Способ обработки канавки или проточки, или желоба на токарном станке с числовым программным управлением и резец для его осуществления
Текст
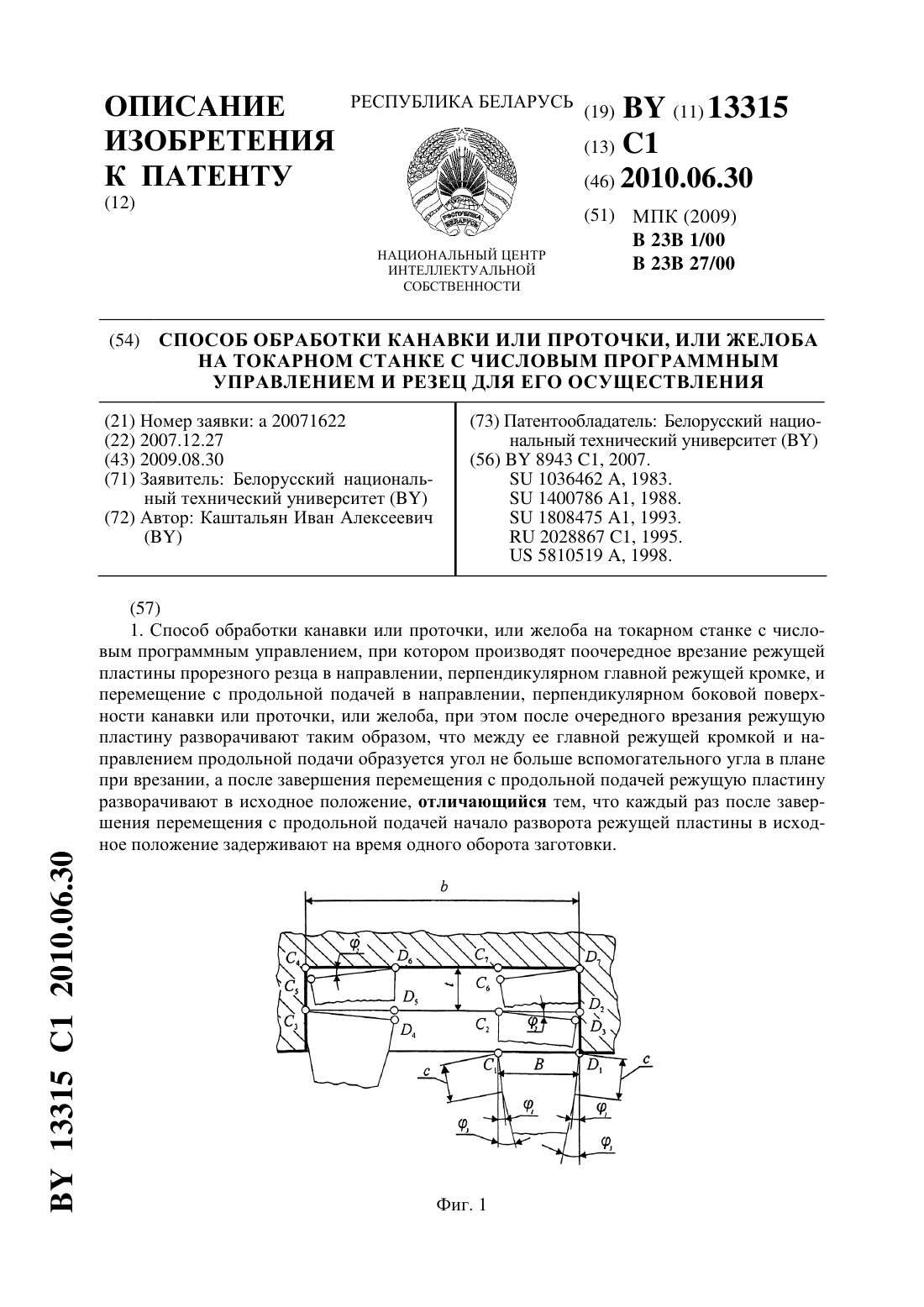
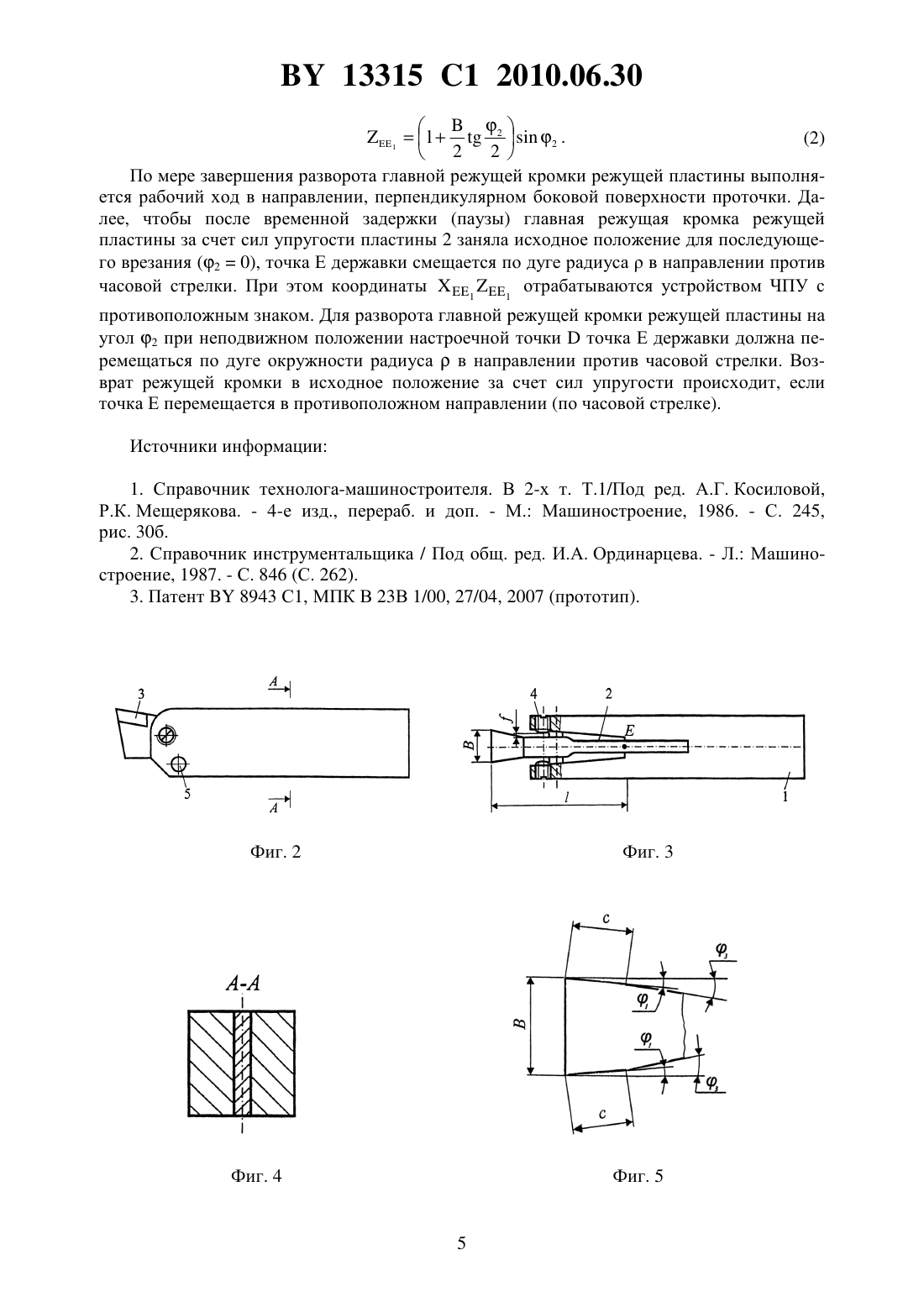
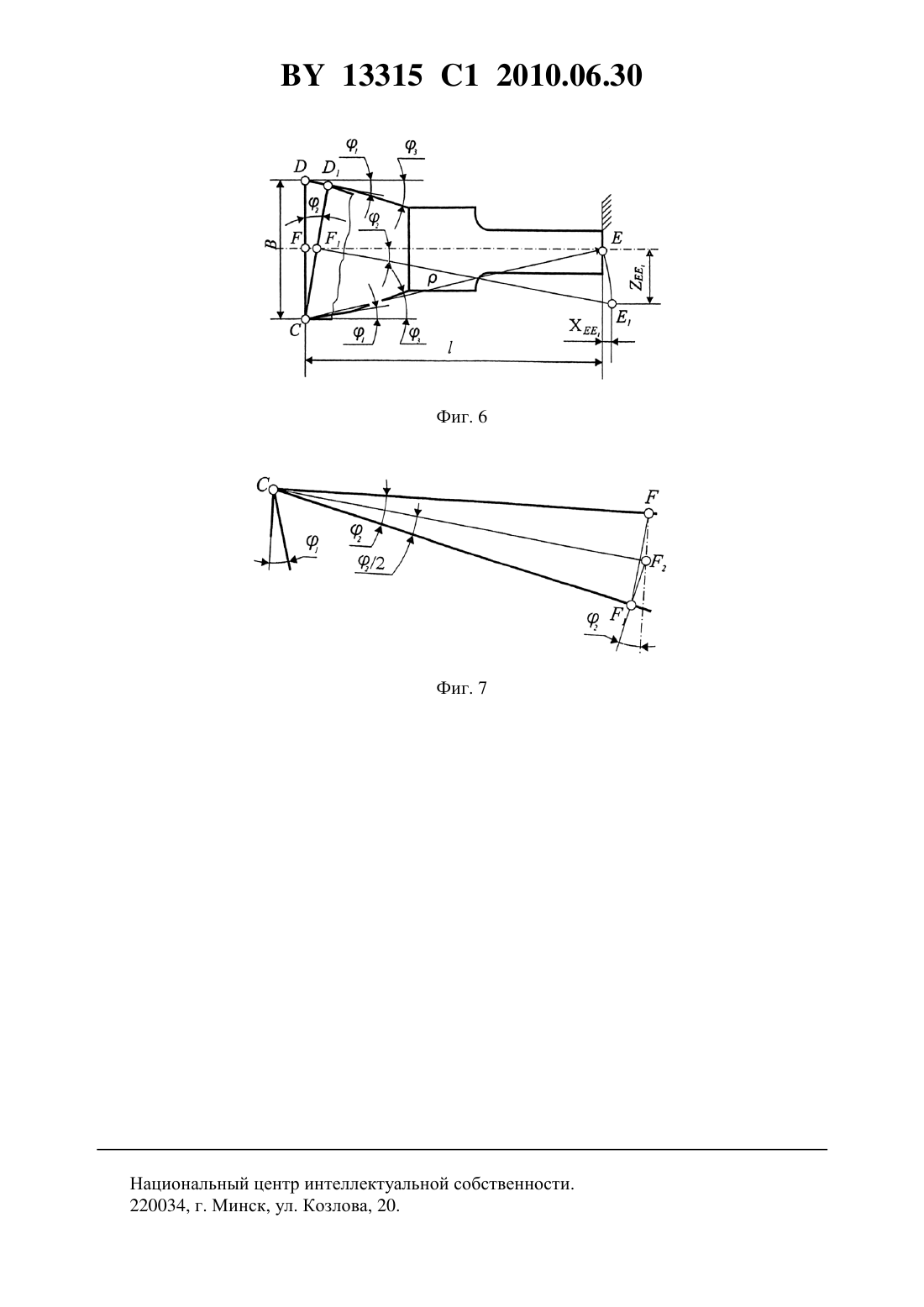
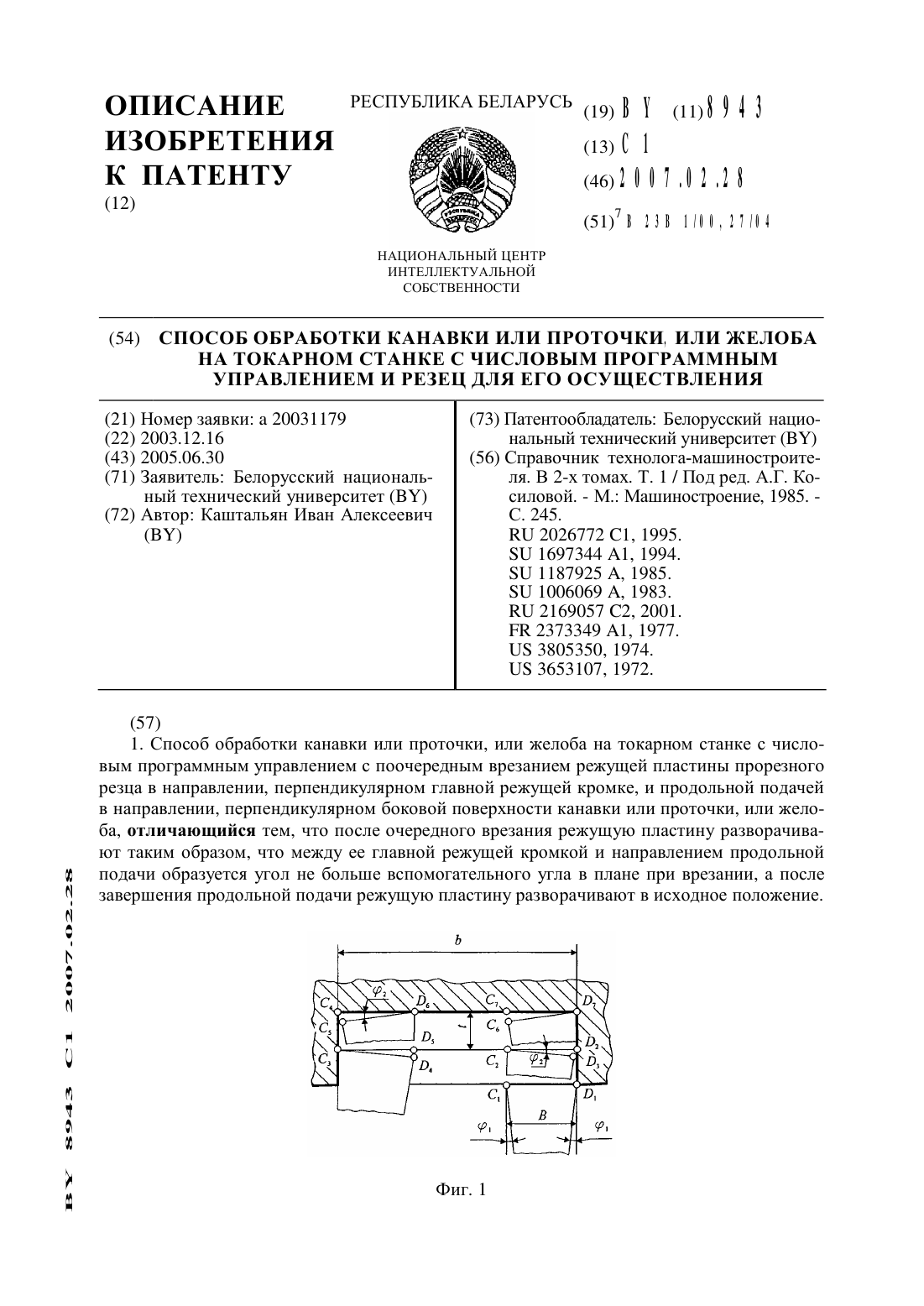
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОБРАБОТКИ КАНАВКИ ИЛИ ПРОТОЧКИ, ИЛИ ЖЕЛОБА НА ТОКАРНОМ СТАНКЕ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ И РЕЗЕЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(71) Заявитель Белорусский национальный технический университет(72) Автор Каштальян Иван Алексеевич(73) Патентообладатель Белорусский национальный технический университет(57) 1. Способ обработки канавки или проточки, или желоба на токарном станке с числовым программным управлением, при котором производят поочередное врезание режущей пластины прорезного резца в направлении, перпендикулярном главной режущей кромке, и перемещение с продольной подачей в направлении, перпендикулярном боковой поверхности канавки или проточки, или желоба, при этом после очередного врезания режущую пластину разворачивают таким образом, что между ее главной режущей кромкой и направлением продольной подачи образуется угол не больше вспомогательного угла в плане при врезании, а после завершения перемещения с продольной подачей режущую пластину разворачивают в исходное положение, отличающийся тем, что каждый раз после завершения перемещения с продольной подачей начало разворота режущей пластины в исходное положение задерживают на время одного оборота заготовки. 13315 1 2010.06.30 2. Резец для обработки канавки или проточки, или желоба на токарном станке с числовым программным управлением способом по п. 1, включающий державку, режущую пластину, имеющую вспомогательные углы в плане, и упругую пластину прямоугольного сечения, установленную между стенками державки, образованными -образным сквозным пазом, и закрепленную консольно, причем режущая пластина закреплена на свободном конце упругой пластины, которым она опирается на опору, выполненную в виде пальца, соединяющего стенки державки, а на расстоянии, максимально удаленном от места заделки упругой пластины, в стенках державки установлены регулируемые упоры, при этом режущая пластина имеет двойную заточку, выполненную таким образом, что каждая вспомогательная режущая кромка режущей пластины состоит из двух частей, причем первая часть, примыкающая к главной режущей кромке и образующая с направлением подачи врезания вспомогательный угол в плане, имеет длину, соизмеримую с удвоенной глубиной резания при перемещении с продольной подачей, а вторая образует с направлением, перпендикулярным к главной режущей кромке, угол больше вспомогательного угла в плане. Изобретение относится к обработке металлов резанием и, в частности, к обработке канавок, проточек и желобов прямоугольной формы на токарных станках с числовым программным управлением (ЧПУ). Известен способ обработки канавок, проточек и желобов с поочередным врезанием