Способ обработки сферических поверхностей
Номер патента: 5702
Опубликовано: 30.12.2003
Авторы: Филонов Игорь Павлович, Юринок Виктор Иванович, Митенков Максим Валерьевич, Маляренко Александр Дмитриевич

Текст
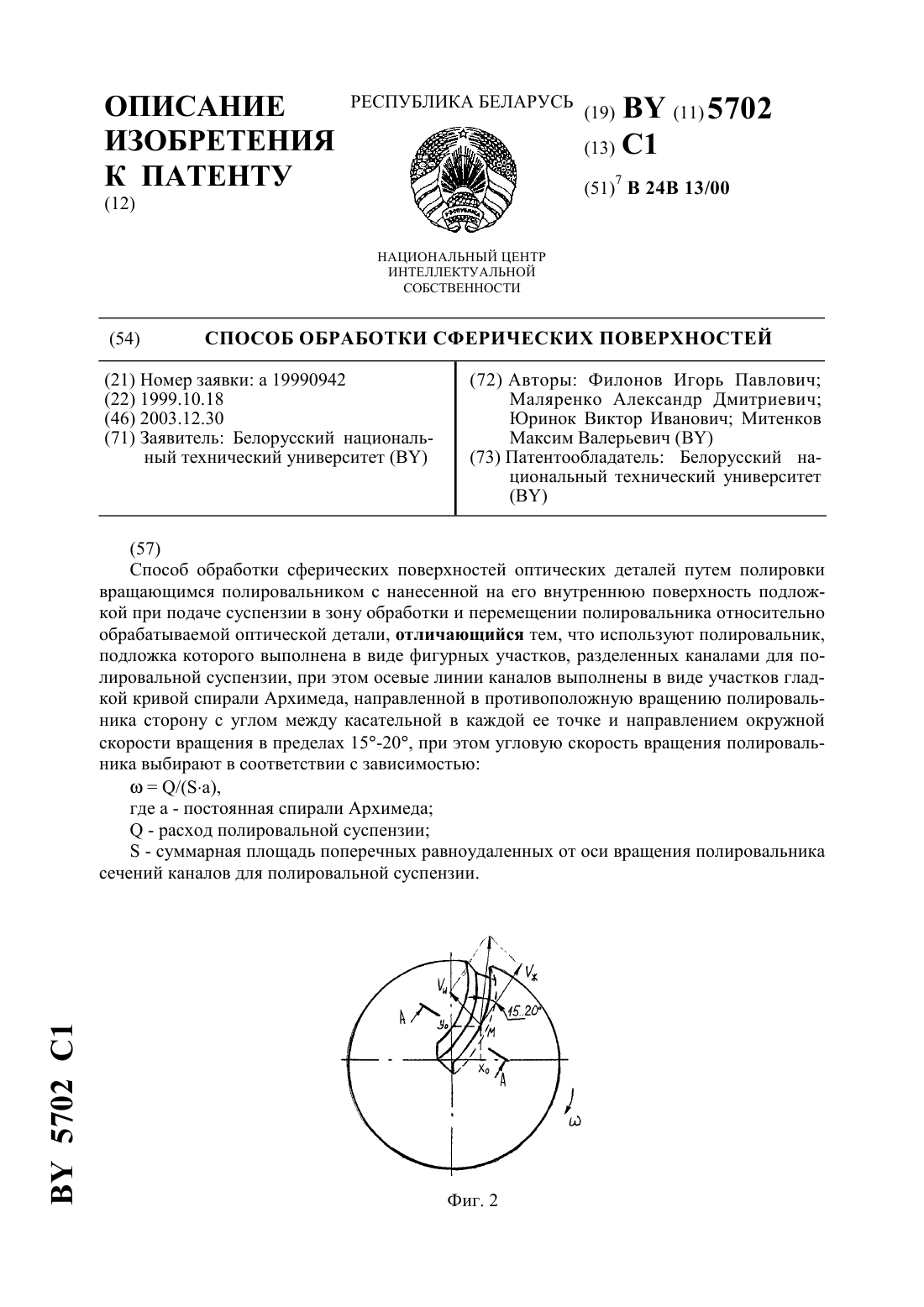
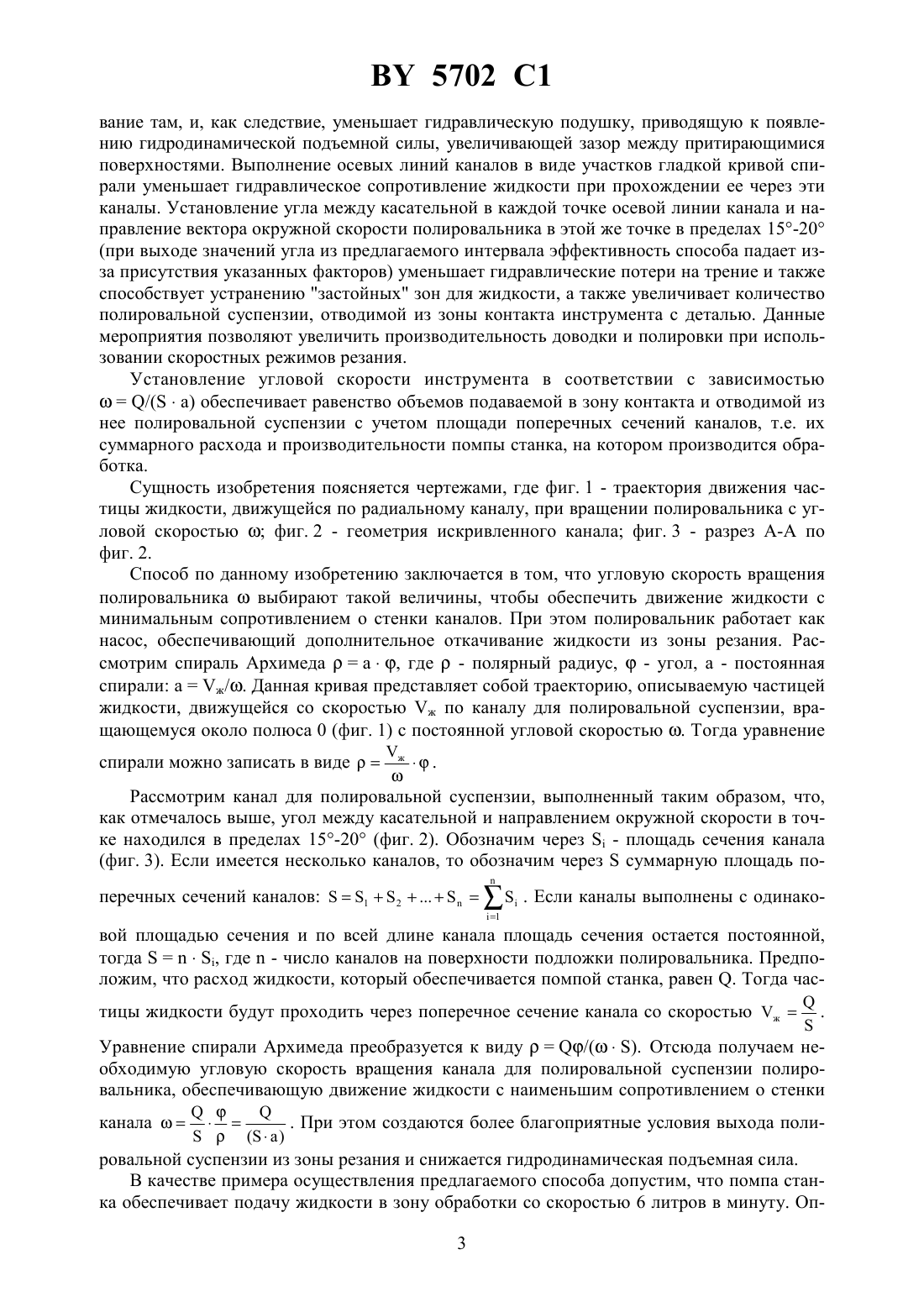
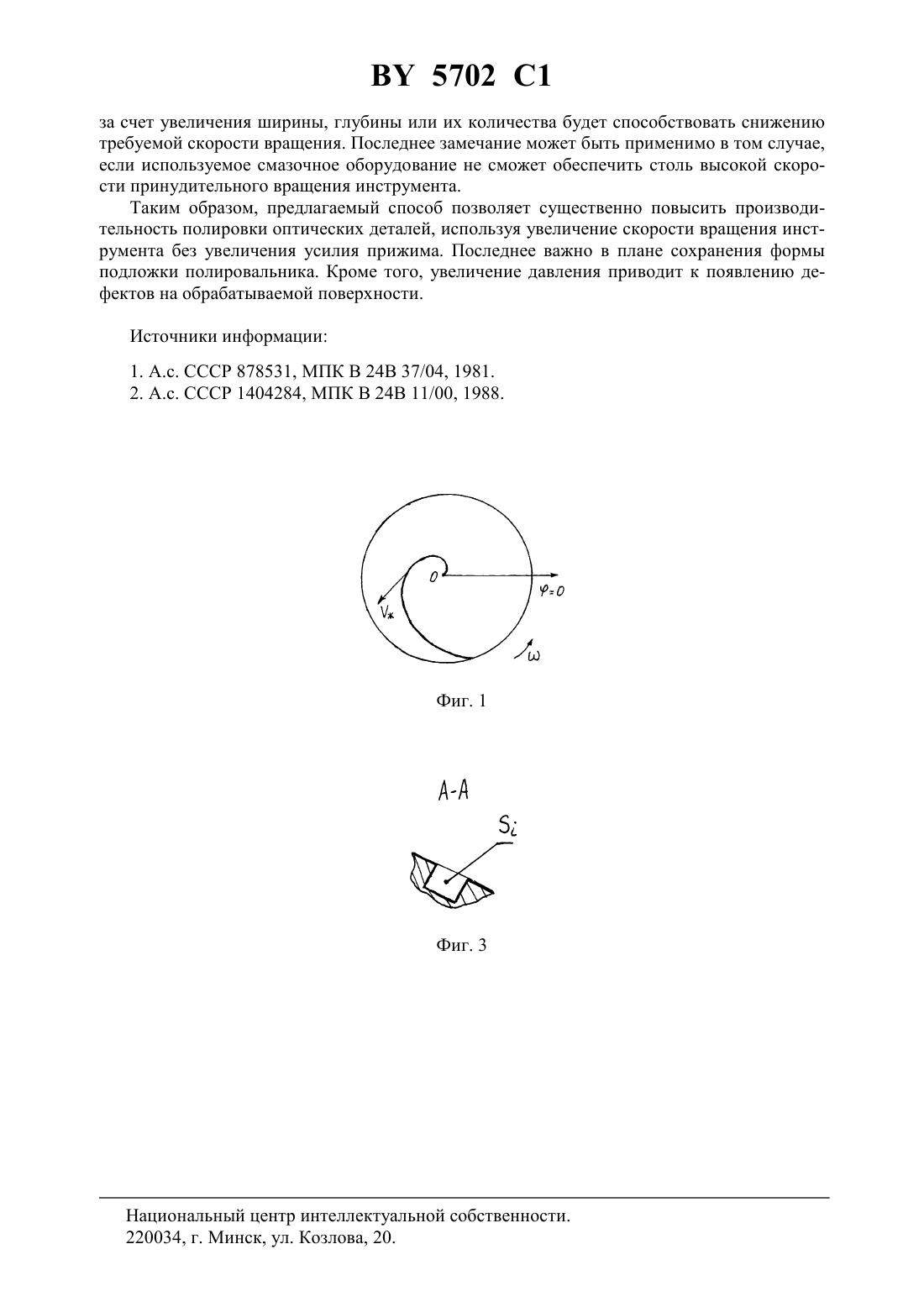
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ(71) Заявитель Белорусский национальный технический университет(72) Авторы Филонов Игорь Павлович Маляренко Александр Дмитриевич Юринок Виктор Иванович Митенков Максим Валерьевич(73) Патентообладатель Белорусский национальный технический университет(57) Способ обработки сферических поверхностей оптических деталей путем полировки вращающимся полировальником с нанесенной на его внутреннюю поверхность подложкой при подаче суспензии в зону обработки и перемещении полировальника относительно обрабатываемой оптической детали, отличающийся тем, что используют полировальник,подложка которого выполнена в виде фигурных участков, разделенных каналами для полировальной суспензии, при этом осевые линии каналов выполнены в виде участков гладкой кривой спирали Архимеда, направленной в противоположную вращению полировальника сторону с углом между касательной в каждой ее точке и направлением окружной скорости вращения в пределах 15-20, при этом угловую скорость вращения полировальника выбирают в соответствии с зависимостью/(а),где а - постоянная спирали Архимеда- расход полировальной суспензии- суммарная площадь поперечных равноудаленных от оси вращения полировальника сечений каналов для полировальной суспензии.(56)1404284 1, 1988.03117550 , 1991.62019365 , 1987.1007589 , 1999. Изобретение относится к технологии приборостроения, в частности к области абразивной обработки, и может найти применение при выполнении доводочных и притирочных работ в машиностроении, приборостроении, а также в