Устройство подачи вращающейся электродной проволоки при электродуговой полуавтоматической сварке
Номер патента: U 4616
Опубликовано: 30.08.2008
Авторы: Гиро Александр Михайлович, Голуб Леонид Иванович, Ярмолович Вячеслав Алексеевич

Текст
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ПОДАЧИ ВРАЩАЮЩЕЙСЯ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ ПРИ ЭЛЕКТРОДУГОВОЙ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКЕ(71) Заявитель Учреждение образования Белорусский государственный университет информатики и радиоэлектроники(72) Авторы Гиро Александр Михайлович Голуб Леонид Иванович Ярмолович Вячеслав Алексеевич(73) Патентообладатель Учреждение образования Белорусский государственный университет информатики и радиоэлектроники(57) Устройство подачи вращающейся электродной проволоки при электродуговой полуавтоматической сварке, содержащее электродвигатель, цилиндрическую кассету с осевым отверстием и намотанной электродной проволокой, шланговый держатель, наплавочный мундштук, проволокоподающий механизм в корпусе, включающий установленные по оси канала подачи втулки, выполненные с возможностью вращения, одна из которых - центрирующая - выполнена с отверстием в форме усеченного обратного конуса, и не менее двух выравнивающих, корпус с парой роликов, узел регулирования поджатия роликов к проволоке, узел включения, выключения, реверсирования подачи электродной проволоки,изменения скорости подачи проволоки, регулирующий узел для поджатия электродной проволоки к месту сварки, отличающееся тем, что электродвигатель установлен с возможностью приведения во вращение только подающего электродную проволоку ролика,46162008.08.30 кассета размещена на основании неподвижно вдоль направляющей трубы, внутри которой соосно на двух подшипниках установлен с возможностью вращения Г-образной формы бегунок, имеющий между двух своих частей резьбовое соединение, который оканчивается ушком с направляющим роликом, через которое пропущена электродная проволока, а узел регулирования поджатия роликов к проволоке содержит пружину с гайкой для прижима к проволоке подающего ролика и рычаг со штоком для поджатия другого ролика к проволоке, причем шток выполнен с возможностью втягивания в электромагнит.(56) 1. А.с. СССР 556007, 1977. 2. Патент США 6568578, 2003. 3. Патент РФ 2266180, 2005 (прототип). Полезная модель относится к сварке, в частности к устройствам подачи электродной проволоки, и может найти применение в различных отраслях машиностроения в сварочных полуавтоматах при высокоскоростной электродуговой сварке. Известно устройство для подачи сварочной проволоки 1, в котором проволокоподающий механизм из цилиндрических вращающихся роликов укреплен на платформе, жестко соединенной с полым валом электродвигателя. Проволока подается в зону горения дуги, вращаясь вокруг своей оси вместе с валом электродвигателя и платформой. Недостатком устройства является сложность конструкции, большая масса вращающихся неуравновешенных деталей, что приводит к повышенному энергопотреблению в целом. Кроме того, главным недостатком