режущей пластины прорезного (канавочного) резца в направлении, перпендикулярном главной режущей кромке, и продольной подачей в направлении, перпендикулярном боковой поверхности канавки 1. Способ осуществляется прорезным (канавочным) резцом 2, который содержит державку и закрепленную на ней режущую пластину, имеющую вспомогательные углы в плане. Недостатком этого способа является то, что главная режущая кромка резца постоянно находится в контакте с упруго восстанавливающимся слоем обрабатываемого металла. Этот недостаток приводит к снижению стойкости резца и затратам энергии на трение в зоне контакта главной режущей кромки с обрабатываемым металлом. Прототипом является способ обработки канавки или проточки, или желоба на токарном станке с числовым программным управлением с поочередным врезанием режущей пластины прорезного резца в направлении, перпендикулярном главной режущей кромке, и продольной подачей в направлении, перпендикулярном боковой поверхности канавки или проточки, или желоба с разворотом режущей пластины после очередного врезания таким образом, что между ее главной режущей кромкой и направлением продольной подачи образуется угол не больше вспомогательного угла в плане при врезании, а после завершения продольной подачи - разворотом режущей пластины в исходное положение 3. Способ осуществляется резцом для обработки канавки или проточки, или желоба,включающим державку и режущую пластину, имеющую вспомогательные углы в плане,дополнительно содержащим упругую пластину прямоугольного сечения, установленную между стенками державки, образованными -образным сквозным пазом, и закрепленную консольно, причем режущая пластина закреплена на свободном конце упругой пластины,которым она опирается на опору, выполненную в виде пальца, соединяющего стенки державки, а на расстоянии, максимально удаленном от места заделки упругой пластины, в стенках державки установлены регулируемые упоры 3. Недостатком способа-прототипа является то, что вспомогательную режущую кромку режущей пластины после завершения продольной подачи практически мгновенно разворачивают в исходное положение (для очередного врезания).Этот недостаток приводит к тому, что на боковых поверхностях канавки или проточки, или желоба образуются гре 2 13315 1 2010.06.30 бешки микронеровностей, высота которых определяется вспомогательными углами в плане режущей пластины при врезании, глубиной резания с продольной подачей и величиной подачи при врезании. Задачей, решаемой изобретением, является снижение шероховатости боковых поверхностей канавок или проточек, или желобов прямоугольной формы. Поставленная задача достигается тем, что при обработке канавки или проточки, или желоба на токарном станке с числовым программным управлением производят поочередное врезание режущей пластины прорезного резца в направлении, перпендикулярном главной режущей кромке, и перемещение с продольной подачей в направлении, перпендикулярном боковой поверхности канавки или проточки, или желоба, при этом после очередного врезания