оптико-механической промышленности для доводки точных оптических деталей с плоскими и сферическими поверхностями. Известен способ обработки оптических деталей, реализованный в станке для доводки плоских поверхностей деталей 1. В данном способе обработку деталей ведут инструментом, рабочая поверхность которого выполнена в виде каблуков с продольными и поперечными каналами для смазочно-охлаждающей жидкости или для полировальной суспензии. Инструмент и обрабатываемую деталь вращают принудительно или обеспечивают свободное вращение верхнего звена. К недостаткам данного метода следует отнести сложность и дороговизну контрольно-измерительного оборудования, а также невозможность обработки сферических поверхностей. Наиболее близким к предлагаемому является способ абразивной обработки сферических поверхностей 2, при котором заготовке и инструменту с торцевой рабочей поверхностью сообщают относительное перемещение. На рабочей поверхности инструмента и на обрабатываемой поверхности заготовки намечают соответствующие друг другу по шагу расположения концентрические окружности. В зонах, образованных концентрическими окружностями инструмента, размещают абразив с различной концентрацией. Скорость относительного перемещения инструмента и обрабатываемой заготовки выбирают из условия прямо пропорциональной зависимости средней скорости относительного перемещения каждой из кольцевых зон инструмента и их концентрации абразива. Недостатком данного способа абразивной обработки сферических поверхностей является сложность и трудоемкость изготовления специального инструмента, это приводит к снижению производительности процесса обработки. Задача, решаемая изобретением, состоит в повышении производительности процесса обработки. Поставленная задача решается следующим образом в способе обработки сферических поверхностей оптических деталей путем полировки вращающимся полировальником с