Способ обработки канавки или проточки, или желоба на токарном станке с числовым программным управлением и резец для его осуществления
Текст
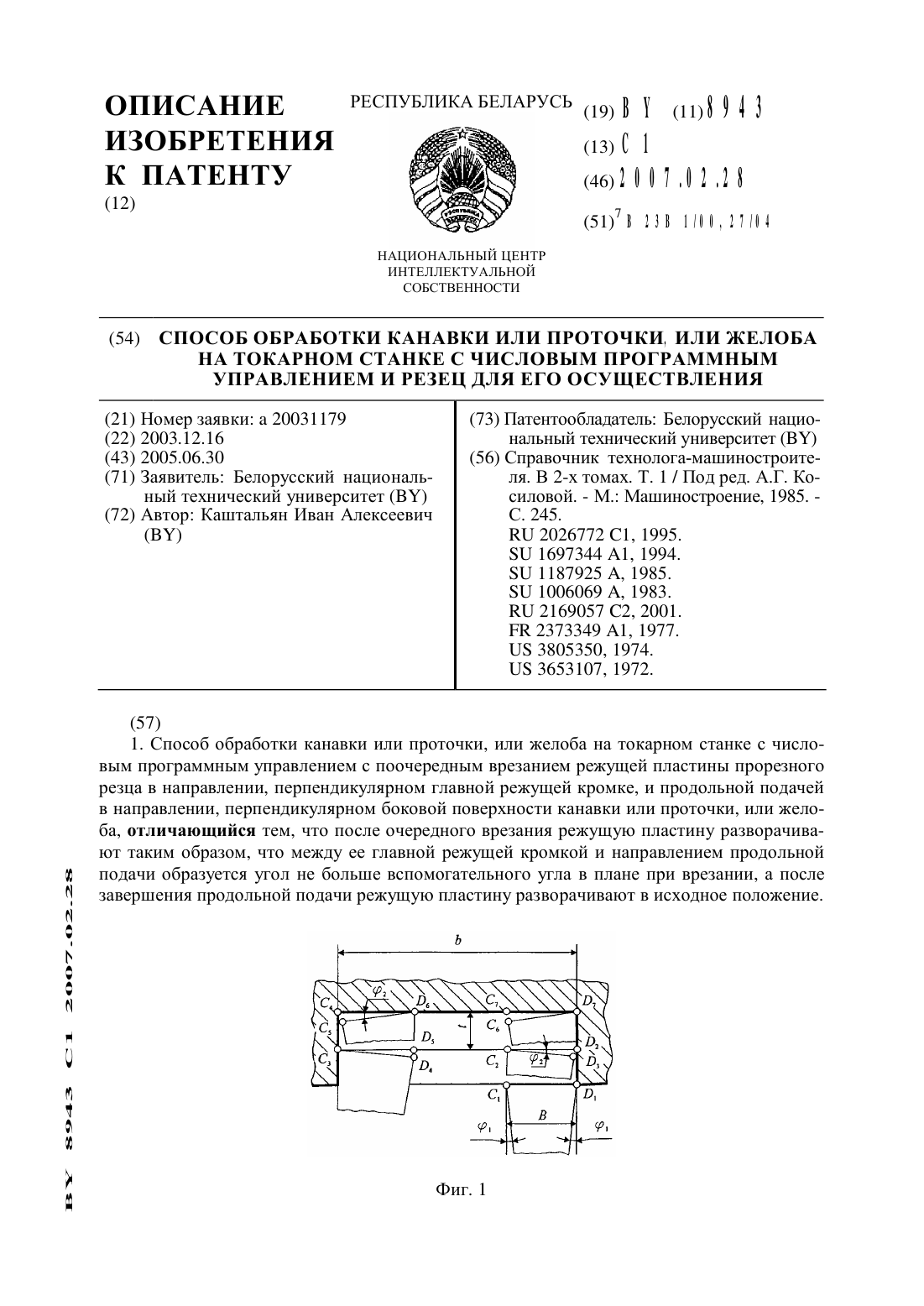
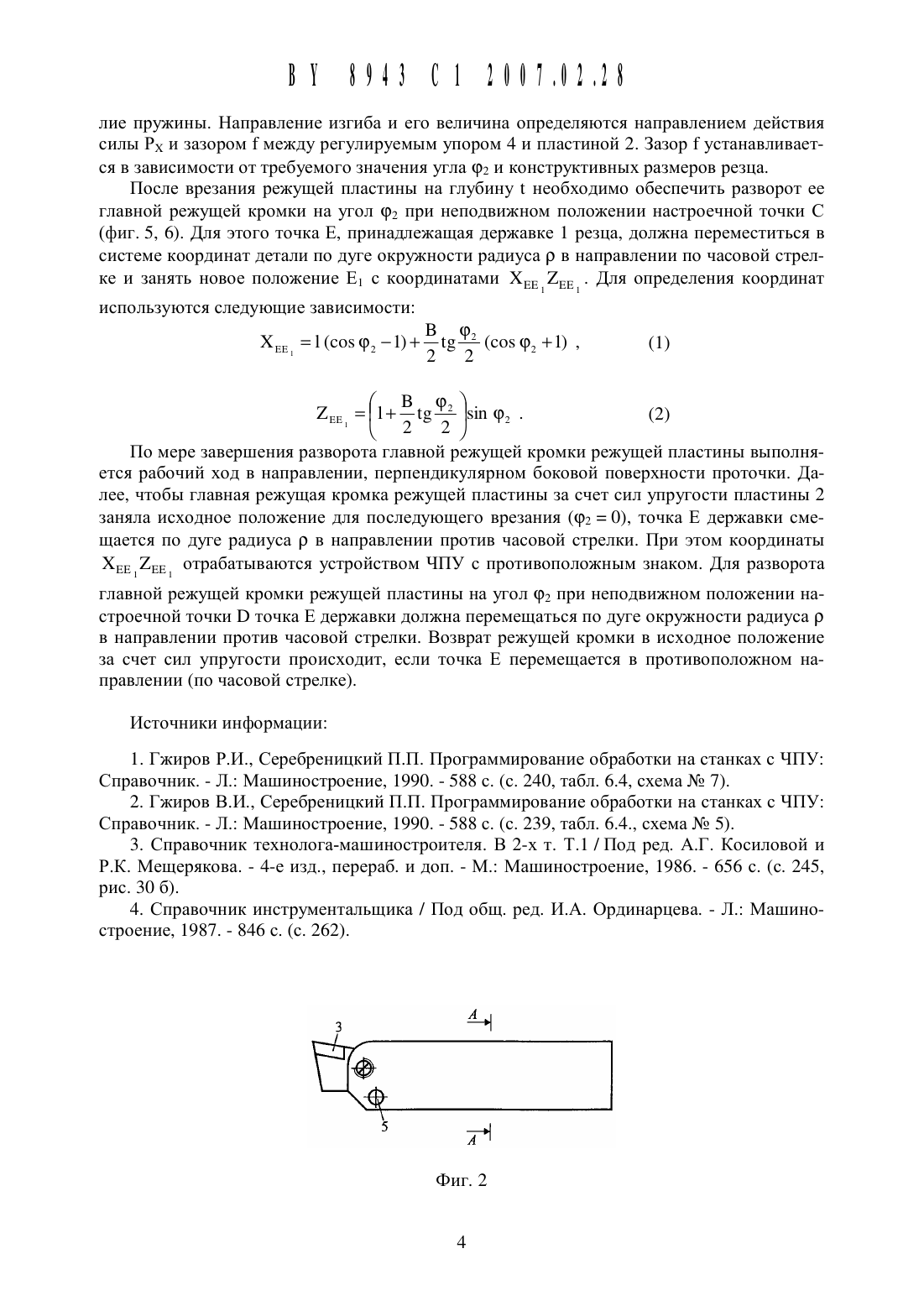
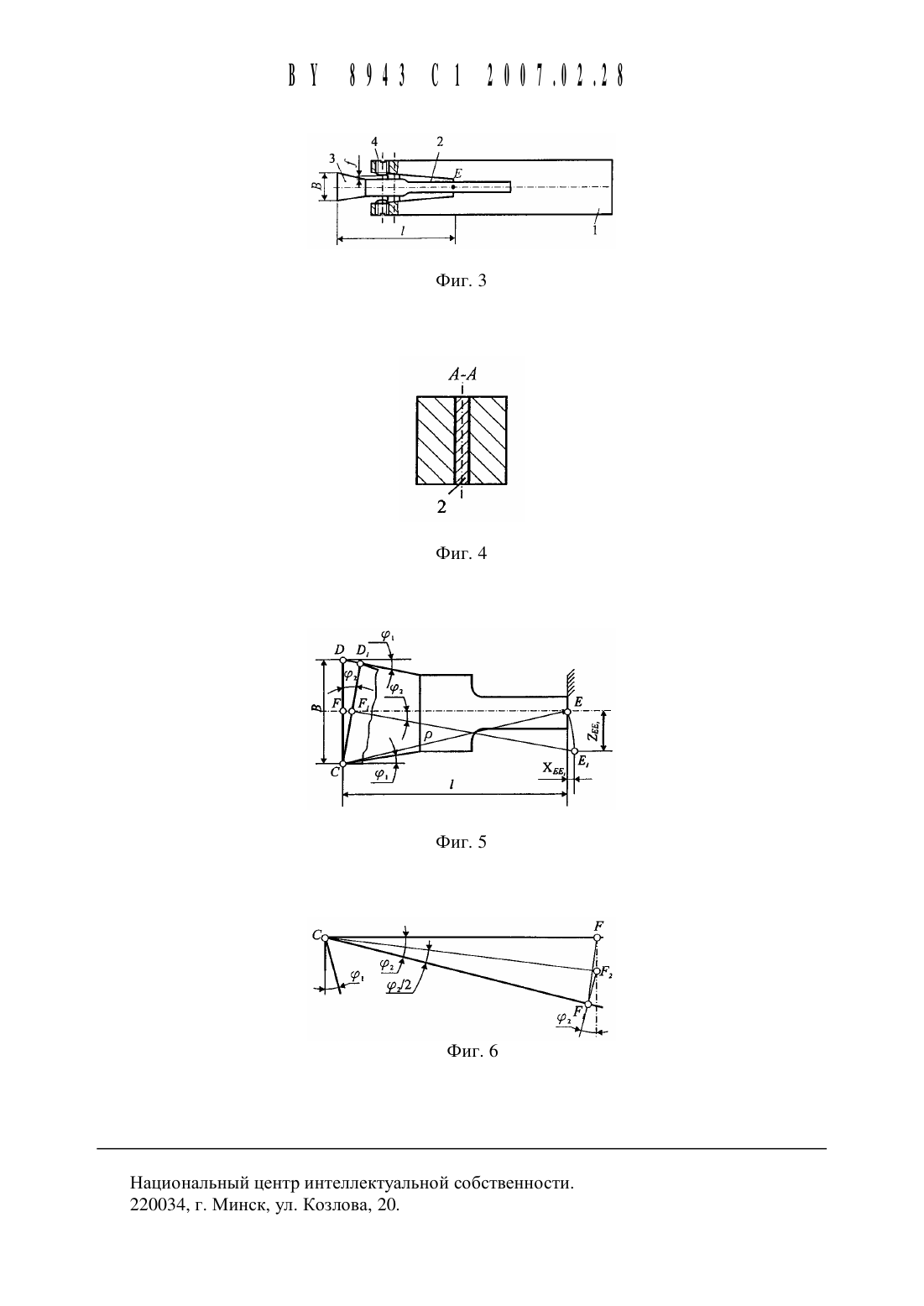
СПОСОБ ОБРАБОТКИ КАНАВКИ ИЛИ ПРОТОЧКИ, ИЛИ ЖЕЛОБАНА ТОКАРНОМ СТАНКЕ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ И РЕЗЕЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(71) Заявитель Белорусский национальный технический университет (ВУ)(73) Патентообладатель Белорусский нацио нальный технический университет (ВУ)(72) Автор Кащтальян Иван Алексеевич1. Способ обработки канавки или проточки, или желоба на токарном станке с числовым программным управлением с поочередным врезанием режущей пластины прорезного резца в направлении, перпендикулярном главной режущей кромке, и продольной подачей в направлении, перпендикулярном боковой поверхности канавки или проточки, или желоба, отличающийся тем, что после очередного врезания режущую пластину разворачивают таким образом, что между ее главной режущей кромкой и направлением продольной подачи образуется угол не больще вспомогательного угла в плане при врезании, а после завершения продольной подачи режущую пластину разворачивают в исходное положение.2. РСЗСЦ ДЛЯ обработки канавки ИЛИ ПрОТОЧКИ, ИЛИ ЖСЛООЗ на токарном станке С ЧИСЛОВЬ 1 М программным управлением, включающий ДСРЖЗВКУ Ипластину, ИМСЮЩуЮ ВСПОМОГЗТСЛЬНЫС УГЛЫ В плане, ОТЛИЧЗЮЩИЙСЯ ТСМ, ЧТО ОН ДОПОЛНИТСЛЬНО СОДСрЖИТ пластину ПрЯМОуГОЛЬНОГО ССЧСНИЯ, УСТЗНОВЛВННУЪО МСЖДУ стенками ДСРЖЗВКИ,образованными У-образным СКВОЗНЫМ пазом, И ЗЗКРСПЛСННУЪО КОНСОЛЬНО, ПрИЧСМ рСЖущая пластина закреплена на СВОбОДНОМ КОНЦСпластины, КОТОрЫМ она опирается на ОПОру, ВЫПОЛНСННУЮ В ВИДС пальца, СОСДИНЯЮЩСГО СТСНКИ ДВРЖЗВКИ, а на расстоянии,максимально УДЗЛВННОМ ОТ места заделки уПруГОЙ пластины, В стенках ДВРЖЗВКИ установ лены регулируемые упоры.Изобретение относится К обработке металлов резанием и, в частности, К обработке канавок, проточек и желобов прямоугольной формы на токарных станках с числовым программным управлением (ЧПУ).Известен способ обработки канавок, проточек и желобов в два прохода 1. Сначала прорезным резцом делают канавку за несколько рабочих ходов с подачей в направлении,перпендикулярном главной режущей кромке, потом оставшийся припуск удаляют упорнопроходным резцом.Способ осуществляется прорезным резцом 4, который содержит державку и режущую пластину, имеющую вспомогательные углы в плане, и упорно-проходным резцом.