режущую пластину разворачивают таким образом, что между ее главной режущей кромкой и направлением продольной подачи образуется угол не больше вспомогательного угла в плане при врезании, а после завершения перемещения с продольной подачей режущую пластину разворачивают в исходное положение, причем каждый раз после завершения перемещения с продольной подачей начало разворота режущей пластины в исходное положение задерживают на время одного оборота заготовки. Резец для обработки канавки или проточки, или желоба на токарном станке с числовым программным управлением способом по п. 1, включающий державку, режущую пластину, имеющую вспомогательные углы в плане, и упругую пластину прямоугольного сечения, установленную между стенками державки, образованными -образным сквозным пазом, и закрепленную консольно, причем режущая пластина закреплена на свободном конце упругой пластины, которым она опирается на опору, выполненную в виде пальца, соединяющего стенки державки, а на расстоянии, максимально удаленном от места заделки упругой пластины, в стенках державки установлены регулируемые упоры, при этом режущая пластина имеет двойную заточку, выполненную таким образом, что каждая вспомогательная режущая кромка режущей пластины состоит из двух частей, причем первая часть, примыкающая к главной режущей кромке и образующая с направлением подачи врезания вспомогательный угол в плане, имеет длину, соизмеримую с удвоенной глубиной резания при перемещении с продольной подачей, а вторая образует с направлением, перпендикулярным к главной режущей кромке, угол больше вспомогательного угла в плане. Сущность изобретения поясняется чертежами. На фиг. 1 показана схема обработки канавок, проточек и желобов на фиг. 2, 3, 4 - конструктивная схема резца на фиг. 5 - схема двойной заточки режущей пластины на фиг. 6, 7 - расчетные схемы для определения координат 1 1 смещения точки Е, принадлежащей державке резца, при ее перемещении по дуге окружности радиусомс целью разворота главной режущей кромки резца на угол 2. Схема обработки канавок, проточек и желобов представлена на фиг. 1. По данной схеме режущей пластине прорезного резца с длиной главной режущей кромки В, настроечными точками С,и вспомогательными углами в плане 1 сообщается перемещение(врезание) на глубинус подачей 1. Далее режущая пластина разворачивается относительно неподвижной точки С так, что между главной режущей кромкой и направлением,перпендикулярным боковой поверхности канавки, образуется угол 2 (всегда 21). После разворота режущей пластине сообщается продольная подача со скоростью 2 в направлении боковой поверхности канавки. При этом резец работает как проходной с углами в планеглавным 901-2 и вспомогательным 2. Когда настроечная точка С будет находиться в крайнем левом положении (совмещена с линией контура левой боковой поверхности канавки), режущую пластину оставляют неподвижной на время одного оборота заготовки. Для этого в управляющей программе, реализующей цикл обработки канавки или проточки, или желоба, с помощью