Способ прецизионной обработки длинных отверстий малого диаметра и устройство для его осуществления
Текст
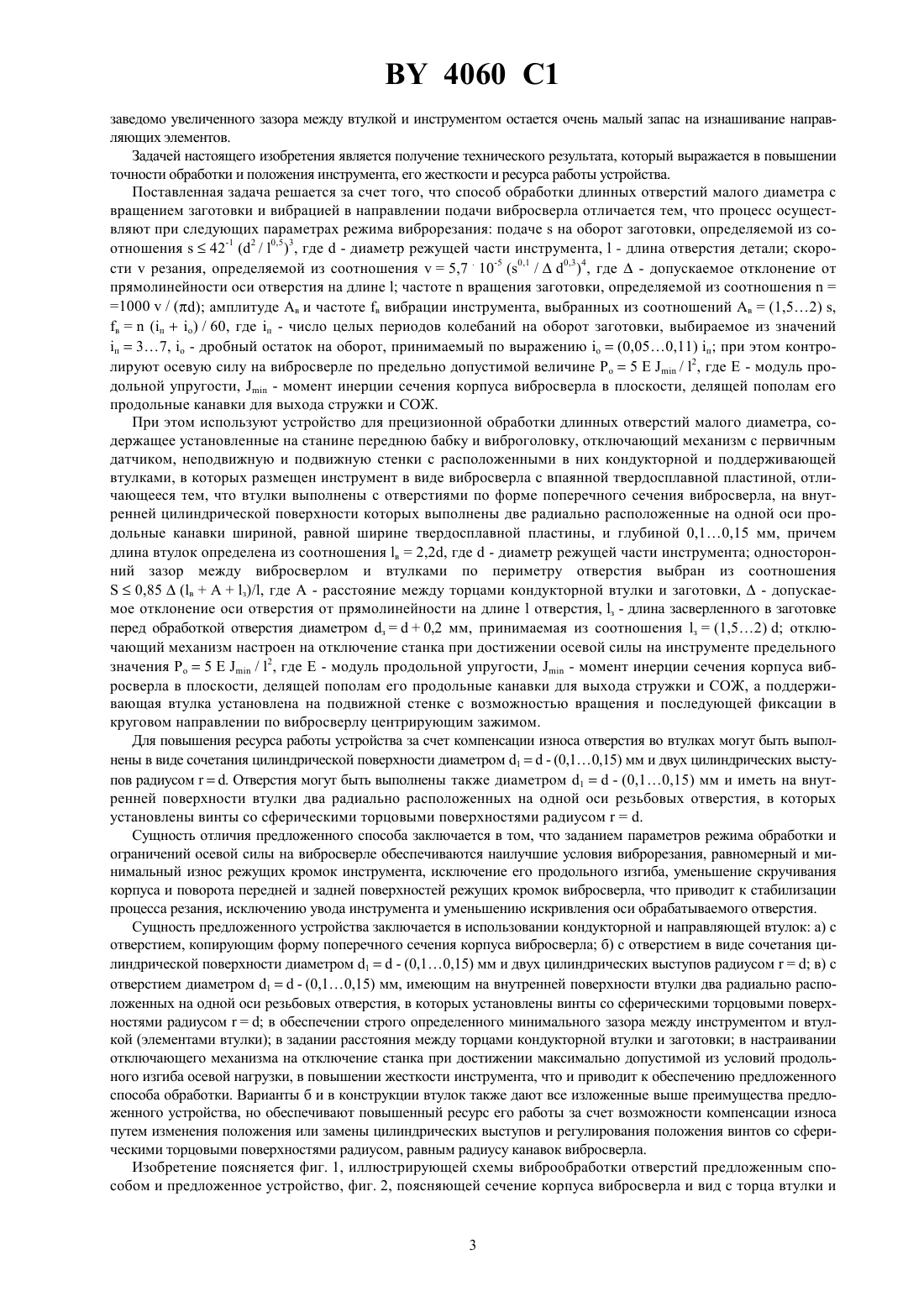
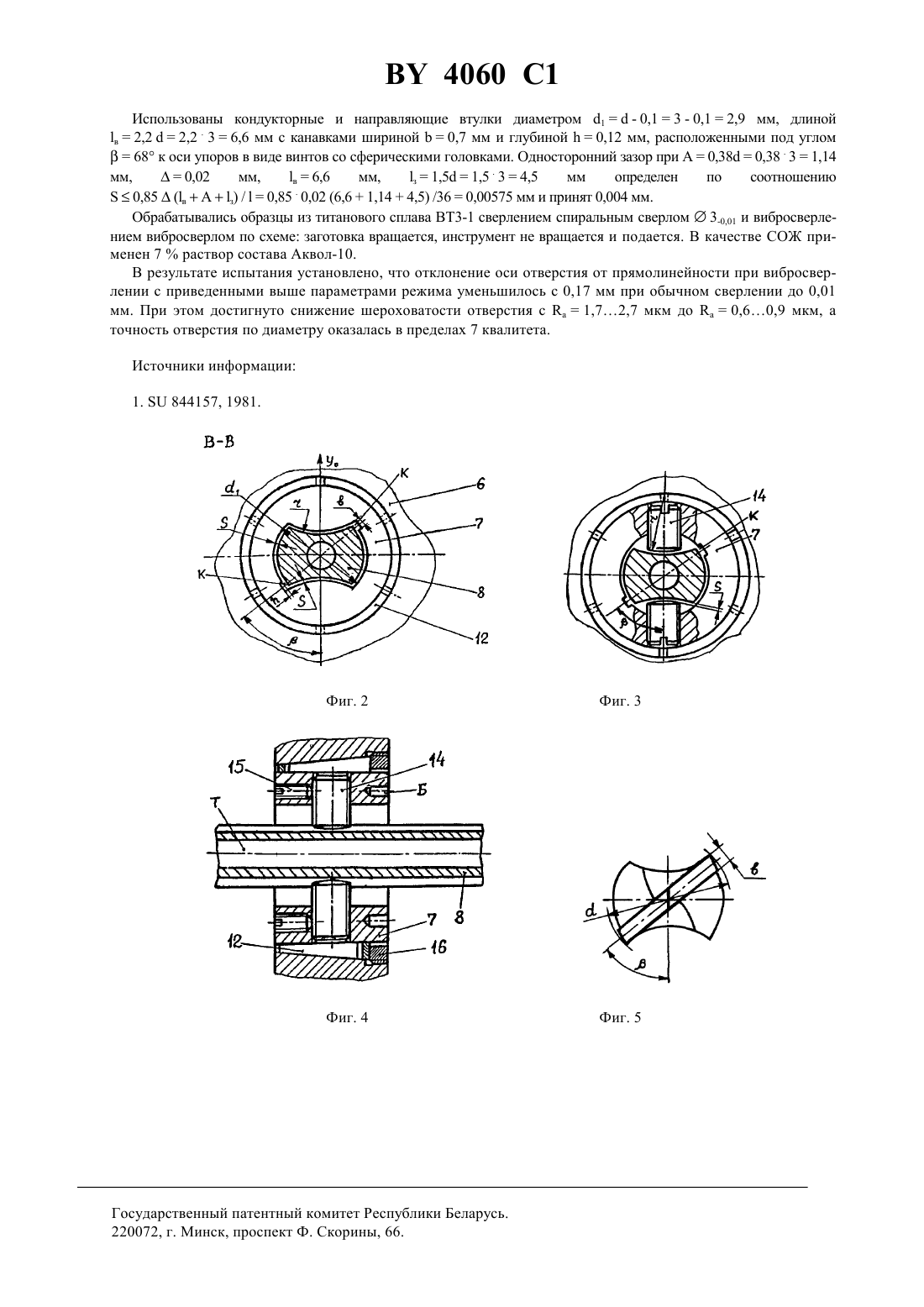
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ПРЕЦИЗИОННОЙ ОБРАБОТКИ ДЛИННЫХ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(71) Заявитель Белорусский государственный университет информатики и радиоэлектроники(73) Патентообладатель Белорусский государственный университет информатики и радиоэлектроники(57) 1. Способ прецизионной обработки длинных отверстий малого диаметра путем вибрационного резания с вращением заготовки и вибрацией в направлении подачи вибросверла, отличающийся тем, что процесс осуществляют при следующих параметрах режима виброрезания подачена оборот заготовки, определяемой из соотношения 42-1 (2 / 0,5)3,где- диаметр режущей части инструмента, - длина отверстия детали скоростирезания, определяемой из соотношения 5,7.10-5 ( 0,1 / 0,3)4,где- допускаемое отклонение оси отверстия от прямолинейности на длине ,частотевращения заготовки, определяемой из соотношения 1000/амплитуде Ав и частоте в вибрации инструмента, выбранных из соотношений Ав(1,52) , в(п) / 60,где п - число целых периодов колебаний на оборот заготовки, выбираемое из значений п 37, - дробный остаток на оборот, принимаемый по выражению(0,050,11) п при этом контролируют осевую силу на вибросверле по предельно допустимой величине 5 Е/ 2,где- модуль продольной упругости, - момент инерции сечения корпуса вибросверла в плоскости, делящей пополам его продольные канавки для выхода стружки и СОЖ. Фиг. 1 2. Устройство для прецизионной обработки длинных отверстий малого диаметра, содержащее установленные на станине переднюю бабку и виброголовку, отключающий механизм с первичным датчиком, непод 4060 1 вижную и подвижную стенки с расположенными в них кондукторной и поддерживающей втулками, в которых размещен инструмент в виде вибросверла с впаянной твердосплавной пластиной, отличающееся тем,что втулки выполнены с отверстиями по форме поперечного сечения корпуса вибросверла, на внутренней цилиндрической поверхности которых выполнены две радиально расположенные на одной оси продольные канавки шириной, равной ширине твердосплавной пластины, и глубиной 0,10,15 мм, причем длина втулок определена из соотношения в 2,2,где- диаметр режущей части инструмента односторонний зазор между вибросверлом и втулками по периметру отверстия выбран из соотношения 0,85(вАз) / ,где А - расстояние между торцами кондукторной втулки и заготовки, - допускаемое отклонение оси отверстия от прямолинейности на длинеотверстия,з - длина засверленного в заготовке перед обработкой отверстия диаметром з 0,2 мм, принимаемая из соотношения з(1,52)отключающий механизм настроен на отключение станка при достижении осевой силы на инструменте предельного значения 5 Е/ 2,где- модуль продольной упругости, - момент инерции сечения корпуса вибросверла в плоскости, делящей пополам его продольные канавки для выхода стружки и СОЖ,а поддерживающая втулка установлена на подвижной стенке с возможностью вращения и последующей фиксации в круговом направлении по вибросверлу центрирующим зажимом. 3. Устройство по п. 2, отличающееся тем, что отверстия во втулках выполнены в виде сочетания цилиндрической поверхности диаметром 1- (0,10,15) мм и двух цилиндрических выступов радиусом. 4. Устройство по п. 2, отличающееся тем, что отверстия во втулках выполнены диаметром 1(0,10,15) мм и имеют на внутренней поверхности два радиально расположенных на одной оси резьбовых отверстия, в которых установлены винты со сферическими торцовыми поверхностями радиусом.(56)844157, 1981. Горохов В.А. Химическое и нефтяное машиностроение. - 1992. -2. - С. 36-39.1071376 А, 1984.1172651 , 1985.1197788 , 1985.1202738 , 1986.1230752 1, 1986. Изобретение относится к механической обработке вязкопластичных металлов вибрационным резанием и может быть использовано при сверлении точных отверстий малого диаметра (2,512 мм) и большой длины (10), например на токарных станках, по схеме заготовка вращается, инструмент в виде вибросверла не вращается и вибрирует. Наиболее близким по технической сущности и обеспечиваемому эффекту является вибросверление отверстий малого диаметра и большой длины при одновременном использовании кондукторной и поддерживающей втулок,установленных соответственно в неподвижной стойке и подвижной стенке устройства и имеющих гладкие цилиндрические отверстия для размещения вибросверл 1. Но и при этом способе вибросверления диаметр гладких рабочих отверстий втулок равен диаметру режущей части инструмента, а направление инструмента