Плющевский Игорь Николаевич
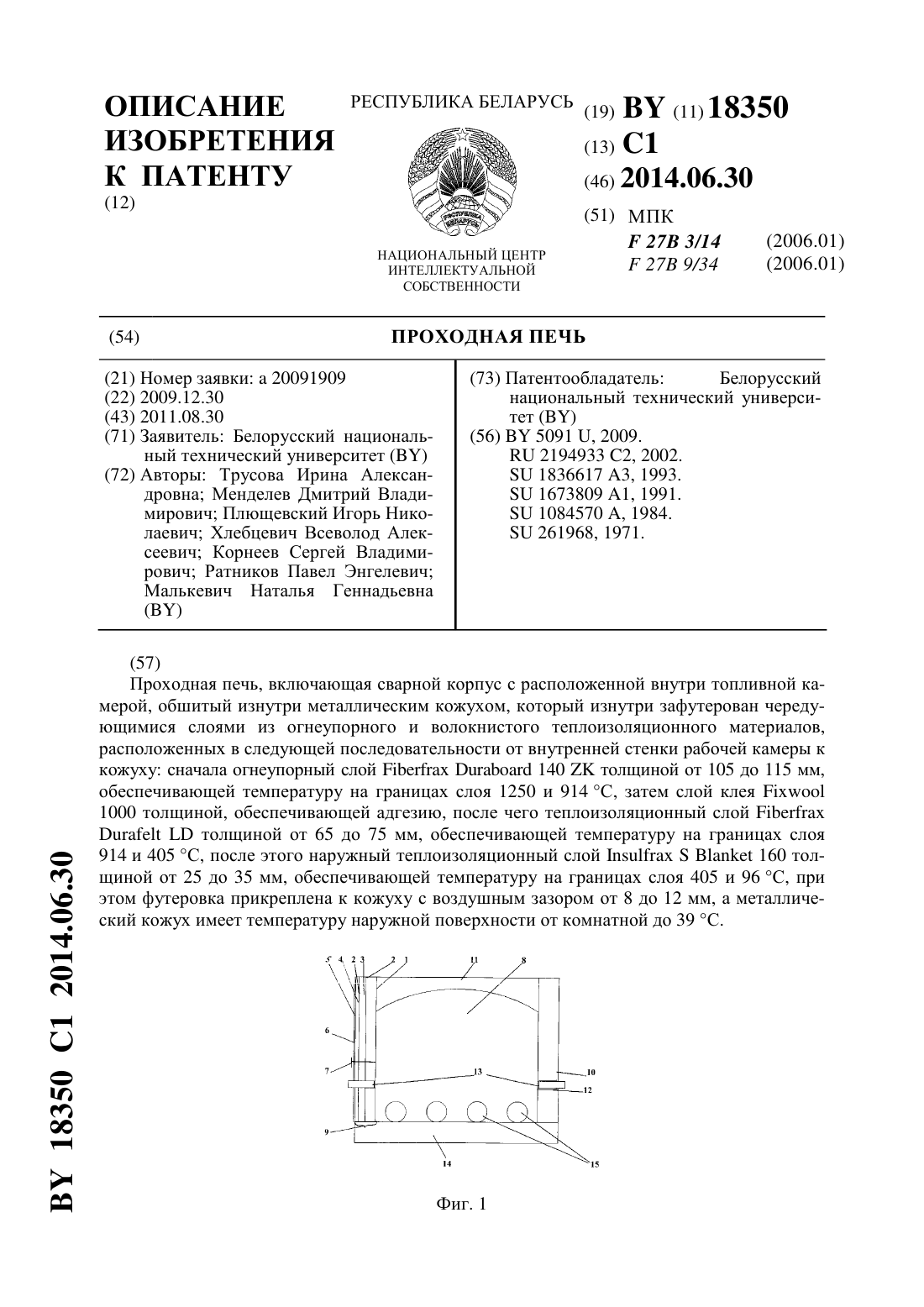
Проходная печь
Номер патента: 18350
Опубликовано: 30.06.2014
Авторы: Менделев Дмитрий Владимирович, Корнеев Сергей Владимирович, Хлебцевич Всеволод Алексеевич, Плющевский Игорь Николаевич, Трусова Ирина Александровна, Малькевич Наталья Геннадьевна, Ратников Павел Энгелевич
Текст:
...агрегатах. Анализ тепловой работы методических печей, работающих в непрерывном режиме,показывает, что футеровка при таких условиях находится практически в стационарном состоянии, т.е. ее температурное поле не изменятся во времени. Потери на разогрев весьма незначительны независимо от конструкции, и ими можно пренебречь. Иначе обстоит ситуация в печах периодического типа действия. Даже при нормальном режиме работы состояние температурного...