Недостатком этого способа является то, что в механизме смены инструмента (револьверной головке) необходимо наличие свободной позиции для упорно-проходного резца,что не всегда выполнимо. Кроме того, увеличивается продолжительность цикла обработки детали за счет затрат времени на поиск и смену инструмента.Известен также способ обработки канавок, проточек и желобов прорезным резцом за несколько рабочих ходов с поперечной подачей (в направлении, перпендикулярном главной режущей кромке) на глубину канавки, причем число рабочих ходов определяется шириной канавки и шириной рабочей части резца 2.Способ осуществляется прорезным резцом 4, который содержит державку и закрепленную на ней режущую пластину, имеющую вспомогательные углы в плане.Недостатком данного способа является то, что при повышенных требованиях к шероховатости поверхности канавки необходимо вводить дополнительные чистовые проходы,что снижает производительность обработки.Прототипом является способ обработки канавок, проточек и желобов с поочередным врезанием режущей пластины прорезного (канавочного) резца в направлении, перпендикулярном главной режущей кромке, и продольной подачей в направлении, перпендикулярном боковой поверхности канавки 3.Способ осуществляется прорезным (канавочным) резцом 4, который содержит державку и закрепленную на ней режущую пластину, имеющую вспомогательные углы в плане.Недостатком способа-прототипа является то, что главная режущая кромка резца постоянно находится в контакте с упруго восстанавливающимся слоем обрабатываемого металла. Этот недостаток приводит к снижению стойкости резца и затратам энергии на трение в зоне контакта главной режущей кромки с обрабатываемым металлом.Задачей, решаемой изобретением, является повышение стойкости режущего инструмента и снижение энергоемкости процесса резания.Поставленная задача достигается тем, что при обработке канавки или проточки, или желоба на токарном станке с числовым программным управлением с поочередным врезанием режущей пластины прорезного резца в направлении, перпендикулярном главной режущей кромке, и продольной подачей в направлении, перпендикулярном боковой поверхности канавки или проточки, или желоба, после очередного врезания режущую пластинуразворачивают таким образом, что Между ее главной режущей кромкой И направлением продольной подачи образуется угол не больше вспомогательного угла в плане при врезании, а после завершения продольной подачи режущую пластину разворачивают в исходное положение.