обеспечивается по поверхности корпуса вибросверла, диаметр которого по сравнению с диаметром режущей части занижен (уменьшен) на 0,10,15 мм. Это снижает точность положения инструмента относительно оси вращения заготовки не препятствует его продольному изгибу, поскольку наименьшая жесткость вибросверла наблюдается в плоскости, делящей пополам его продольные канавки (ось Уо), именно в направлении оси Уо инструмент имеет максимальное смещение за счет зазора и не имеет опор, препятствующих его изгибу не повышает сопротивления вибросверла кручению под действием момента резания, так как этой деформации корпус инструмента подвержен на всей длине от режущих кромок до патрона виброголовки, а втулки с гладкими отверстиями не препятствуют скручиванию корпуса, при этом наибольший угол закручивания наблюдается в зоне режущих кромок вибросверла. Кроме того, в существующем устройстве не контролируется и не ограничивается осевая сила на инструменте, что вместе с увеличенным зазором в соединениях вибросверло-втулка, неточным положением инструмента, его продольным изгибом и закручиванием в процессе виброрезания за счет изменения геометрических и силовых факторов обработки, неравномерного износа режущих кромок приводит к уводу инструмента и искривлению оси обрабатываемого отверстия. Следует отметить также малый ресурс работы существующего устройства, так как из-за 2 4060 1 заведомо увеличенного зазора между втулкой и инструментом остается очень малый запас на изнашивание направляющих элементов. Задачей настоящего изобретения является получение технического результата, который выражается в повышении точности обработки и положения инструмента, его жесткости и ресурса работы устройства. Поставленная задача решается за счет того, что способ обработки длинных отверстий малого диаметра с вращением заготовки и вибрацией в направлении подачи вибросверла отличается тем, что процесс осуществляют при следующих параметрах режима виброрезания подачена оборот заготовки, определяемой из соотношения 42-1 (2 / 0,5)3, где- диаметр режущей части инструмента,- длина отверстия детали скоростирезания, определяемой из соотношения 5,7 . 10-5 (0,1 /0,3)4, где- допускаемое отклонение от прямолинейности оси отверстия на длинечастотевращения заготовки, определяемой из соотношения 1000/амплитуде Ав и частоте в вибрации инструмента, выбранных из соотношений Ав(1,52) ,в(п) / 60, где п - число целых периодов колебаний на оборот заготовки, выбираемое из значений п 37,- дробный остаток на оборот, принимаемый по выражению(0,050,11) п при этом контролируют осевую силу на вибросверле по предельно допустимой величине 5 Е/ 2, где- модуль продольной упругости,- момент инерции сечения корпуса вибросверла в плоскости, делящей пополам его продольные канавки для выхода стружки и СОЖ. При этом используют устройство для прецизионной обработки длинных отверстий малого диаметра, содержащее установленные на станине переднюю бабку и виброголовку, отключающий механизм с первичным датчиком, неподвижную и подвижную стенки с расположенными в них кондукторной и поддерживающей втулками, в которых размещен инструмент в виде вибросверла с впаянной твердосплавной пластиной, отличающееся тем, что втулки выполнены с отверстиями по форме поперечного сечения вибросверла, на внутренней цилиндрической поверхности которых выполнены две радиально расположенные на одной оси продольные канавки шириной, равной ширине твердосплавной пластины, и глубиной 0,10,15 мм, причем длина втулок определена из соотношения в 2,2, где- диаметр режущей части инструмента односторонний зазор между вибросверлом и втулками по периметру отверстия выбран из соотношения 0,85(вАз)/, где А - расстояние между торцами кондукторной втулки и заготовки,- допускаемое отклонение оси отверстия от прямолинейности на длинеотверстия, з - длина засверленного в заготовке перед обработкой отверстия диаметром з 0,2 мм, принимаемая из соотношения з(1,52)отключающий механизм настроен на отключение станка при достижении осевой силы на инструменте предельного значения 5 Е/ 2, где- модуль продольной упругости,- момент инерции сечения корпуса вибросверла в плоскости, делящей пополам его продольные канавки для выхода стружки и СОЖ, а поддерживающая втулка установлена на подвижной стенке с возможностью вращения и последующей фиксации в круговом направлении по вибросверлу центрирующим зажимом. Для повышения ресурса работы устройства за счет компенсации износа отверстия во втулках могут быть выполнены в виде сочетания цилиндрической поверхности диаметром 1- (0,10,15) мм и двух цилиндрических выступов радиусом. Отверстия могут быть выполнены также