Способ прессования изделий из металлических порошков
Номер патента: 9559
Опубликовано: 30.08.2007
Авторы: Станкевич Павел Васильевич, Клименков Степан Степанович, Голубев Алексей Николаевич

Текст
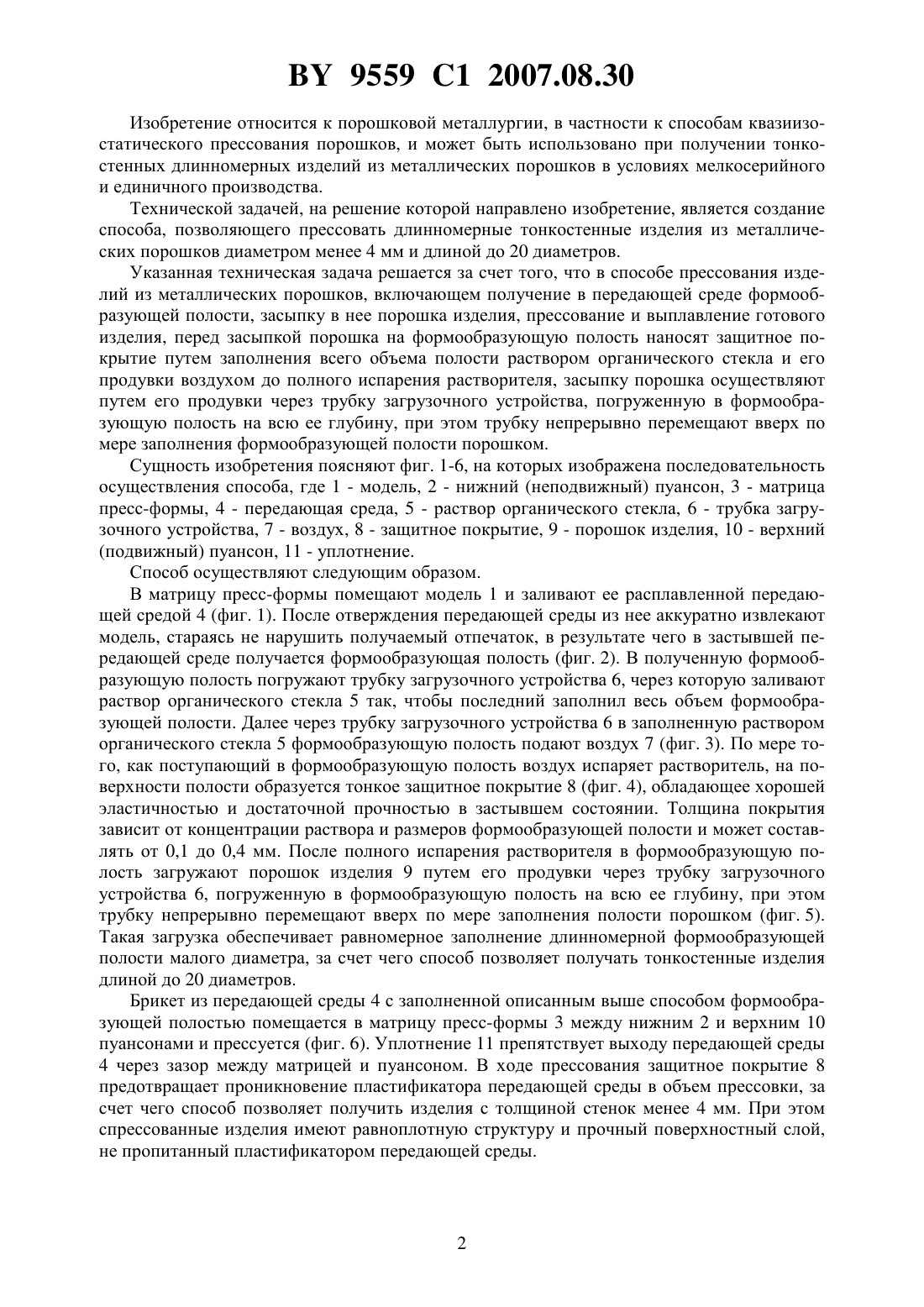
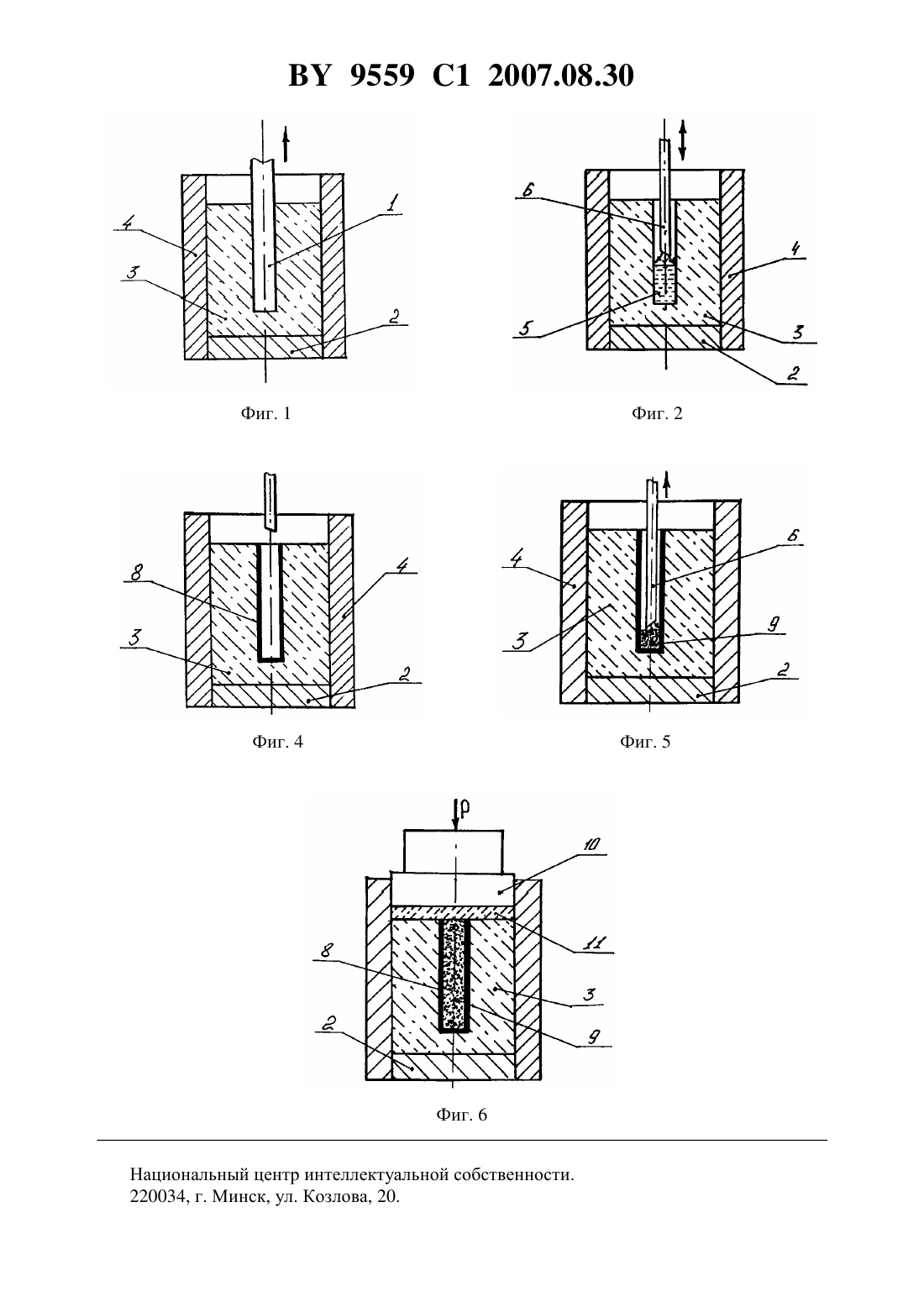
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ(71) Заявитель Учреждение образования Витебский государственный технологический университет(72) Авторы Клименков Степан Степанович Голубев Алексей Николаевич Станкевич Павел Васильевич(73) Патентообладатель Учреждение образования Витебский государственный технологический университет(57) Способ прессования изделий из металлических порошков, включающий получение в передающей среде формообразующей полости, засыпку в нее порошка изделия, прессование и выплавление готового изделия, отличающийся тем, перед засыпкой порошка на формообразующую полость наносят защитное покрытие путем заполнения всего объема полости раствором органического стекла и его продувки воздухом до полного испарения растворителя, засыпку порошка осуществляют путем его продувки через трубку загрузочного устройства, погруженную в формообразующую полость на всю ее глубину, при этом трубку непрерывно перемещают вверх по мере заполнения формообразующей полости порошком. 