Резец для обработки канавки или проточки, или желоба на токарном станке с числовым программным управлением, включающий державку и режущую пластину, имеющую вспомогательные углы в плане, дополнительно содержит упругую пластину прямоугольного сечения, установленную между стенками державки, образованными У-образным сквозным пазом, и закрепленную консольно, причем режущая пластина закреплена на свободном конце упругой пластины, которым она опирается на опору, выполненную в виде пальца, соединяющего стенки державки, а на расстоянии, максимально удаленном от места заделки упругой пластины, в стенках державки установлены регулируемые упоры.Сущность изобретения поясняется чертежами. На фиг. 1 показана схема обработки канавок, проточек и желобов на фиг. 2, 3, 4 - конструктивная схема резца на фиг. 5, 6 расчетные СХВМЫ ДЛЯ ОПРВДВЛСНИЯ координат ХЕЕ 12 ЕЕ 1 СМСЩ 6 НИЯ ТОЧКИ Е, ПРИНЗДЛСЖЗ щей державке резца, при ее перемещении по дуге окружности радиусом р с целью разворота главной режущей кромки резца на угол (р.Схема обработки канавок, проточек и желобов представлена на фиг. 1. По данной схеме режущей пластине прорезного резца с длиной главной режущей кромки В, настроечнь 1 ми точками С, В и вспомогательными углами в плане (р 1 сообщается перемещение (врезание) на глубину г с подачей 51. Далее режущая пластина разворачивается относительно неподвижной точки С так, что между главной режущей кромкой и направлением, перпендикулярнь 1 м боковой поверхности канавки, образуется угол (р (всегда (р 5 (р 1). После разворота режущей пластине сообщается продольная подача со скоростью 5 в направлении боковой поверхности канавки. При этом резец работает как проходной с углами в плане главным (р 9 О (р 1 - (р и вспомогательным (р. Когда настроечная точка С будет находиться в крайнем левом положении (совмещена с линией контура левой боковой поверхности канавки), осуществляется разворот режущей пластины относительно неподвижной точки С в исходное положение р О) и последующее врезание на глубину г. Затем режущая пластина разворачивается с образованием угла (р относительно неподвижной точки В, и осуществляется продольная подача в направлении правой боковой поверхности канавки. После заверщения этого перемещения режущая пластина разворачивается в исходное положение для очередного врезания. Такие движения повторяются до полного формообразования канавки по глубине.Представленная на фиг. 1 схема обработки может быть реализована резцом, имеющим подвижную режущую пластину, которая при перемещении суппорта по двум координатам под действием осевой составляющей силы резания Рх будет разворачивается так, что между главной режущей кромкой и направлением продольной подачи образуется угол (р. При этом настроечная точка режущей пластины, находящаяся в верщине этого угла, в течение разворота должна занимать неизменное положение в системе координат детали.