Способ изготовления химически стойкой трубы из полимерного композиционного материала
Номер патента: 13479
Опубликовано: 30.08.2010
Авторы: Колдаева Светлана Николаевна, Колдаев Олег Юрьевич, Васюта Валентин Алексеевич, Екименко Алексей Николаевич, Валетов Валентин Васильевич, Колдаев Юрий Николаевич
Текст
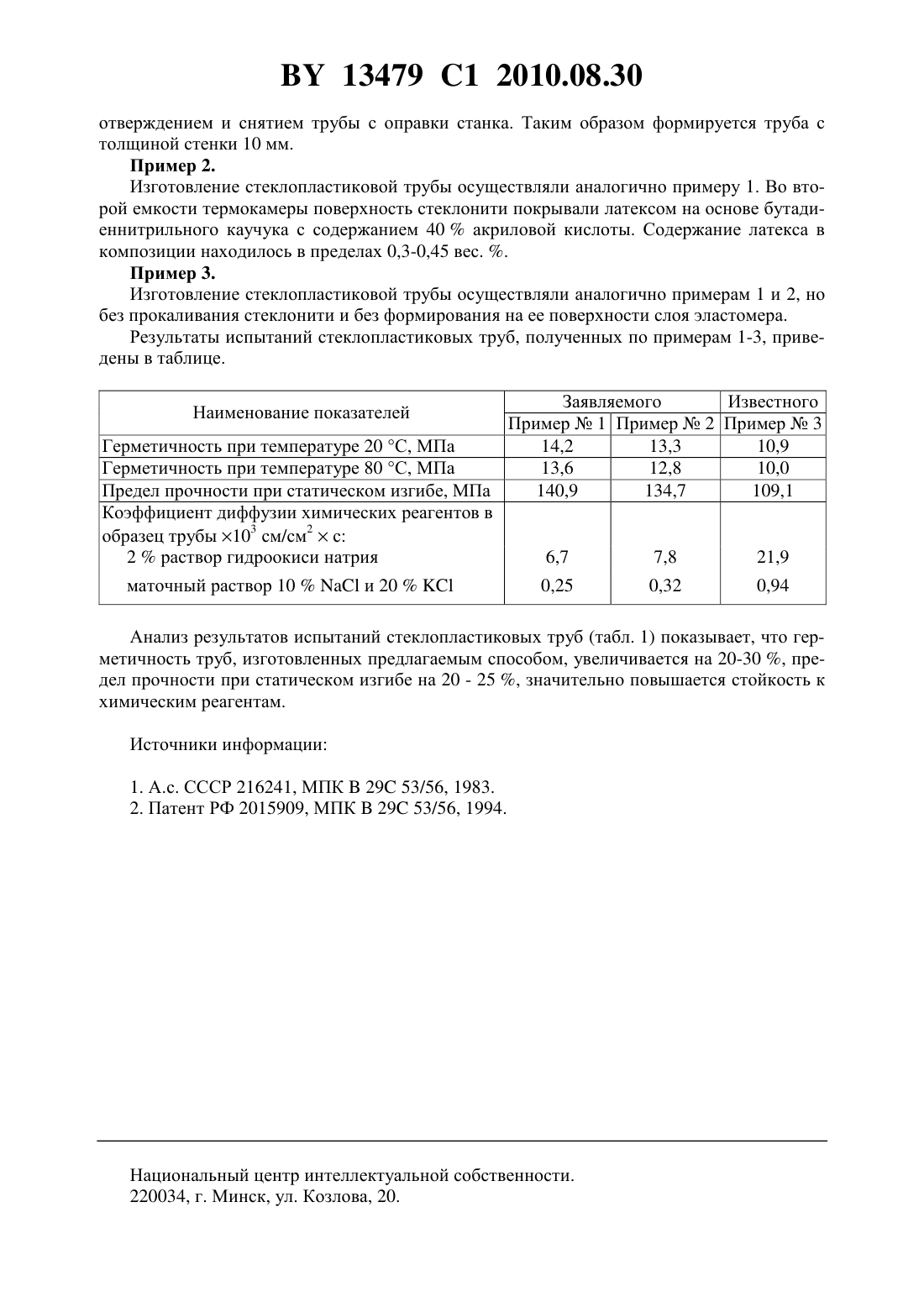
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ХИМИЧЕСКИ СТОЙКОЙ ТРУБЫ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА(71) Заявитель Учреждение образования Мозырский государственный педагогический университет имени И.П. Шамякина(72) Авторы Валетов Валентин Васильевич Колдаева Светлана Николаевна Васюта Валентин Алексеевич Екименко Алексей Николаевич Колдаев Юрий Николаевич Колдаев Олег Юрьевич(73) Патентообладатель Учреждение образования Мозырский государственный педагогический университет имени И.П. Шамякина(56)2015909 1, 1994.1271699, 1972.4-33976 , 1992.63-95938 , 1988.7-52245 , 1995.2111120 1, 1998.1479294 1, 1989.2234411 1, 2004.1659217 1, 1991. МАЛЛИНСОН Дж. Применение изделий из стеклопластиков в химических производствах. - М. Химия, 1973. С. 34, 68-71.715522, 1980.(57) Способ изготовления химически стойкой трубы из полимерного композиционного материала, включающий формирование стеклопластиковых слоев путем намотки на вращающуюся секторную оправку стеклонитей с нанесением на них эпоксидного связующего и последующее отверждение, отличающийся тем, что стеклонить перед намоткой пропускают через термокамеру, разделенную перегородками на три емкости, при этом в первой емкости при температуре 600-700 С отжигают замасливатель с поверхности стеклонити,во второй емкости при температуре 30-40 С на поверхность стеклонити наносят раствор эластомера в количестве, обеспечивающем содержание эластомера в композиционном материале 0,2-0,5 мас. , а в третьей емкости при температуре 90-100 С удаляют растворитель и оплавляют эластомер на поверхности стеклонити. Изобретение относится к технологии производства стеклополимерных труб, которые могут быть использованы для транспортировки химически активных сред на предприятиях по добыче и производству калийных удобрений и других, где требуется транспортировать химически агрессивные среды. Известен способ изготовления бипластмассовых труб путем экструдирования термопластичной трубы с толщиной стенки 3-5 мм, намотки плакирующего слоя из стеклоткани и формирования стеклопластикового слоя с последующим отверждением 1. 13479 1 2010.08.30 Недостатком этого способа является высокий расход термопластичных материалов,сложность и трудоемкость технологического процесса. Кроме того, изделия, полученные указанным способом, обладают недостаточной герметичностью, поскольку адгезионная связь термопластового слоя со стеклопластиковым осуществляется преимущественно за счет механических сил сцепления плакирующего слоя, вдавливаемого в размягченную поверхность экструдируемой трубы. Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является способ изготовления герметичных труб из стеклопластика, включающий намотку на оправку термопластичной пленки и формирование стеклопластиковых слоев путем намотки на оправку стеклонитей с нанесением эпоксидного связующего и последующим отверждением в термокамере. В качестве термопластичной пленки используют полиолефиновую адгезионно-активную пленку с двусторонним модифицированием поверхностей с прочностью склейки не менее 13,0 МПа. Толщина пленки 100150 мкм. Перед намоткой пленка подвергается радиационно-химическому модифицированию на ускорителях электронов с развернутым пучком 2. Недостатком описанного способа является сложность и повышенная вредность технологического процесса, низкие показатели прочности и химстойкости изделий при транспортировке растворов хлористого натрия и хлористого калия. Цель изобретения - повышение механической прочности и химстойкости изделий,снижение вредности производства и упрощение технологического процесса. Для достижения поставленной цели предлагается способ изготовления химически стойкой трубы из полимерного композиционного материала, включающий формирование стеклопластиковых слоев путем намотки на вращающуюся секторную оправку стеклонитей с нанесением на них эпоксидного связующего и последующее отверждение. Стеклонить перед намоткой на вращающуюся секторную оправку станка пропускают через термокамеру, разделенную перегородками на три емкости. В первой емкости поддерживают температуру 600-700 С. При прохождении через эту емкость происходит отжиг парафинового замасливателя на поверхности стеклонити, содержание замасливателя снижается до 0,9-1,0 вес. . Во второй емкости, заполненной раствором эластомера (латекса или поливинилбутираля), поддерживают температуру 30-40 С, при которой эластомер (латекс или поливинилбутираль) равномерно распределяется по поверхности стеклонити в количестве, обеспечивающем содержание эластомера в композиционном материале 0,2-0,5 мас. . В третьей емкости поддерживают температуру в пределах 90-100 С, при которой происходит удаление растворителя и оплавление эластомера на поверхности стеклонити. После прохождения термокамеры стеклонить подается на вращающуюся секторную оправку станка непрерывной намотки, где происходит формирование конструкционного слоя из стеклонити и связующего с последующим отверждением и снятием готовой трубы с оправки. Пример 1. Стеклонить из бесщелочного стекловолокна -6/300 пропускается через термокамеру с тремя емкостями. В первой емкости при температуре 600-700 С в течение 10-15 с происходит удаление парафинового замасливателя с поверхности стеклонити. Содержание замасливателя снижается с 2,5 до 0,9-1,0 вес. , после чего стеклонить проходит вторую