9559 1 2007.08.30 Изобретение относится к порошковой металлургии, в частности к способам квазиизостатического прессования порошков, и может быть использовано при получении тонкостенных длинномерных изделий из металлических порошков в условиях мелкосерийного и единичного производства. Технической задачей, на решение которой направлено изобретение, является создание способа, позволяющего прессовать длинномерные тонкостенные изделия из металлических порошков диаметром менее 4 мм и длиной до 20 диаметров. Указанная техническая задача решается за счет того, что в способе прессования изделий из металлических порошков, включающем получение в передающей среде формообразующей полости, засыпку в нее порошка изделия, прессование и выплавление готового изделия, перед засыпкой порошка на формообразующую полость наносят защитное покрытие путем заполнения всего объема полости раствором органического стекла и его продувки воздухом до полного испарения растворителя, засыпку порошка осуществляют путем его продувки через трубку загрузочного устройства, погруженную в формообразующую полость на всю ее глубину, при этом трубку непрерывно перемещают вверх по мере заполнения формообразующей полости порошком. Сущность изобретения поясняют фиг. 1-6, на которых изображена последовательность осуществления способа, где 1 - модель, 2 - нижний (неподвижный) пуансон, 3 - матрица пресс-формы, 4 - передающая среда, 5 - раствор органического стекла, 6 - трубка загрузочного устройства, 7 - воздух, 8 - защитное покрытие, 9 - порошок изделия, 10 - верхний(подвижный) пуансон, 11 - уплотнение. Способ осуществляют следующим образом. В матрицу пресс-формы помещают модель 1 и заливают ее расплавленной передающей средой 4 (фиг. 1). После отверждения передающей среды из нее аккуратно извлекают модель, стараясь не нарушить получаемый отпечаток, в результате чего в застывшей передающей среде получается формообразующая полость (фиг. 2). В полученную формообразующую полость погружают трубку загрузочного устройства 6, через которую заливают раствор органического стекла 5 так, чтобы последний заполнил весь объем формообразующей полости. Далее через трубку загрузочного устройства 6 в заполненную раствором органического стекла 5 формообразующую полость подают воздух 7 (фиг. 3). По мере того, как поступающий в