устройства является отсутствие в нем кассеты с запасом проволоки, что не позволяет вести процесс сварки длительное время без остановки для заправки проволокой. Стандартным подходом при проектировании устройств полуавтоматической сварки стало использование цилиндрической кассеты с достаточно большим запасом электродной или присадочной проволоки. При этом кассета приводилась во вращение мотором,например как в 2, и функционировал механизм, постоянно ее подтормаживая. Проволока проходила через пару роликов с регулируемым прижимом и входила в шланг, подающий ее к месту сварки. Поскольку кассета с проволокой обладала большим моментом инерции,то во избежание запутывания проволоки при остановке мотора обязательным являлось применение тормозного механизма. В устройствах такого рода до 40 электроэнергии тратилось не на сам процесс сварки, а на тракт подачи электродной проволоки. Дополнительно требовались значительные усилия для преодоления сил трения и проталкивания проволоки по гибкому шланговому держателю. Для обеспечения достаточно хорошего качества сварки необходимо было обеспечивать вращение электродной проволоки вокруг своей оси и иметь качественный тракт ее доставки. Известно наиболее близкое по технической сущности решение, описанное в 3(прототип). Устройство содержит вращающуюся кассету для проволоки, наплавочный мундштук,проволокоподающий механизм в корпусе, включающий установленные в корпусе центрирующую втулку, корпус с двумя парами протягивающих роликов, узел регулирования поджатия роликов к проволоке, узел включения, выключения, реверсирования подачи проволоки, изменения скорости подачи проволоки, регулирующий узел для прижатия плавящегося конца проволоки к детали. Центрирующая втулка расположена в верхней части корпуса. Протягивающие ролики выполнены в виде шарикоподшипников. Вращающаяся кассета закреплена непосредственно на валу электродвигателя со стороны установленного за ней корпуса проволокоподающего механизма, а ее ось вращения совмещена с 2 46162008.08.30 осью канала подачи проволоки. Корпус с роликами расположен между центрирующей втулкой и наплавочным мундштуком. В корпусе проволокоподающего механизма по оси канала подачи проволоки установлены выравнивающие втулки в количестве 21, где 1, 2, 4, 8, причем втулки равноудалены друг от друга. В устройстве 3 обеспечиваются вращение проволоки вокруг своей оси и приемлемый тракт подачи поволоки, однако оно характеризуется избыточным энергопотреблением за счет вращения мотором кассеты с проволокой, вес которой может достигать двух десятков килограммов. Отсутствие механизма подтормаживания и неконтролируемый вылет конца проволоки из мундштука вследствие инерции движения проволоки не обеспечивают высокого качества сварки. В предлагаемой нами полезной модели (устройстве) решается следующая задача значительное сокращение энергопотребления при электродуговой полуавтоматической сварке с одновременным сохранением высокого качества сварки и технологичности. Данная задача решается с помощью одновременного выполнения следующих условий 1. Безынерционное сматывание электродной проволоки с кассеты при помощи бегунка(сама кассета не вращается, и механизм подтормаживания отсутствует, что и обуславливает энергосбережение). 