диаметром 1- (0,10,15) мм и иметь на внутренней поверхности втулки два радиально расположенных на одной оси резьбовых отверстия, в которых установлены винты со сферическими торцовыми поверхностями радиусом. Сущность отличия предложенного способа заключается в том, что заданием параметров режима обработки и ограничений осевой силы на вибросверле обеспечиваются наилучшие условия виброрезания, равномерный и минимальный износ режущих кромок инструмента, исключение его продольного изгиба, уменьшение скручивания корпуса и поворота передней и задней поверхностей режущих кромок вибросверла, что приводит к стабилизации процесса резания, исключению увода инструмента и уменьшению искривления оси обрабатываемого отверстия. Сущность предложенного устройства заключается в использовании кондукторной и направляющей втулок а) с отверстием, копирующим форму поперечного сечения корпуса вибросверла б) с отверстием в виде сочетания цилиндрической поверхности диаметром 1- (0,10,15) мм и двух цилиндрических выступов радиусомв) с отверстием диаметром 1- (0,10,15) мм, имеющим на внутренней поверхности втулки два радиально расположенных на одной оси резьбовых отверстия, в которых установлены винты со сферическими торцовыми поверхностями радиусомв обеспечении строго определенного минимального зазора между инструментом и втулкой (элементами втулки) в задании расстояния между торцами кондукторной втулки и заготовки в настраивании отключающего механизма на отключение станка при достижении максимально допустимой из условий продольного изгиба осевой нагрузки, в повышении жесткости инструмента, что и приводит к обеспечению предложенного способа обработки. Варианты б и в конструкции втулок также дают все изложенные выше преимущества предложенного устройства, но обеспечивают повышенный ресурс его работы за счет возможности компенсации износа путем изменения положения или замены цилиндрических выступов и регулирования положения винтов со сферическими торцовыми поверхностями радиусом, равным радиусу канавок вибросверла. Изобретение поясняется фиг. 1, иллюстрирующей схемы виброобработки отверстий предложенным способом и предложенное устройство, фиг. 2, поясняющей сечение корпуса вибросверла и вид с торца втулки и 4060 1 центрирующего зажима, фиг. 3 и 4, показывающими вариант втулки с гладким цилиндрическим отверстием и упорами в виде винтов со сферическими торцами, фиг. 5, отражающей вид Д на вибросверло. Устройство содержит закрепленную неподвижную стойку 1, в которой установлена кондукторная втулка 2 и закреплена неподвижная стенка 3. На стенке 3 неподвижно установлены штанги 4, несущие отжимаемую пружинами 5 подвижную стенку 6, в которой размешена поддерживающая втулка 7. Сверло 8 закрепляется в патроне 9 виброголовки. Заготовка 10 устанавливается в патроне передней бабки, например, токарного станка, центрируется и зажимается кулачками 11. Фиксация поддерживающей втулки 7 в положении по корпусу 8 вибросверла осуществляется центрирующим зажимом (цангой в виде конической втулки, надрезанной тремя пазами с одной и другой сторон) 12 (фиг. 2). Режущая часть 13 вибросверла выполнена в виде впаиваемой в паз корпуса 8 инструмента твердосплавной пластины диаметроми толщиной(фиг. 5). Упоры 14 в виде винтов стопорятся в требуемом положении винтами 15 (фиг. 3, 4). Управление центрирующим зажимом 12 осуществляется вкручиванием (закрепление втулки) или откручиванием (открепление) гайки 1 в резьбовом отверстии стенки 6. Вибросверло на всей выступающей из патрона 9 длине снабжено продольными канавками. В процессе вибросверления длинных отверстий патрон 9 при достаточном перемещении к заготовке 10 начинает контактировать своим торцом с подвижной стенкой 6 и перемещает последнюю по штангам 4, сжимая пружины 5, вплоть до полного сближения со стойкой 1. В этом случае станок отключается, а вибросверло отводится в исходное положение. С точки зрения сохранения точности сверления и исключения отрицательного воздействия на кондукторную втулку вымываемой дробленой стружки предпочтение следует отдать конструкции с отверстием варианта а (фиг. 1, 2). Такие втулки можно изготавливать из твердых сплавов марок ВК 8, ВК 6 М и других путем прошивания отверстий на электроэрозионном станке электродом-инструментом с поперечным сечением копирующим сечение корпуса вибросверла с учетом обеспечения требуемого зазора. В качестве поддерживающей втулки целесообразно использование втулок вариантов конструкции б и в. Для выполнения назначения втулок этих вариантов при наладке цилиндрические выступы устанавливаются с использованием подкладок (фольги) и закрепляются винтами, а упоры в виде винтов 14 