формообразующую полость воздух испаряет растворитель, на поверхности полости образуется тонкое защитное покрытие 8 (фиг. 4), обладающее хорошей эластичностью и достаточной прочностью в застывшем состоянии. Толщина покрытия зависит от концентрации раствора и размеров формообразующей полости и может составлять от 0,1 до 0,4 мм. После полного испарения растворителя в формообразующую полость загружают порошок изделия 9 путем его продувки через трубку загрузочного устройства 6, погруженную в формообразующую полость на всю ее глубину, при этом трубку непрерывно перемещают вверх по мере заполнения полости порошком (фиг. 5). Такая загрузка обеспечивает равномерное заполнение длинномерной формообразующей полости малого диаметра, за счет чего способ позволяет получать тонкостенные изделия длиной до 20 диаметров. Брикет из передающей среды 4 с заполненной описанным выше способом формообразующей полостью помещается в матрицу пресс-формы 3 между нижним 2 и верхним 10 пуансонами и прессуется (фиг. 6). Уплотнение 11 препятствует выходу передающей среды 4 через зазор между матрицей и пуансоном. В ходе прессования защитное покрытие 8 предотвращает проникновение пластификатора передающей среды в объем прессовки, за счет чего способ позволяет получить изделия с толщиной стенок менее 4 мм. При этом спрессованные изделия имеют равноплотную структуру и прочный поверхностный слой,не пропитанный пластификатором передающей среды. Фиг. 6 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B22F 3/02
Метки: порошков, способ, прессования, металлических, изделий
Код ссылки
<a href="https://by.patents.su/3-9559-sposob-pressovaniya-izdelijj-iz-metallicheskih-poroshkov.html" rel="bookmark" title="База патентов Беларуси">Способ прессования изделий из металлических порошков</a>
Способ прессования из порошков изделий с внутренними полостями
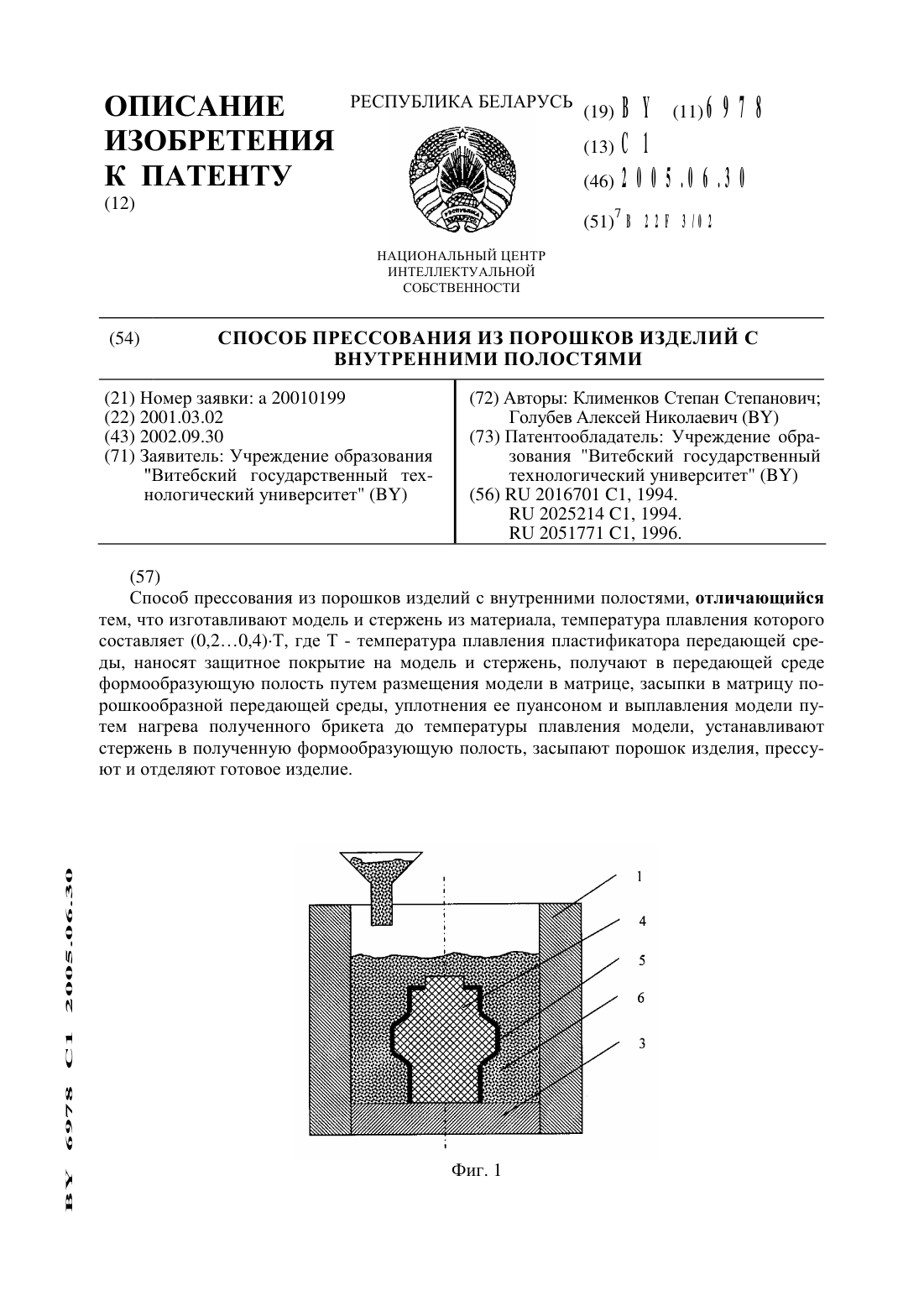
Номер патента: 6978
Опубликовано: 30.06.2005
Авторы: Клименков Степан Степанович, Голубев Алексей Николаевич
МПК: B22F 3/02
Метки: полостями, способ, прессования, порошков, внутренними, изделий
Текст:
...изделия - стержень 7. На поверхность модели и стержня наносят защитное покрытие 5, модель устанавливают в матрице 1, центрируют ее, после чего в матрицу 1 засыпают слой порошкообразной передающей среды 6 (фиг. 1). Объем насыпки определяется уплотняемостью передающей среды, он должен быть достаточным для компенсации уменьшения объема последней при движении уплотняющего пуансона вниз и подбирается экспериментально. Затем (фиг. 2) передающую...
