Модуль сварочный для электродуговой сварки деталей, имеющих форму тел вращения
Номер патента: U 3850
Опубликовано: 30.10.2007
Авторы: Мартинкевич Людмила Валентиновна, Волкова Ирина Николаевна

Текст
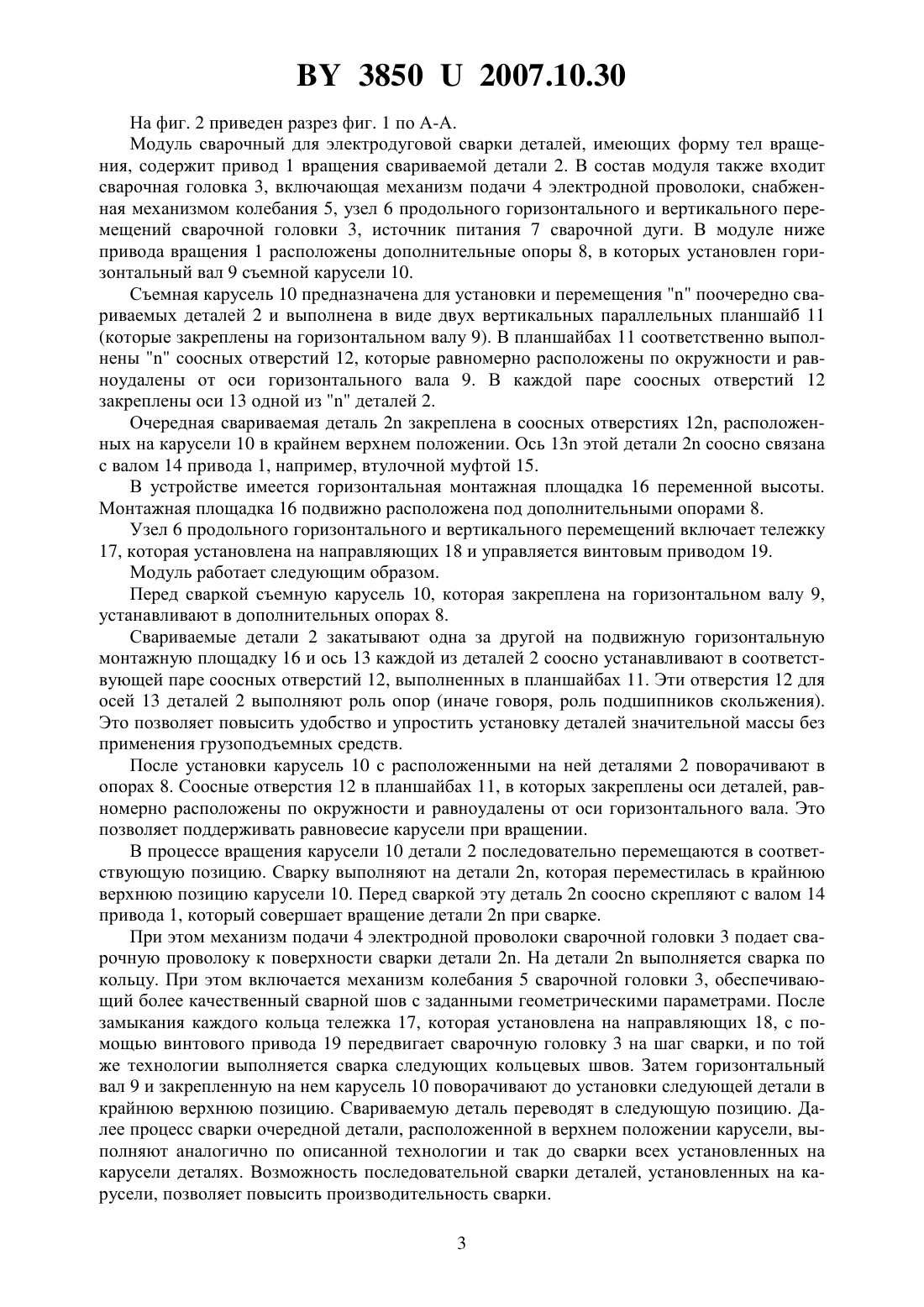
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МОДУЛЬ СВАРОЧНЫЙ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ ДЕТАЛЕЙ, ИМЕЮЩИХ ФОРМУ ТЕЛ ВРАЩЕНИЯ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Мартинкевич Людмила Валентиновна Волкова Ирина Николаевна(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Модуль сварочный для электродуговой сварки деталей, имеющих форму тел вращения, содержащий привод вращения, закрепленную в опорах свариваемую деталь, сварочную головку, включающую механизм подачи электродной проволоки, узел продольного,горизонтального и вертикального перемещений сварочной головки и источник питания сварочной дуги, съемную карусель и расположенные ниже привода дополнительные опоры, а съемная карусель выполнена в виде двух вертикальных, параллельных планшайб,которые закреплены на горизонтальном валу и установлены в дополнительных опорах с возможностью поворота, при этом в планшайбах выполненыравноудаленных от оси горизонтального вала, равномерно расположенных по окружности соосных отверстия, в которых соответственно закрепленыпоочередно свариваемые детали, при этом очередная свариваемая деталь установлена в крайнем верхнем положении карусели и соосно 38502007.10.30 связана с валом привода, отличающийся тем, что сварочная головка снабжена механизмом колебания, состоящем из электродвигателя постоянного тока с регулируемой скоростью вращения, редуктора и эксцентрикового механизма с регулируемой амплитудой колебания. Полезная модель относится к сварочной технике и может быть использована для автоматической электродуговой сварки, в частности деталей, имеющих форму тел вращения, таких как баллоны, резервуары амортизаторов, обечайки штоков гидроцилиндров и др. Наиболее близким, принятым за прототип, является устройство для наплавки деталей,имеющих форму тел вращения, содержащее привод вращения, закрепленную в опорах наплавляемую деталь, сварочную головку, включающую механизм подачи электродной проволоки, флюсобункер, узел продольного горизонтального и вертикального перемещений сварочной головки и источник питания сварочной дуги, согласно изобретению, устройство снабжено съемной каруселью и расположенными ниже привода дополнительными опорами, а съемная карусель выполнена в виде двух вертикальных, параллельных