соответствующей подготовительной 3 13315 1 2010.06.30 функции с адресомзадают паузу (указание о временной задержке) 4. После окончания паузы осуществляются разворот режущей пластины относительно неподвижной точки С в исходное положение (20) и последующее врезание на глубину . Затем режущая пластина разворачивается с образованием угла 2 относительно неподвижной точки , и осуществляется продольная подача в направлении правой боковой поверхности канавки. После завершения этого перемещения режущую пластину опять оставляют неподвижной на время одного оборота заготовки. После окончания этого времени режущую пластину разворачивают в исходное положение для очередного врезания. Такие движения повторяются до полного формообразования канавки по глубине. Представленная на фиг. 1 схема обработки может быть реализована резцом, имеющим подвижную режущую пластину, которая при перемещении суппорта по двум координатам под действием осевой составляющей силы резания РХ будет разворачиваться так, что между главной режущей кромкой и направлением продольной подачи образуется угол 2. При этом настроечная точка режущей пластины, находящаяся в вершине этого угла, в течение разворота должна занимать неизменное положение в системе координат детали. Конструктивная схема такого резца представлена на фиг. 2, 3, 4. В державке 1 резца между двумя стенками, образованными сквозным -образным пазом, одним концом консольно закреплена пластина 2 прямоугольного сечения, изготовленная из стали, обладающей высокими упругими свойствами (например, сталь 65 Г). На другом конце пластины 2 крепится режущая пластина 3, разворот которой при наличии осевой составляющей силы резания РХ ограничивается регулируемыми упорами 4, выполненными в виде винтов. Для увеличения жесткости резца в направлении действия тангенциальной составляющей силы резанияпредусмотрен палец 5, который выполняет функцию дополнительной опоры. Пластина 2 работает как плоская пружина с заделкой в точке Е. Под действием составляющей силы резания РХ она изгибается, если выполняется условие РХРпр, где Рпр - усилие пружины. Направление изгиба и его величина определяются направлением действия силы РХ и зазороммежду регулируемым упором 4 и пластиной 2. Зазорустанавливается в зависимости от требуемого значения угла 2 и конструктивных размеров резца. Режущая пластина имеет двойную заточку, выполненную так, что каждая вспомогательная режущая кромка состоит из двух частей (фиг. 5). Первая часть режущей кромки,образующая вспомогательный угол в плане 1, имеет длину с, соизмеримую с удвоенной глубиной резанияпри работе резца с продольной подачей. Она выполняет функцию зачистки микронеровностей на боковой поверхности канавки или проточки, или желоба,которые определяются глубиной резания с продольной подачей, величиной вспомогательного угла в плане 1 и величиной подачи 1 при врезании режущей пластины в направлении, перпендикулярном главной режущей кромке. Угол 3, образованный второй частью вспомогательной режущей кромки и направлением поперечной