нанесенной на его внутреннюю поверхность подложкой при подаче суспензии в зону обработки и перемещении полировальника относительно обрабатываемой оптической детали используют полировальник, подложка которого выполнена в виде фигурных участков,разделенных каналами для полировальной суспензии, при этом осевые линии каналов выполнены в виде участков гладкой кривой спирали Архимеда, направленной в противоположную вращению полировальника сторону с углом между касательной в каждой ее точке и направлением окружной скорости вращения в пределах 15-20, при этом угловую скорость вращения полировальника выбирают в соответствии с зависимостью/(а),где а - постоянная спирали Архимеда- расход полировальной суспензии- суммарная площадь поперечных равноудаленных от оси вращения полировальника сечений каналов для полировальной суспензии. Использование нанесенной на внутреннюю поверхность полировальника подложки с искривленными в противоположном направлению вращения полировальника каналами для полировальной суспензии позволяет при работе полировальника осуществлять принудительный отвод полировальной суспензии из зоны обработки, предотвратить ее накапли 2 5702 1 вание там, и, как следствие, уменьшает гидравлическую подушку, приводящую к появлению гидродинамической подъемной силы, увеличивающей зазор между притирающимися поверхностями. Выполнение осевых линий каналов в виде участков гладкой кривой спирали уменьшает гидравлическое сопротивление жидкости при прохождении ее через эти каналы. Установление угла между касательной в каждой точке осевой линии канала и направление вектора окружной скорости полировальника в этой же точке в пределах 15-20(при выходе значений угла из предлагаемого интервала эффективность способа падает изза присутствия указанных факторов) уменьшает гидравлические потери на трение и также способствует устранению застойных зон для жидкости, а также