Способ получения непрерывно-литой заготовки
Номер патента: 16308
Опубликовано: 30.08.2012
Авторы: Менделев Дмитрий Владимирович, Трусова Ирина Александровна, Хлебцевич Всеволод Алексеевич, Кабишов Сергей Михайлович, Плющевский Игорь Николаевич
Текст
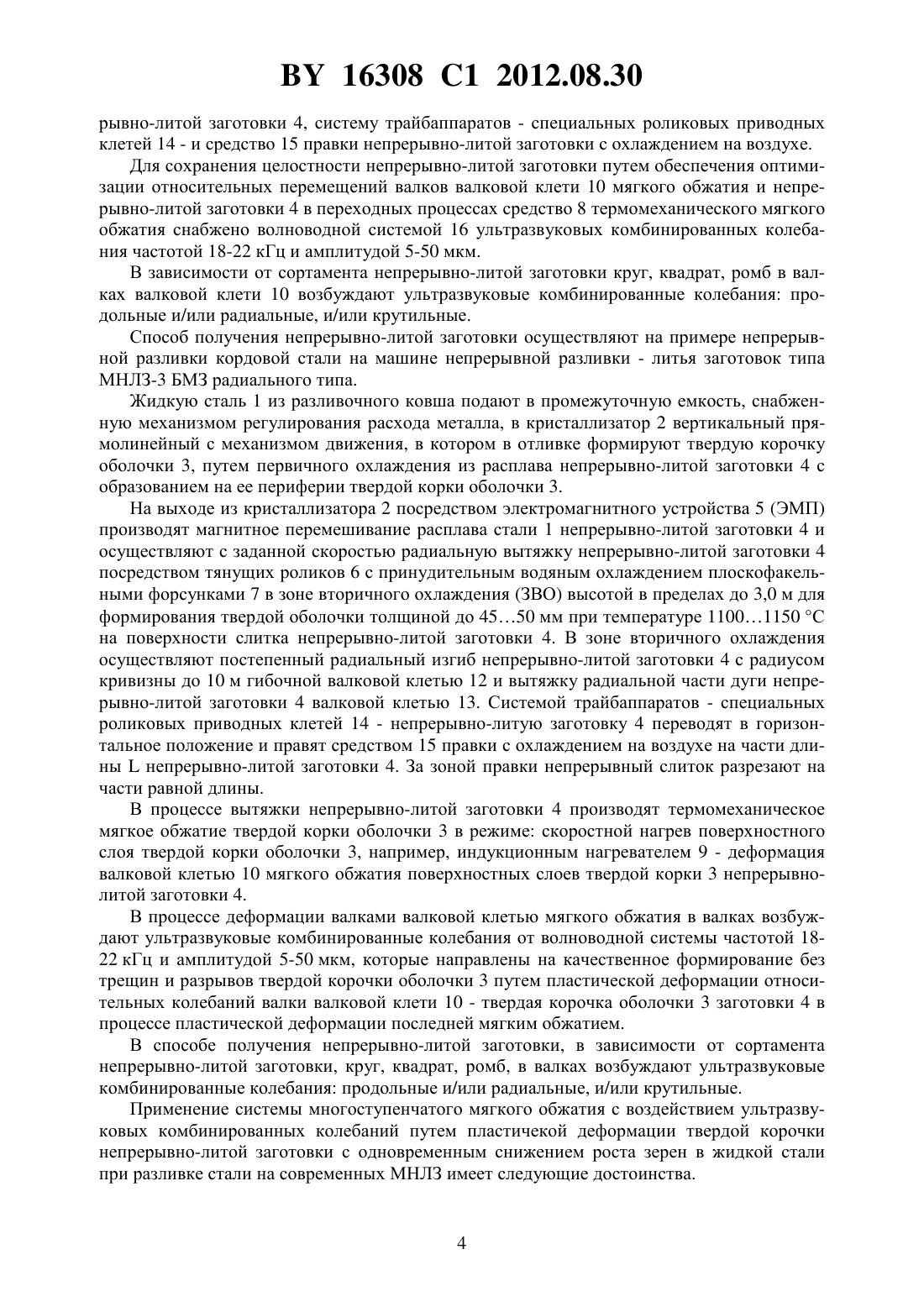
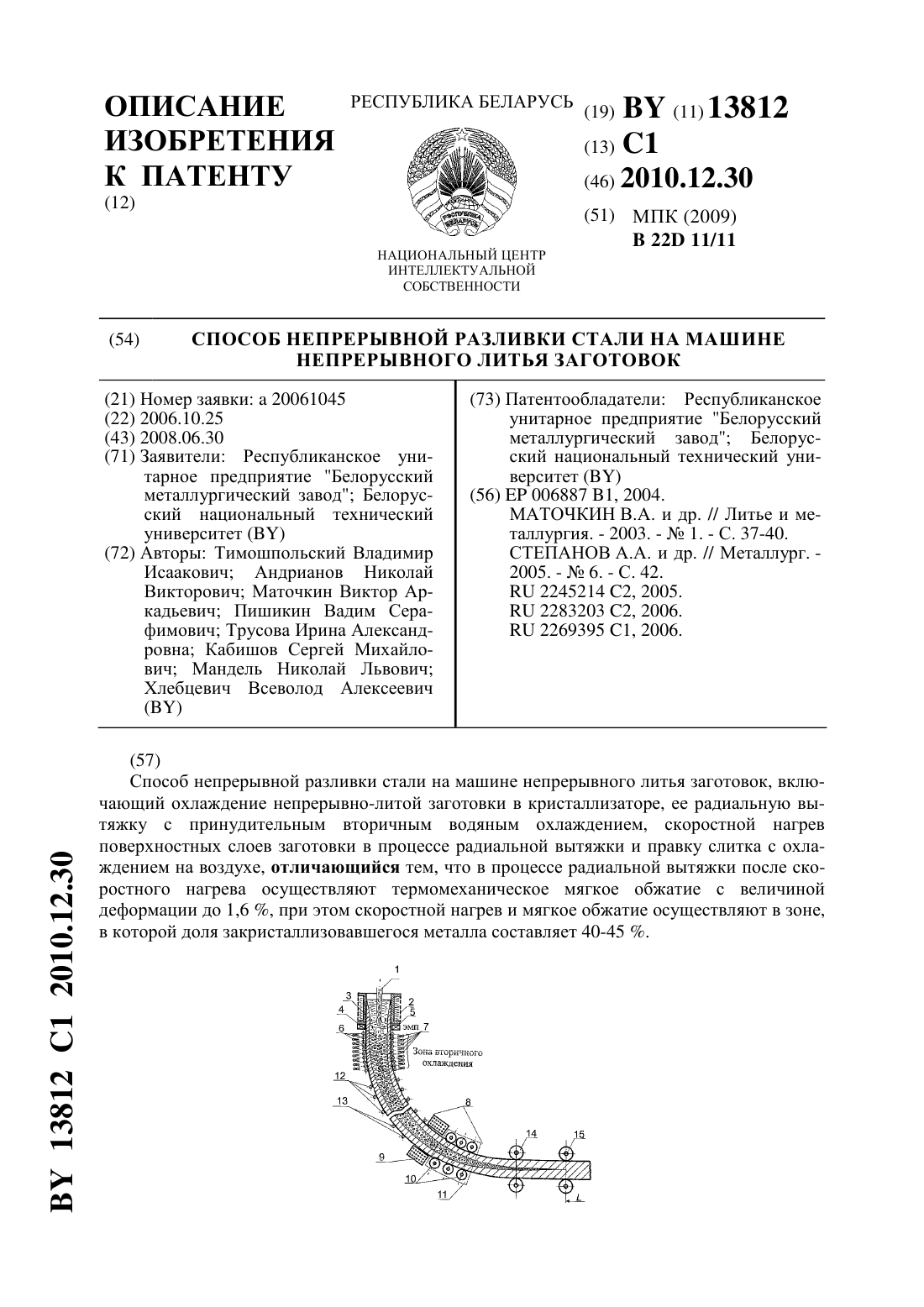
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Белорусский национальный технический университет(72) Авторы Трусова Ирина Александровна Кабишов Сергей Михайлович Плющевский Игорь Николаевич Хлебцевич Всеволод Алексеевич Менделев Дмитрий Владимирович(73) Патентообладатель Белорусский национальный технический университет(57) 1. Способ получения непрерывно-литой заготовки, включающий радиальную вытяжку заготовки из кристаллизатора, термомеханическое мягкое обжатие твердой корочки заготовки в режиме скоростной нагрев - деформация валковой клетью мягкого обжатия и правку заготовки с охлаждением на воздухе, отличающийся тем, что в процессе деформации заготовки валками валковой клети мягкого обжатия в валках возбуждают ультразвуковые колебания от волноводной системы частотой от 18 до 22 кГц и амплитудой от 5 до 50 мкм. 2. Способ по п. 1, отличающийся тем, что в валках возбуждают продольные или радиальные, или крутильные ультразвуковые колебания в зависимости от сортамента непрерывно-литой заготовки. 16308 1 2012.08.30 Изобретение относится к металлургии - к непрерывной разливке стали, преимущественно кордовой стали, конструкционной стали, с применением непрерывного литья заготовок на радиальных машинах. Известен способ непрерывной разливки стали на машине непрерывного литья заготовок, включающий охлаждение отливки в кристаллизаторе, радиальную вытяжку непрерывно-литой заготовки с принудительным вторичным водяным охлаждением, правку слитка с охлаждением на воздухе. Машина непрерывной разливки стали (МНРС) криволинейного типа для осуществления способа содержит сталеразливочный ковш, промежуточный ковш, кристаллизатор,систему форсунок зоны вторичного охлаждения, тянущие ролики, гибочную валковую клеть для вытяжки криволинейной части дуги непрерывно-литой заготовки, автоматический резак и рольганг 1. Известная технология обладает высокой производительностью, однако в связи с тем что технологический процесс, реализуемый способом и машиной, не всегда учитывает величину максимальных термических напряжений в непрерывно-литой заготовке на выходе из кристаллизатора, на выходе из зоны водяного охлаждения и в полностью затвердевшем слитке, в последнем наблюдается развитие макро- и микропороков в зоне жидкой лунки расплава в виде моста дендритов, дающих усадку с образованием пор, пустот, что требует дополнительной механической обработки блюма. Максимальный положительный результат можно получить при обжатии заготовки, в которой доля твердой фазы в осевой зоне составляет более 50 . При этом подавление осевой ликвации достигается за счет выдавливания жидкого металла в более высокие горизонты 2. Ближайшим техническим решением, принятым в качестве прототипа, является способ непрерывной разливки стали на машине непрерывного литья заготовок (МНЛЗ), включающий охлаждение отливки в кристаллизаторе, радиальную вытяжку непрерывно-литой заготовки с принудительным вторичным водяным охлаждением и термомеханическое мягкое обжатие заготовки в режиме скоростной нагрев - деформация валковой клетью мягкого обжатия твердой корочки оболочки заготовки, правку слитка с охлаждением на воздухе. МНЛЗ радиального типа включает кристаллизатор, средство для электромагнитного воздействия на металлический расплав, систему форсунок зоны вторичного охлаждения,гибочную валковую клеть, валковую клеть для вытяжки радиальной части дуги непрерывно-литой заготовки, средство термомеханического мягкого обжатия заготовки, совмешающего в одном