Конструктивная схема такого резца представлена на фиг. 2, 3, 4. В державке 1 резца между двумя стенками, образованными сквозным У-образным пазом, одним концом консольно закреплена пластина 2 прямоугольного сечения, изготовленная из стали, обладающей высокими упругими свойствами (например, сталь 65 Г). На другом конце пластины 2 крепится режущая пластина 3, разворот которой при наличии осевой составляющей силы резания Рх ограничивается регулируемыми упорами 4, выполненными в виде винтов. Для увеличения жесткости резца в направлении действия тангенциальной составляющей силы резания Р предусмотрен палец 5, который выполняет функцию дополнительной опоры. Пластина 2 работает как плоская пружина с заделкой в точке Е. Под действием составляющей силы резания Рх она изгибается, если выполняется условие Рх Рпр, где Рпр - уси ВУ 8943 С 1 200741248лие пружины. Направление изгиба И его величина определяются направлением действия силы Рх И зазором Г между регулируемым упором 4 и пластиной 2. Зазор Г устанавливает ся в зависимости от требуемого значения угла (р и конструктивных размеров резца.После врезания режущей пластины на глубину г необходимо обеспечить разворот ее главной режущей кромки на угол (р при неподвижном положении настроечной точки С(фиг. 5, 6). Для этого точка Е, принадлежащая державке 1 резца, должна переместиться в системе координат детали по дуге окружности радиуса р в направлении по часовой стрелке и занять новое положение Е 1 с координатами ХЕЕ 12 ЕЕ 1. Для определения координатПо мере завершения разворота главной режущей кромки режущей пластины вь 1 полняется рабочий ход в направлении, перпендикулярном боковой поверхности проточки. Далее, чтобы главная режущая кромка режущей пластины за счет сил упругости пластины 2 заняла исходное положение для последующего врезания (ф О), точка Е державки смещается по дуге радиуса р в направлении против часовой стрелки. При этом координаты ХЕЕ 12 ЕЕ 1 отрабатываются устройством ЧПУ с противоположным знаком. Для разворотаглавной режущей кромки режущей пластины на угол р 2 при неподвижном положении настроечной точки В точка Е державки должна перемещаться по дуге окружности радиуса р в направлении против часовой стрелки. Возврат режущей кромки в исходное положение за счет сил упругости происходит, если точка Е перемещается в противоположном направлении (по часовой стрелке).1. Гжиров Р.И., СеребрениЦкий П.П. Программирование обработки на станках с ЧПУ Справочник. - Л. Машиностроение, 1990. - 588 с. (с. 240, табл. 6.4, схема Не 7).2. Гжиров В.И., СеребрениЦкий П.П. Программирование обработки на станках с ЧПУ Справочник. - Л. Машиностроение, 1990. - 588 с. (с. 239, табл. 6.4., схема Не 5).
