгеньевич, Конон Андрей Брониславович, Васильев Леонард Леонидович
МПК: F28D 15/02, B22F 3/00
Метки: изготовления, трубы, тепловой, способ
Текст:
...алюминия с образованием консолидированного пористого тела. Синтез такого пористого тела сопровождается увеличением его объема по сравнению с объемом исходной порошковой засыпки. В силу ограничения радиальных перемещений пористого тела корпусом 2 снаружи и фитилем 1 изнутри в синтезированном пористом теле возникают напряжения(фиг. 3). Таким образом, обеспечивается жесткое соединение фитиля 1 с корпусом 2 по всей контактной площади...
Способ изготовления испарителя контурной тепловой трубы
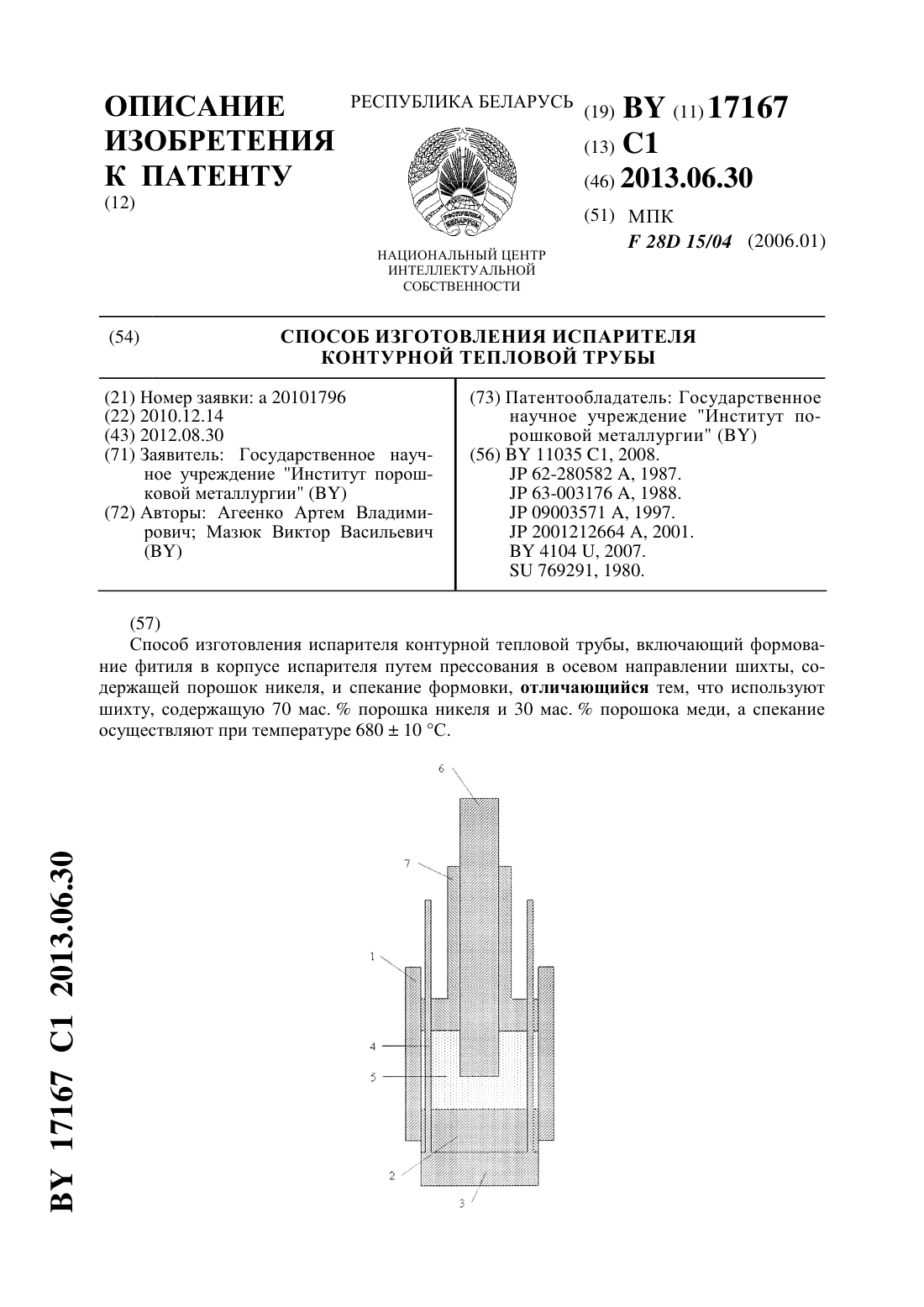
Номер патента: 17167
Опубликовано: 30.06.2013
Авторы: Мазюк Виктор Васильевич, Агеенко Артем Владимирович
МПК: F28D 15/04
Метки: трубы, контурной, тепловой, способ, испарителя, изготовления
Текст:
...6 фиксируется в занимаемом положении, а верхний пуансон 7 поднимается над корпусом 17167 1 2013.06.30 На втором этапе формования фитиля внутрь корпуса 1 в пространство, ограниченное стенкой корпуса и центральным стержнем 6, засыпается подготовленная порошковая шихта в количестве, необходимом для формования стенки фитиля. Посредством давления,оказываемого на верхний торец подвижного верхнего пуансона 7, осуществляется прессование стенки...