Способ прессования изделий из порошков
Номер патента: 3568
Опубликовано: 30.09.2000
Авторы: Ахтанин Олег Николаевич, Голубев Алексей Николаевич, Матвеев Константин Сергеевич, Клименков Степан Степанович, Пятов Владислав Владимирович
МПК: B22F 3/02
Метки: способ, прессования, порошков, изделий
Текст:
...состоянии утряски. Способ осуществляют следующим образом. Среду, передающую давление, засыпают в матрицу и уплотняют прессующим пуансоном при давлении 50 МПа. В качестве среды, передающей давление, используют пластифицированный легирующий порошок,при этом пластификатор, в качестве которого используют парафин, заполняет все межчастичное пространство. В уплотненной среде, передающей давление, формующим пуансоном выдавливают полость, форма...
Способ изготовления изделий из металлических порошков
Номер патента: 4091
Опубликовано: 30.09.2001
Авторы: Клименков Степан Степанович, Голубев Алексей Николаевич
МПК: B22F 3/02
Метки: порошков, изделий, способ, изготовления, металлических
Текст:
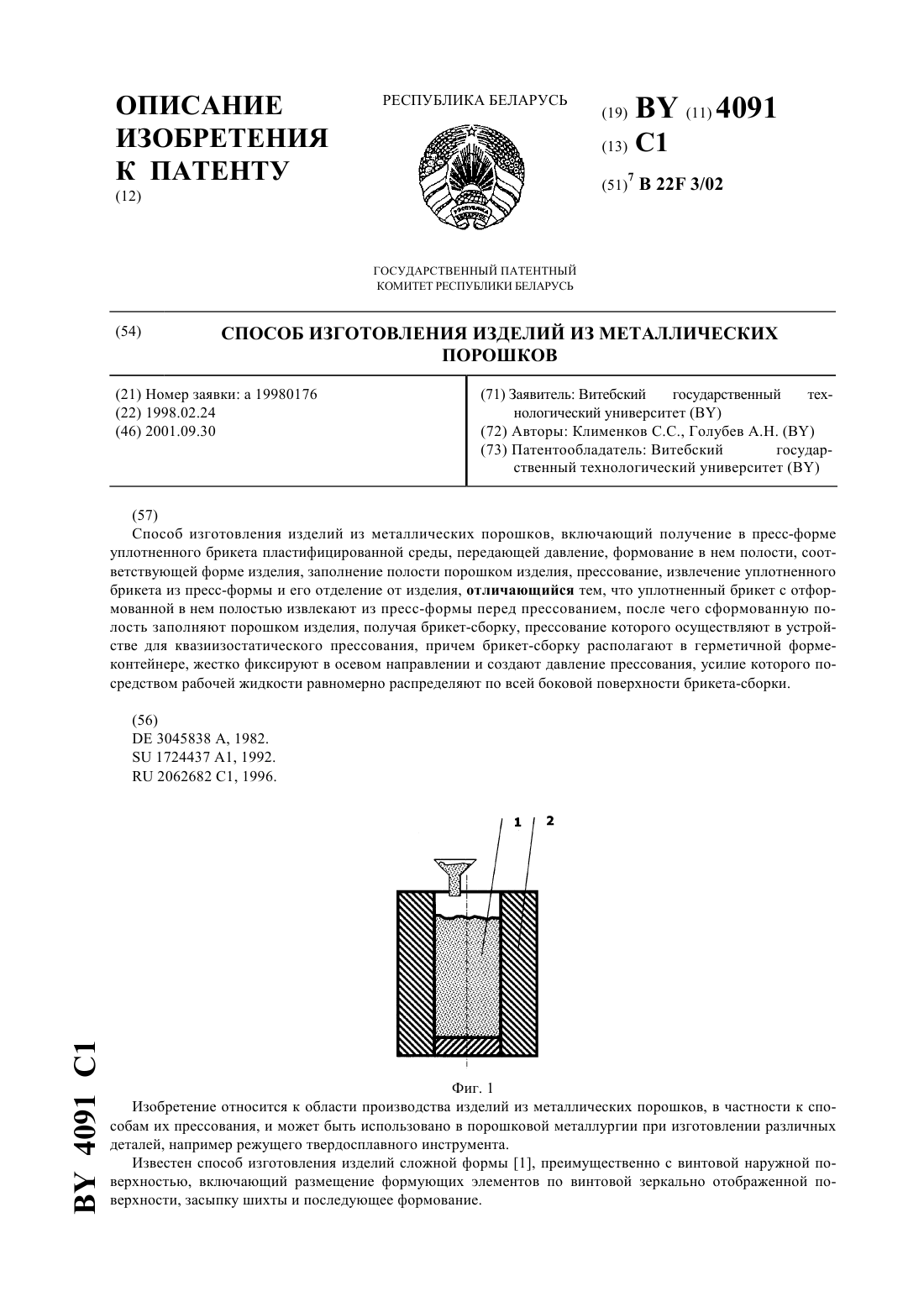