подачи, больше угла 1 и предназначен для предотвращения явления затирания во время паузы (когда режущая пластина остается неподвижной) при обработке глубоких канавок или проточек, или желобов. После врезания режущей пластины на глубинунеобходимо обеспечить разворот его главной режущей кромки на угол 2 при неподвижном положении настроечной точки С(фиг. 6, 7). Для этого точка Е, принадлежащая державке 1 резца, должна переместиться в системе координат детали по дуге окружности радиусав направлении по часовой стрелке и занять новое положение 1 с координатами 1 1 . Для определения координат используются следующие зависимости.1( 21)(2) 22 По мере завершения разворота главной режущей кромки режущей пластины выполняется рабочий ход в направлении, перпендикулярном боковой поверхности проточки. Далее, чтобы после временной задержки (паузы) главная режущая кромка режущей пластины за счет сил упругости пластины 2 заняла исходное положение для последующего врезания (20), точка Е державки смещается по дуге радиусав направлении против часовой стрелки. При этом координаты 1 1 отрабатываются устройством ЧПУ с противоположным знаком. Для разворота главной режущей кромки режущей пластины на угол 2 при неподвижном положении настроечной точкиточка Е державки должна перемещаться по дуге окружности радиусав направлении против часовой стрелки. Возврат режущей кромки в исходное положение за счет сил упругости происходит, если точка Е перемещается в противоположном направлении (по часовой стрелке). Источники информации Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B23B 27/00, B23B 1/00
Метки: канавки, токарном, резец, управлением, желоба, осуществления, станке, способ, обработки, числовым, программным, или, проточки
Код ссылки
<a href="https://by.patents.su/6-13315-sposob-obrabotki-kanavki-ili-protochki-ili-zheloba-na-tokarnom-stanke-s-chislovym-programmnym-upravleniem-i-rezec-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Беларуси">Способ обработки канавки или проточки, или желоба на токарном станке с числовым программным управлением и резец для его осуществления</a>
Способ обработки канавки или проточки, или желоба на токарном станке с числовым программным управлением и резец для его осуществления
Номер патента: 8943
Опубликовано: 28.02.2007
Автор: Каштальян Иван Алексеевич
МПК: B23B 27/04, B23B 1/00
Метки: желоба, осуществления, станке, проточки, программным, или, токарном, управлением, резец, канавки, числовым, обработки, способ
Текст:
...упругую пластину прямоугольного сечения, установленную между стенками державки, образованными У-образным сквозным пазом, и закрепленную консольно, причем режущая пластина закреплена на свободном конце упругой пластины, которым она опирается на опору, выполненную в виде пальца, соединяющего стенки державки, а на расстоянии, максимально удаленном от места заделки упругой пластины, в стенках державки установлены регулируемые упоры.Сущность...
Сборный резец
Номер патента: 652
Опубликовано: 30.06.1995
Авторы: Григорьев В. З., Вагнер В. Ф.