агрегате нагревателя скоростного индукционного нагрева и валковой клети мягкого обжатия, систему тянущих устройств-трайбаппаратов и средство правки литой заготовки с охлаждением на воздухе, с последующим газовым разделением на мерные слитки 3. Технология обладает высокой производительностью, однако в связи с тем что технологический процесс, реализуемый машиной, допускает при высоких скоростях 0,650,9 м/мин разливки прорыв жидкого металла, образование внутренних дефектов в виде горячих трещин и рыхлостей из-за неравномерного охлаждения поверхности непрерывнолитой заготовки вдоль ее периметра. Охлажденная поверхность заготовки перед зоной выпрямления увеличивает усилие разгиба и мощность привода устройства выпрямления заготовки, а высокий уровень термических и механических напряжений в затвердевшей корочке приводит в зоне разгиба непрерывно-литой заготовки к возникновению наружных трещин и раковин. Недостаток известного уровня техники проявляется в том, что в процессе непрерывного литья в системе непрерывно-литая заготовка - валки валковой клети мягкого обжатия интенсивность относительных колебаний колебаний возрастает с увеличением мощностей силового оборудования, ростом скоростей вытяжки непрерывно-литой заготовки. 2 16308 1 2012.08.30 Требования, предъявляемые к демферным системам относительных колебаний, противоречивы. С одной стороны, обжимные валки должны быть достаточно податливы для удовлетворительных характеристик мягкого обжатия, с другой - быть достаточно жесткими, чтобы осуществлять деформацию кристаллизуемой корочки непрерывно-литой заготовки, не допустить больших относительных продольных смещений обжимного валка во время движения непрерывно-литой заготовки. Известные конструкции обжимных клетей,основанные на пассивных упруго-диссипативных элементах не могут в полной мере обеспечить противоречивые требования, предъявляемые к параметрам колебаний клетей мягкого обжатия. Стабилизация обеспечения оптимизации относительных перемещений валков обжимных клетей в переходных процессах является технической задачей сохранения целостности непрерывно-литой заготовки. В основу изобретения поставлена задача повышения качества непрерывно-литой заготовки стали путем снижения уровня термических и механических напряжений, возникающих в затвердевшей корочке металла, пористости и пустот за счет уменьшения протяженности зоны столбчатых кристаллов, дающих усадку с образованием пор, пустот и, соответственно, увеличения протяженности зоны глобулярных кристаллов в зоне жидкой лунки металла, при смыкании фронтов кристаллизации. Поставленная задача достигается тем, что в способе получения непрерывно-литой заготовки, включающем радиальную вытяжку заготовки из кристаллизатора, термомеханическое мягкое обжатие твердой корочки заготовки в режиме скоростной нагрев деформация валковой клетью мягкого обжатия и правку заготовки с охлаждением на воздухе, согласно изобретению, в процессе деформации заготовки валками валковой клети мягкого обжатия в валках возбуждают ультразвуковые колебания от волноводной системы частотой от 18 до 22 кГц и амплитудой от 5 до 50 мкм. В способе в валках возбуждают продольные или радиальные, или крутильные ультразвуковые колебания в зависимости от сортамента непрерывно-литой заготовки. Технический результат термомеханического мягкого обжатия непрерывно-литой заготовки проявляется путем объединения в единой технологии термомеханического мягкого обжатия - ультразвуковые комбинированные колебания для автономного воздействия вдоль разливочной дуги в зависимости от скорости разливки и марки стали. Для лучшего понимания изобретение поясняется фигурой, где изображена технологическая схема термомеханического мягкого обжатия непрерывно-литой заготовки на машине непрерывной разливки стали. Способ поясняют на примере работы