Способ изготовления детали узла трения скольжения
Номер патента: 11869
Опубликовано: 30.04.2009
Авторы: Камко Александр Иванович, Белоцерковский Марат Артемович, Жорник Виктор Иванович, Леванцевич Михаил Александрович
Текст
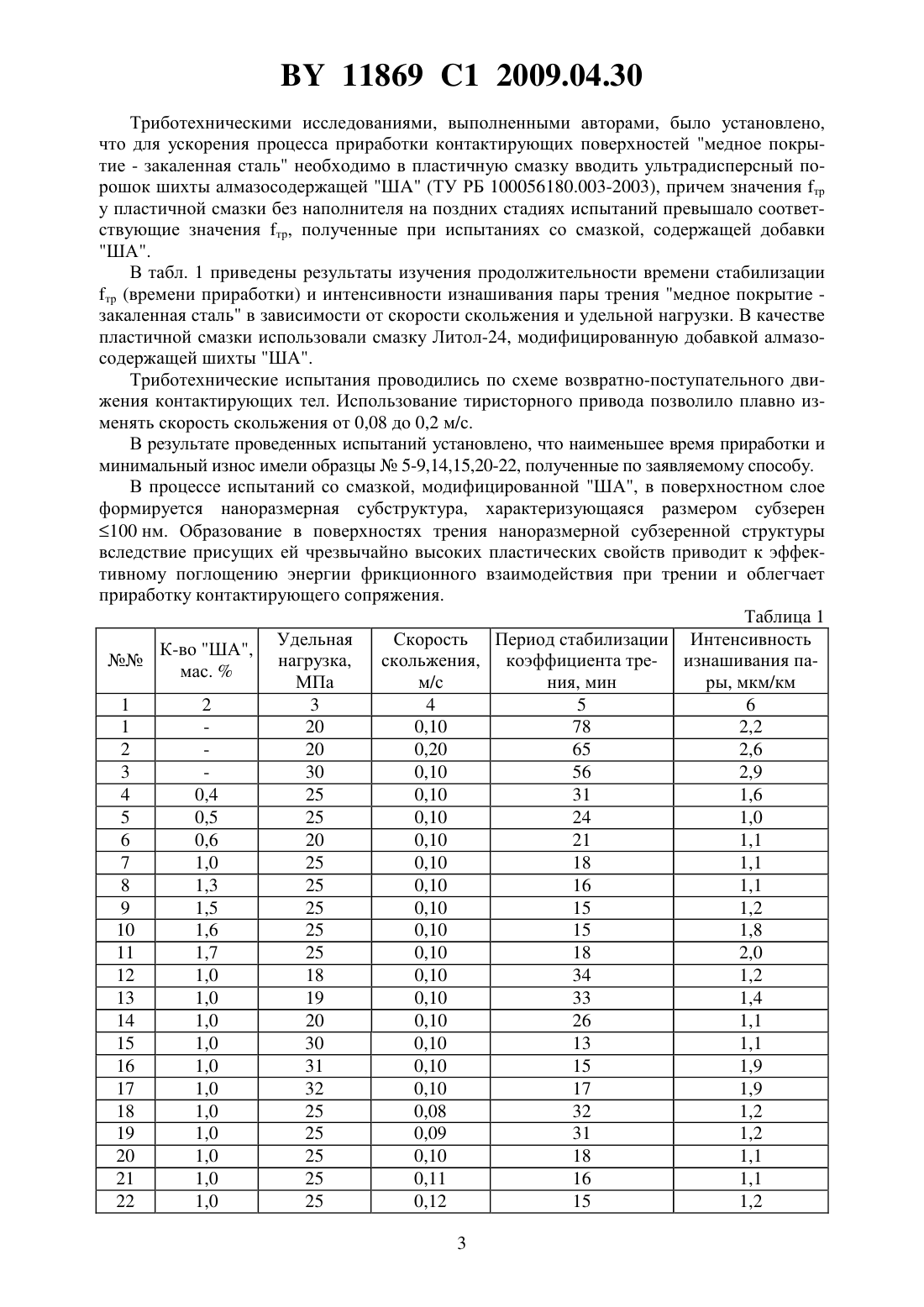
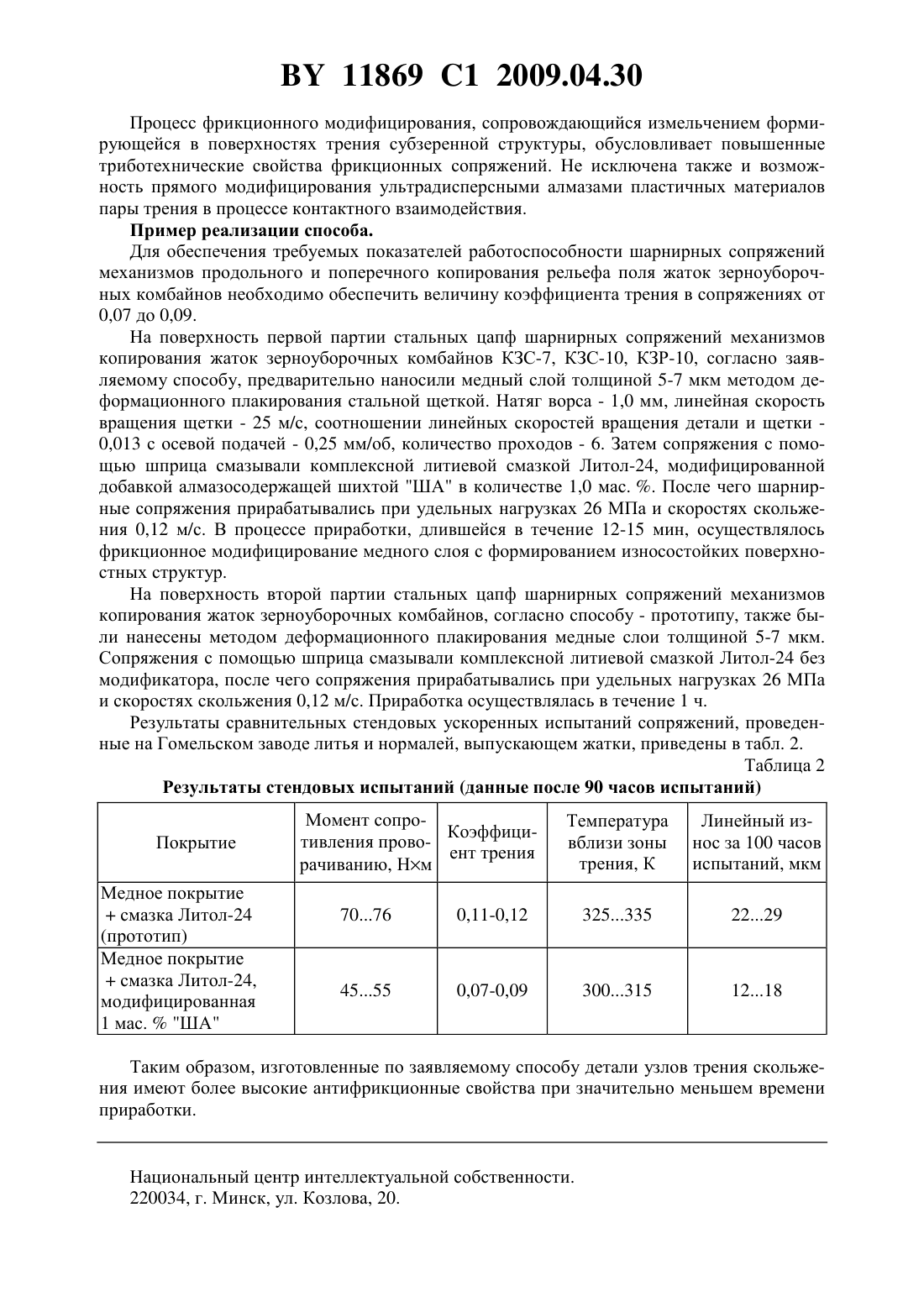
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ УЗЛА ТРЕНИЯ СКОЛЬЖЕНИЯ(71) Заявитель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(72) Авторы Белоцерковский Марат Артемович Жорник Виктор Иванович Камко Александр Иванович Леванцевич Михаил Александрович(73) Патентообладатель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(56) ЛЕВАНЦЕВИЧ М.А и др. Известия НАНБ Серия физико-технических наук. - 2005. -1. - С. 67-72. ВИТЯЗЬ П.А. и др. Трение и износ. 2006. - Т.27. -1. - С. 61-68. ВИТЯЗЬ П.А. и др. Трение и износ. 2006. - Т.27. -2. - С. 196-199.5521 1, 2003.2054456 1, 1996.91/04311, 1991.2225879 1, 2004.2026024 , 1980.(57) Способ изготовления детали узла трения скольжения, включающий изготовление заготовки из черного металла, формирование на рабочей поверхности заготовки покрытия из меди путем деформационного плакирования поверхности стальной щеткой, нанесение на покрытие слоя пластичной смазки и приработку детали в узле трения скольжения, отличающийся тем, что используют пластичную смазку, содержащую 0,5-1,5 мас.шихты алмазосодержащей ША, приработку ведут с удельной нагрузкой 20-30 МПа и скоростью скольжения 0,1-0,15 м/с. Изобретение относится к технологии изготовления деталей триботехнического назначения и, в частности, деталей узлов трения скольжения, эксплуатирующихся при повышенных удельных нагрузках. Может быть использовано при изготовлении элементов подшипников и опор скольжения, сферических и цилиндрических сочленений, применяемых в сельхозмашиностроении, станкостроении, металлургической промышленности. Одним из наиболее эффективных путей решения задачи повышения ресурса и улучшения работоспособности пар трения скольжения, эксплуатирующихся при повышенных удельных нагрузках, является