МПК / Метки
МПК: B23B 27/04, B23B 1/00
Метки: обработки, резец, осуществления, желоба, станке, управлением, программным, проточки, или, канавки, числовым, токарном, способ
Код ссылки
<a href="https://by.patents.su/5-8943-sposob-obrabotki-kanavki-ili-protochki-ili-zheloba-na-tokarnom-stanke-s-chislovym-programmnym-upravleniem-i-rezec-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Беларуси">Способ обработки канавки или проточки, или желоба на токарном станке с числовым программным управлением и резец для его осуществления</a>
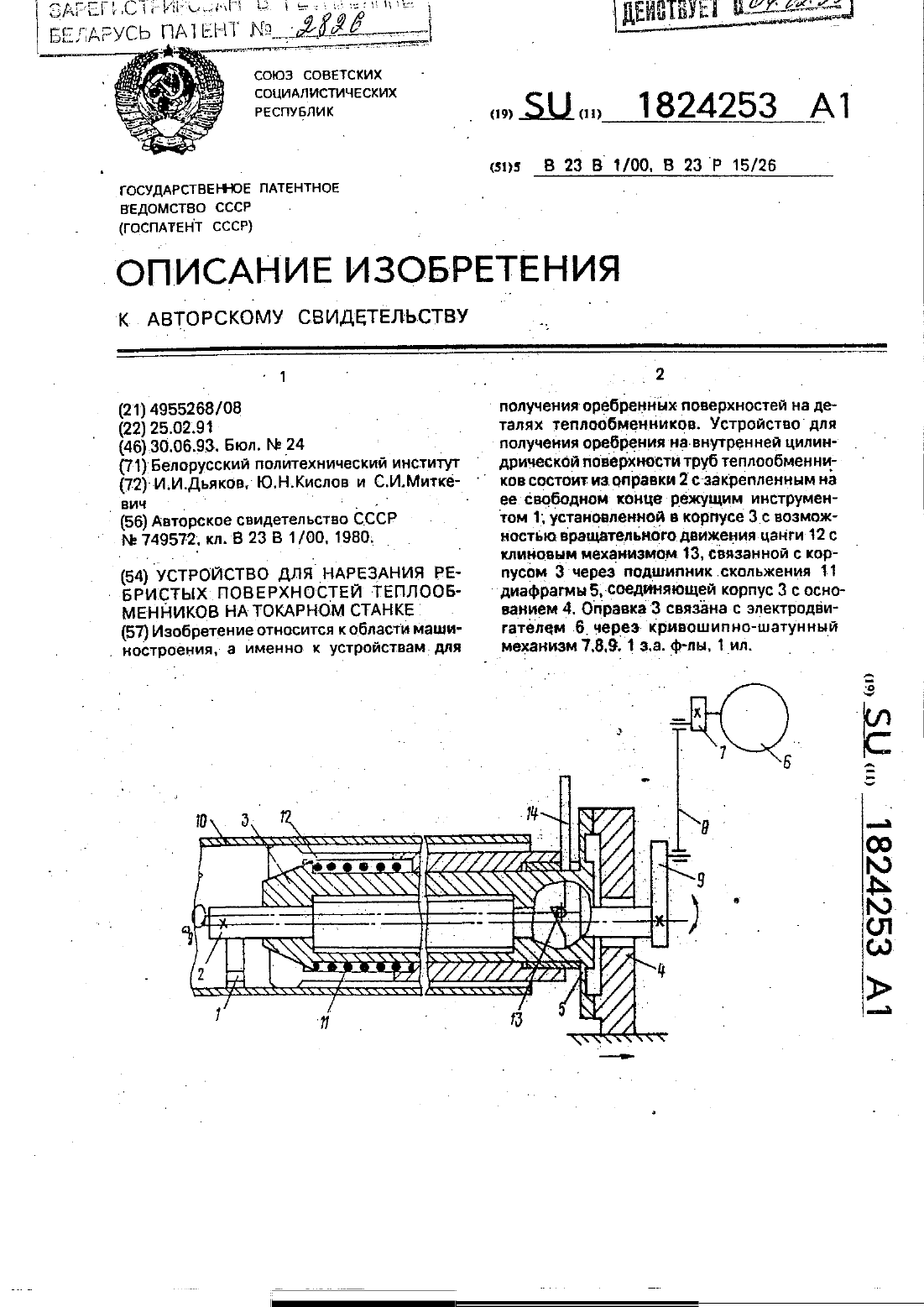
Устройство для нарезания ребристых поверхностей теплообменников на токарном станке
Номер патента: 2826
Опубликовано: 30.06.1999
Авторы: Кислов Юрий Николай, Дьяков Игорь Иванович, Миткевич Станислав Иосифович
МПК: B23P 15/26, B23B 1/00
Метки: нарезания, токарном, теплообменников, поверхностей, ребристых, устройство, станке
Текст:
...цангу-12 и позволяет ввести оправку с резцом 1 (резец находиться в верхнем начальном положении) в отверстие заготовки 10. Рычаг 14 возвращают в исходное положение в результате чего рабочая часть цанги 12 будет соприкасаться с внутренним диаметром заготовки 10. Затем включают электродвигатель б, который приводит посредством кривошипно-шатунного механизма 9. В 7 в возвратно-качательное движение оправку 2 с резцом 1 и включают одновременное...