МПК: B23B 27/16
Текст:
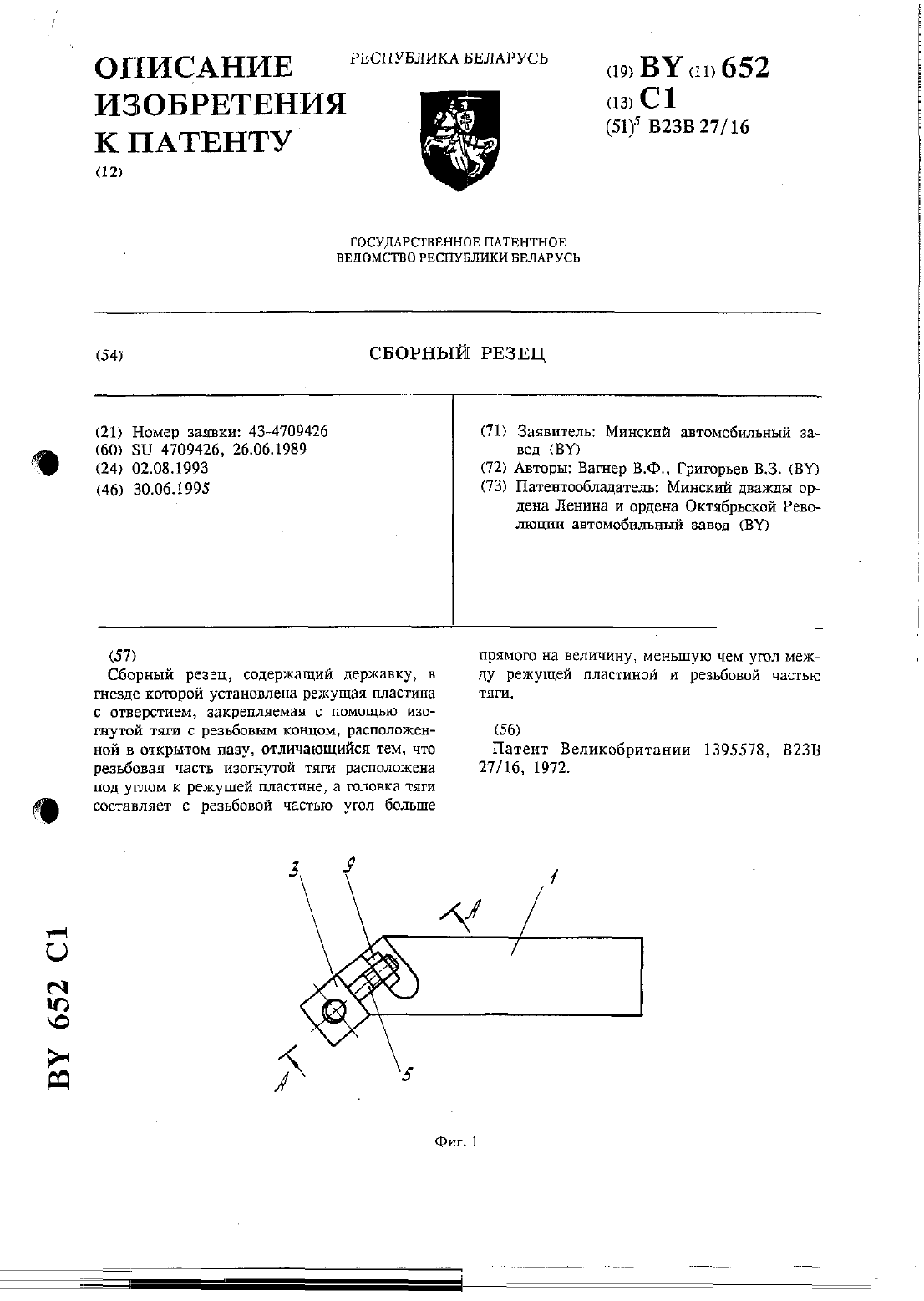
...3 с отверстием 4, закрепленная посредством изогнутой тяги 5 с резьбовым концом б и головкой 7. На державке 1 выполнен открытый паз 8, в котором расположена тяга 5, с резьбовой частью которой взаимодействует гайка 9.Закрепление режущей пластины в гнезде державки происходит при вращении гайки 9,причем изогнутая тяга 5, перемещаясь вдоль паза головкой 7, через отверстие 4 взаимодействует с режущей пластиной. При вращении гайки 9 в обратном...
Способ применения мешалки с программным управлением
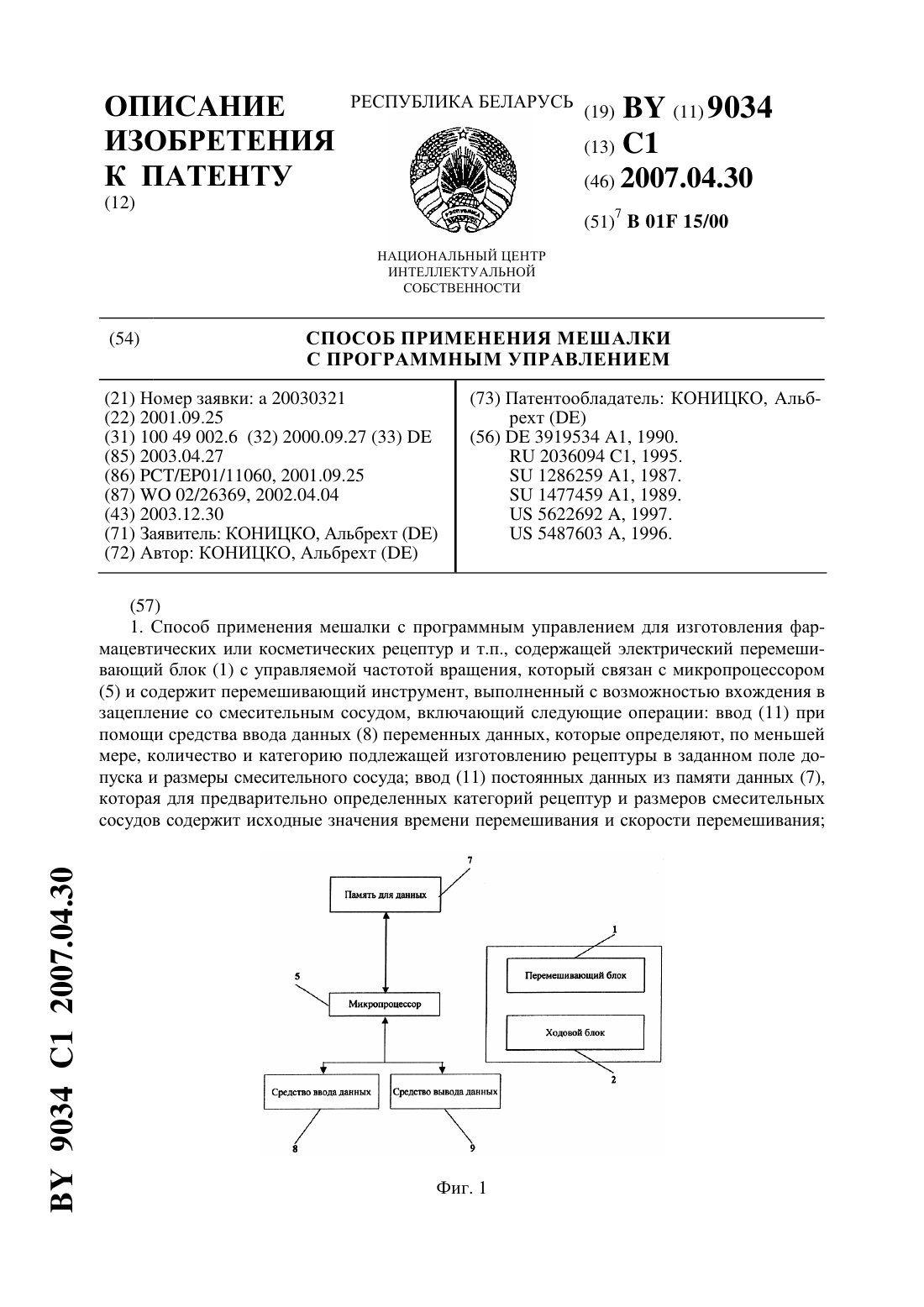
Номер патента: 9034
Опубликовано: 30.04.2007
Авторы: КОНИЦКО, Альбрехт
МПК: B01F 15/00
Метки: мешалки, управлением, программным, применения, способ
Текст:
...и форме как к смесительному сосуду, так и к выполняемой задаче перемешивания. Далее, соответственно целесообразной форме исполнения, при помощи средства