использование композиционных пластичных смазок и технологий, обеспечивающих формирование тонких (толщиной 210 мкм) покрытий из мягких металлов (меди и медьсодержащих металлов, алюминия, олова, свинца и др). Покрытия из цветных металлов, которые значительно мягче детали, позволяют сравнительно легко обеспечить правило положительного градиента, согласно которому, процесс деформирования отдельных, наиболее нагруженных участков поверхностей трения, дол 11869 1 2009.04.30 жен проходить только в поверхностных слоях, не вовлекая в деформацию ниже расположенные слои. В этом случае контурные давления, возникающие в подвижном сопряжении, будут восприниматься жестким основанием. Нормальные напряжения, возникающие в зонах фактического контакта, также частично будут восприниматься более жестким основанием, поэтому глубина внедрения микронеровностей поверхностей более жесткого элемента узла трения и деформационная составляющая силы трения будут меньше, чем при использовании более толстых покрытий. Площадь фактического контакта при использовании тонких покрытий будет меньше, чем при использовании относительно толстых. Кроме того, тонкий слой мягкого покрытия позволяет улучшить прирабатываемость деталей пар трения и способствует образованию в процессе трения адаптационных, субмикроскопических поверхностных пленок, обладающих повышенной адсорбционной способностью к смазочным материалам. Известен способ изготовления деталей узлов трения скольжения Трение, изнашивание и смазка Справочник. В 2-х кн. Кн. 2 / Под ред. И.В. Крагельского. - М. Машиностроение, 1979. - С. 197 патент Великобритании 2313163, МПК 16 33/12, 1997,заключающийся в изготовлении заготовок из черных металлов, формировании на их рабочей поверхности покрытия толщиной 2-10 мкм из цветного металла методом электрохимического осаждения, последующем нанесении на покрытие слоя пластичной смазки и приработку в узле трения. Недостатком известного способа является большая длительность приработки, низкая прочность сцепления электроосажденных покрытий (менее 10 МПа), и их низкая смазкоудерживающая способность. Наиболее близким по технической сущности к заявляемому является способ изготовления детали узла трения скольжения Леванцевич М.