планшайб, которые закреплены на горизонтальном валу и установлены в дополнительных опорах с возможностью поворота, при этом в планшайбах выполненыравноудаленных от оси горизонтального вала равномерно расположенных по окружности соосных отверстия,в которых соответственно закрепленыпоочередно наплавляемых деталей, при этом очередная наплавляемая деталь установлена дуги 1. Недостатком известного устройства являются ограниченные функциональные возможности, поскольку в сварочной головке отсутствует механизм колебания. Задача предложенного технического решения - повышение производительности при одновременном повышении качества сварных швов и получении их с заданными геометрическими параметрами. Для решения поставленной задачи в предложенном модуле сварочном для электродуговой сварки деталей, имеющих форму тел вращения, содержащем привод вращения, закрепленную в опорах свариваемую деталь, сварочную головку, включающую механизм подачи электродной проволоки, узел продольного, горизонтального и вертикального перемещений сварочной головки и источник питания сварочной дуги, съемную карусель и расположенные ниже привода дополнительные опоры, а съемная карусель выполнена в виде двух вертикальных, параллельных планшайб, которые закреплены на горизонтальном валу и установлены в дополнительных опорах с возможностью поворота, при этом в планшайбах выполненыравноудаленных от оси горизонтального вала, равномерно расположенных по окружности соосных отверстия, в которых соответственно закрепленыпоочередно свариваемые детали, при этом очередная свариваемая деталь установлена в крайнем верхнем положении карусели и соосно связана с валом привода, согласно полезной модели, сварочная головка снабжена механизмом колебания, состоящем из электродвигателя постоянного тока с регулируемой скоростью вращения, редуктора и эксцентрикового механизма с регулируемой амплитудой колебания, позволяющего получить сварные швы с заданными геометрическими параметрами и необходимого качества. Технический результат предложенного модуля состоит в увеличении производительности в 1,5-2 раза при одновременном повышении качества сварных швов с заданными геометрическими параметрами, а также в повышении удобств эксплуатации. На фиг. 1 представлена конструктивная схема модуля. 