равномерно выкручиваются до упора сферическими торцами в поверхности продольных канавок вибросверла радиусом, а затем вкручиваются на часть оборота для обеспечения зазораи в этом положении фиксируются винтами 15. Отверстия Б этих втулок используются для поворота их вилчатым ключом в нужное угловое положение по вибросверлу. Центрирование и выставление параллельности втулок относительно оси вращения заготовки осуществляются с точностью /4 на длине в. Заготовка 10 устанавливается в кулачках 11 патрона станка с обеспечением расстояния А 0,38 между ее торцом и кондукторной втулкой 2 режущая часть 13 инструмента вводится в предварительно засверленное в заготовке отверстие диаметром з и длиной з, корпусом 8 вибросверло размещается в кондукторной 2 и поддерживающей 7 втулках, перемешается в них с подачейи вибрирует с частотой в в осевом направлении. Смазочноохлаждающая жидкость (СОЖ) подается через каналы Л и Т инструмента, охлаждает зону резания, смазывает режущие кромки и вымывает дробленую стружку по каналам, образуемым поверхностями продольных канавок вибросверла и обрабатываемого отверстия, а затем через зазор шириной А попадает в поддон станка. Параметры режима виброрезания определяются по предложенным зависимостям, а силаконтролируется первичным датчиком отключающего механизма станка и при достижении максимально допустимого ее значения процесс обработки прерывается, а инструмент отводится в исходное положение, что говорит о необходимости замены (заточки) вибросверла. Пример. Изготовлен образец устройства с использованием втулок с цилиндрическими отверстиями и упорами в виде винтов со сферическими торцами. Испытание способа и устройства для его осуществления выполнено в лабораторных условиях на установке ВУ-2 (в качестве базы принят токарно-винторезный станок мод. 1 Е 61 МТ). Сверлилось отверстие 3 Н вибросверлом с рабочей частью 3-0,01 и толщиной твердосплавной пластины 0,7 мм, расположенной под углом 60. Длина отверстия 36 мм. Параметры режима обработки определены по соотношениям (зависимостям) подача на оборот заготовки 42-1 (2 / 0,5)3, принято значение 0,03 мм/об скорость резания 5,7 . 10-5 (0,1 /0,3)4, при допускаемом отклонении оси отверстия от прямолинейности 0,02 мм,23,375 м/мин частота вращения заготовки 1000/ , по расчету 2481 мин-1, по паспорту виброустановки ВУ-2 принято ближайшее меньшее значение 2000 мин-1, при этом фактическая скорость резания/ 10003,14 . 3 . 2000/100018,84 м/мин амплитуда вибрации инструмента Ав(1,52) , принята Ав 0,06 мм частота вибрации инструмента в(п) / 60, при принятых п 3,0,05 п 0,15 значение в 105 Гц предельно допустимая осевая сила на вибросверле из условий его жесткости 5 Е/ 2 при Е 5 . 105 МПа,0,05 н 4(1-4)0,05 . 2,54 (1-0,244)1,947 мм 4 (здесь н - усредненный наружный диаметр, н 2,5 ммо/н 0,6/2,50,24- диаметр канала подачи СОЖ, о 0,6 мм), значение Ро 751,16 Н (по условиям обработки при сверлении незатупленным сверлом 240310 Н). 4 4060 1 Использованы кондукторные и направляющие втулки диаметром 1- 0,13 - 0,12,9 мм, длиной в 2,22,2 . 36,6 мм с канавками шириной 0,7 мм и глубиной 0,12 мм, расположенными под углом 68 к оси упоров в виде винтов со сферическими головками. Односторонний зазор при А 0,380,38 . 31,14 мм,0,02 мм,в 6,6 мм,з 1,51,5 . 34,5 мм определен по соотношению.0,85(вАз) /0,85 0,02 (6,61,144,5) /360,00575 мм и принят 0,004 мм. Обрабатывались образцы из титанового сплава ВТ 3-1 сверлением спиральным сверлом 3-0,01 и вибросверлением вибросверлом по схеме заготовка вращается, инструмент не вращается и подается. В качестве СОЖ применен 7 раствор состава Аквол-10. В результате испытания установлено, что отклонение оси отверстия от прямолинейности при вибросверлении с приведенными выше параметрами режима уменьшилось с 0,17 мм при обычном сверлении до 0,01 мм. При этом достигнуто снижение шероховатости отверстия с 1,72,7 мкм до 0,60,9 мкм, а точность отверстия по диаметру оказалась в пределах 7 квалитета. Источники информации 1.844157, 1981. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 5
МПК / Метки
МПК: B23B 35/00
Метки: осуществления, длинных, отверстий, диаметра, устройство, способ, малого, прецизионной, обработки
Код ссылки
<a href="https://by.patents.su/5-4060-sposob-precizionnojj-obrabotki-dlinnyh-otverstijj-malogo-diametra-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Беларуси">Способ прецизионной обработки длинных отверстий малого диаметра и устройство для его осуществления</a>
Способ обработки цилиндрических поверхностей сквозных отверстий
Номер патента: 454
Опубликовано: 30.03.1995
Авторы: Давыдов И. И., Мастюгин Л. И., Минец В. В., Амозов С. В.