А., Максимченко Н.Н., Зольников В.Г. Повышение эксплуатационных свойств трибосопряжений нанесением покрытий металлическими щетками // Весц НАН Беларусь. - 2005. -1. - С. 67-72, заключающийся в изготовлении заготовки из черного металла, формировании на ее рабочей поверхности покрытия из меди методом деформационного плакирования гибким инструментом,последующем нанесении слоя смазки и приработку в узле трения. На первом этапе процесса деформационного плакирования гибким инструментом (металлической щеткой) осуществляется наклеп поверхности детали, вызывающий остаточные напряжения сжатия в поверхностном слое на глубину, зависящую от конструкции щетки, технологических режимов обработки и состояния исходной поверхности материала основы. На последующих этапах формируется покрытие, также имеющее напряжения сжатия и обладающее адгезией к детали более 15 МПа. Недостатком известного способа является большая продолжительность процесса приработки (от 30 мин до 2 ч) и относительно низкие антифрикционные свойства (износостойкость и коэффициент трения тр). Так, значения тр при нагрузках 10-20 МПа в присутствии пластичной смазки составляют не менее 0,10, а при удельных нагрузках свыше 20 МПа составляют 0,12-0,13. Задачей изобретения является уменьшение продолжительности процесса приработки,снижение коэффициента трения и повышение износостойкости деталей узлов трения скольжения, что позволит повысить их надежность и долговечность при эксплуатации в диапазоне высоких удельных нагрузок. Для решения поставленной задачи, в способе изготовления детали узла трения скольжения, включающем изготовление заготовки из черного металла, формирование на рабочей поверхности заготовки покрытия из меди методом деформационного плакирования поверхности стальной щеткой, нанесение на покрытие слоя пластичной смазки и приработку детали в узле трения скольжения, согласно изобретению, используют пластичную смазку, содержащую 0,5-1,5 мас.