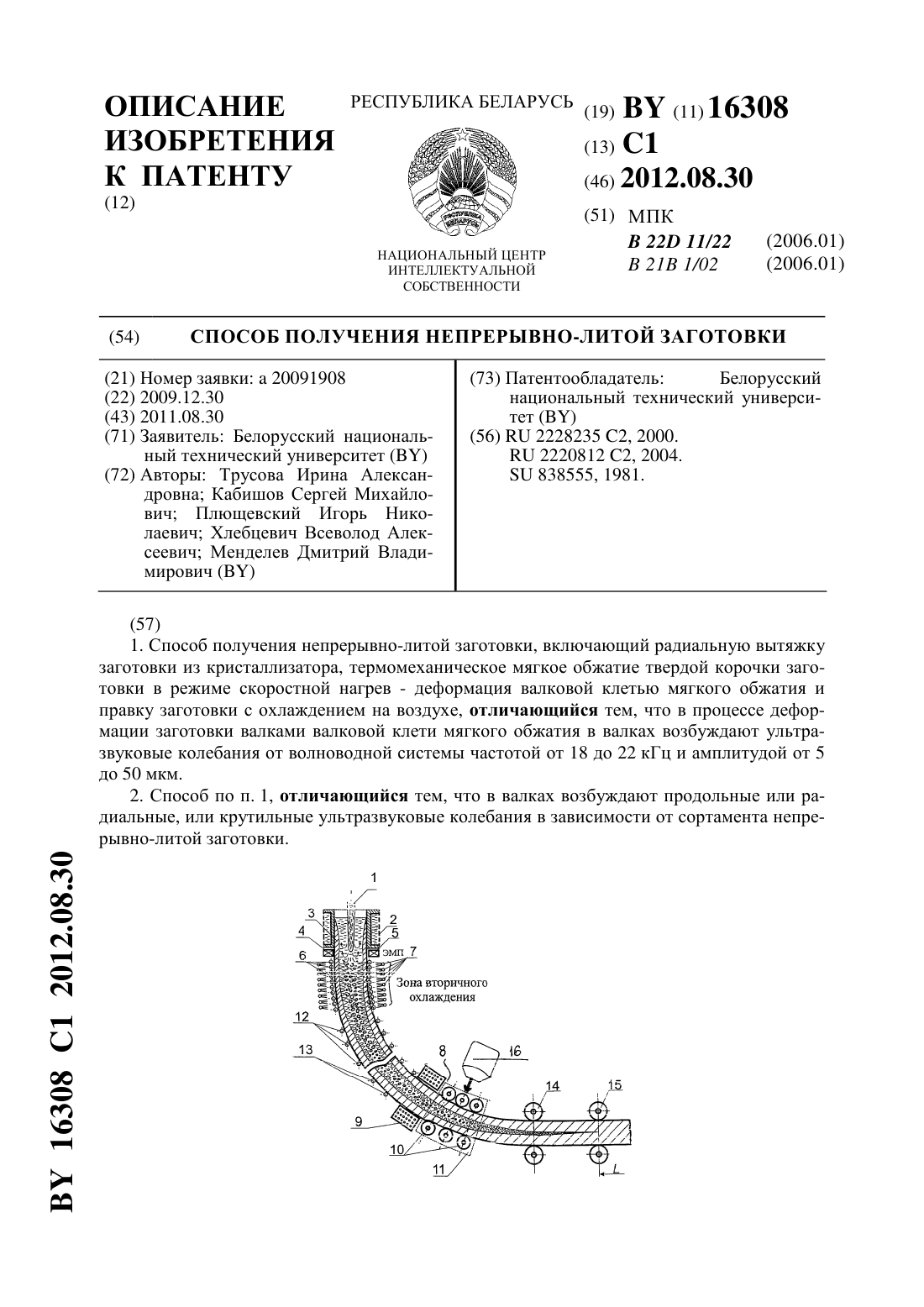
Способ получения непрерывно-литой заготовки
Номер патента: 16308
Опубликовано: 30.08.2012
Авторы: Плющевский Игорь Николаевич, Менделев Дмитрий Владимирович, Хлебцевич Всеволод Алексеевич, Кабишов Сергей Михайлович, Трусова Ирина Александровна
МПК: B22D 11/22, B21B 1/02
Метки: способ, непрерывно-литой, получения, заготовки
Текст:
...непрерывно-литой заготовки с охлаждением на воздухе. Для сохранения целостности непрерывно-литой заготовки путем обеспечения оптимизации относительных перемещений валков валковой клети 10 мягкого обжатия и непрерывно-литой заготовки 4 в переходных процессах средство 8 термомеханического мягкого обжатия снабжено волноводной системой 16 ультразвуковых комбинированных колебания частотой 18-22 кГц и амплитудой 5-50 мкм. В зависимости от...