емкость, заполненную 5 спиртовым раствором поливинилбутираля. Температура в емкости поддерживается в пределах 30-40 С. Далее стеклонить, покрытая раствором поливинилбутираля, проходит третью камеру, где при температуре 90-120 С происходит удаление растворителя и оплавление поливинилбутираля на поверхности стеклонити. При этом содержание поливинилбутираля в композиции составляет 0,2-0,5 вес. . Из термокамеры стеклонить подается на вращающуюся оправку 150 мм секторного станка непрерывной намотки СНИГ-14, где происходит формирование конструкционного слоя из стеклонити и нанесенного эпоксидного связующего марки ЭД-20 с последующим 2 13479 1 2010.08.30 отверждением и снятием трубы с оправки станка. Таким образом формируется труба с толщиной стенки 10 мм. Пример 2. Изготовление стеклопластиковой трубы осуществляли аналогично примеру 1. Во второй емкости термокамеры поверхность стеклонити покрывали латексом на основе бутадиеннитрильного каучука с содержанием 40 акриловой кислоты. Содержание латекса в композиции находилось в пределах 0,3-0,45 вес. . Пример 3. Изготовление стеклопластиковой трубы осуществляли аналогично примерам 1 и 2, но без прокаливания стеклонити и без формирования на ее поверхности слоя эластомера. Результаты испытаний стеклопластиковых труб, полученных по примерам 1-3, приведены в таблице. Заявляемого Известного Пример 1 Пример 2 Пример 3 Герметичность при температуре 20 С, МПа 14,2 13,3 10,9 Герметичность при температуре 80 С, МПа 13,6 12,8 10,0 Предел прочности при статическом изгибе, МПа 140,9 134,7 109,1 Коэффициент диффузии химических реагентов в образец трубы 103 см/см 2 с 2 раствор гидроокиси натрия 6,7 7,8 21,9 Наименование показателей Анализ результатов испытаний стеклопластиковых труб (табл. 1) показывает, что герметичность труб, изготовленных предлагаемым способом, увеличивается на 20-30 , предел прочности при статическом изгибе на 20 - 25 , значительно повышается стойкость к химическим реагентам. Источники информации 1. А.с. СССР 216241, МПК 29 53/56, 1983. 2. Патент РФ 2015909, МПК 29 53/56, 1994. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B29C 53/00, B29B 15/10
Метки: стойкой, изготовления, трубы, композиционного, химически, материала, полимерного, способ
Код ссылки
<a href="https://by.patents.su/3-13479-sposob-izgotovleniya-himicheski-stojjkojj-truby-iz-polimernogo-kompozicionnogo-materiala.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления химически стойкой трубы из полимерного композиционного материала</a>
Способ получения композиционного полимерного материала с политетрафторэтиленом
Номер патента: 3601
Опубликовано: 30.12.2000
Авторы: Красовский Анатолий Михайлович, Гракович Петр Николаевич, Озолин Александр Александрович, Иванов Леонид Федорович, Шелестова Валентина Александровна
МПК: B29B 13/10, B29B 13/08, C08J 5/16...