шихты алмазосодержащей ША, приработку ведут с удельной нагрузкой 20-30 МПа и скоростью скольжения 0,1-0,15 м/с. 2 11869 1 2009.04.30 Триботехническими исследованиями, выполненными авторами, было установлено,что для ускорения процесса приработки контактирующих поверхностей медное покрытие - закаленная сталь необходимо в пластичную смазку вводить ультрадисперсный порошок шихты алмазосодержащей Ш (ТУ РБ 100056180.003-2003), причем значения тр у пластичной смазки без наполнителя на поздних стадиях испытаний превышало соответствующие значения тр, полученные при испытаниях со смазкой, содержащей добавки ША. В табл. 1 приведены результаты изучения продолжительности времени стабилизации тр (времени приработки) и интенсивности изнашивания пары трения медное покрытие закаленная сталь в зависимости от скорости скольжения и удельной нагрузки. В качестве пластичной смазки использовали смазку Литол-24, модифицированную добавкой алмазосодержащей шихты ША. Триботехнические испытания проводились по схеме возвратно-поступательного движения контактирующих тел. Использование тиристорного привода позволило плавно изменять скорость скольжения от 0,08 до 0,2 м/с. В результате проведенных испытаний установлено, что наименьшее время приработки и минимальный износ имели образцы 5-9,14,15,20-22, полученные по заявляемому способу. В процессе испытаний со смазкой, модифицированной ША, в поверхностном слое формируется наноразмерная субструктура, характеризующаяся размером субзерен 100 нм. Образование в поверхностях трения наноразмерной субзеренной структуры вследствие присущих ей чрезвычайно высоких пластических свойств приводит к эффективному поглощению энергии фрикционного взаимодействия при трении и облегчает приработку контактирующего сопряжения. Таблица 1 Удельная Скорость Период стабилизации Интенсивность К-во ША, нагрузка,скольжения, коэффициента тре- изнашивания памас.