2. Безинерционный вылет наконечника электродной проволоки к месту сварки, который обеспечивается механизмом подачи электрода, который включает подающий ролик с электроприводом и пружиной, а также поджимной ролик с электромагнитом, отскакивающий от подающего при прекращении сварочного тока. 3. Обеспечение вращения проволоки вдоль своей оси за счет остаточной деформации скручивания без применения дополнительных механизмов приводит к уменьшению силы проталкивания проволоки через шланговый держатель и совместно с безынерционным вылетом наконечника электродной проволоки к месту сварки обуславливает сохранение высокого качества сварки и ее технологичности. Предлагается устройство подачи вращающейся электродной проволоки при электродуговой полуавтоматической сварке, содержащее электродвигатель, цилиндрическую кассету с осевым отверстием и намотанной электродной проволокой, шланговый держатель,наплавочный мундштук, проволокоподающий механизм в корпусе, включающий установленные по оси канала подачи втулки, выполненные с возможностью вращения, одна из которых - центрирующая выполнена с отверстием в форме усеченного обратного конуса, и не менее двух выравнивающих, корпус с парой роликов, узел регулирования поджатия роликов к проволоке, узел включения, выключения, реверсирования подачи электродной проволоки, изменения скорости подачи проволоки, регулирующий узел для поджатия электродной проволоки к месту сварки, отличающееся тем, что электродвигатель приводит во вращение только подающий электродную проволоку ролик, кассета установлена на основании неподвижно вдоль направляющей трубы, внутри которой соосно на двух подшипниках установлен с возможностью вращения Г-образной формы бегунок, имеющий между двух своих частей резьбовое соединение, который оканчивается ушком с направляющим роликом, через которое пропущена электродная проволока, а узел регулирования поджатия роликов к проволоке содержит пружину с гайкой для прижима к проволоке подающего ролика и рычаг со штоком для поджатия другого ролика к проволоке, причем шток выполнен с возможностью втягивания в электромагнит. Анализ новизны приведенного технического решения показывает, что в отличие от известных решений приведен взаимосвязанный комплекс технических средств, который обеспечивает как безынерционное сматывание электродной проволоки с кассеты при помощи бегунка (сама кассета не вращается, и механизм подтормаживания отсутствует), так и безынерционный вылет наконечника электродной проволоки к месту сварки, который реализуется механизмом подачи электрода, включающим подающий ролик с электроприводом и пружиной, а также поджимной ролик с электромагнитом, отскакивающий от по 3 46162008.08.30 дающего при прекращении сварочного тока. Дополнительно реализуется возможность вращения проволоки вдоль своей оси за счет остаточной деформации скручивания, т.