...брикета-сборки. Повышение качества спрессованных изделий и расширение технологических возможностей объясняется тем, что равномерное распределение давления прессования по боковой поверхности брикета-сборки повышает равноплотность изделий, а жесткое крепление брикета-сборки в осевом направлении снижает упругое последействие передающей среды, что уменьшает вероятность появления расслойных трещин при изготовлении длинномерных изделий из...
Устройство для прессования сложных изделий из порошков
Номер патента: 6367
Опубликовано: 30.09.2004
Авторы: Голубев Алексей Николаевич, Матвеев Константин Сергеевич, Клименков Степан Степанович
МПК: B22F 3/02
Метки: устройство, порошков, сложных, изделий, прессования
Текст:
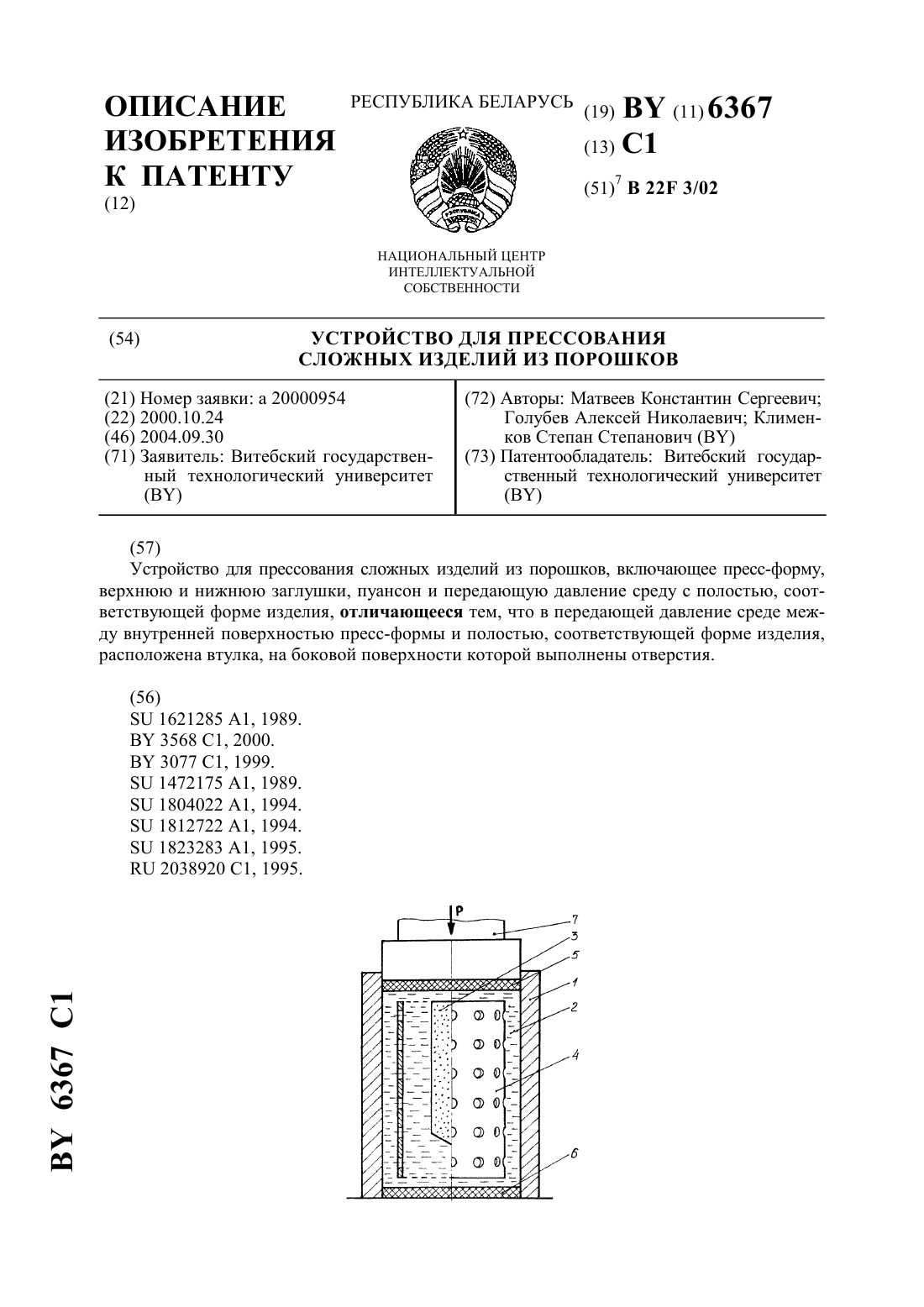
...соответствующей форме изделия, в передающей давление среде между внутренней поверхностью пресс-формы и полостью, соответствующей форме изделия, расположена втулка, на боковой поверхности которой выполнены отверстия. На фигуре показан чертеж устройства. Устройство включает пресс-форму 1, заполненную средой, передающей давление 2, в которой выполнена полость 3, соответствующая форме получаемого изделия. Между указанной полостью и стенками...