ввода данных вводятся переменные данные о вязкости исходных веществ. При необходимости могут быть введены другие данные, описывающие вещества, или же заданные значения времени перемешивания, скорости перемешивания, числа ходов и скорости хода. При применении заданных значений мешалка с...
Сборный резец
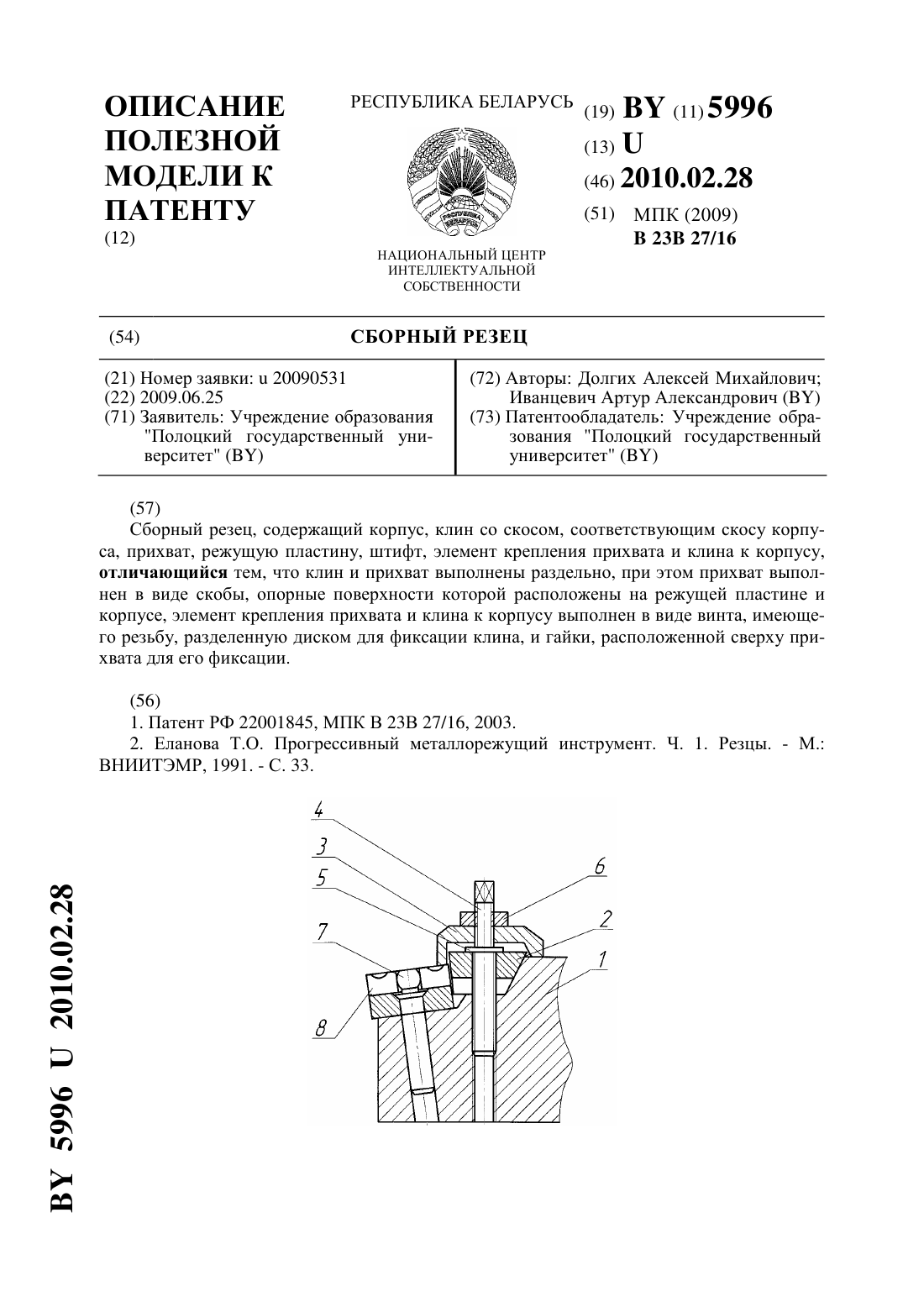
Номер патента: U 5996
Опубликовано: 28.02.2010
Авторы: Долгих Алексей Михайлович, Иванцевич Артур Александрович
МПК: B23B 27/16
Текст:
...штифту и прихватом - к опорной поверхности гнезда корпуса резца. Недостатком известной конструкции является следующее в процессе эксплуатации сборного резца с креплением цельным клин-прихватом происходит пластическая деформация поверхностей, контактирующих с режущей пластиной. Это приводит к тому, что фиксация режущей пластины осуществляется либо клином, либо прихватом, что существенно уменьшает жесткость конструкции. Это особенно...