увеличивает количество полировальной суспензии, отводимой из зоны контакта инструмента с деталью. Данные мероприятия позволяют увеличить производительность доводки и полировки при использовании скоростных режимов резания. Установление угловой скорости инструмента в соответствии с зависимостью/(а) обеспечивает равенство объемов подаваемой в зону контакта и отводимой из нее полировальной суспензии с учетом площади поперечных сечений каналов, т.е. их суммарного расхода и производительности помпы станка, на котором производится обработка. Сущность изобретения поясняется чертежами, где фиг. 1 - траектория движения частицы жидкости, движущейся по радиальному каналу, при вращении полировальника с угловой скоростьюфиг. 2 - геометрия искривленного канала фиг. 3 - разрез А-А по фиг. 2. Способ по данному изобретению заключается в том, что угловую скорость вращения полировальникавыбирают такой величины, чтобы обеспечить движение жидкости с минимальным сопротивлением о стенки каналов. При этом полировальник работает как насос, обеспечивающий дополнительное откачивание жидкости из зоны резания. Рассмотрим спираль Архимеда, где- полярный радиус,- угол, а - постоянная спирали аж/. Данная кривая представляет собой траекторию, описываемую частицей жидкости, движущейся со скоростью ж по каналу для полировальной суспензии, вращающемуся около полюса 0 (фиг. 1) с постоянной угловой скоростью . Тогда уравнение спирали можно записать в виде Рассмотрим канал для полировальной суспензии, выполненный таким образом, что,как отмечалось выше, угол между касательной и направлением окружной скорости в точке находился в пределах 15-20 (фиг. 2). Обозначим через- площадь сечения канала(фиг. 3). Если имеется несколько каналов, то обозначим черезсуммарную площадь по перечных сечений каналов 12. Если каналы выполнены с одинако 1 вой площадью сечения и по всей длине канала площадь сечения остается