машины радиального типа непрерывной разливки заготовок (МНЛЗ) из жидкой стали 1, которая включает сталеразливочный ковш (на фигуре условно не показан), кристаллизатор 2 с механизмом движения, в котором в отливке формируют твердую корочку оболочки 3 путем первичного охлаждения из расплава непрерывно-литой заготовки 4, средство 5 для электромагнитного воздействия (ЭМП) на металлический расплав, систему тянущих роликов 6 с принудительным водяным охлаждением в зоне вторичного охлаждения (ЗВО) плоско факельными форсунками 7. Машина снабжена средством 8 термомеханического мягкого обжатия непрерывнолитой заготовки 4. Средство 8 термомеханического мягкого обжатия непрерывно-литой заготовки 4 может быть выполнено в виде объединенного в одном агрегате нагревателя 9 скоростного нагрева и валковой клети 10 мягкого обжатия, смонтированных на общей приводной каретке 11, с возможностью перемещения вдоль разливочной дуги в зависимости от скорости разливки и марки стали. Для обеспечения непрерывного литья заготовок 4 в машине предусматривают гибочную валковую клеть 12, валковую клеть 13 для вытяжки радиальной части дуги непре 3 16308 1 2012.08.30 рывно-литой заготовки 4, систему трайбаппаратов - специальных роликовых приводных клетей 14 - и средство 15 правки непрерывно-литой заготовки с охлаждением на воздухе. Для сохранения целостности непрерывно-литой заготовки путем обеспечения оптимизации относительных перемещений валков валковой клети 10 мягкого обжатия и непрерывно-литой заготовки 4 в переходных процессах средство 8 термомеханического мягкого обжатия снабжено волноводной системой 16 ультразвуковых комбинированных колебания частотой 18-22 кГц и амплитудой 5-50 мкм. В зависимости от сортамента непрерывно-литой заготовки круг, квадрат, ромб в валках валковой клети 10 возбуждают ультразвуковые комбинированные колебания продольные и/или радиальные, и/или крутильные. Способ получения непрерывно-литой заготовки осуществляют на примере непрерывной разливки кордовой стали на машине непрерывной разливки - литья заготовок типа МНЛЗ-3 БМЗ радиального типа. Жидкую сталь 1 из разливочного ковша подают в промежуточную емкость, снабженную механизмом регулирования расхода металла, в кристаллизатор 2 вертикальный прямолинейный с механизмом движения, в котором в отливке формируют твердую корочку оболочки 3, путем первичного охлаждения из расплава непрерывно-литой заготовки 4 с образованием на ее периферии твердой корки оболочки 3. На выходе из кристаллизатора 2 посредством электромагнитного устройства 5 (ЭМП) производят магнитное перемешивание расплава стали 1 непрерывно-литой заготовки 4 и осуществляют с заданной скоростью радиальную вытяжку непрерывно-литой заготовки 4 посредством тянущих роликов 6 с принудительным водяным охлаждением плоскофакельными форсунками 7 в зоне вторичного охлаждения (ЗВО) высотой в пределах до 3,0 м для формирования твердой оболочки толщиной до 4550 мм при температуре 11001150 С на поверхности слитка непрерывно-литой заготовки 4. В зоне вторичного охлаждения осуществляют постепенный радиальный изгиб непрерывно-литой заготовки 4 с радиусом кривизны до 10 м гибочной валковой клетью 12 и вытяжку радиальной части дуги непрерывно-литой заготовки 4 валковой клетью 13. Системой трайбаппаратов - специальных роликовых приводных клетей 14 - непрерывно-литую заготовку 4 переводят в горизонтальное положение и правят средством 15 правки с охлаждением на воздухе на части длинынепрерывно-литой заготовки 4. За зоной правки непрерывный слиток разрезают на части равной длины. В процессе вытяжки непрерывно-литой заготовки 4 производят термомеханическое мягкое обжатие твердой корки оболочки 3 в режиме скоростной нагрев поверхностного слоя твердой корки оболочки 3, например, индукционным нагревателем 9 - деформация валковой клетью 10 