МПК: B24D 13/02, B24B 37/02
Метки: отверстий, цилиндрических, сквозных, способ, обработки, поверхностей
Текст:
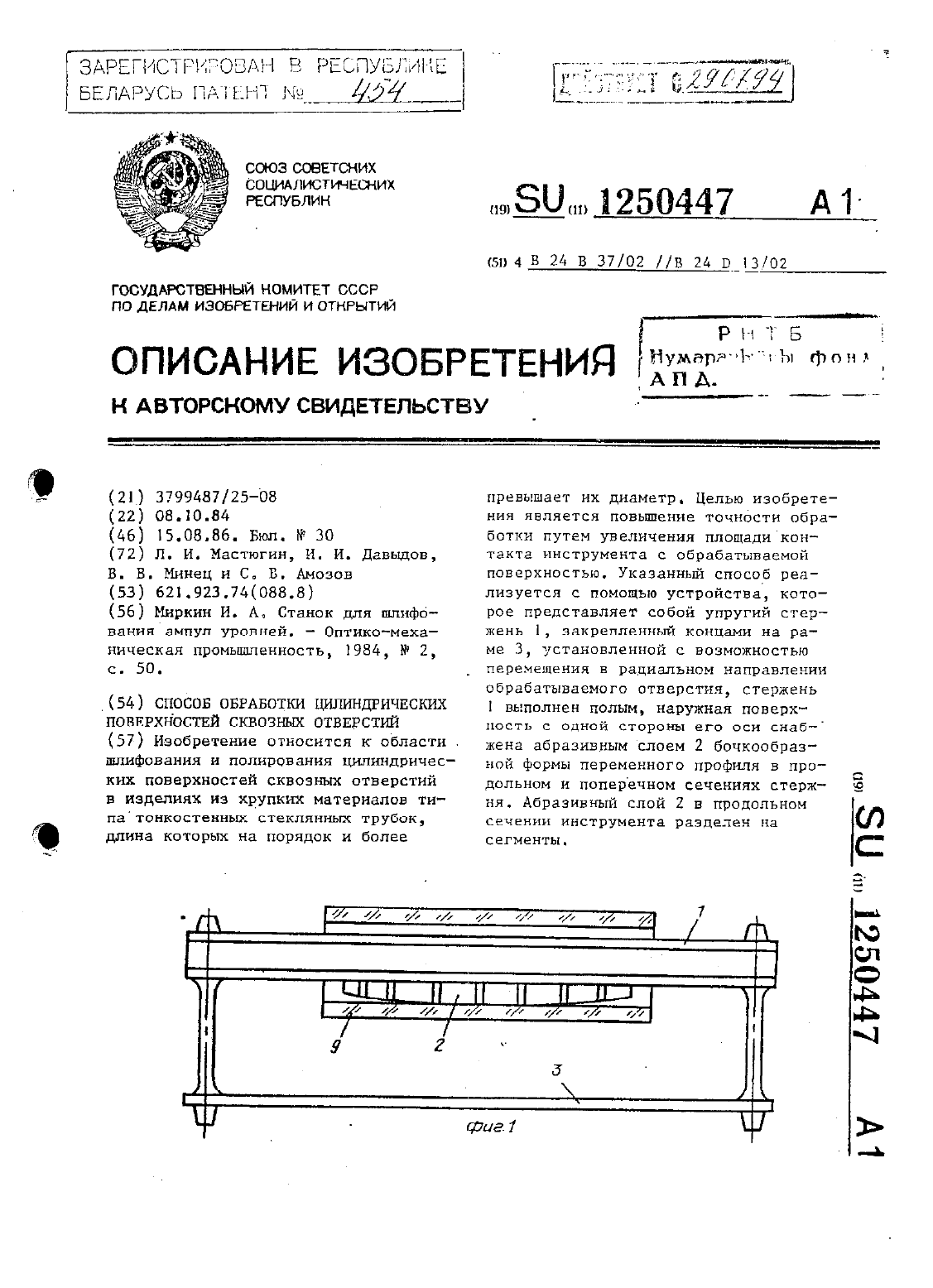
...отверстия. Абразивный слой 2 в продольном сечении разделен на сегменты 7 путем нарезания канавок 8.Обработку цилиндрических поверхностей сквозных отверстии осуществляют следующим образом.Вначале к работа готовят сам инструмент. Для этого абразивному слою 2 придают бочкообразную форму переменного профиля в продольном и поперечном сечениях согласно указанны выше выражений с таким условием, чтобы максимальная толщина абразивного слоя...