постоянной,тогда, где- число каналов на поверхности подложки полировальника. Предположим, что расход жидкости, который обеспечивается помпой станка, равен . Тогда частицы жидкости будут проходить через поперечное сечение канала со скоростью ж Уравнение спирали Архимеда преобразуется к виду/. Отсюда получаем необходимую угловую скорость вращения канала для полировальной суспензии полировальника, обеспечивающую движение жидкости с наименьшим сопротивлением о стенки канала. При этом создаются более благоприятные условия выхода поли ровальной суспензии из зоны резания и снижается гидродинамическая подъемная сила. В качестве примера осуществления предлагаемого способа допустим, что помпа станка обеспечивает подачу жидкости в зону обработки со скоростью 6 литров в минуту. Оп 3 5702 1 ределим тогда угловую скорость вращения полировальника, на котором имеются четыре канала для полировальной суспензии. Площадь поперечного сечения одинакова для всех каналов и по всей длине его, причем 10 мм 2. Для определения параметра а рассмотрим произвольную точку С с координатами (х 0,у 0) (фиг. 2). Запишем уравнение спирали Архимеда в декартовых координатах, воспользовавшись соотношениями 22 ,Тогда угол между касательной к спирали Архимеда и полярной осью будет равен 22 00 Угол между радиус-вектором точки С (х 0,у 0) и полярной осью равен Из условия того, что угол между касательной к спирали Архимеда в точке выхода из канала и направлением окружной скорости лежит в пределах 15-20, необходимо выполнение неравенства 22 Точка С (х 0,у 0) удовлетворяет уравнению окружности 00 где- диаметр полировальника, а величина Подставляем в левую часть неравенства (1) надлежит интервалу 15-20. Тогда искомое уравнение спирали Архимеда 15,9. Определим угловую скорость вращения полировальника 610 3 10 Таким образом, искривление каналов позволяет эффективно производить полирование даже при высокой скорости вращения полировальника. Традиционным инструментом этого добиться без значительного увеличения прижимного усилия невозможно, т.