мягкого обжатия поверхностных слоев твердой корки 3 непрерывнолитой заготовки 4. В процессе деформации валками валковой клетью мягкого обжатия в валках возбуждают ультразвуковые комбинированные колебания от волноводной системы частотой 1822 кГц и амплитудой 5-50 мкм, которые направлены на качественное формирование без трещин и разрывов твердой корочки оболочки 3 путем пластической деформации относительных колебаний валки валковой клети 10 - твердая корочка оболочки 3 заготовки 4 в процессе пластической деформации последней мягким обжатием. В способе получения непрерывно-литой заготовки, в зависимости от сортамента непрерывно-литой заготовки, круг, квадрат, ромб, в валках возбуждают ультразвуковые комбинированные колебания продольные и/или радиальные, и/или крутильные. Применение системы многоступенчатого мягкого обжатия с воздействием ультразвуковых комбинированных колебаний путем пластичекой деформации твердой корочки непрерывно-литой заготовки с одновременным снижением роста зерен в жидкой стали при разливке стали на современных МНЛЗ имеет следующие достоинства. 16308 1 2012.08.30 Позволяет существенно увеличить суммарную степень обжатия при уменьшении степени деформации в каждом отдельно взятом модуле нагреватель - обжимающие ролики уменьшить мощность привода системы мягкого обжатия за счет повышения пластичности металла. Улучшает качество металла за счет уменьшения уровня термических и механических напряжений по причине снижения температурного градиента в затвердевшей корочке при скоростном нагреве поверхностных слоев заготовки. Улучшает качество осевой зоны заготовки, снижает уровень осевой ликвации и пористости не только путем увеличения суммарной степени обжатия, но и путем снижения роста столбчатых кристаллов 4. Так как мягкое обжатие наиболее эффективно при определенном соотношении объемов затвердевшего металла и жидкой фазы, то необходимо изменять положение его воздействие при изменении скорости разливки и марочного сортамента. Увеличение скорости разливки приводит к перемещению такой зоны вдоль разливочной дуги в сторону зоны правки. Термомеханическое мягкое обжатие непрерывно-литой заготовки осуществляют на участке непрерывно-литой заготовки 4, где доля закристаллизовавшегося металла находится в пределах 4045 при величине деформации до 1,6 . Опытным путем с помощью математического моделирования, в зависимости от марки стали, подбирают режимы скоростного нагрева твердой корки оболочки 3, например, индукционным нагревателем 9 и режимы мягкого обжатия твердой корки оболочки 3 путем ее деформации валковой клетью 10. Новая технология получения непрерывно-литой заготовки направлена на повышение качества литой стали путем воздействия термомеханического мягкого обжатия на твердую корку оболочки непрерывно-литой заготовки. В связи с тем что перед валковой клетью мягкого обжатия установлен индуктор для подогрева углов и поверхности заготовки, существенно уменьшается усилие обжатия и мощность привода, снижается уровень термических и механических напряжений, возникающих в затвердевшей корочке металла. Мягкое термомеханическое обжатие заготовки с применением ультразвуковых колебаний позволяет значительно уменьшить величину локальных деформаций и напряжений. Термомеханическое воздействие на углы и охлажденную поверхность заготовки перед зоной выпрямления позволяет уменьшить усилие разгиба и мощность привода устройства выпрямления заготовки. Применение технологии мягкого обжатия для динамического воздействия на внутренние объемы непрерывно-литой заготовки круглого сечения или в виде блюмов имеет свои особенности, связанные с геометрической формой заготовок. Прежде всего, большая жесткость затвердевшего каркаса блюма по сравнению со слябом приводит к существенному увеличению усилия обжатия. Помимо этого, приложение усилия