е. без применения кинематических связей с мотором, а следовательно, и затрат энергии. По совокупности отмеченных признаков предлагаемое решение является принципиально новым и обеспечивает полностью решение поставленной задачи по значительному сокращению энергопотребления при электродуговой полуавтоматической сварке с одновременным сохранением высокого качества сварки и ее технологичности. На фигуре представлено устройство подачи вращающейся электродной проволоки при электродуговой полуавтоматической сварке. Оно содержит кассету 1 с намотанной электродной проволокой 2. Кассета 1 установлена на основании 3 неподвижно вдоль направляющей трубы 4, внутри которой соосно на двух подшипниках установлен с возможностью вращения Г-образной формы бегунок 5, имеющий между двух своих частей резьбовое соединение (выполнен разборным, чтобы установить кассету, а потом бегунок), который оканчивается ушком 6 с направляющим роликом 7, через которое пропущена электродная проволока 2. Электродная проволока входит в проволокоподающий механизм в корпусе(корпус не изображен), включающий установленные по оси канала подачи втулки 8, 9 и 10, вставленные соответственно в подшипники 11, 12, 13 и выполненные с возможностью вращения, одна из которых - центрирующая 8 - выполнена с отверстием в форме усеченного обратного конуса, а 9 и 10 - выравнивающие. Электродвигатель 14 электрически связан с узлами включения, выключения (не изображены), реверсирования подачи электродной проволоки 15, изменения скорости подачи проволоки 16, а кинематически - с парой роликов 17 и 19, причем электродвигатель приводит во вращение только подающий электродную проволоку ролик 17. Узел регулирования поджатия роликов к проволоке содержит пружину 18 с гайкой для прижима к проволоке подающего ролика 17 и рычаг 20 со штоком 21 для поджатия ролика 19 к проволоке, причем шток 21 выполнен с возможностью втягивания в электромагнит 22. После проволокоподающего механизма проволока 2 входит в шланговый держатель 23, заканчивающийся наплавочным мундштуком 24 с регулирующим узлом для поджатия электродной проволоки к месту сварки 25. Устройство работает следующим образом. При включении электродвигателя 14 начинают вращаться ролики 17, 19, тянущие электродную проволоку 2, которая пропущена между ушком 6 и направляющим роликом 7 бегунка 5. При этом бегунок 5 вращается относительно оси кассеты 1 с проволокой, обеспечивая ее безынерционное сматывание. Такой принцип применяется в удочке со спиннингом, обеспечивая сматывание лески. Вследствие сил упругости проволоки она подается в проволокоподающий механизм закрученной. Вращающаяся вокруг своей оси электродная(или наплавочная) проволока, проходя через все втулки, и защемленная между парой протягивающих роликов приводит во вращение внутренние кольца подшипников при этом имеется минимальное биение на выходе из проволокоподающего устройства. При этом трение скольжения между выравнивающей втулкой и вращающейся электродной проволокой 2 заменяется трением качения в подшипнике, что уменьшает до минимума крутящий момент на проволоке, благодаря чему уменьшается угол