Устройство для намотки длинномерной стальной трубы
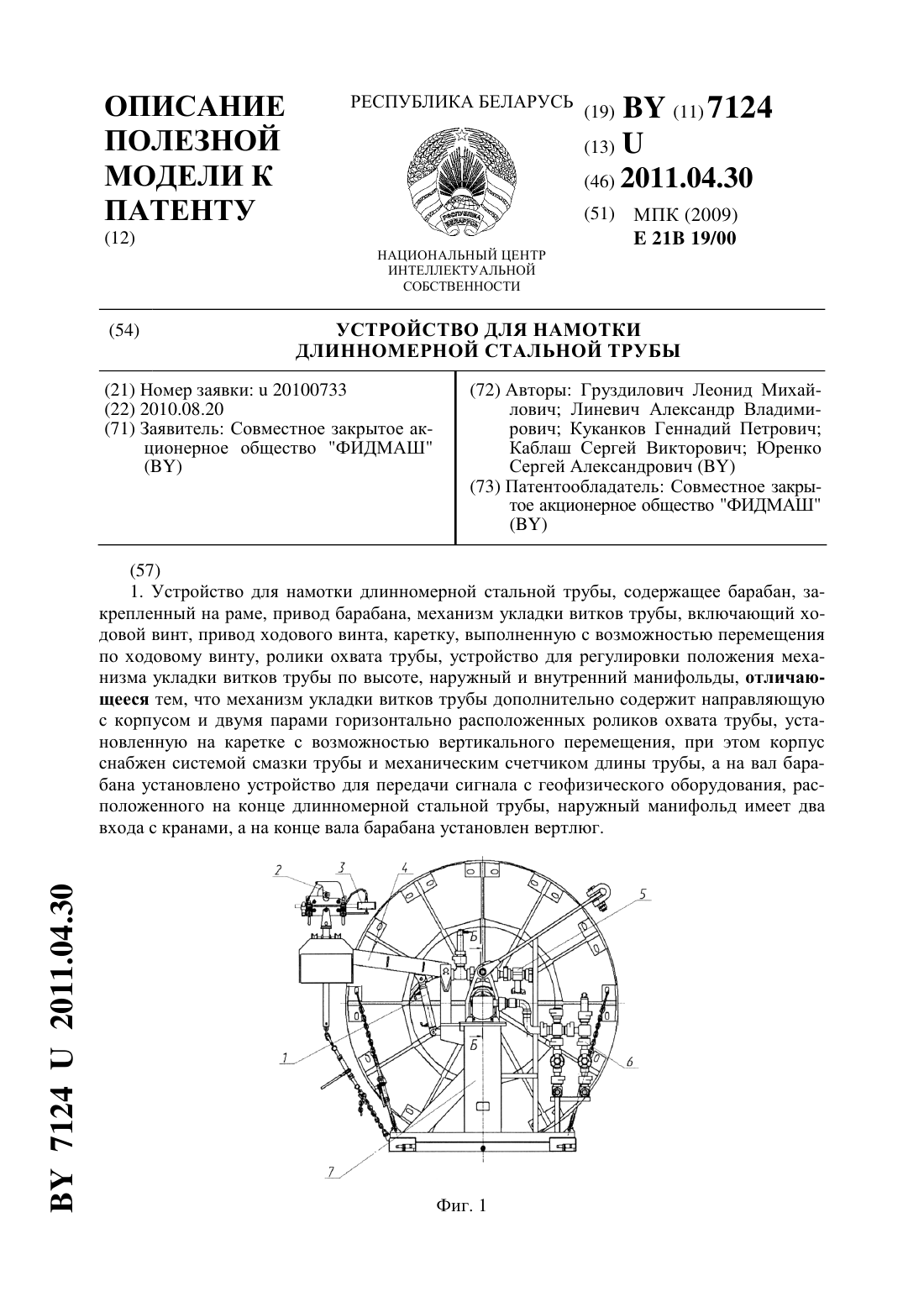
Номер патента: U 7124
Опубликовано: 30.04.2011
Авторы: Каблаш Сергей Викторович, Куканков Геннадий Петрович, Линевич Александр Владимирович, Юренко Сергей Александрович, Груздилович Леонид Михайлович
МПК: E21B 19/00
Метки: стальной, намотки, трубы, устройство, длинномерной
Текст:
...позволяет увеличить высоту поднятия трубы и тем самым расширить комплекс технологических операций. Наличие системы смазки трубы позволяет уменьшить трение вращения и повысить надежность работы устройства, а использование механического счетчика длины трубы - осуществлять контроль за выполнением спуско-подъемных операций, что также повышает надежность. Наличие двух входов с кранами на наружном манифольде позволяет прокачивать одновременно...
Способ изготовления химически стойкой трубы из полимерного композиционного материала
Номер патента: 13479
Опубликовано: 30.08.2010
Авторы: Колдаев Олег Юрьевич, Колдаев Юрий Николаевич, Колдаева Светлана Николаевна, Валетов Валентин Васильевич, Екименко Алексей Николаевич, Васюта Валентин Алексеевич
МПК: B29B 15/10, B29C 53/00
Метки: материала, химически, полимерного, изготовления, трубы, способ, стойкой, композиционного
Текст:
...и химстойкости изделий,снижение вредности производства и упрощение технологического процесса. Для достижения поставленной цели предлагается способ изготовления химически стойкой трубы из полимерного композиционного материала, включающий формирование стеклопластиковых слоев путем намотки на вращающуюся секторную оправку стеклонитей с нанесением на них эпоксидного связующего и последующее отверждение. Стеклонить перед намоткой на вращающуюся...
Предыдущий патент: Способ моделирования низкой обтурационной толстокишечной непроходимости у лабораторного животного в эксперименте
Следующий патент: Турбинный счетчик расхода воды
Случайный патент: Способ восстановления сухожилия