обжатия по двум граням может вызвать выпучивание двух других граней, что нивелирует эффект подавления осевой ликвации. Исследованиями установлено, что эффективность мягкого обжатия во многом зависит от места приложения и величины давления на заготовку. Максимальный положительный результат можно получить при обжатии заготовки, в которой доля твердой фазы в осевой зоне составляет более 55 без осуществления скоростного нагрева. При этом подавление осевой ликвации происходит недостаточно полно,хотя и достигается оно за счет выдавливания жидкого металла в более высокие горизонты. Подавление осевой ликвации тем эффективнее, чем раньше возможно его производить. При разливке круглой заготовки диаметром 350 мм оптимальным считается режим, когда в начале зоны обжатия доля кристаллизовавшегося металла находится в пределах 4045 при величине деформации 1,6 . Уменьшение доли твердой фазы менее 40 приводит к образованию внутренних трещин. 5 16308 1 2012.08.30 Обжимающий инструмент при мягком обжатии блюмов не полностью перекрывает контур заготовки, что обеспечивает боковой подпор охлажденного поверхностного слоя и уменьшение усилий обжатия. Целесообразно использовать технологию мягкого обжатия с помощью валков, длина бочки которых меньше или равна длине грани непрерывнолитой заготовки. Например при разливке блюмов сечением 250400 мм для этих целей рекомендовано применять валки длиной 250300 мм. В связи с тем что проблема возникновения осевой ликвации и пористости особенно важна при разливке высокоуглеродистых и легированных марок сталей, технология мягкого обжатия актуальна для РУП БМЗ. На основании новой технологии предложены рабочие режимы разливки для кордовой стали марок 70, 75, 80, 85 и сталей 40, 45, которые позволяют увеличить скорость непрерывного литья до- 0,75-0,8 м/мин для заготовок 0,2500,300 м- 0,680,73 м/мин для заготовок 0,3000,400 м без прорывов корочки жидким металлом и образования внутренних дефектов в виде горячих трещин и рыхлостей, по сравнению с известной технологией при скорости разливки 0,58-0,6 м/мин. Разработанные режимы разливки кордовых марок сталей прошли опытное опробование в условиях БНТУ. Источники информации 1. Лякишев Н.П. Энциклопедический словарь по металлургии. - Москва Интермет Инжиниринг, 2000. - Т. 1. - С. 287, фиг. б. 2. Смирнов А.Н. и др. Процессы непрерывной разливки. - Донецк, 2002. - С. 321-347. 3. 3386, МПК 722 11/00, публ.01/08/2006,20060506. 4. Абрамов О.В., Добаткин В.И., Казанцев В.Ф. и др. Воздействие мощного ультразвука на межфазную поверхность металлов. - М. Наука, 1986. - С. 186-202. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B22D 11/22, B21B 1/02
Метки: непрерывно-литой, заготовки, получения, способ
Код ссылки
<a href="https://by.patents.su/6-16308-sposob-polucheniya-nepreryvno-litojj-zagotovki.html" rel="bookmark" title="База патентов Беларуси">Способ получения непрерывно-литой заготовки</a>
Устройство для получения литой заготовки квадратного сечения
Номер патента: U 4113
Опубликовано: 30.12.2007
Авторы: Власов Михаил Михайлович, Таргонский Николай Николаевич, Сафин Рустам Раскатович, Пишикин Вадим Серафимович, Борщов Сергей Михайлович, Дьяченко Вячеслав Иванович, Пивцаев Виталий Васильевич
МПК: B22D 11/05, B22D 11/04
Метки: сечения, устройство, литой, квадратного, получения, заготовки
Текст:
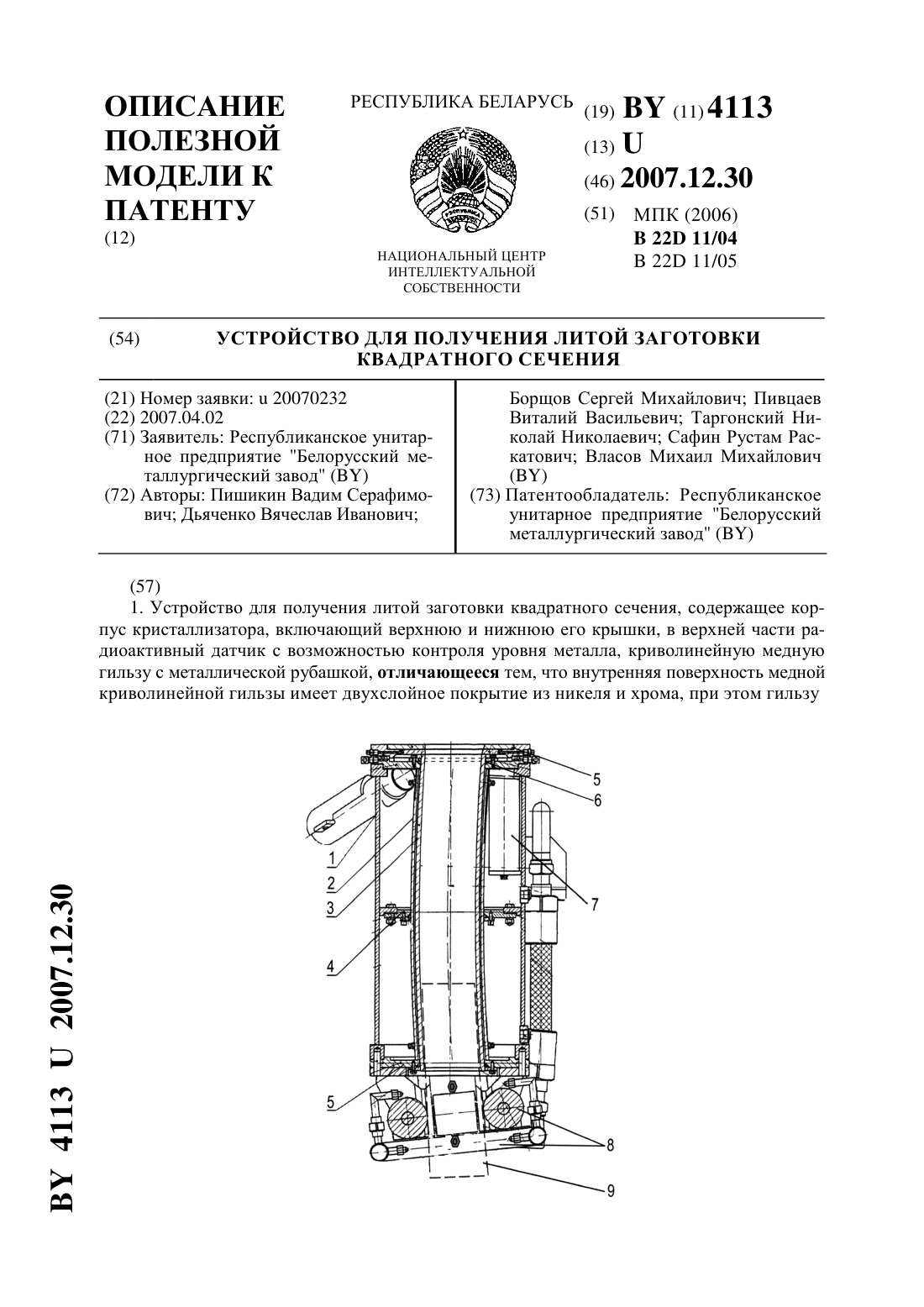
...охлаждения медной гильзы кристаллизатора и подачи воды на форсунки независимы и имеют разные подводы. Отличие заявленного устройства от прототипа в том, что охлаждение гильзы кристаллизатора осуществляется равномерно через регулируемые каналы между рубашкой и гильзой кристаллизатора с максимальным расходом оборотной очищенной воды не менее 1600 л/мин, где увеличение расхода воды поддерживается автоматически от установленной дельта...