МПа м/с ния, мин ры, мкм/км 1 2 3 4 5 6 1 20 0,10 78 2,2 2 20 0,20 65 2,6 3 30 0,10 56 2,9 4 0,4 25 0,10 31 1,6 5 0,5 25 0,10 24 1,0 6 0,6 20 0,10 21 1,1 7 1,0 25 0,10 18 1,1 8 1,3 25 0,10 16 1,1 9 1,5 25 0,10 15 1,2 10 1,6 25 0,10 15 1,8 11 1,7 25 0,10 18 2,0 12 1,0 18 0,10 34 1,2 13 1,0 19 0,10 33 1,4 14 1,0 20 0,10 26 1,1 15 1,0 30 0,10 13 1,1 16 1,0 31 0,10 15 1,9 17 1,0 32 0,10 17 1,9 18 1,0 25 0,08 32 1,2 19 1,0 25 0,09 31 1,2 20 1,0 25 0,10 18 1,1 21 1,0 25 0,11 16 1,1 22 1,0 25 0,12 15 1,2 3 11869 1 2009.04.30 Процесс фрикционного модифицирования, сопровождающийся измельчением формирующейся в поверхностях трения субзеренной структуры, обусловливает повышенные триботехнические свойства фрикционных сопряжений. Не исключена также и возможность прямого модифицирования ультрадисперсными алмазами пластичных материалов пары трения в процессе контактного взаимодействия. Пример реализации способа. Для обеспечения требуемых показателей работоспособности шарнирных сопряжений механизмов продольного и поперечного копирования рельефа поля жаток зерноуборочных комбайнов необходимо обеспечить величину коэффициента трения в сопряжениях от 0,07 до 0,09. На поверхность первой партии стальных цапф шарнирных сопряжений механизмов копирования жаток зерноуборочных комбайнов КЗС-7, КЗС-10, КЗР-10, согласно заявляемому способу, предварительно наносили медный слой толщиной 5-7 мкм методом деформационного плакирования стальной щеткой. Натяг ворса - 1,0 мм, линейная скорость вращения щетки - 25 м/с, соотношении линейных скоростей вращения детали и щетки 0,013 с осевой подачей - 0,25 мм/об, количество проходов - 6. Затем сопряжения с помощью шприца смазывали комплексной литиевой смазкой Литол-24, модифицированной добавкой алмазосодержащей шихтой ША в количестве 1,0 мас. . После чего шарнирные сопряжения прирабатывались при удельных нагрузках 26 МПа и скоростях скольжения 0,12 м/с. В процессе приработки, длившейся в течение 12-15 мин, осуществлялось фрикционное модифицирование медного слоя с формированием износостойких поверхностных структур. На поверхность второй партии стальных цапф шарнирных сопряжений механизмов копирования жаток зерноуборочных