к. всплытие инструмента происходит при гораздо меньших частотах вращения 400-500 об/мин. Увеличение площади поперечного сечения 8 каналов 4 5702 1 за счет увеличения ширины, глубины или их количества будет способствовать снижению требуемой скорости вращения. Последнее замечание может быть применимо в том случае,если используемое смазочное оборудование не сможет обеспечить столь высокой скорости принудительного вращения инструмента. Таким образом, предлагаемый способ позволяет существенно повысить производительность полировки оптических деталей, используя увеличение скорости вращения инструмента без увеличения усилия прижима. Последнее важно в плане сохранения формы подложки полировальника. Кроме того, увеличение давления приводит к появлению дефектов на обрабатываемой поверхности. Источники информации 1. А.с. СССР 878531, МПК В 24 В 37/04, 1981. 2. А.с. СССР 1404284, МПК В 24 В 11/00, 1988. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B24B 13/00
Метки: поверхностей, обработки, сферических, способ
Код ссылки
<a href="https://by.patents.su/5-5702-sposob-obrabotki-sfericheskih-poverhnostejj.html" rel="bookmark" title="База патентов Беларуси">Способ обработки сферических поверхностей</a>
Способ обработки сферических поверхностей
Номер патента: 2069
Опубликовано: 30.03.1998
Авторы: Филонов Игорь Павлович, Реут Татьяна Аркадьевна, Чембрович Владимир Иванович, Шамкалович Владимир Иванович, Козерук Альбин Степанович
МПК: B24B 11/02
Метки: поверхностей, сферических, способ, обработки
Текст:
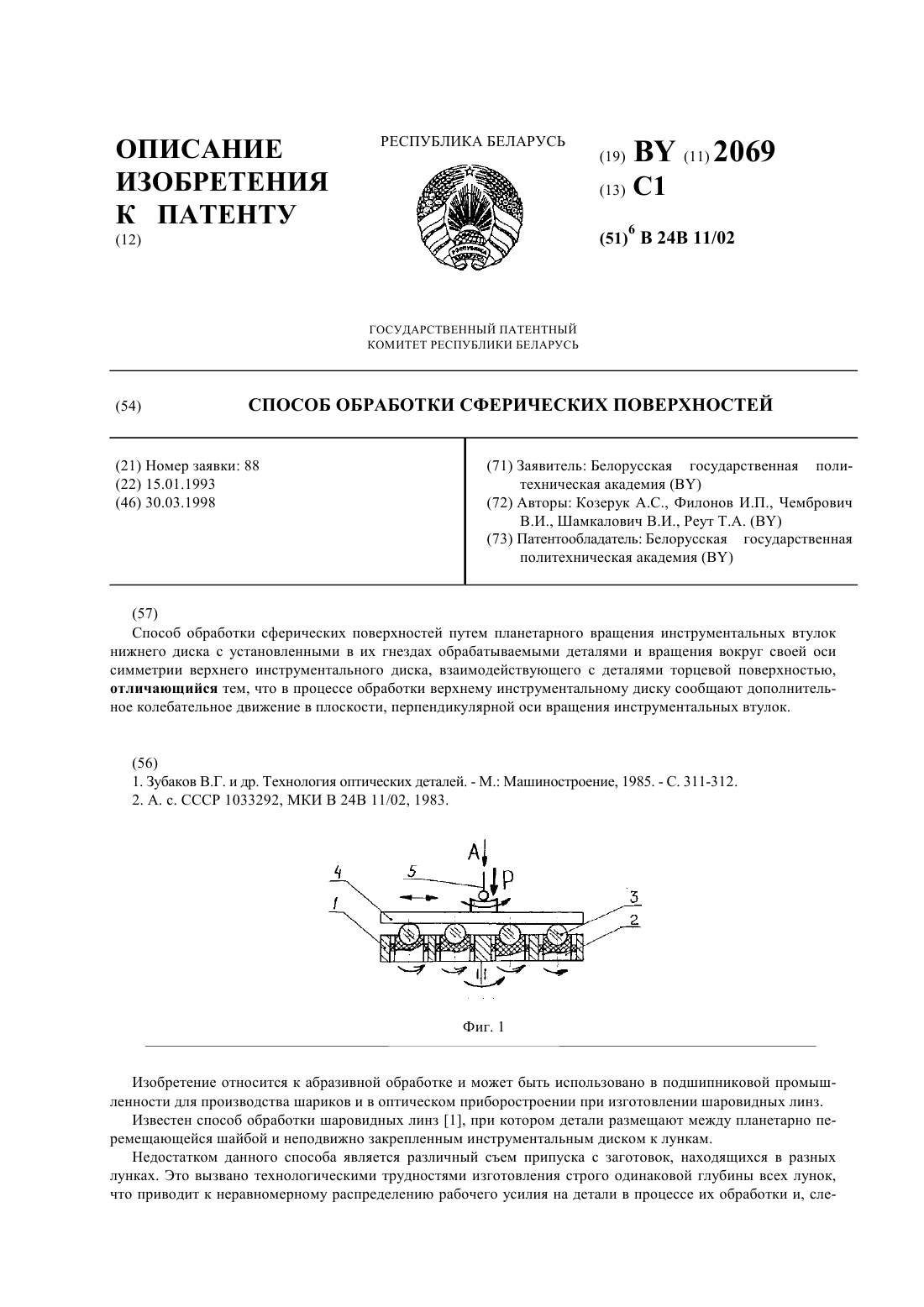