2 38502007.10.30 На фиг. 2 приведен разрез фиг. 1 по А-А. Модуль сварочный для электродуговой сварки деталей, имеющих форму тел вращения, содержит привод 1 вращения свариваемой детали 2. В состав модуля также входит сварочная головка 3, включающая механизм подачи 4 электродной проволоки, снабженная механизмом колебания 5, узел 6 продольного горизонтального и вертикального перемещений сварочной головки 3, источник питания 7 сварочной дуги. В модуле ниже привода вращения 1 расположены дополнительные опоры 8, в которых установлен горизонтальный вал 9 съемной карусели 10. Съемная карусель 10 предназначена для установки и перемещенияпоочередно свариваемых деталей 2 и выполнена в виде двух вертикальных параллельных планшайб 11(которые закреплены на горизонтальном валу 9). В планшайбах 11 соответственно выполненысоосных отверстий 12, которые равномерно расположены по окружности и равноудалены от оси горизонтального вала 9. В каждой паре соосных отверстий 12 закреплены оси 13 одной издеталей 2. Очередная свариваемая деталь 2 закреплена в соосных отверстиях 12, расположенных на карусели 10 в крайнем верхнем положении. Ось 13 этой детали 2 соосно связана с валом 14 привода 1, например, втулочной муфтой 15. В устройстве имеется горизонтальная монтажная площадка 16 переменной высоты. Монтажная площадка 16 подвижно расположена под дополнительными опорами 8. Узел 6 продольного горизонтального и вертикального перемещений включает тележку 17, которая установлена на направляющих 18 и управляется винтовым приводом 19. Модуль работает следующим образом. Перед сваркой съемную карусель 10, которая закреплена на горизонтальном валу 9,устанавливают в дополнительных опорах 8. Свариваемые детали 2 закатывают одна за другой на подвижную горизонтальную монтажную площадку 16 и ось 13 каждой из деталей 2 соосно устанавливают в соответствующей паре соосных отверстий 12, выполненных в планшайбах 11. Эти отверстия 12 для осей 13 деталей 2 выполняют роль опор (иначе говоря, роль подшипников скольжения). Это позволяет повысить удобство и упростить установку деталей значительной массы без применения грузоподъемных средств. После установки карусель 10 с расположенными на ней деталями 2 поворачивают в опорах 8. Соосные отверстия 12 в планшайбах 11, в которых закреплены оси деталей, равномерно расположены по окружности и равноудалены от оси горизонтального вала. Это позволяет поддерживать равновесие карусели при вращении. В процессе вращения карусели 10 детали 2 последовательно перемещаются в соответствующую позицию. Сварку выполняют на детали 2, которая переместилась в крайнюю верхнюю позицию карусели 10. Перед сваркой эту деталь 2 соосно скрепляют с валом 14 привода 1, который совершает вращение детали 2 при сварке. При этом механизм подачи 4 