закручивания вращающейся наплавочной проволоки. Узел включения, выключения, реверсирования подачи проволоки, изменения скорости подачи проволоки, регулирующий узел прижатия плавящегося конца проволоки к детали работают идентично тому, как указано в прототипе. Узел регулирования поджатия роликов к проволоке функционирует следующим образом. При включении электродвигателя 14 ферромагнитный шток 21 втягивается внутрь электромагнита 22 и с помощью рычага 20 поджимает ролик 19 к подающему проволоку ролику 17. Плавное регулирование усилия прижима осуществляется посредством пружины 18 с гайкой и ограничителем перемещения ролика 17. При прекращении сварочного тока шток 21 больше не удерживается электромагнитом 22 и рычаг 20 поворачивается под 4 46162008.08.30 действием собственного веса ролика 19, отскакивая от 17 и обеспечивая безынерционный вылет конца проволоки к месту сварки (фактически его остановку). Таким образом, обеспечение вращения проволоки вдоль своей оси за счет остаточной деформации скручивания без применения дополнительных механизмов приводит к уменьшению силы проталкивания проволоки через шланговый держатель и совместно с безынерционным вылетом наконечника электродной проволоки к месту сварки обуславливает сохранение высокого качества сварки и ее технологичности. Дополнительно положительным эффектом от вращения проволоки является обеспечение качественного и стабильного электрического контакта электродной проволоки с мундштуком, внутреннее отверстие которого имеет свойство расширяться при длительной эксплуатации. Тем самым возрастает длительность эксплуатации мундштука. Самым важным является решение задачи значительного сокращения электроэнергии за счет безынерционного сматывания проволоки и безынерционной подачи ее к месту сварки. Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного устройства следующей совокупности условий средство, воплощающее заявленную полезную модель, при ее осуществлении предназначено для использования в сварке, в частности в трактах подачи электродной проволоки,и может найти применение в различных отраслях машиностроения в сварочных полуавтоматах при высокоскоростной электродуговой сварке для заявленного устройства в том виде, как оно охарактеризовано в нижеизложенной формуле полезной модели, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных до даты приоритета средств и методов средство, воплощающее заявленное, при его осуществлении способно обеспечить достижение усматриваемого заявителем технического результата. Следовательно, заявляемое устройство соответствует требованию критерия промышленная применимость по действующему законодательству. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B23K 9/12
Метки: электродной, полуавтоматической, устройство, подачи, электродуговой, вращающейся, сварке, проволоки
Код ссылки
<a href="https://by.patents.su/5-u4616-ustrojjstvo-podachi-vrashhayushhejjsya-elektrodnojj-provoloki-pri-elektrodugovojj-poluavtomaticheskojj-svarke.html" rel="bookmark" title="База патентов Беларуси">Устройство подачи вращающейся электродной проволоки при электродуговой полуавтоматической сварке</a>