Устройство для ротационной обработки отверстий
Номер патента: 3801
Опубликовано: 30.03.2001
Автор: Бурский Вячеслав Александрович
МПК: B23B 35/00
Метки: устройство, ротационной, обработки, отверстий
Текст:
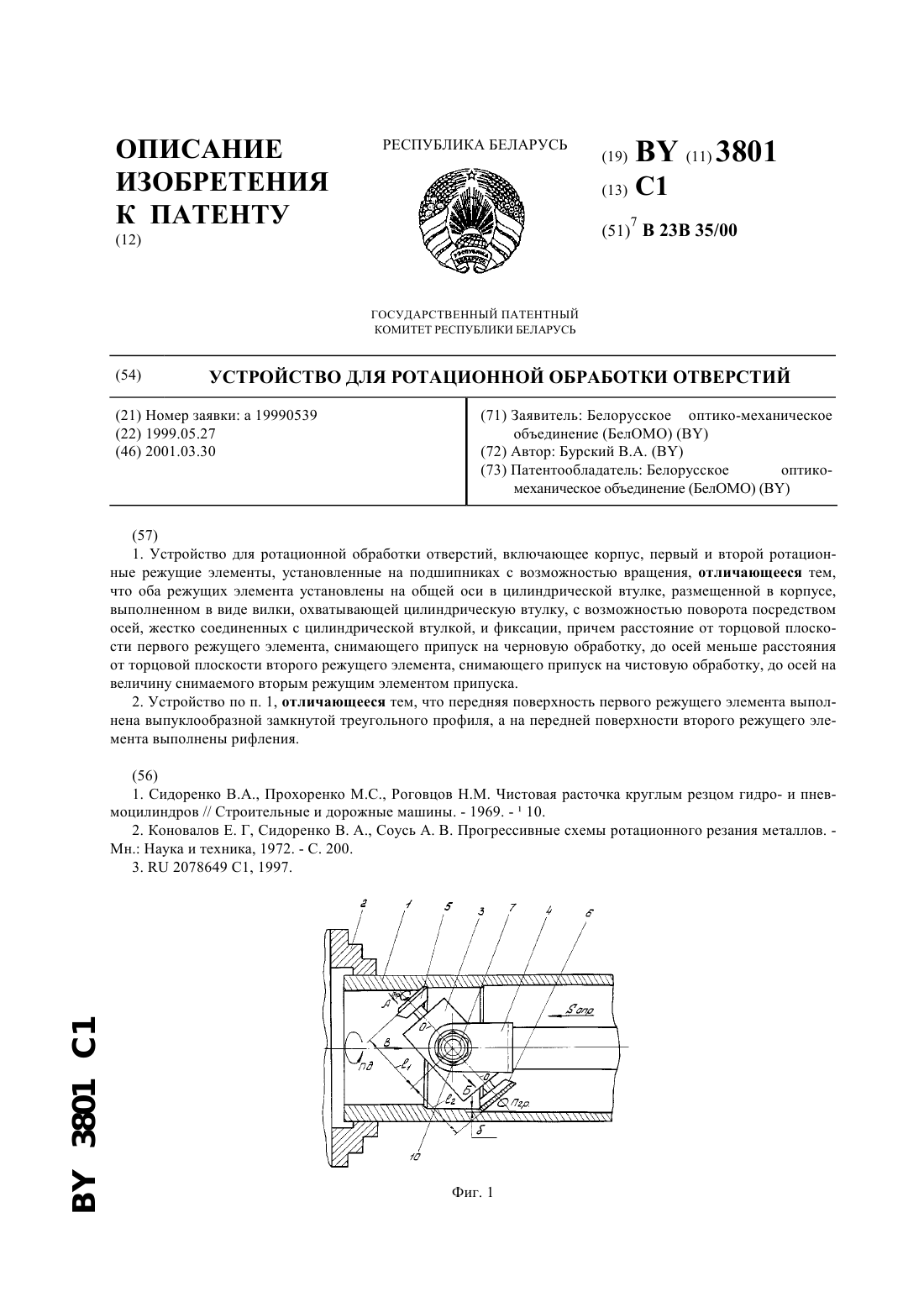
...возможность упрощения конструкции ротационного узла и повышения надежности его работы вследствие наличия малого количества деталей устройства. Выполнение корпуса устройства в виде вилки, охватывающей цилиндрическую втулку и жестко с ней соединенной посредством осей, жестко прикрепленных к цилиндрической втулке, обеспечивает возможность быстрой угловой регулировки втулки и режущих элементов относительно обрабатываемого отверстия, а также...
Способ токарной обработки отверстий
Номер патента: 3800
Опубликовано: 30.03.2001
Автор: Бурский Вячеслав Александрович
МПК: B23B 1/00
Метки: отверстий, способ, обработки, токарной
Текст:
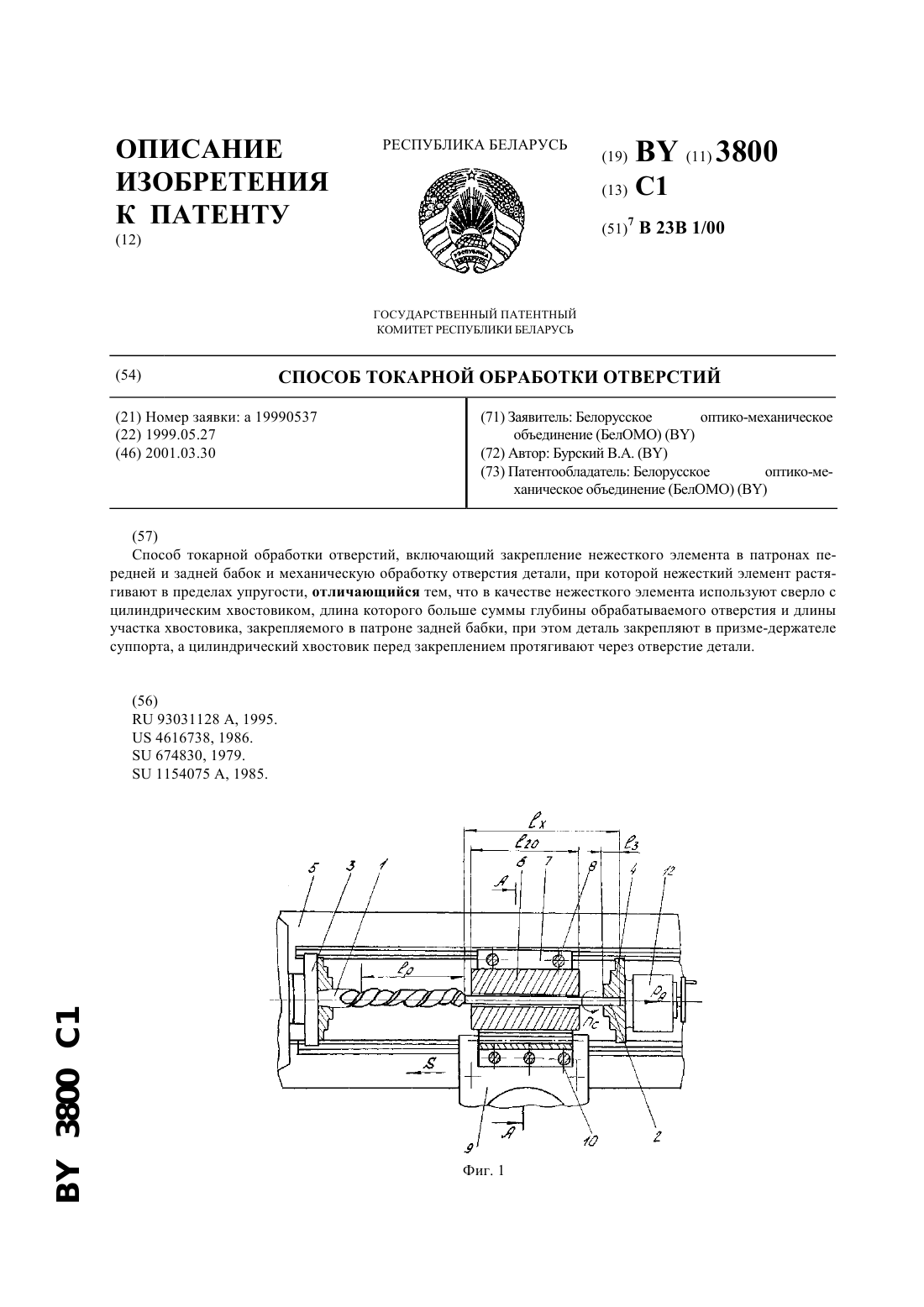