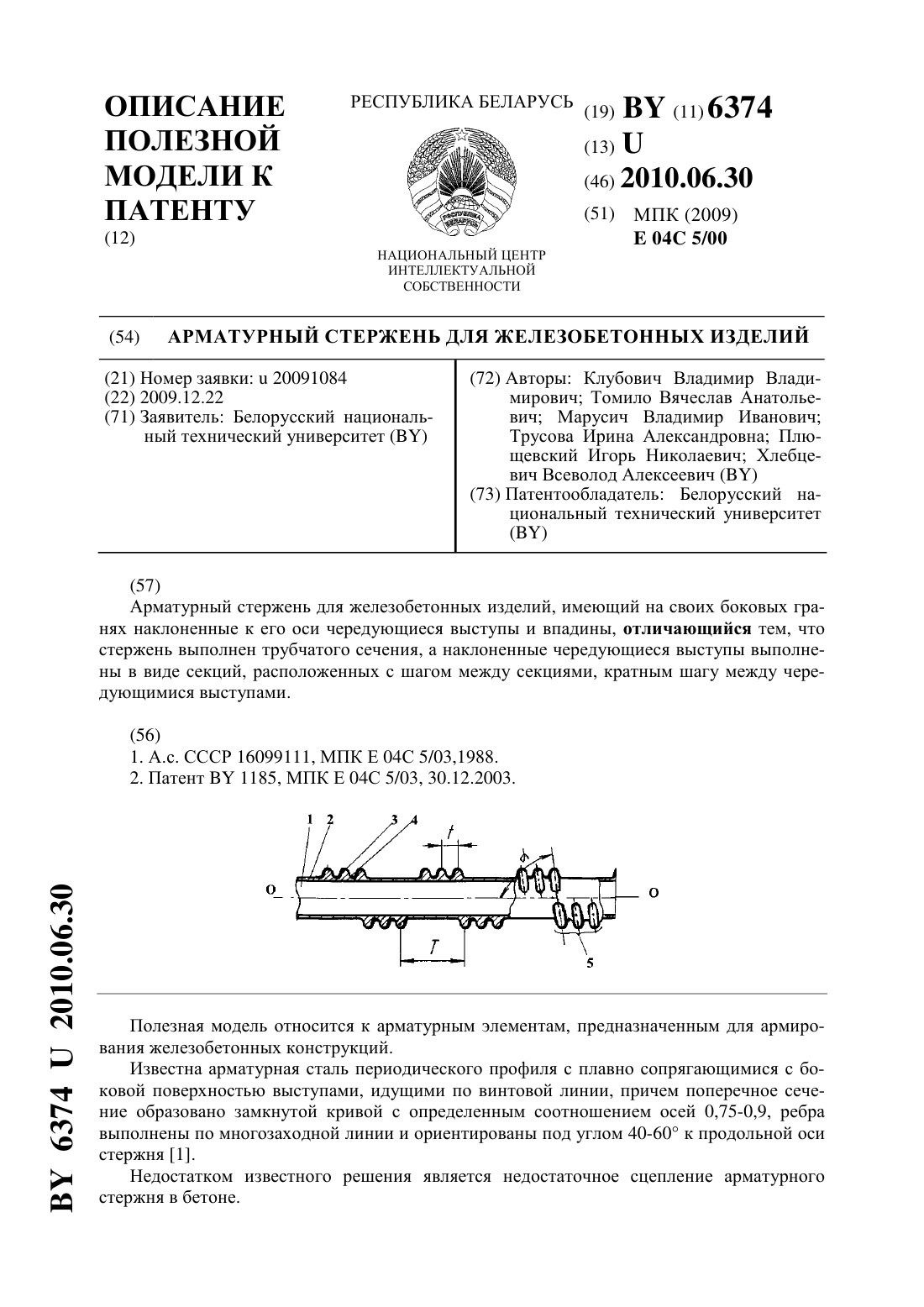
Арматурный стержень для железобетонных изделий
Номер патента: U 6374
Опубликовано: 30.06.2010
Авторы: Марусич Владимир Иванович, Клубович Владимир Владимирович, Хлебцевич Всеволод Алексеевич, Томило Вячеслав Анатольевич, Трусова Ирина Александровна, Плющевский Игорь Николаевич
МПК: E04C 5/00
Метки: арматурный, изделий, железобетонных, стержень
Текст:
...3 выполнены в виде секций 5. Кратность между секциями 5 шага Т равна (4,0 или 6,0)шага между чередующимися выступами 3. Кратность шага Т была выявлена экспериментально и связана с условиями технологии формообразования выступов и впадин с одновременным формообразованием трубчатого профиля арматурного стержня поперечно-винтовой прокатки на трехвалковом прошивном стане. Кроме того, получение рифлений на арматуре с кратностью между шагом Т,...