Метки: способ, полимерного, политетрафторэтиленом, получения, композиционного, материала
Текст:
...изделий из ПТФЭ на специальных экструдерах. 3601 1 Недостатком этого способа придания ПТФЭ сыпучести, включающего несколько операций, в том числе нагревание до 390 С, является его большая энерго- и трудоемкость. Задачей изобретения является разработка способа введения ПТФЭ в термопласты, позволяющего достичь хорошей смешиваемости компонентов в процессе получения композита, в результате чего возможно получение композита с повышенной...
Способ получения полимерного композиционного материала
Номер патента: 9894
Опубликовано: 30.10.2007
Авторы: Дубкова Валентина Ивановна, Комаревич Валентина Геннадьевна, Минкевич Тамара Сергеевна, Крутько Николай Павлович
МПК: C08J 5/04
Метки: способ, получения, материала, композиционного, полимерного
Текст:
...свойств композиционного материала изготавливают образцы в виде таблеток и брусков. Испытания образцов композитов на твердость проводят при комнатной температуре по методу Виккерса или на консистометре Гепплера с углом вершины закаленного стального конуса 5310. Электропроводность композитов определяют измерителем иммитанса Е 7-14 на рабочей частоте прибора 100 Гц с погрешностью установки не более 0,01 . Предел прочности при сжатии...
Труба из композиционного материала и способ ее изготовления
Номер патента: 12813
Опубликовано: 28.02.2010
Авторы: Наркевич Анна Леонидовна, Ставров Василий Петрович, Карпович Олег Иосифович, Гоманькова Анна Владимировна
МПК: F16L 9/00
Метки: труба, композиционного, изготовления, способ, материала
Текст:
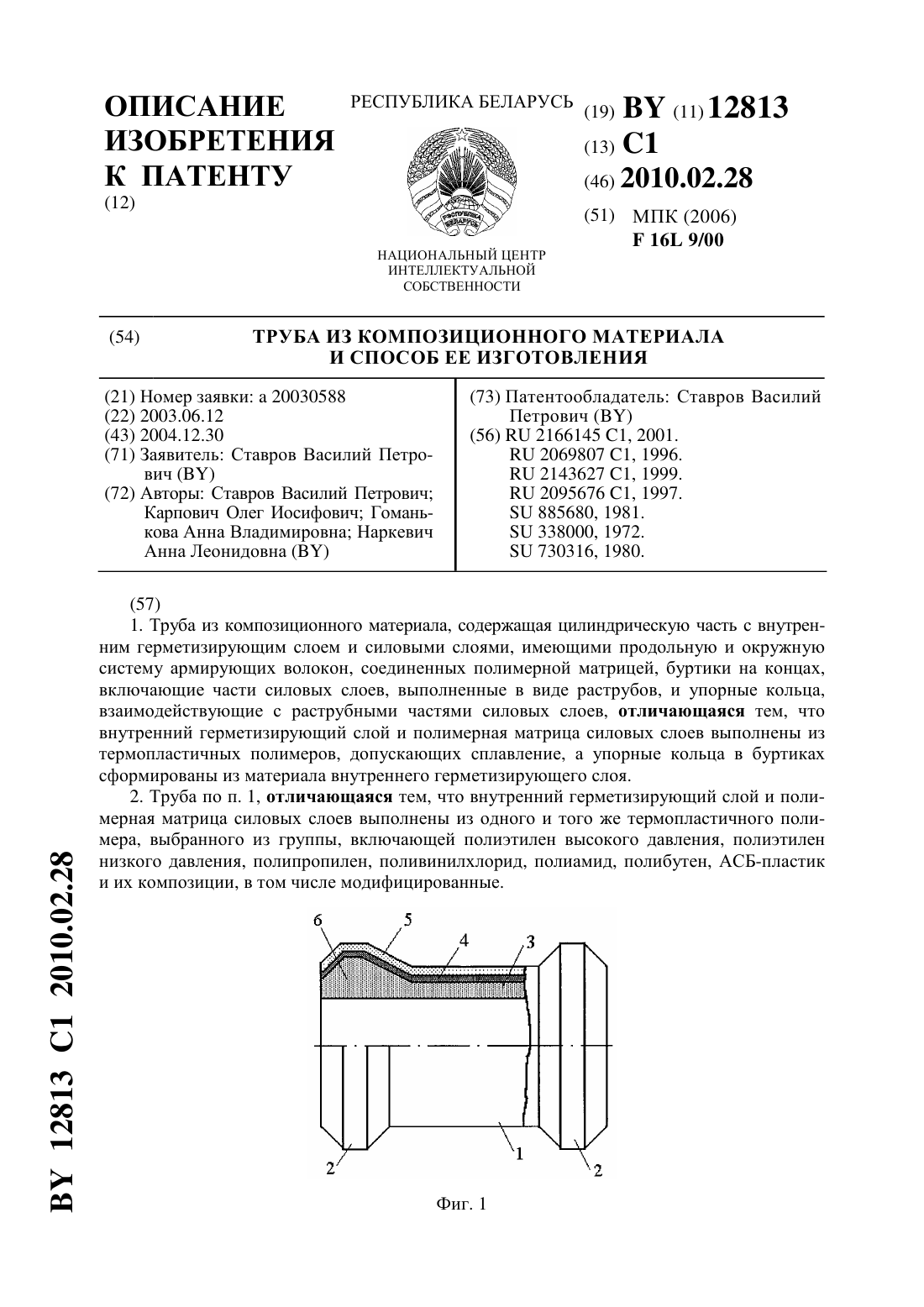
...термопластичного полимера в процессе экструдирования внутреннего герметизирующего слоя, в частности в виде однонаправленно армированной ленты с термопластичным матричным полимером, формируя цилиндрическую заготовку, а окружную систему армирующих