электродной проволоки сварочной головки 3 подает сварочную проволоку к поверхности сварки детали 2. На детали 2 выполняется сварка по кольцу. При этом включается механизм колебания 5 сварочной головки 3, обеспечивающий более качественный сварной шов с заданными геометрическими параметрами. После замыкания каждого кольца тележка 17, которая установлена на направляющих 18, с помощью винтового привода 19 передвигает сварочную головку 3 на шаг сварки, и по той же технологии выполняется сварка следующих кольцевых швов. Затем горизонтальный вал 9 и закрепленную на нем карусель 10 поворачивают до установки следующей детали в крайнюю верхнюю позицию. Свариваемую деталь переводят в следующую позицию. Далее процесс сварки очередной детали, расположенной в верхнем положении карусели, выполняют аналогично по описанной технологии и так до сварки всех установленных на карусели деталях. Возможность последовательной сварки деталей, установленных на карусели, позволяет повысить производительность сварки. 3 38502007.10.30 Технико-экономический эффект предложенного модуля состоит в увеличении производительности сварочного процесса в 1,5-2 раза, в повышении качества сварных швов, а также в упрощении установки тяжеловесных деталей и в повышении удобств эксплуатации. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23K 9/04
Метки: тел, вращения, сварки, модуль, сварочный, деталей, электродуговой, имеющих, форму
Код ссылки
<a href="https://by.patents.su/4-u3850-modul-svarochnyjj-dlya-elektrodugovojj-svarki-detalejj-imeyushhih-formu-tel-vrashheniya.html" rel="bookmark" title="База патентов Беларуси">Модуль сварочный для электродуговой сварки деталей, имеющих форму тел вращения</a>
Способ регулирования процесса электродуговой сварки
Номер патента: 5955
Опубликовано: 30.03.2004
Авторы: Торпачев Сергей Петрович, Рагунович Сергей Петрович, Шелег Валерий Константинович, Цыганов Валерий Анатольевич, Аполоник Сергей Александрович
МПК: B23K 9/095
Метки: электродуговой, способ, процесса, сварки, регулирования
Текст:
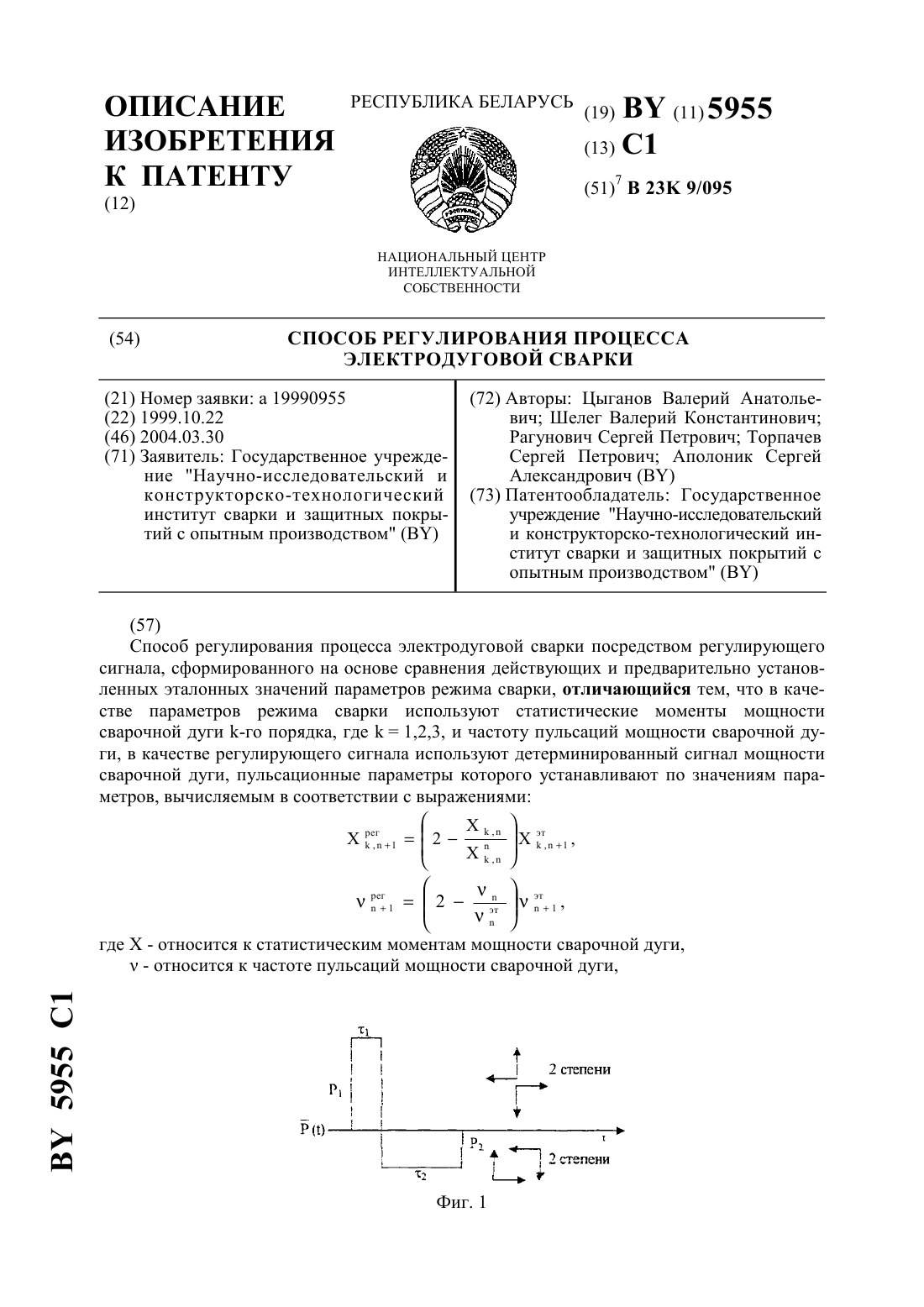
...плавящимся электродом - регулирования образования капли определенного размера, ее отрыва от электрода и взаимодействия со сварочной ванной, что повышает стабильность горения дуги, процесса переноса металла в ней, а следовательно, и качество сварного соединения. Технический результат достигается тем, что в способе регулирования процесса электродуговой сварки перед ее проведением определяют законы изменения во времени эталонных параметров...