...втулках,закрепленных в центральной и краевой зонах нижнего диска. Выравнивание путей трения достигается за счет выхода на определенное время с зоны обработки деталей, находящихся в инструментальных втулках периферийной зоны, что обеспечивается путем регулирования величины амплитуды колебательного движения верхнего инструментального диска. На фиг.1 представлена схема реализации предлагаемого способа, на фиг.2 - вид А фиг.1 (без...
Устройство для двусторонней обработки сферических поверхностей
Номер патента: 3446
Опубликовано: 30.06.2000
Авторы: Федорцев Ростислав Валерьевич, Козерук Альбин Степанович, Филонов Игорь Павлович, Климович Федор Федорович
МПК: B24B 13/00
Метки: поверхностей, обработки, устройство, двусторонней, сферических
Текст:
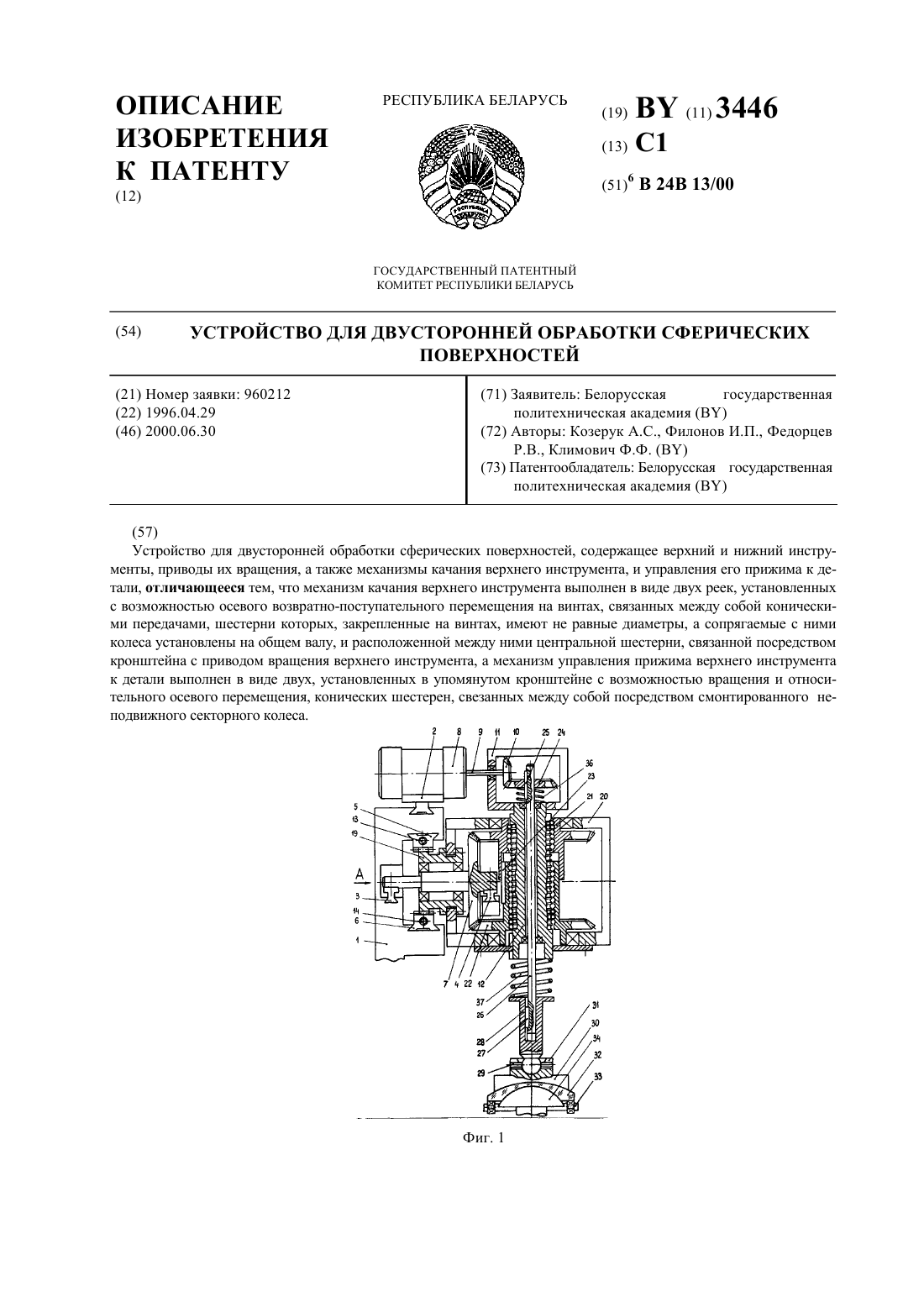
...с шестернями 15 и 16 выходного звена механизма качания поводка верхнего инструменты На секторном колесе 7 через подшипники установлена центральная шестерня 19 с жестко закрепленным кронштейном 20, несущим верхнюю 21 и нижнюю 22 шестерни-гайки шарико-винтовой передачи, связанные между собой посредством шпонки 23. Шестерня 10 входит в зацепление с шестерней 24. Последняя через шпонку 25 установлена на одном конце центрального вала 26 с...
Способ управления процессом формообразования прецизионных поверхностей оптических деталей

Номер патента: 5253
Опубликовано: 30.06.2003
Авторы: Маляренко Александр Дмитриевич, Митенков Максим Валерьевич, Филонов Игорь Павлович, Видмант Феликс Викентьевич
МПК: B24B 13/00
Метки: оптических, прецизионных, поверхностей, процессом, способ, управления, деталей, формообразования
Текст:
...лучшей управляемости процессом формообразования толщина полировальника уменьшается от центра к краю. Сущность изобретения поясняется чертежами, где фиг. 1 - схема обработки выпуклой поверхности фиг. 2 - схема обработки вогнутой поверхности фиг. 3 - графическая зависимость точности формы полируемой поверхности от температуры суспензии фиг. 4 - зависимость производительности доводки от температуры полировальной суспензии. Устройство для...