волокон создают путем намотки однонаправленно армированной ленты с термопластичным матричным полимером на сформированную цилиндрическую заготовку после ее охлаждения до температуры ниже...
Способ изготовления разрезных колец из полимерного материала
Номер патента: 3359
Опубликовано: 30.06.2000
Авторы: Самсонов Борис Михайлович, Жарнов Виктор Михайлович
МПК: F16J 9/28
Метки: колец, материала, полимерного, способ, разрезных, изготовления
Текст:
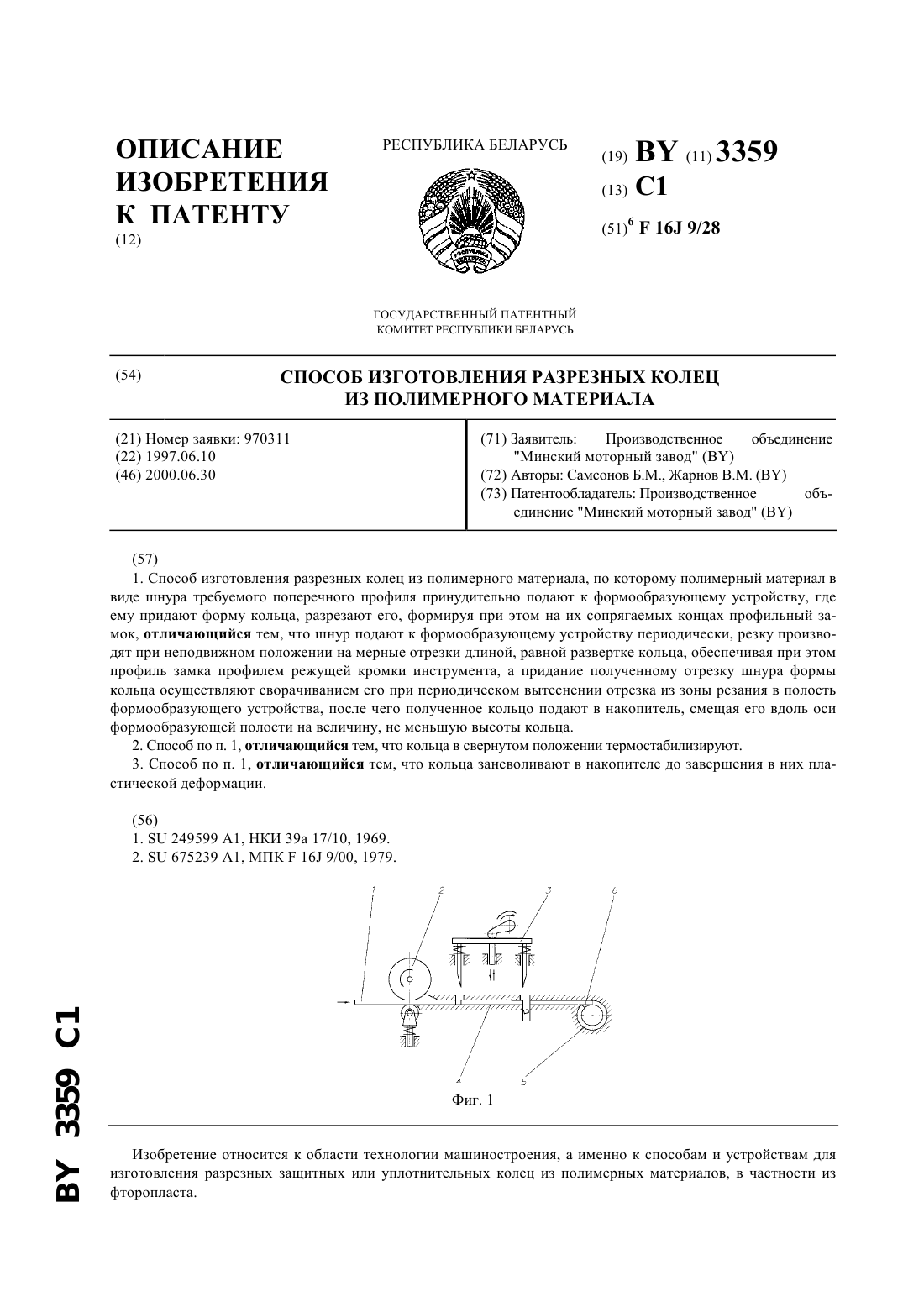
...точности изготовления разрезных колец из полимерных материалов. Поставленная задача достигается тем, что в известном способе изготовления разрезных колец из полимерного материала, по которому полимерный материал в виде шнура требуемого поперечного профиля принудительно подают к формообразующему устройству, где ему придают форму кольца, разрезают его, формируя при этом на их сопрягаемых концах профильный замок, согласно изобретению, шнур...