Устройство для охлаждения круглой литой заготовки
Номер патента: U 4701
Опубликовано: 30.10.2008
Авторы: Соболев Владимир Федорович, Кукуй Давыд Михайлович, Маточкин Виктор Аркадьевич, Андрианов Николай Викторович, Дьяченко Вячеслав Иванович, Чичко Александр Николаевич, Демин Александр Владимирович, Лихоузов Сергей Геннадьевич
МПК: B22D 11/06
Метки: заготовки, литой, охлаждения, круглой, устройство
Текст:
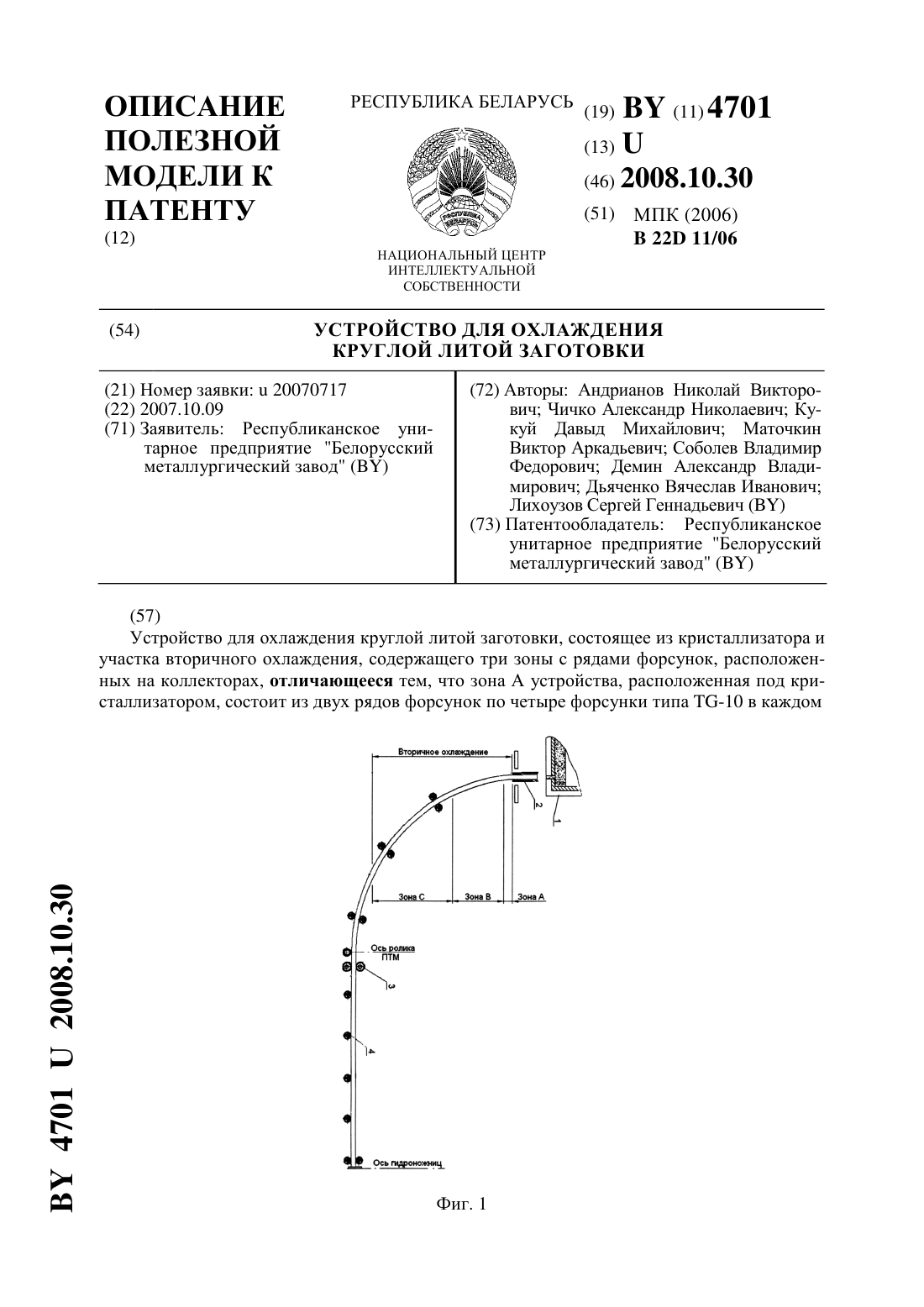
...фиг. 10 показано сечение по Б-Б с патрубками и 3 47012008.10.30 форсунками, повернутыми на 45, относительно предыдущего ряда форсунок по оси круглой заготовки. Зона С состоит из 15 рядов по 4 форсунки типа М 2 в каждом ряду, в которой расстояние между рядами форсунок составляет 175 мм. Причем расстояние между противоположными форсунками во всех трех зонах участка вторичного охлаждения равно 274 мм, а каждый ряд форсунок во всех трех зонах...