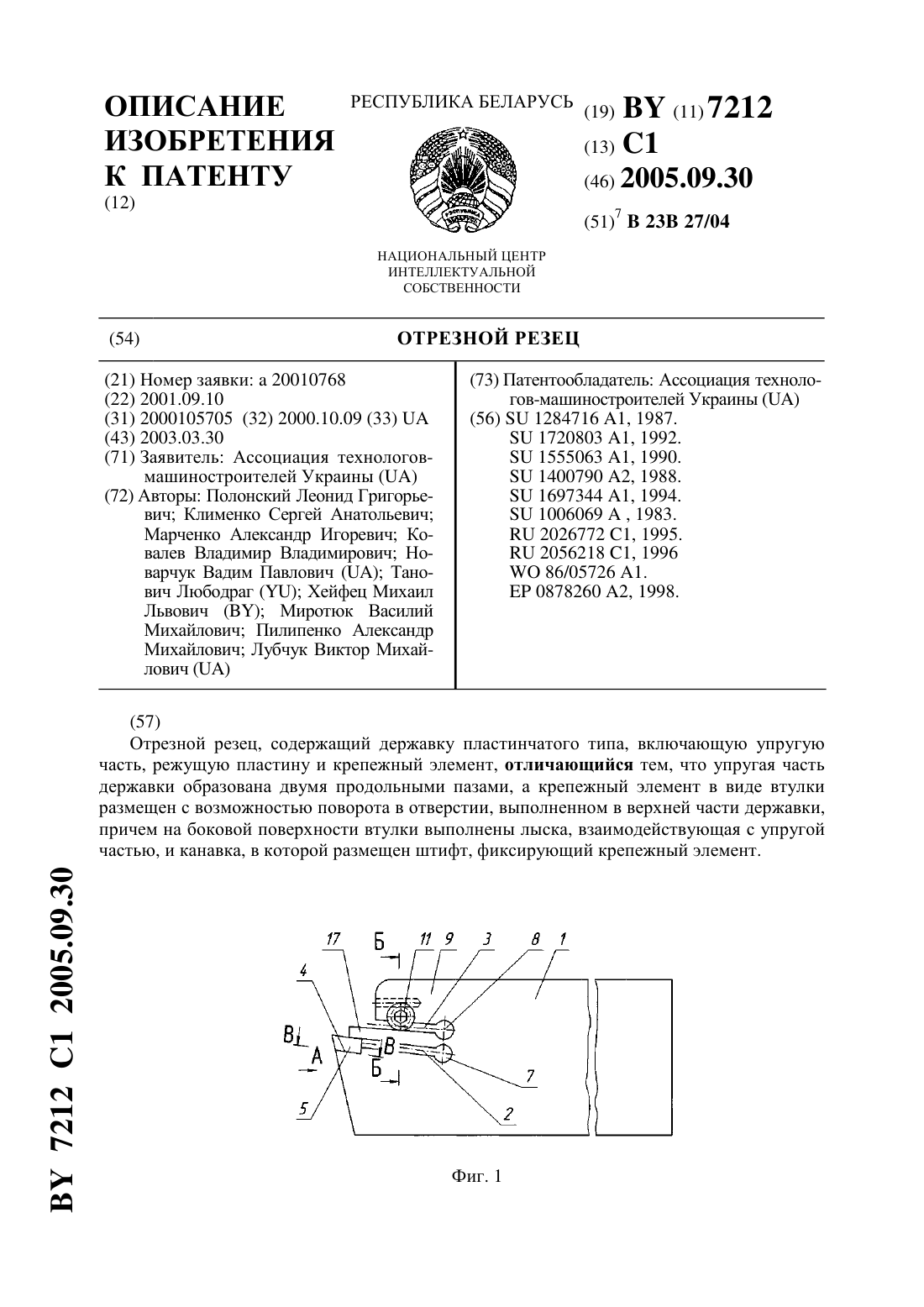
Отрезной резец
Номер патента: 7212
Опубликовано: 30.09.2005
Авторы: Марченко Александр Игоревич, Миротюк Василий Михайлович, Клименко Сергей Анатольевич, Лубчук Виктор Михайлович, Полонский Леонид Григорьевич, Хейфец Михаил Львович, Новарчук Вадим Павлович, Танович Любодраг, Пилипенко Александр Михайлович, Ковалев Владимир Владимирович
МПК: B23B 27/04
Текст:
...самораскрепление режущей части штифта в кольцевом пазу втулки. В основу изобретения конструкции отрезного резца поставлена задача путем фиксирования положения упругой части державки в случае закрепления режущей пластины обеспечить улучшение надежности крепления при резании труднообрабатываемых материалов, изделий с напыленными газотермическими покрытиями и наплавками и удобства в эксплуатации. Поставленная задача решается тем, что в...
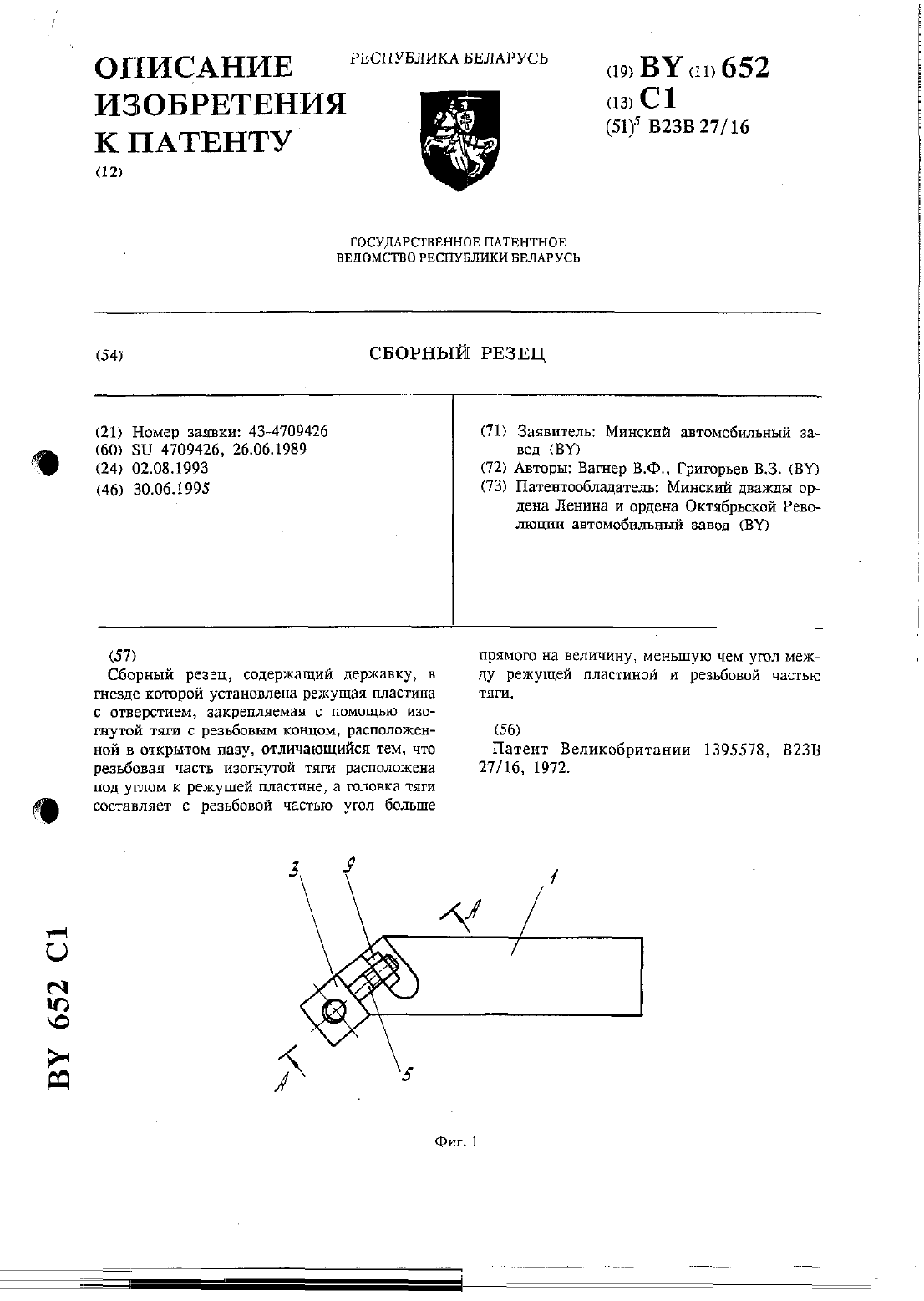
Сборный резец
Номер патента: 652
Опубликовано: 30.06.1995
Авторы: Григорьев В. З., Вагнер В. Ф.