комбайнов, согласно способу - прототипу, также были нанесены методом деформационного плакирования медные слои толщиной 5-7 мкм. Сопряжения с помощью шприца смазывали комплексной литиевой смазкой Литол-24 без модификатора, после чего сопряжения прирабатывались при удельных нагрузках 26 МПа и скоростях скольжения 0,12 м/с. Приработка осуществлялась в течение 1 ч. Результаты сравнительных стендовых ускоренных испытаний сопряжений, проведенные на Гомельском заводе литья и нормалей, выпускающем жатки, приведены в табл. 2. Таблица 2 Результаты стендовых испытаний (данные после 90 часов испытаний) Покрытие Медное покрытиесмазка Литол-24 Момент сопроКоэффицитивления провоент трения рачиванию, Нм Температура вблизи зоны трения, К Линейный износ за 100 часов испытаний, мкм Таким образом, изготовленные по заявляемому способу детали узлов трения скольжения имеют более высокие антифрикционные свойства при значительно меньшем времени приработки. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: F16C 33/04
Метки: способ, трения, детали, узла, скольжения, изготовления
Код ссылки
<a href="https://by.patents.su/4-11869-sposob-izgotovleniya-detali-uzla-treniya-skolzheniya.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления детали узла трения скольжения</a>
Узел трения скольжения подъемно-транспортных машин
Номер патента: U 4081
Опубликовано: 30.12.2007
Авторы: Колдаев Олег Юрьевич, Терешко Юрий Демьянович, Колдаева Светлана Николаевна, Екименко Алексей Николаевич
МПК: F16C 33/00
Метки: скольжения, подъемно-транспортных, трения, машин, узел
Текст:
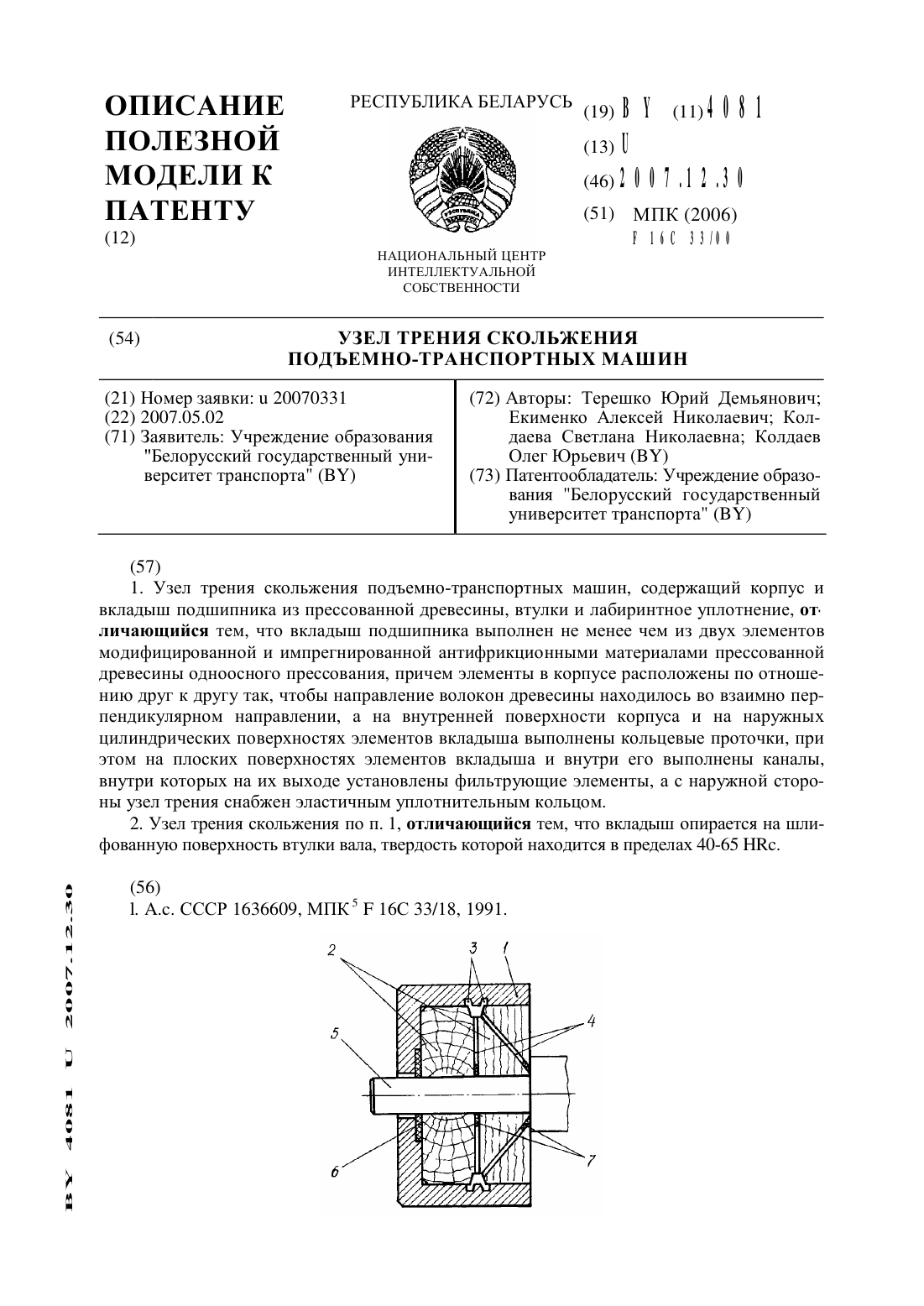
...абразива, химических реагентов и вытекания смазки.Задача, на решение которой направлено данное техническое решение, - повышение износостойкости, долговечности антифрикционных свойств и коррозионной стойкости узлов трения скольжения.Поставленная задача решается за счет того, что узел трения скольжения подъемнотранспортных машин состоит из корпуса и вкладыша подшипника. Вкладыш подшипника выполнен не менее чем из двух элементов...