Технологический модуль для закалки деталей
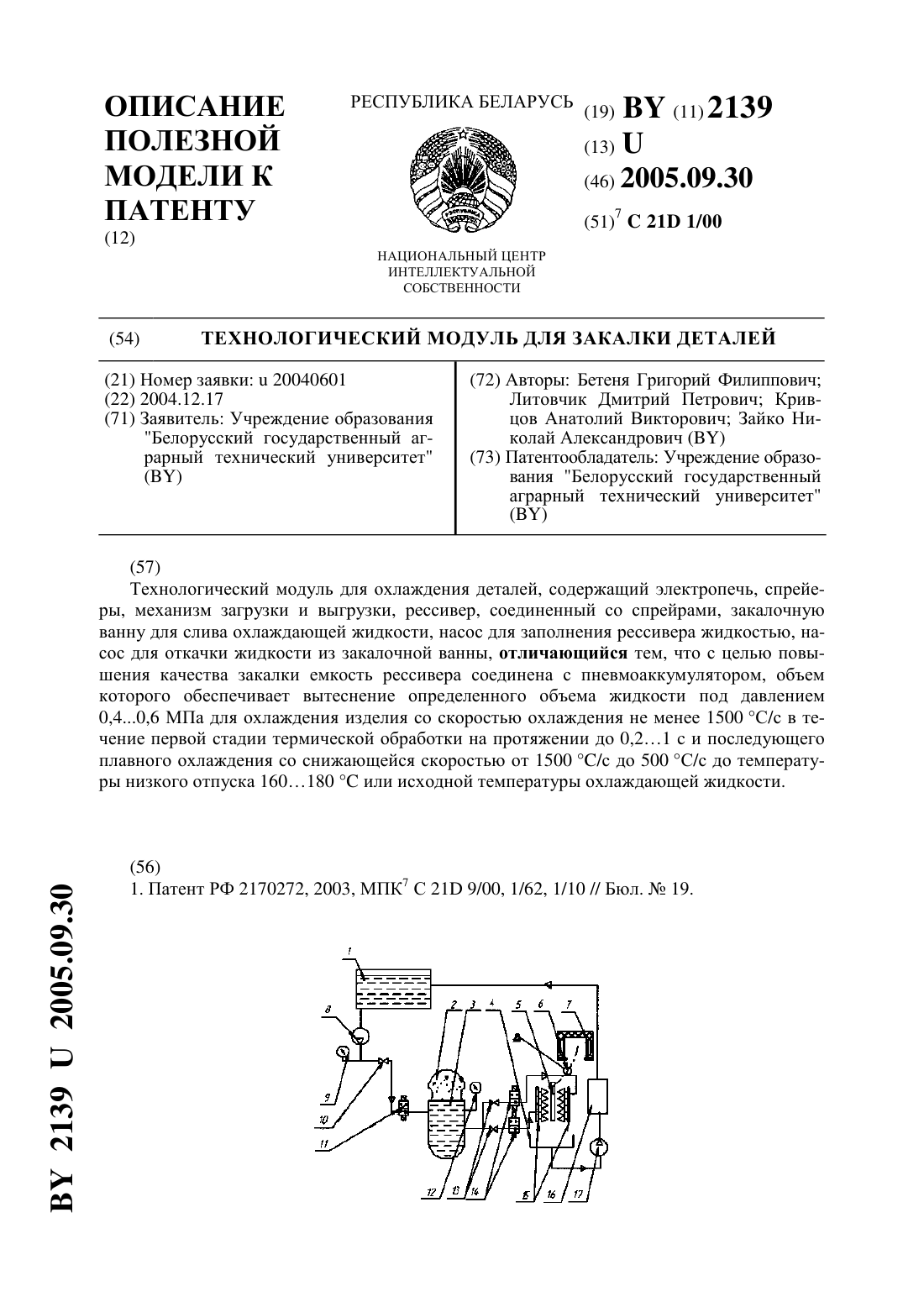
Номер патента: U 2139
Опубликовано: 30.09.2005
Авторы: Литовчик Дмитрий Петрович, Кривцов Анатолий Викторович, Бетеня Григорий Филиппович, Зайко Николай Александрович
МПК: C21D 1/00
Метки: технологический, деталей, закалки, модуль
Текст:
...модуль для закалки деталей, содержащий электропечь, спрейеры, механизм загрузки и выгрузки, рессивер, соединенный со спрейрами, закалочную ванну для слива охлаждающей жидкости,насос для заполнения рессивера жидкостью, насос для откачки жидкости из закалочной ванны, где емкость рессивера соединена с пневмоаккумулятором (колпаком), объем которого обеспечивает вытеснение определенного объема жидкости под давлением 0,40,6 П для охлаждения изделия...