...отверстия. При обычном сверлении (без растяжения инструмента), при обработке отверстий малого диаметра и значительной глубины обработку отверстий, если она возможна, ведут с очень малой подачей, на низких режимах резания. В таких условиях возможна потеря динамической устойчивости инструмента (сверла), его поперечный изгиб с изломом. Закрепление сверла в двух патронах и растяжение его обеспечивает не только многократное повышение...
Способ изготовления длинных макаронных изделий и установка для его осуществления
Номер патента: 2532
Опубликовано: 30.12.1998
Автор: Йозеф МАНСЕР
МПК: A23L 1/16
Метки: изделий, изготовления, осуществления, способ, макаронных, длинных, установка
Текст:
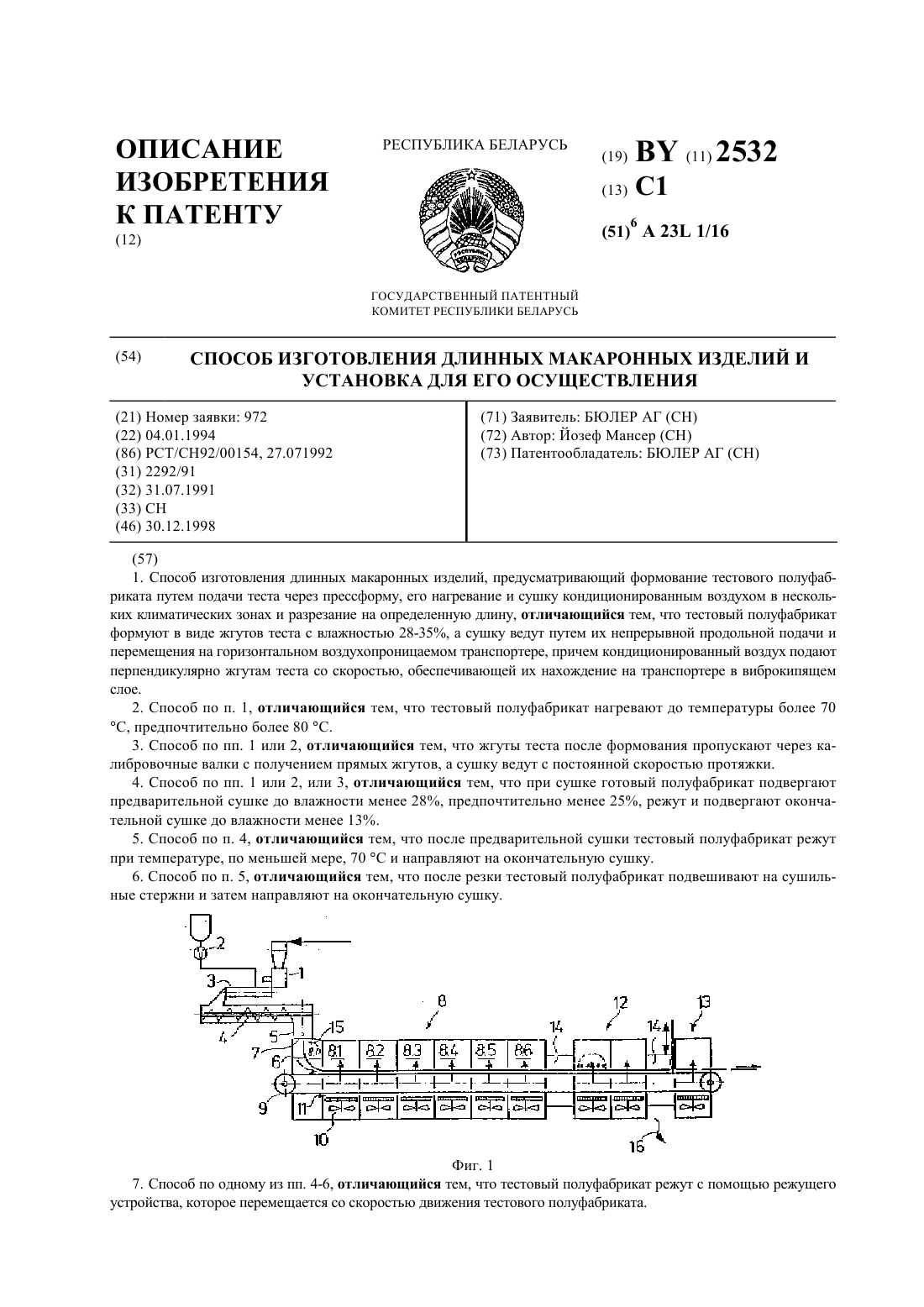
...зона с собственным управлением режимом кондиционирования и собственной системой циркуляции воздуха. Согласно одному из вариантов изобретения жгуты теста через сушилку проводят горизонтально, а сушильный воздух направляют поперек жгутам теста. Воздух при этом подают в пульсирующем режиме, а жгуты теста проводят на воздухопроницаемом бесконечном ленточном вибратранспортере. При этом скорость воздуха для сушки выбирается такой, что на...