Антифрикционный материал РОМАНИТ-С, способ его получения и элемент узла трения
Номер патента: 7850
Опубликовано: 28.02.2006
Авторы: Романов Дмитрий Сергеевич, Романов Сергей Михайлович
МПК: B22F 3/16, B22F 7/04, B22F 3/18...
Метки: трения, материал, получения, антифрикционный, романит-с, элемент, узла, способ
Текст:
...гранулы 2,0-24,0 медь остальное. Недостатком описанного материала, способа его получения и элемента узла трения,выполненного с использованием этого материала, является невозможность работы при отсутствии смазки. Разделительная пленка, которая появляется на поверхности контактирующей пары, не имеет достаточной прочности для предотвращения износа контактирующей пары в отсутствии смазки. В основу изобретения поставлена задача создать...
Антифрикционный материал РОМАНИТ, способ его получения и элемент узла трения
Номер патента: 7244
Опубликовано: 30.09.2005
Авторы: Романов Сергей Михайлович, Романов Дмитрий Сергеевич
МПК: F16C 33/06, B22F 3/12, C22C 9/00...
Метки: элемент, узла, романит, способ, антифрикционный, трения, получения, материал
Текст:
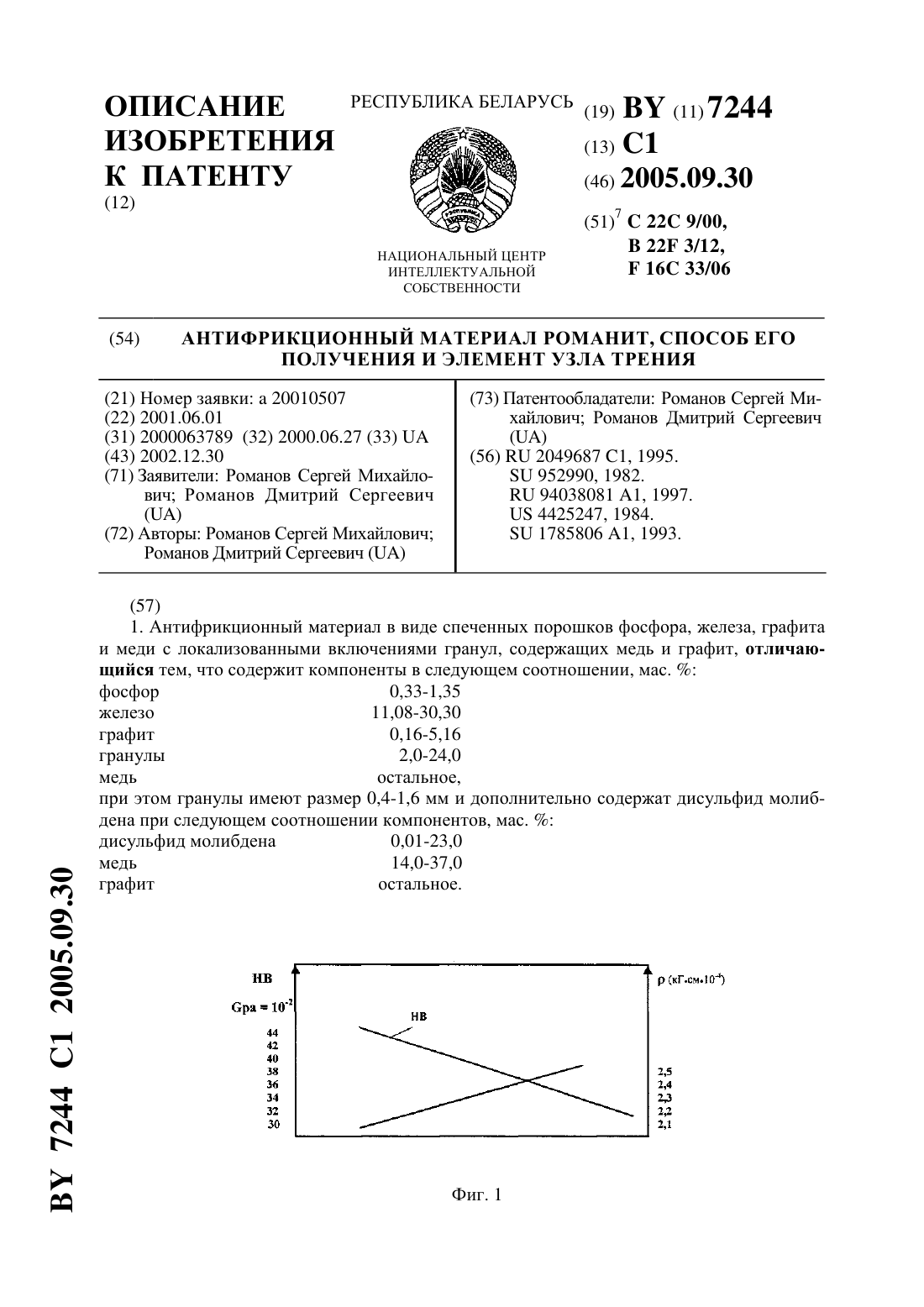
...олова и свинца резко увеличивает стоимость изделия и делает его экологически небезопасным. В основу изобретения поставлена задача создать антифрикционный материал в виде спеченных порошков фосфора, железа, графита и меди с локализованными включениями гранул, содержащих медь и графит, путем подбора соотношения вышеперечисленных компонентов в материале и дополнительного добавления дисульфида молибдена, что по 6 7244 1 2005.09.30 зволяет...
Антифрикционный материал РОМАНИТ-Н, способ его получения и элемент узла трения
Номер патента: 7418
Опубликовано: 30.12.2005