Способ изготовления изделий из твердосплавных металлических порошков
Номер патента: 3212
Опубликовано: 30.12.1999
Авторы: Клименков Степан Степанович, Голубев Алексей Николаевич, Матвеев Константин Сергеевич
Метки: порошков, способ, изготовления, твердосплавных, изделий, металлических
Текст:
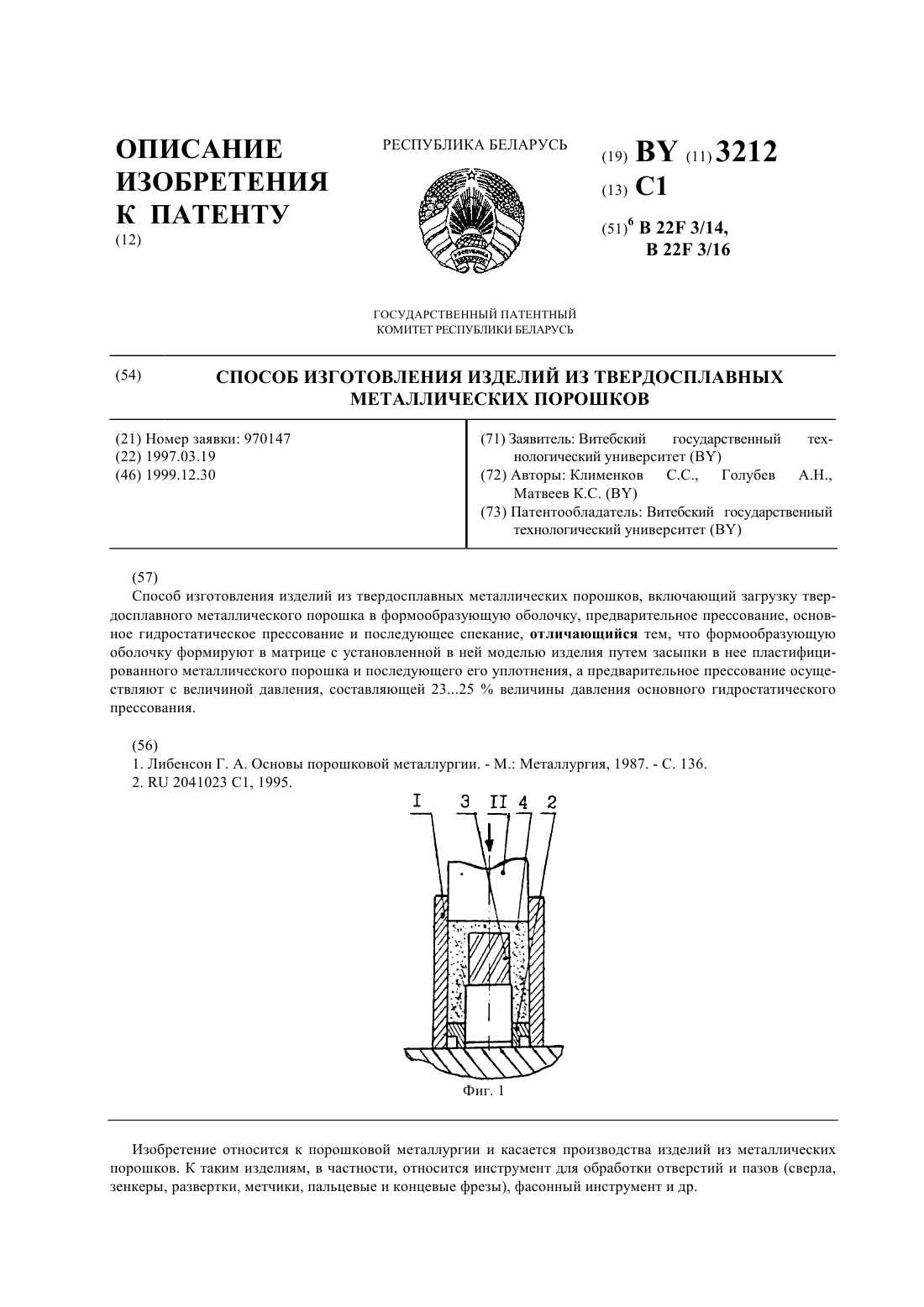
...канавок выполняется совмещением вращательного и поступательного движений модели в соответствии с шагом винтовой спирали, как показывает фиг. 2. В полученную полость загружают смесь карбидов 6 в пропорциях, необходимых для получения твердосплавного изделия требуемой марки, сверху полость закрывают засыпкой пластифицированного порошка, после чего выполняют этап предварительного прессования, причем давление прессования составляет 2325 от...
Предыдущий патент: Мебельная конструкция с подвижной рабочей поверхностью
Следующий патент: Состав для получения жидкого азотсеросодержащего удобрения и способ получения жидкого азотсеросодержащего удобрения
Случайный патент: Устройство для раздачи кормов рыбам