Устройство для нарезания ребристых поверхностей теплообменников на токарном станке
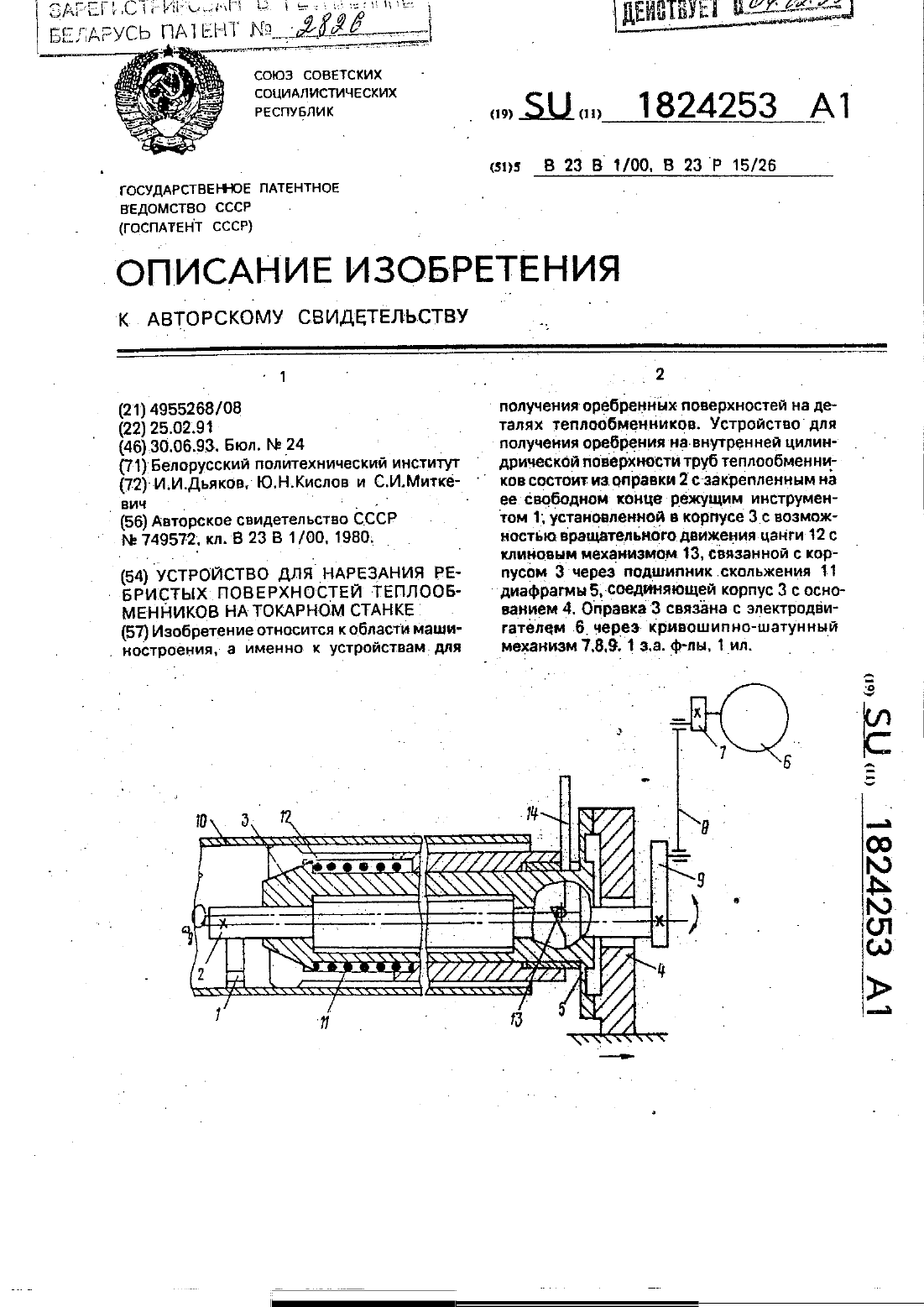
Номер патента: 2826
Опубликовано: 30.06.1999
Авторы: Дьяков Игорь Иванович, Миткевич Станислав Иосифович, Кислов Юрий Николай
МПК: B23P 15/26, B23B 1/00
Метки: поверхностей, токарном, теплообменников, станке, нарезания, ребристых, устройство
Текст:
...цангу-12 и позволяет ввести оправку с резцом 1 (резец находиться в верхнем начальном положении) в отверстие заготовки 10. Рычаг 14 возвращают в исходное положение в результате чего рабочая часть цанги 12 будет соприкасаться с внутренним диаметром заготовки 10. Затем включают электродвигатель б, который приводит посредством кривошипно-шатунного механизма 9. В 7 в возвратно-качательное движение оправку 2 с резцом 1 и включают одновременное...
Предыдущий патент: Пластиковый многоразовый замок
Следующий патент: Стенд для исследования динамики подвески транспортного средства по ее амплитудно-частотной характеристике
Случайный патент: Объемная гидропередача