Способ конденсаторной сварки металлических деталей малых размеров
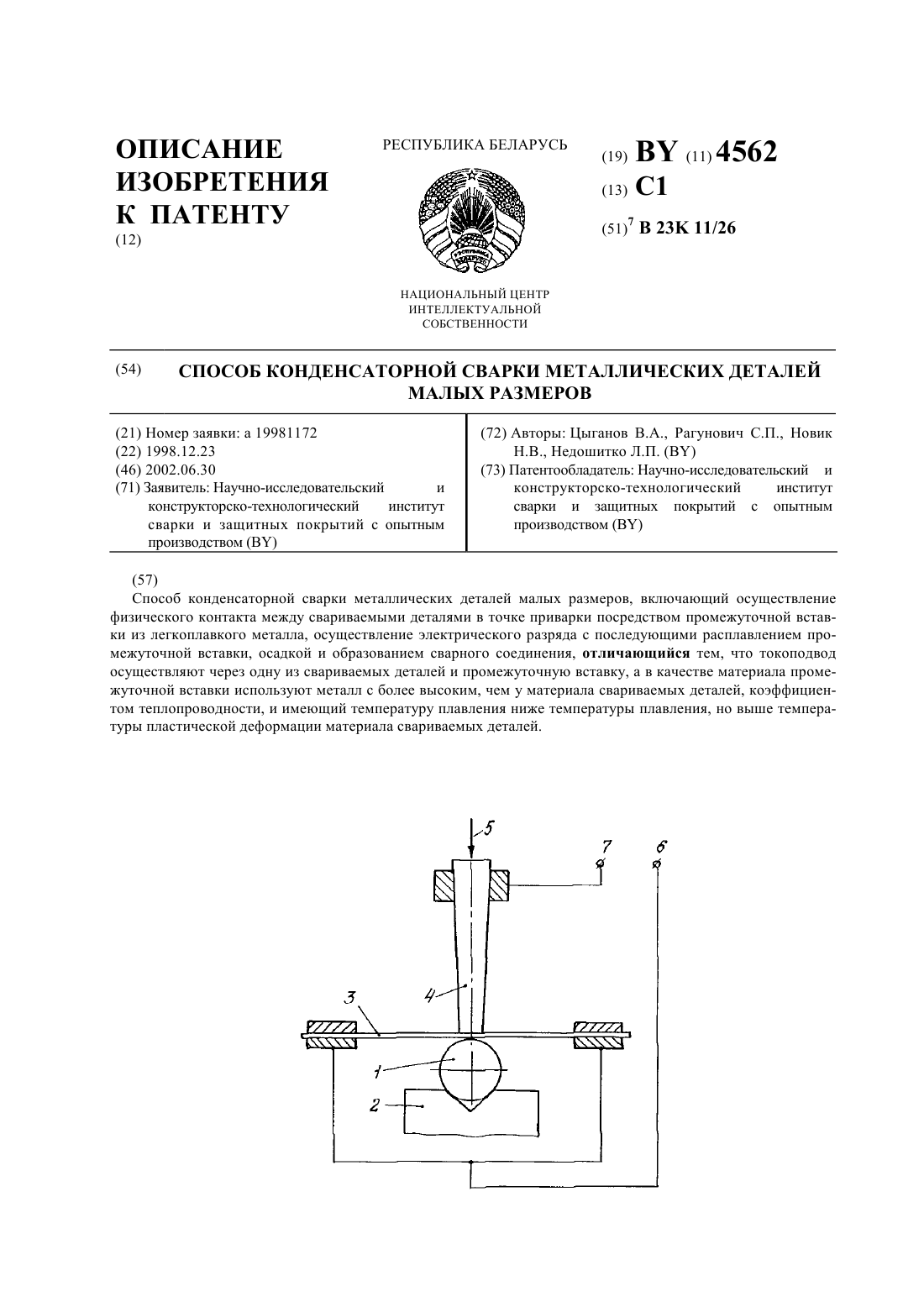
Номер патента: 4562
Опубликовано: 30.06.2002
Авторы: Цыганов Валерий Анатольевич, Недошитко Лариса Павловна, Рагунович Сергей Петрович, Новик Наталия Вячеславовна
МПК: B23K 11/26
Метки: металлических, способ, конденсаторной, размеров, деталей, малых, сварки
Текст:
...деталей и промежуточной вставкой, последняя расплавляется и полностью вытесняется из зоны соединения, так как имеет сечение токоподвода меньше, чем сечение свариваемой детали, а температура плавления промежуточной вставки меньше температуры плавления, но выше температуры пластической деформации материала свариваемых деталей, а также тем,что материал промежуточной вставки выбирается с коэффициентом теплопроводности более высоким, чем...