Авторы: Романов Сергей Михайлович, Романов Дмитрий Сергеевич
МПК: B22F 3/12, C22C 9/00, F16C 33/06...
Метки: трения, романит-н, антифрикционный, узла, получения, материал, способ, элемент
Текст:
...пузырей, которые разрывают антифрикционный материал, нарушают целостность структуры антифрикционного материала и, в конечном счете, приводят к разрушению антифрикционного материала. Для получения антифрикционного материала на медной основе с высокими механическими свойствами, содержащего 11,08-30,30 мас.железа, температура спекания не должна быть ниже 1000 . Кроме того, как показывает опыт, введение дисульфида молибдена в гранулы...
Антифрикционный материал, способ его получения и элемент узла трения
Номер патента: 10843
Опубликовано: 30.06.2008
Авторы: Романов Дмитрий Сергеевич, Романов Сергей Михайлович
МПК: F16C 33/02, B22F 3/12, C22C 9/00...
Метки: антифрикционный, материал, элемент, получения, трения, узла, способ
Текст:
...графита, невысокая механическая прочность из-за большого содержания свободного графита в материале и вследствие его пористости, а также недостаточная самосмазывающаяся способность материала, что приводит к быстрому износу сопрягаемых поверхностей. В основу изобретения поставлена задача создать антифрикционный материал в виде спеченных порошков феррофосфора 3, железа, графита, меди с локализованными включениями гранул, содержащих медь и...
Предыдущий патент: Устройство для вычисления модулярных симметрических булевых функций n переменных
Следующий патент: Способ обработки биосовместимого материала из титана или циркония, используемого для медицинского имплантанта
Случайный патент: Способ диагностики подвывиха или вывиха головки бедренной кости у новорожденного ребенка