Способ непрерывной разливки стали на машине непрерывного литья заготовок
Номер патента: 13812
Опубликовано: 30.12.2010
Авторы: Хлебцевич Всеволод Алексеевич, Кабишов Сергей Михайлович, Андрианов Николай Викторович, Маточкин Виктор Аркадьевич, Пишикин Вадим Серафимович, Мандель Николай Львович, Трусова Ирина Александровна, Тимошпольский Владимир Исаакович
МПК: B22D 11/11
Метки: машине, заготовок, непрерывной, разливки, способ, стали, литья, непрерывного
Текст:
...водяным охлаждением в зоне вторичного охлаждения-ЗВО плоскофакельными форсунками 7. Машина снабжена средством 8 термомеханического мягкого обжатия непрерывнолитой заготовки 4. Средство 8 термомеханического мягкого обжатия непрерывно-литой заготовки 4 может быть выполнено в виде объединенного в одном агрегате нагревателя 9 скоростного нагрева и валковой клети 10 мягкого обжатия, смонтированных на общей приводной каретке 11, с...
Машина непрерывной разливки стали
Номер патента: U 3385
Опубликовано: 28.02.2007
Авторы: Хлебцевич Всеволод Алексеевич, Андрианов Николай Викторович, Мандель Николай Львович, Маточкин Виктор Аркадьевич, Пишикин Вадим Серафимович, Трусова Ирина Александровна, Кабишов Сергей Михайлович, Тимошпольский Владимир Исаакович
МПК: B22D 11/00
Метки: стали, машина, непрерывной, разливки
Текст:
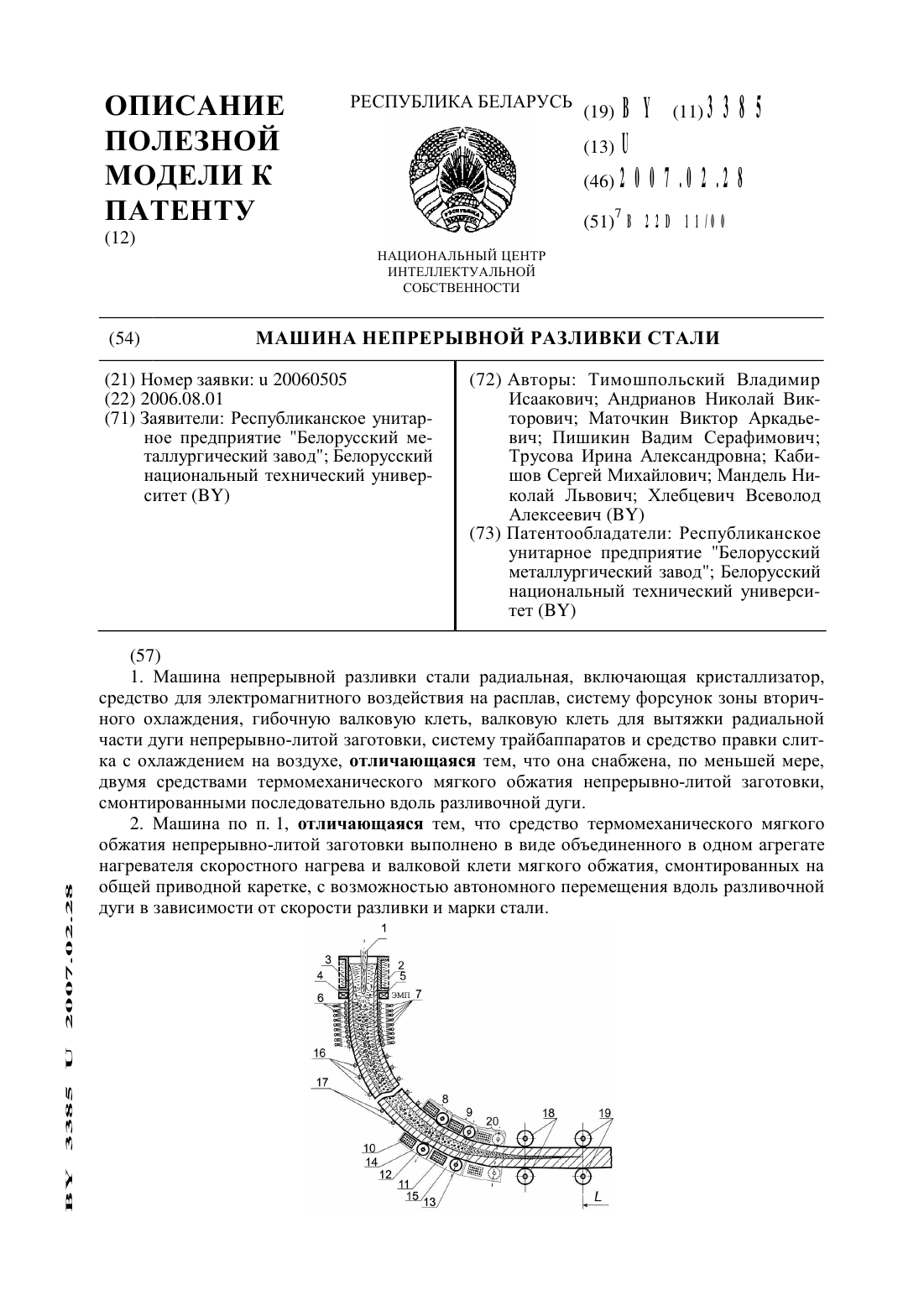
...включает сталеразливочный ковш (на чертеже условно не показан), кристаллизатор 2 с механизмом движения, в котором в отливке формируют твердую корочку оболочки 3 путем первичного охлаждения из расплава непрерывно-литой заготовки 4, средство 5 для электромагнитного воздействия (ЭМП) на металлический расплав, систему тянущих роликов 6 с принудительным водяным охлаждением в зоне вторичного охлаждения (ЗВО) плоскофакельнь 1 ми форсунками 7.Машина...