Способ лазерной сварки пористых деталей, изготовленных из порошка титана
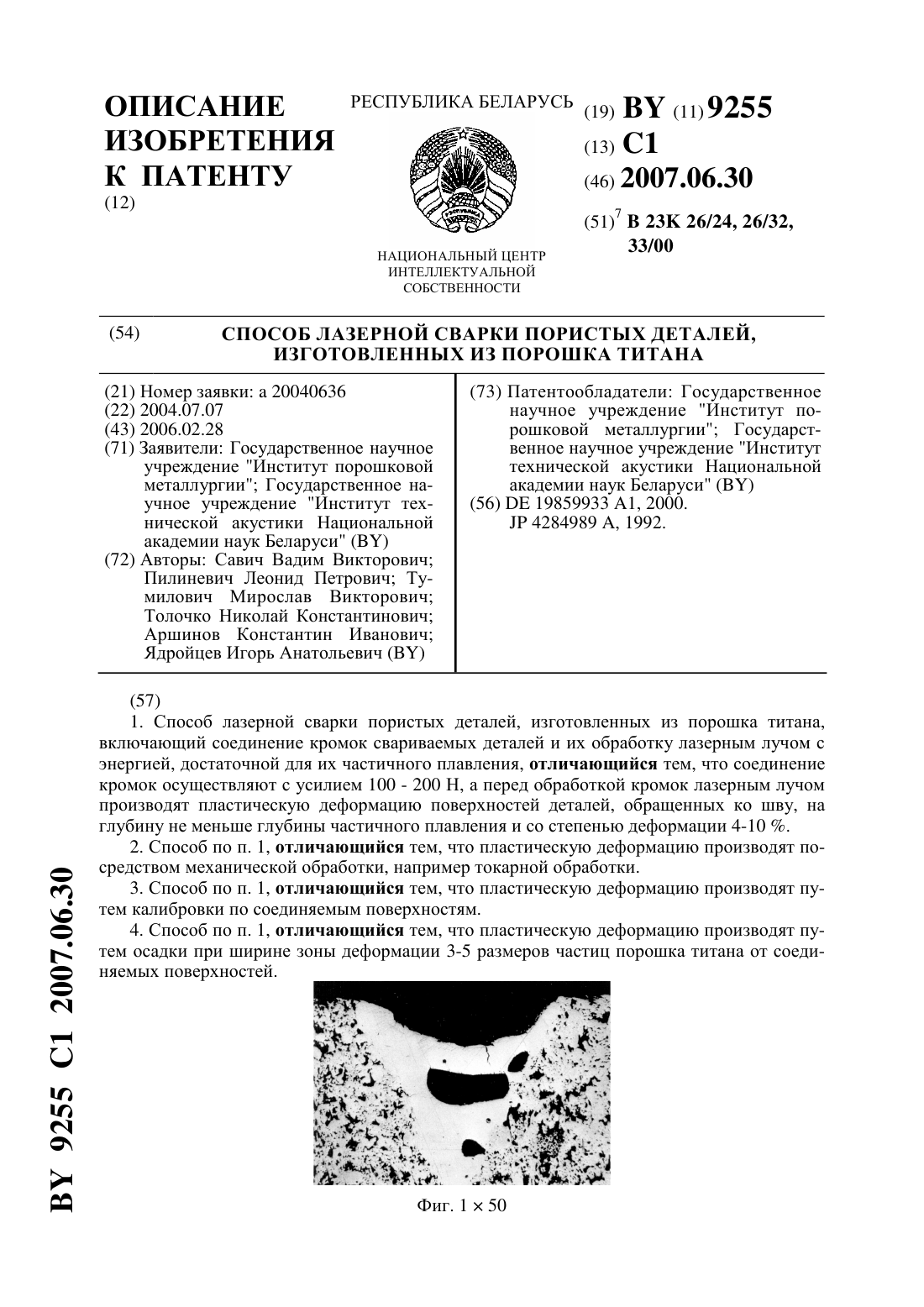
Номер патента: 9255
Опубликовано: 30.06.2007
Авторы: Толочко Николай Константинович, Тумилович Мирослав Викторович, Савич Вадим Викторович, Пилиневич Леонид Петрович, Аршинов Константин Иванович, Ядройцев Игорь Анатольевич
МПК: B23K 33/00, B23K 26/32, B23K 26/24...
Метки: изготовленных, порошка, способ, лазерной, деталей, пористых, сварки, титана
Текст:
...в расширении технологических возможностей способа путем расширения формы соединяемых деталей и вида соединения (не обязательно тела вращения и сквозные отверстия в зоне соединения), повышение качества сварного шва путем обеспечения его сплошности и постоянной ширины, а также упрощение реализации способа в целом. Поставленная техническая задача решается тем, что в способе лазерной сварки, включающем разделку соединяемых кромок, подбор...