МПК: B23B 27/16
Текст:
...3 с отверстием 4, закрепленная посредством изогнутой тяги 5 с резьбовым концом б и головкой 7. На державке 1 выполнен открытый паз 8, в котором расположена тяга 5, с резьбовой частью которой взаимодействует гайка 9.Закрепление режущей пластины в гнезде державки происходит при вращении гайки 9,причем изогнутая тяга 5, перемещаясь вдоль паза головкой 7, через отверстие 4 взаимодействует с режущей пластиной. При вращении гайки 9 в обратном...
Резец
Номер патента: 1840
Опубликовано: 30.12.1997
Автор: Волковец Николай Николаевич
МПК: A61B 17/16
Метки: резец
Текст:
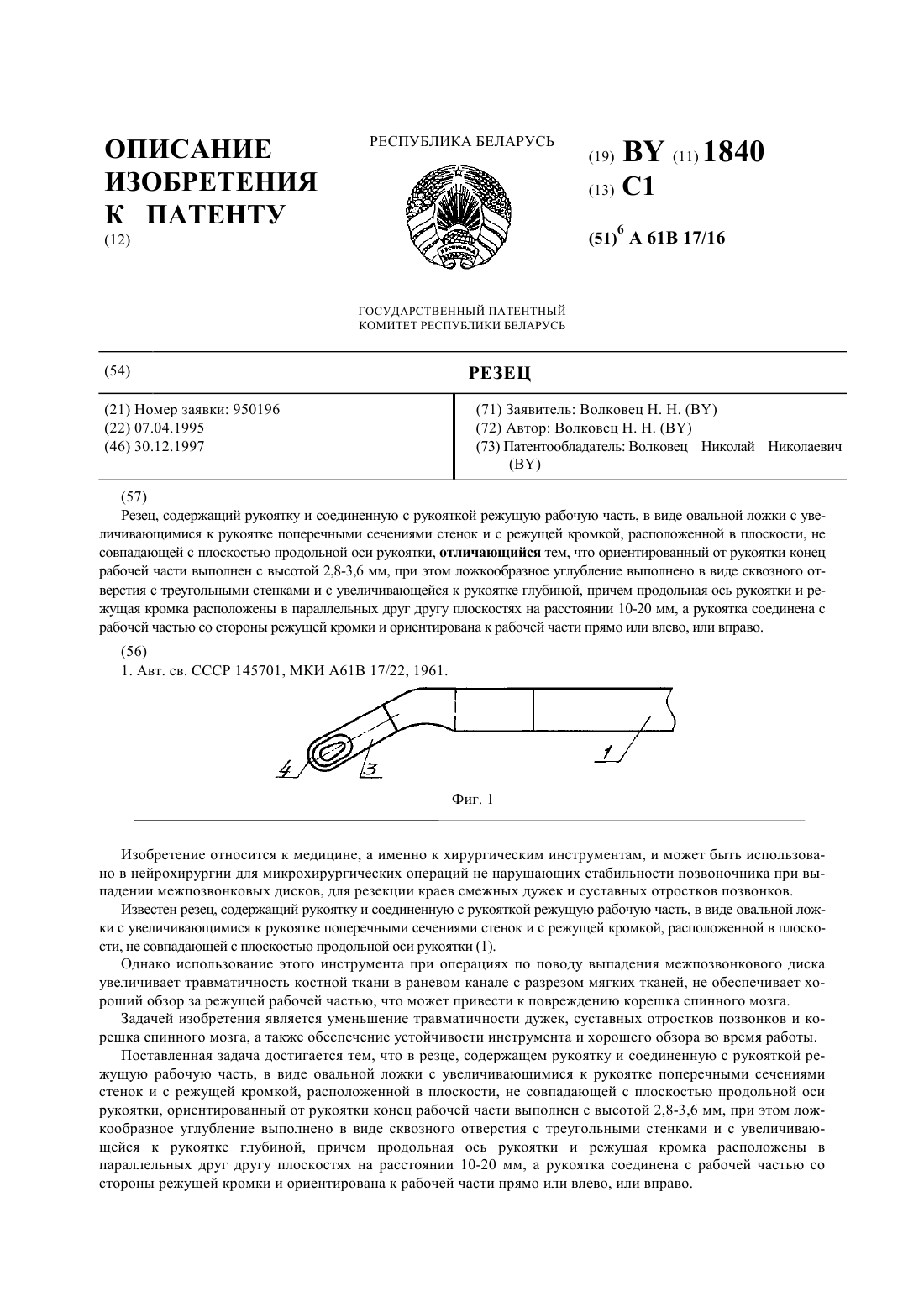
...треугольными стенками и с увеличивающейся к рукоятке глубиной, причем продольная ось рукоятки и режущая кромка расположены в параллельных друг другу плоскостях на расстоянии 10-20 мм, а рукоятка соединена с рабочей частью со стороны режущей кромки и ориентирована к рабочей части прямо или влево, или вправо. 1840 1 На фиг.1 изображен общий вид резца с изгибом рабочей части влево от оси рукоятки (вид сверху). На фиг.2 изображен общий вид прямого...