Устройство для импульсной подачи электродной проволоки

Номер патента: 4303
Опубликовано: 30.03.2002
Авторы: Аполоник Сергей Александрович, Селицкий Вячеслав Станиславович, Барсуков Игорь Викторович, Рагунович Сергей Петрович, Цыганов Валерий Анатольевич
МПК: B23K 9/12
Метки: электродной, подачи, устройство, проволоки, импульсной
Текст:
...заключается в том, что механизм изменения скорости подачи электродной проволоки содержит гибкий направляющий элемент. Один конец гибкого направляющего элемента прикреплен к разъемному соединению,а второй связан с маятниковым рычагом. На гибком направляющем элементе установлен седловидный зажим, связанный при помощи тяг и пружин с тянущими элементами. На фигуре показан общий вид устройства. Устройство содержит корпус 1, подающий ролик 2,...
Устройство для импульсной подачи электродной проволоки
Номер патента: 8462
Опубликовано: 30.10.2006
Авторы: Торпачев Сергей Петрович, Рагунович Сергей Петрович, Селицкий Вячеслав Станиславович
МПК: B23K 9/12
Метки: проволоки, электродной, импульсной, подачи, устройство
Текст:
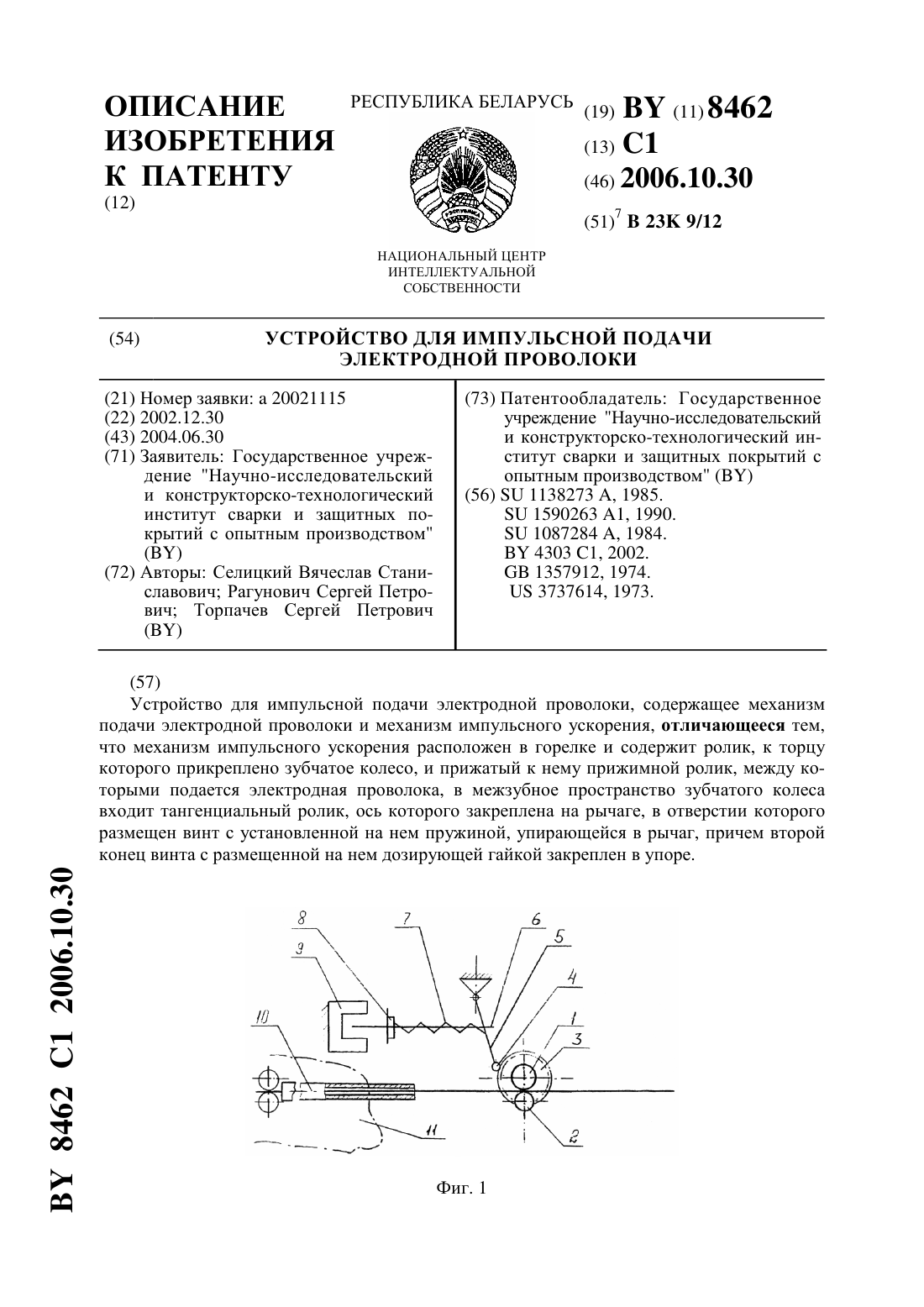
...с пружиной,упирающейся в рычаг, на втором конце которого размещена дозирующая гайка, а конец винта закреплен в упоре. На фиг. 1 изображен общий вид устройства На фиг. 2 - схема действия сил. Устройство содержит ролик 1 (фиг. 1), прижатый к нему прижимной ролик 2, к торцу которого прикреплено зубчатое колесо 3, в межзубное пространство которого входит тангенсальный ролик 4, ось которого закреплена на рычаге 5, в отверстие которого входит...
Модуль сварочный для электродуговой сварки деталей
Номер патента: U 4160
Опубликовано: 28.02.2008
Автор: Мартинкевич Людмила Валентиновна
МПК: B23K 9/00
Метки: сварки, деталей, сварочный, электродуговой, модуль
Текст:
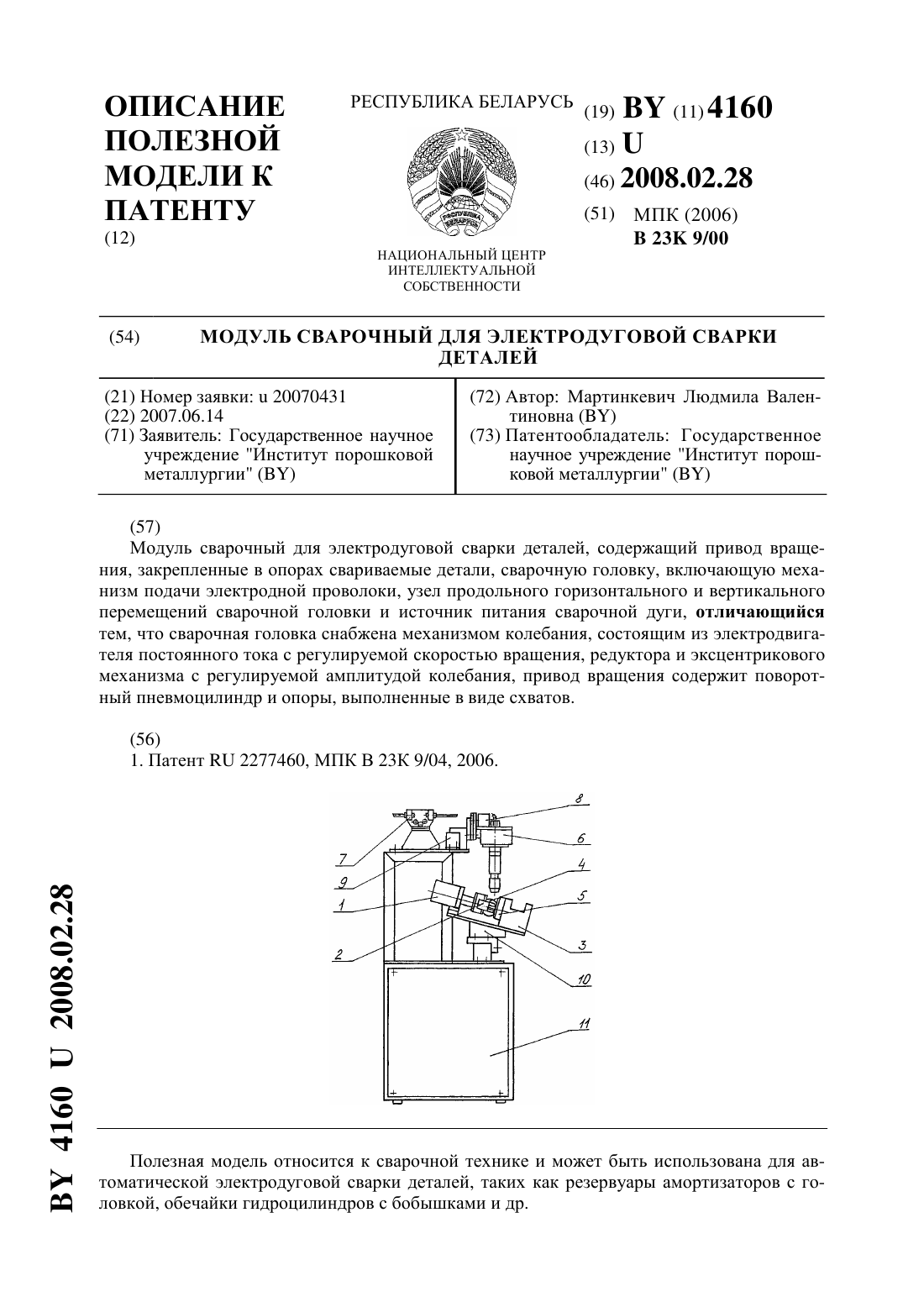
...головке отсутствует механизм колебания, привод вращения имеет сложную и громоздкую конструкцию. Задача предлагаемого технического решения - повышение производительности при одновременном повышении качества сварных швов и получении их с заданными геометрическими параметрами. Для решения поставленной задачи в предлагаемом модуле сварочном для электродуговой сварки деталей, содержащем привод вращения, закрепленные в опорах свариваемые детали,...
Модуль сварочный для электродуговой сварки деталей, имеющих форму тел вращения

Номер патента: U 3850
Опубликовано: 30.10.2007
Авторы: Мартинкевич Людмила Валентиновна, Волкова Ирина Николаевна
МПК: B23K 9/04
Метки: форму, модуль, сварочный, тел, электродуговой, сварки, имеющих, деталей, вращения
Текст:
...редуктора и эксцентрикового механизма с регулируемой амплитудой колебания, позволяющего получить сварные швы с заданными геометрическими параметрами и необходимого качества. Технический результат предложенного модуля состоит в увеличении производительности в 1,5-2 раза при одновременном повышении качества сварных швов с заданными геометрическими параметрами, а также в повышении удобств эксплуатации. На фиг. 1 представлена...