Устройство для абразивной обработки в магнитном поле деталей типа тел вращения
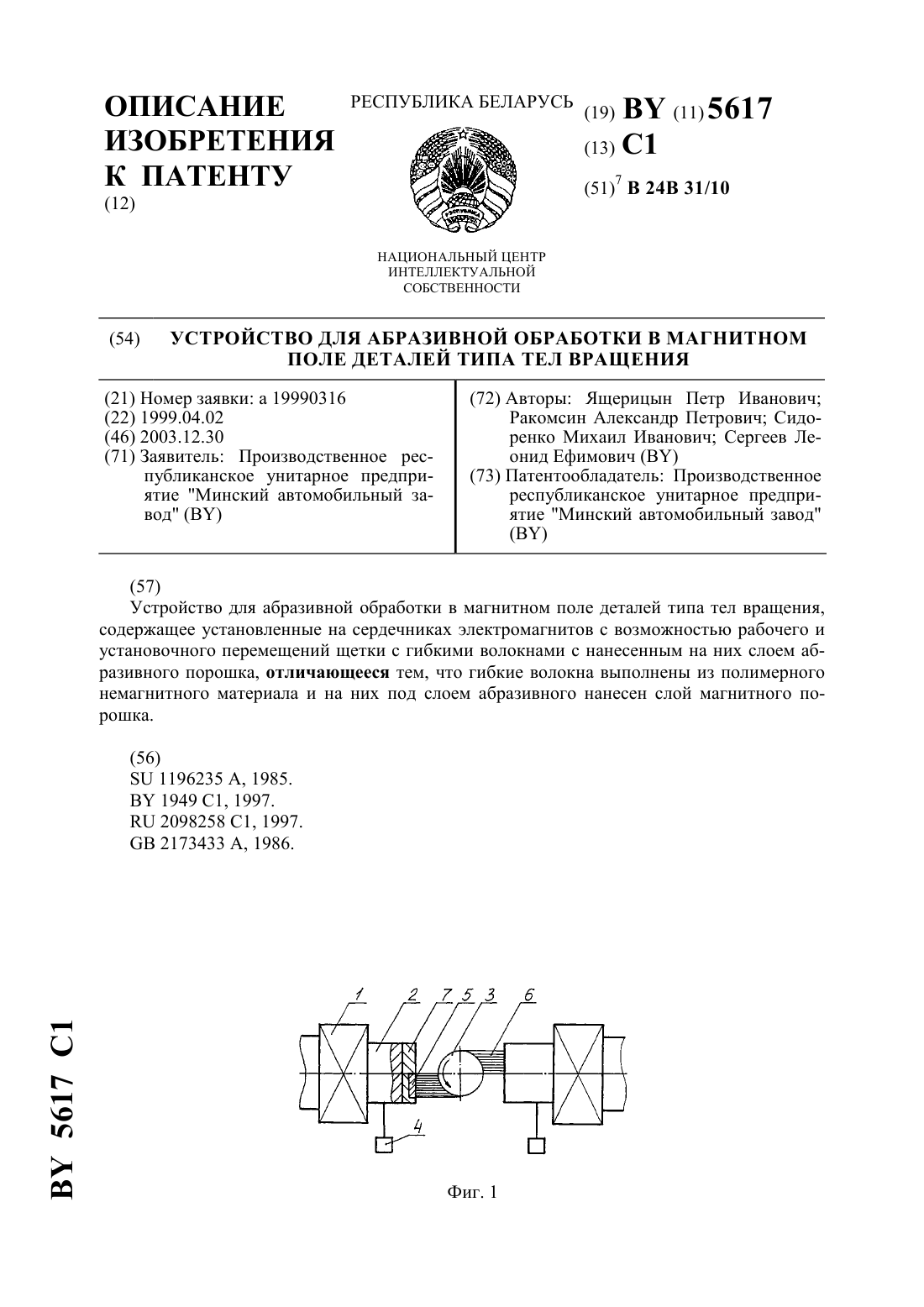
Номер патента: 5617
Опубликовано: 30.12.2003
Авторы: Ящерицын Петр Иванович, Ракомсин Александр Петрович, Сергеев Леонид Ефимович, Сидоренко Михаил Иванович
МПК: B24B 31/10
Метки: магнитном, обработки, поле, абразивной, деталей, устройство, вращения, типа, тел
Текст:
...на сердечниках электромагнитов с возможностью рабочего и установочного перемещения щетки с гибкими волокнами с нанесенным на них слоем абразивного порошка, гибкие волокна выполнены из полимерного немагнитного материала и на них под слоем абразивного нанесен слой магнитного порошка. Гибкие волокна из полимерного немагнитного материала, например из пластика, нанесенными на них слоями магнитного и абразивного порошков, за счет имеющегося...
Предыдущий патент: Системный блокиратор терминалов сотовой связи узкополосных стандартов
Следующий патент: Конструкция термопластичной армированной трубы
Случайный патент: Способ получения сорбента для выделения ДНК