Способ доводки сферических поверхностей
Номер патента: 3380
Опубликовано: 30.06.2000
Авторы: Филонов Игорь Павлович, Федорцев Ростислав Валерьевич, Климович Федор Федорович, Козерук Альбин Степанович
МПК: B24B 11/00, B24B 13/02
Метки: сферических, способ, поверхностей, доводки
Текст:
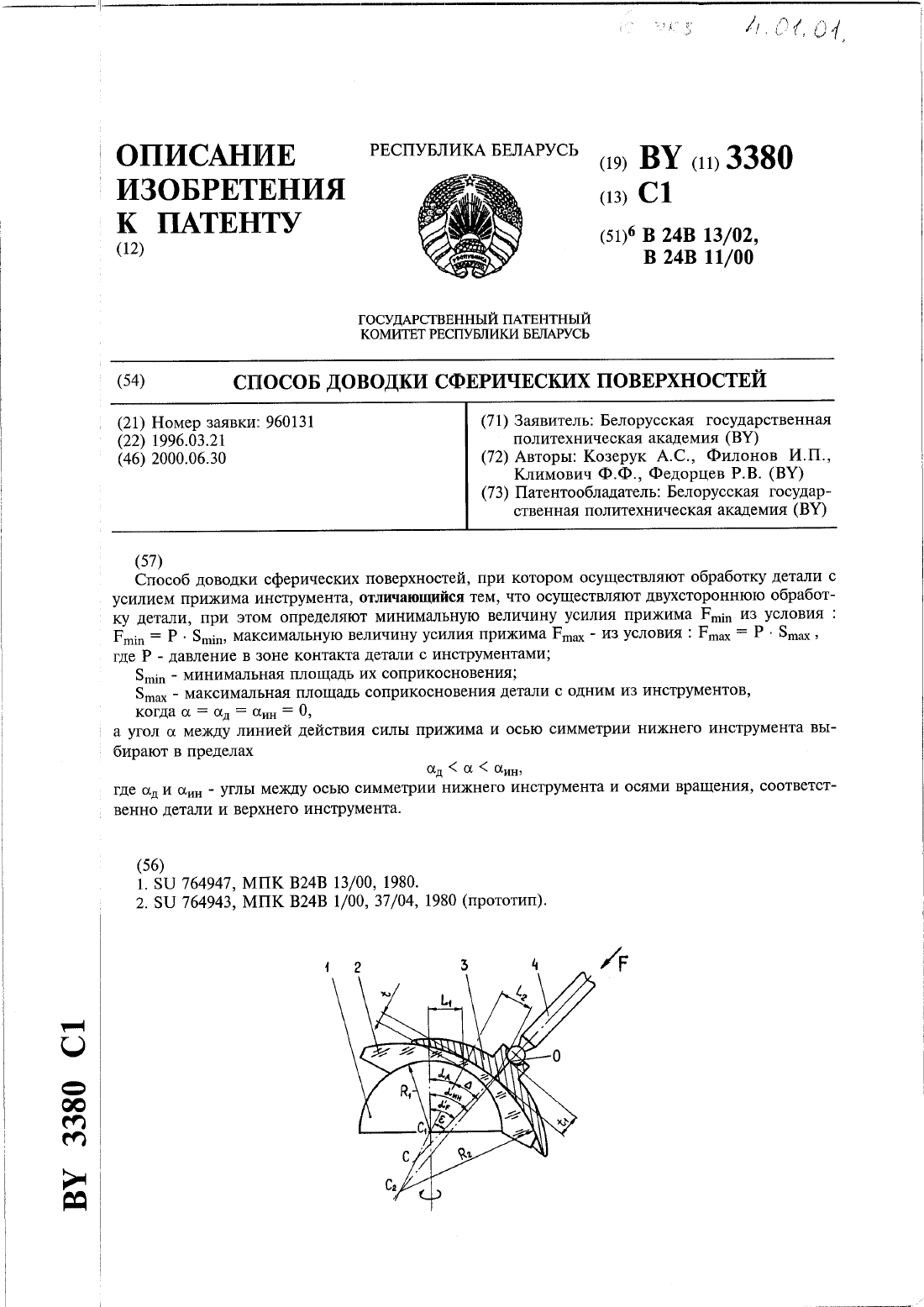
...возможностью вращения вокруг своих Центральных осей, которое сообщается им от нижнего инструмента за счет сил трения между соприкасающимися поверхностями, так и возвратно-вращательного перемещения от отдельных исполнительных механизмов станка (не показаны). Перемещение детали происходит по рабочей поверхности инструмента 1, с которой она соприкасается одной из своих поверхностей, а инструмента 3 - по второй поверхности детали. При этом...
Устройство для активного контроля кривизны выпуклых сферических поверхностей

Номер патента: 4585
Опубликовано: 30.09.2002
Авторы: Козерук Альбин Степанович, Федорцев Валерий Александрович, Филонова Марина Игоревна, Федорцев Ростислав Валерьевич
МПК: B24B 49/06, B24B 49/00
Метки: выпуклых, поверхностей, кривизны, сферических, активного, устройство, контроля
Текст:
...исходная кривизна которой равна кривизне контактного щупа и противоположна ей по знаку, при этом контактный щуп связан с одной из клемм измерительного прибора, вторая клемма которого связана с формообразующим инструментом, причем для удержания контактного щупа от вращения механизм контроля содержит дугообразную скобу, подвижно связанную с поводком станка. На чертеже показано устройство для контроля кривизны выпуклой сферической...
Предыдущий патент: Устройство для определения линейных и угловых перемещений
Следующий патент: Способ эрадикации хеликобактериальной инфекции в раннем послеоперационном периоде
Случайный патент: Кожухотрубный теплообменник