Способ изготовления трубчатого композиционного проницаемого элемента
Номер патента: 5998
Опубликовано: 30.03.2004
Авторы: Александров Валерий Михайлович, Скугарь Алексей Александрович, Реут Олег Павлович, Богинский Леонид Стефанович, Бадыкин Анатолий Анатольевич
МПК: B21F 31/00
Метки: композиционного, способ, трубчатого, изготовления, проницаемого, элемента
Текст:
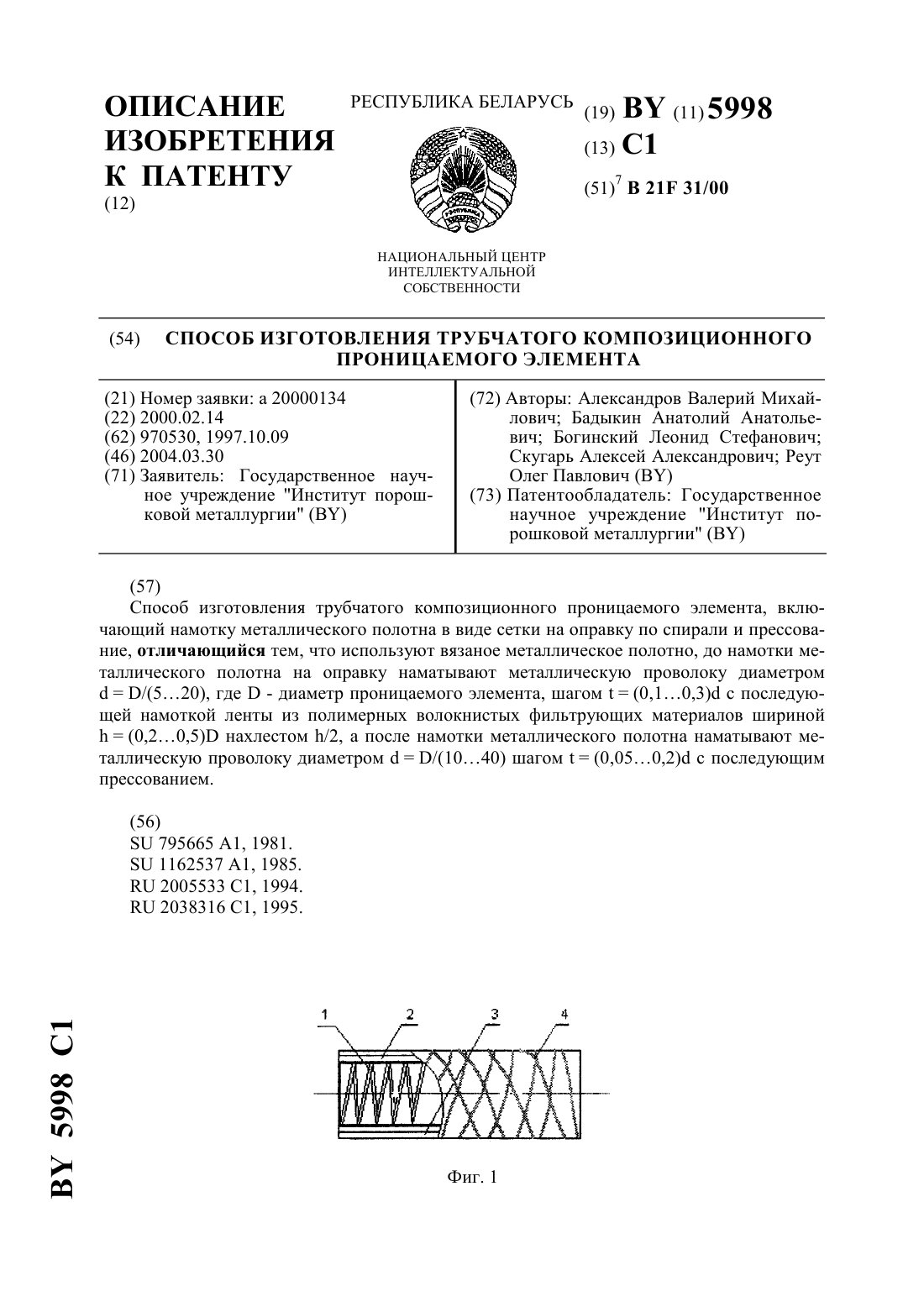
...(ТКПЭ), включающего намотку металлического полотна в виде сетки на оправку по спирали и прессование, используют вязаное металлическое полотно, до намотки металлического полотна на оправку наматывают металлическую проволоку диаметром/(520), где- диаметр проницаемого элемента, шагом(0,10,3) с последующей намоткой ленты из полимерных волокнистых фильтрующих материалов шириной(0,20,5) нахлестом /2, а после намотки металлического полотна...
Предыдущий патент: Рабочий орган баровой машины
Следующий патент: Способ шунтирования позвоночной артерии в третьем сегменте при окклюзии внутренней сонной артерии
Случайный патент: Ролик ленточного конвейера