Устройство для подготовки конструкции к сварке
Номер патента: U 590
Опубликовано: 30.09.2002
Авторы: Радченко Александр Адамович, Романенков Владимир Андреевич
Метки: конструкции, подготовки, устройство, сварке
Текст:
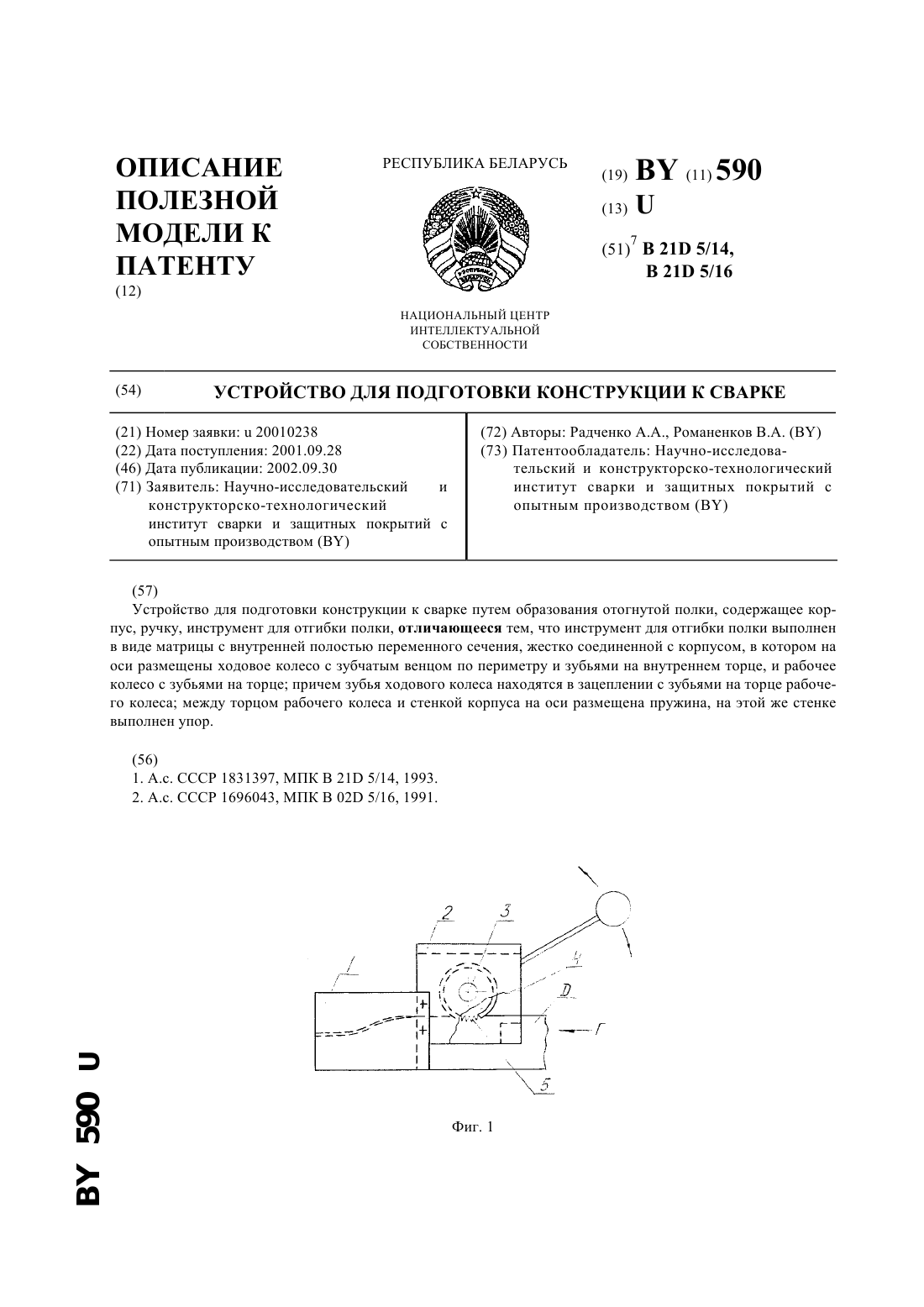
...и зубьями на внутреннем торце, и рабочее колесо с зубьями на торце причем зубья ходового колеса находятся в зацеплении с зубьями на торце рабочего колеса между торцом рабочего колеса и стенкой корпуса на оси размещена пружина, на этой же стенке выполнен упор. На фиг. 1 изображен общий вид устройства для подготовки конструкции к сварке На фиг. 2 - вид сверху На фиг. 3 - сечение по А-А, Б-Б, В-В На фиг. 4 - вид по стрелке Г. Устройство для...
Предыдущий патент: Устройство контроля функционирования тепловых пожарных извещателей
Следующий патент: Тротуарная плитка
Случайный патент: Нож роторной дробилки