Абразивный материал для прецизионной обработки поверхности
Номер патента: 809
Опубликовано: 15.08.1995
Авторы: Акулич В. В., Селифанов О. В., Точицкий Э. И.
МПК: C23C 14/32, C30B 29/04, B24D 3/00...
Метки: материал, абразивный, прецизионной, обработки, поверхности
Текст:
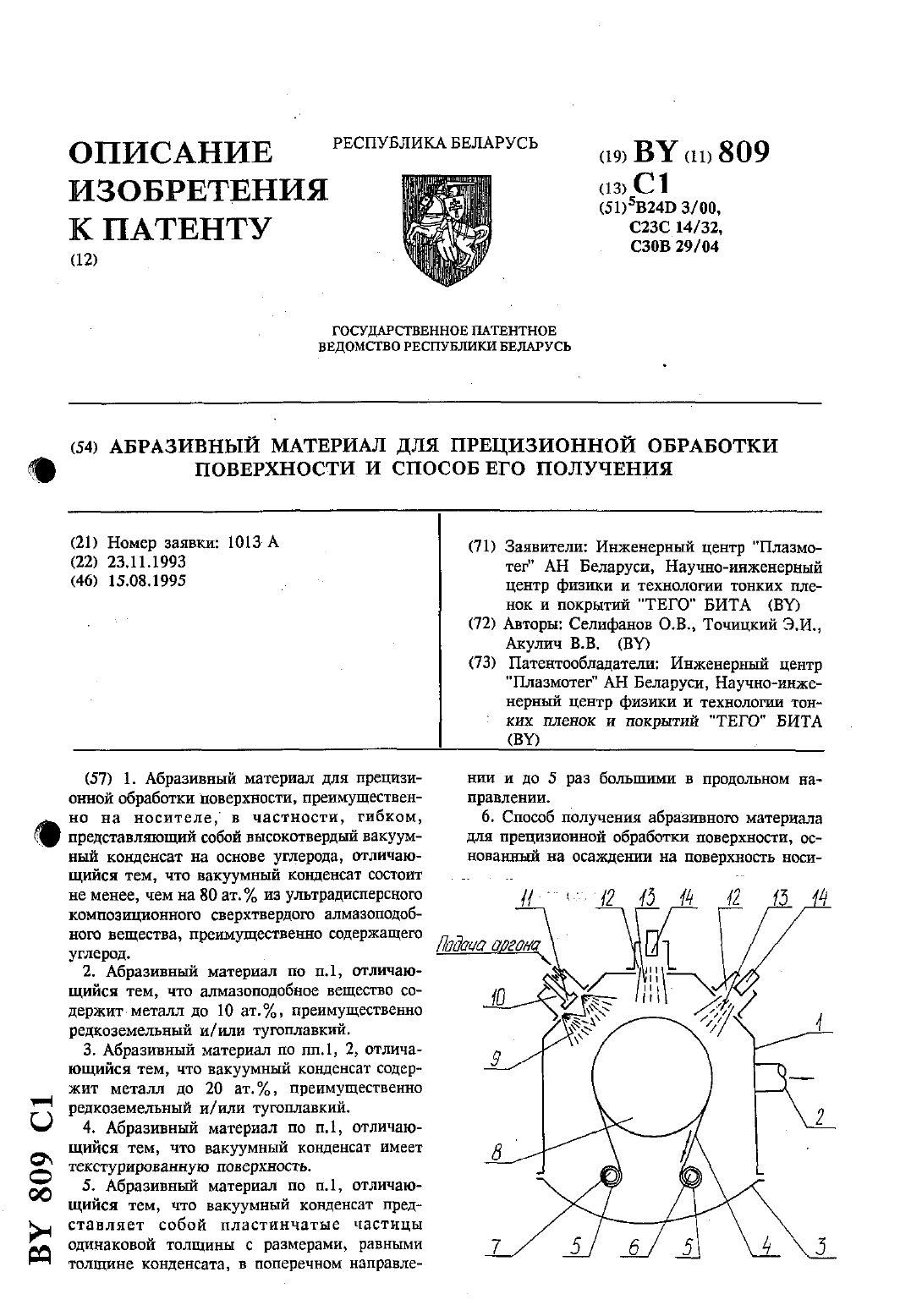
...СОДВВШЭЩИЙ МНОГО водорода, материала, НИЗКОЙ ВЛЭЖНОСТЬЮ.НЭЛИЧИЭ препятствует ДОСТИЖВНИЮ ОЧЗНЬ ВЫСОКИХ ЗНЭЧЗНИЙ твердости, ХаракТЭРНЫХ ДЛЯ алмазов, И ЯБЛЯЭТСН ПРЫЧИНОЙ РЭЗЛОМОБ И ОТСЛОВНИН ПЛЕНОК.В источнике информации 4 описан абразивный материал в виде абразивной ленты, содержащей пластиковый носитель и тонкопленочный абразивный слои. Этот абразивный материал, твыбранный в обладает твердостью по Виккерсу более 500 иповерхностным...
Предыдущий патент: Способ и устройство для флотации веществ с малой степенью гидрофобности и/или малой стабильностью пенообразного продукта, в особенности смеси солей
Следующий патент: Деформируемый кровельный гидроизоляционный материал и способ его производства
Случайный патент: Способ хирургического лечения срединной вентральной грыжи