Машина непрерывного литья заготовок
Номер патента: U 3386
Опубликовано: 28.02.2007
Авторы: Пишикин Вадим Серафимович, Тимошпольский Владимир Исаакович, Андрианов Николай Викторович, Маточкин Виктор Аркадьевич, Хлебцевич Всеволод Алексеевич, Трусова Ирина Александровна, Мандель Николай Львович, Кабишов Сергей Михайлович
МПК: B22D 11/00
Метки: непрерывного, машина, заготовок, литья
Текст:
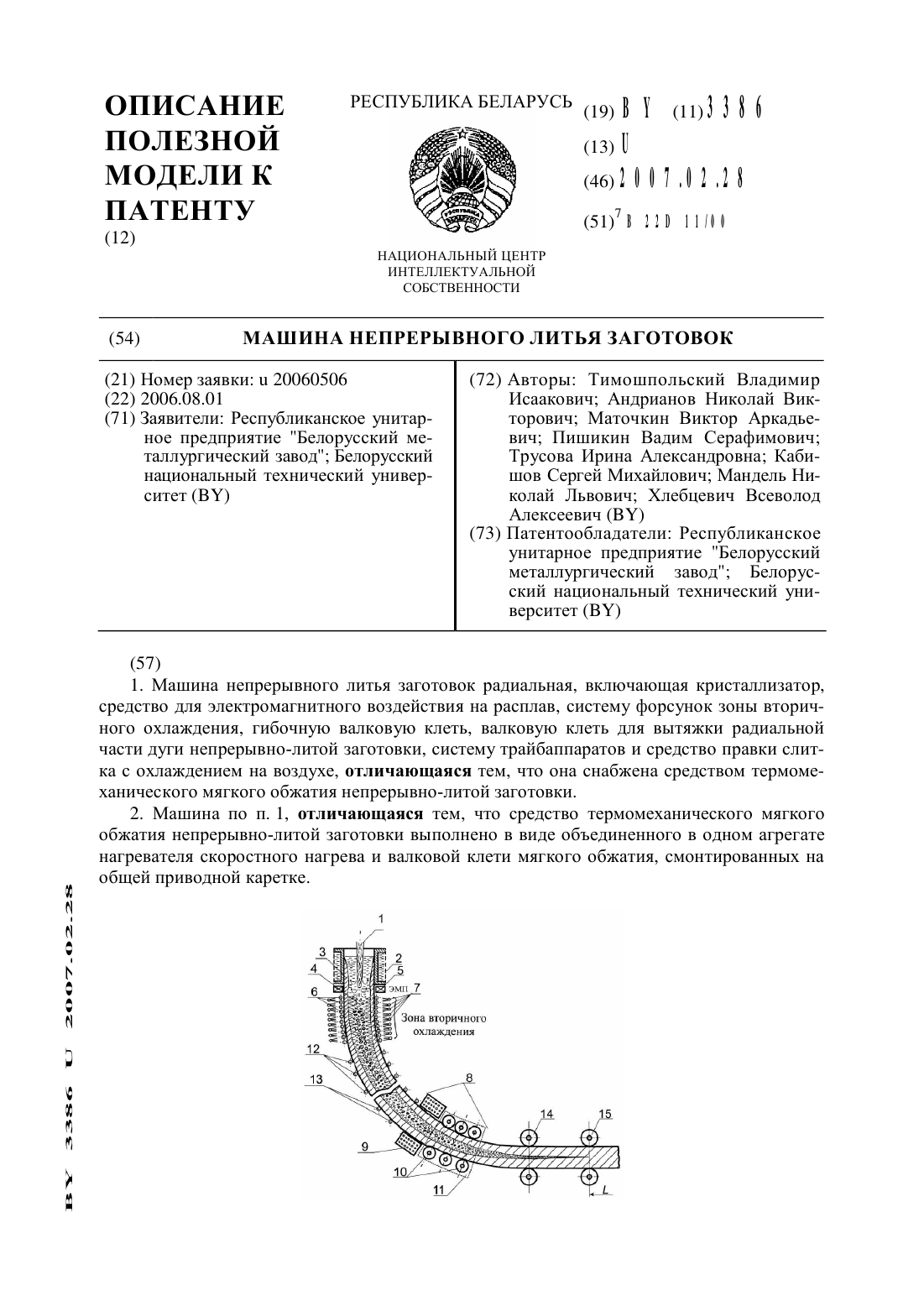
...снабжена средством 8 термомеханического мягкого обжатия непрерь 1 внолитой заготовки 4.Средство 8 термомеханического мягкого обжатия непрерывно-литой заготовки 4 может быть выполнено в виде объединенного в одном агрегате нагревателя 9 скоростного нагрева и валковой клети 10 мягкого обжатия, смонтированных на общей приводной каретке 11, с возможностью перемещения вдоль разливочной дуги в зависимости от скорости разливки и марки стали.Для...
Предыдущий патент: Штамм avian influenza virus КМИЭВ-V107 – штамм-антиген
Следующий патент: Речной гидроэлектрогенератор
Случайный патент: Способ лечения чумы, парвовирусного энтерита или аденовирусного гепатита плотоядных