Способ прецизионной обработки длинных отверстий малого диаметра и устройство для его осуществления
Номер патента: 4060
Опубликовано: 30.09.2001
Автор: Горохов Вадим Андреевич
МПК: B23B 35/00
Метки: обработки, отверстий, способ, диаметра, малого, осуществления, длинных, устройство, прецизионной
Текст:
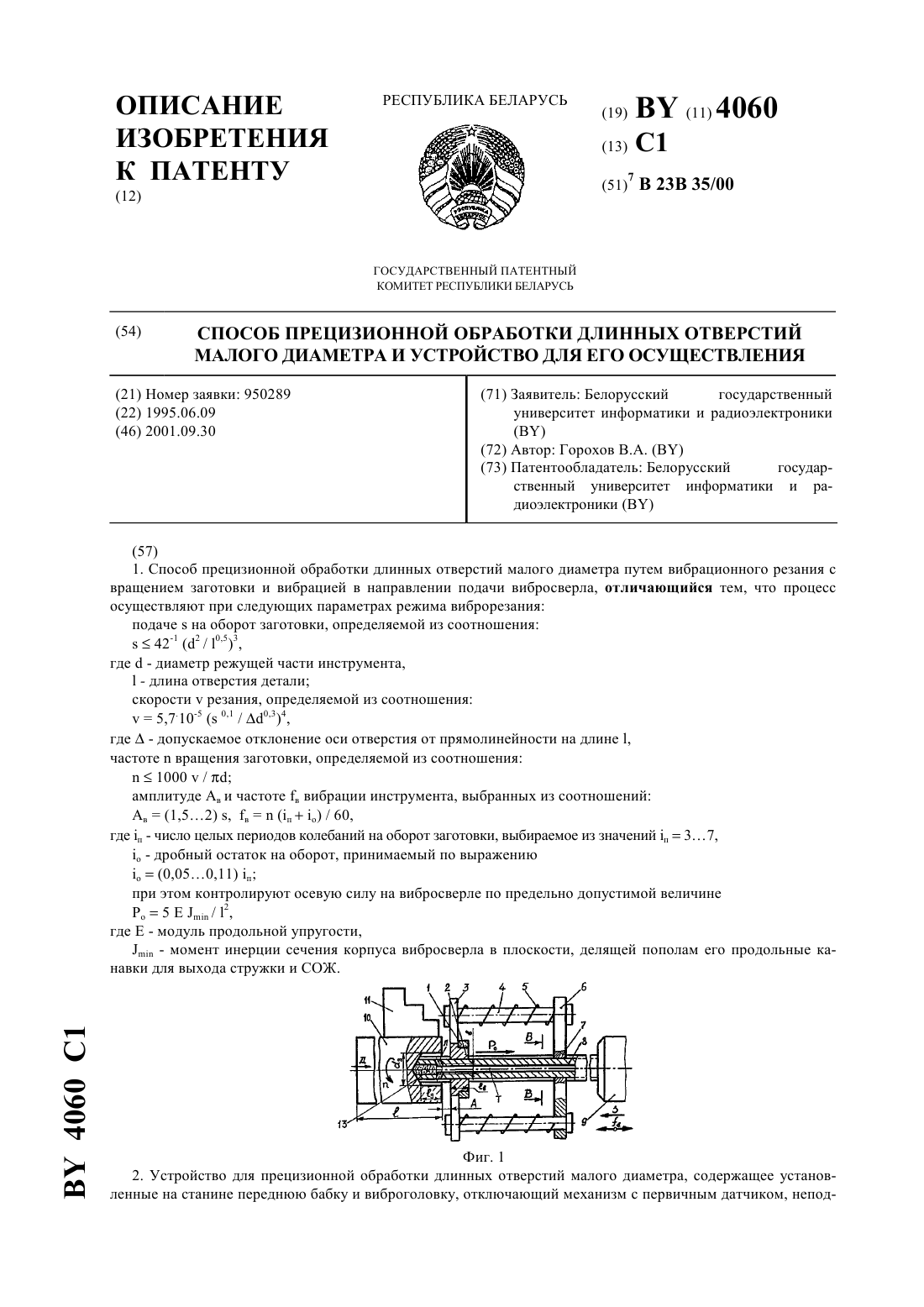
...втулка установлена на подвижной стенке с возможностью вращения и последующей фиксации в круговом направлении по вибросверлу центрирующим зажимом. Для повышения ресурса работы устройства за счет компенсации износа отверстия во втулках могут быть выполнены в виде сочетания цилиндрической поверхности диаметром 1- (0,10,15) мм и двух цилиндрических выступов радиусом. Отверстия могут быть выполнены также диаметром 1- (0,10,15) мм и иметь на...
Предыдущий патент: Устройство для светотеплопунктуры электромагнитной
Следующий патент: Способ восстановления работоспособности радиально-упорного шарикоподшипника
Случайный патент: Устройство для очистки внутренней поверхности трубопровода