Способ доводки сферических поверхностей
Номер патента: 3380
Опубликовано: 30.06.2000
Авторы: Козерук Альбин Степанович, Филонов Игорь Павлович, Климович Федор Федорович, Федорцев Ростислав Валерьевич
Текст
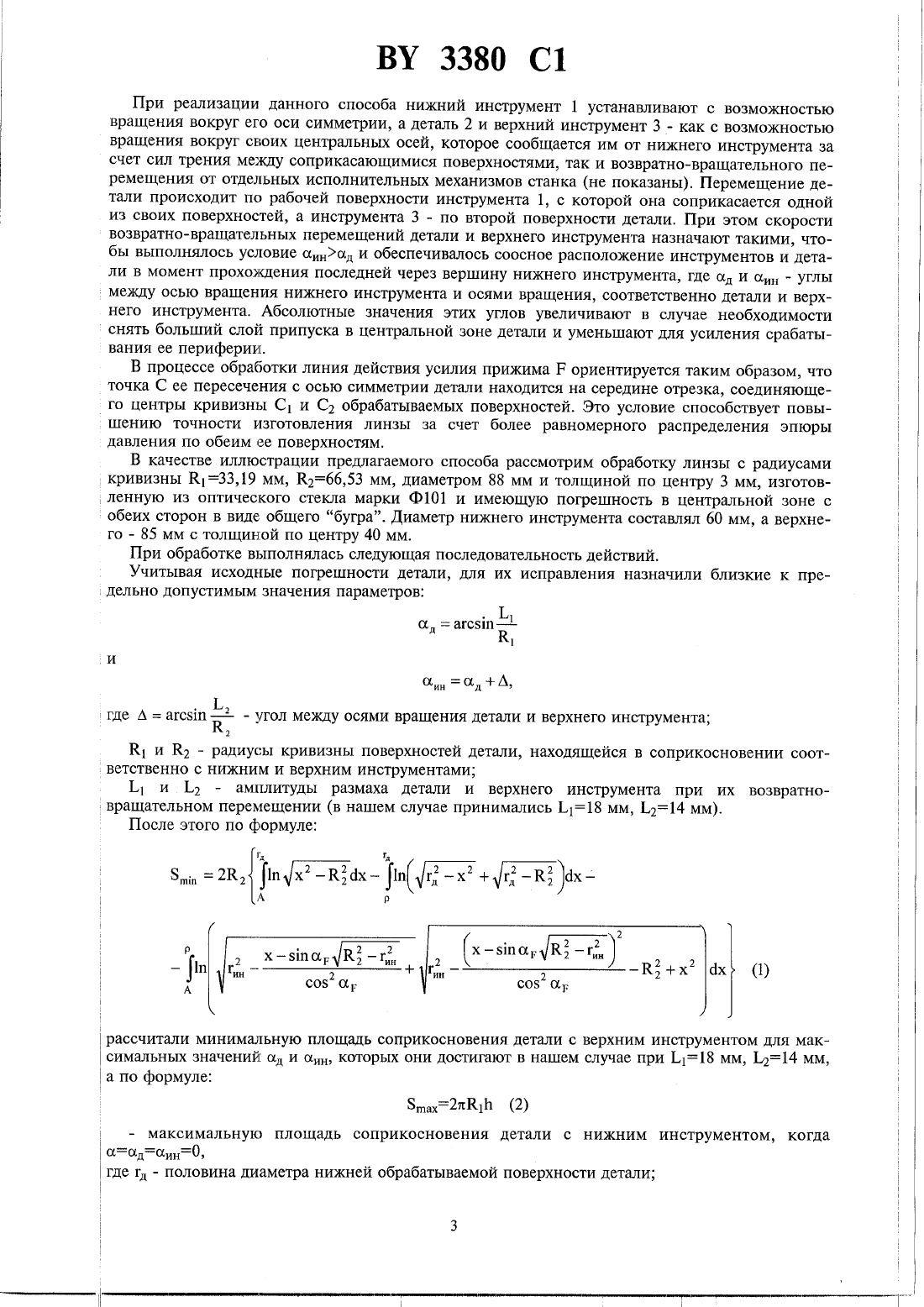
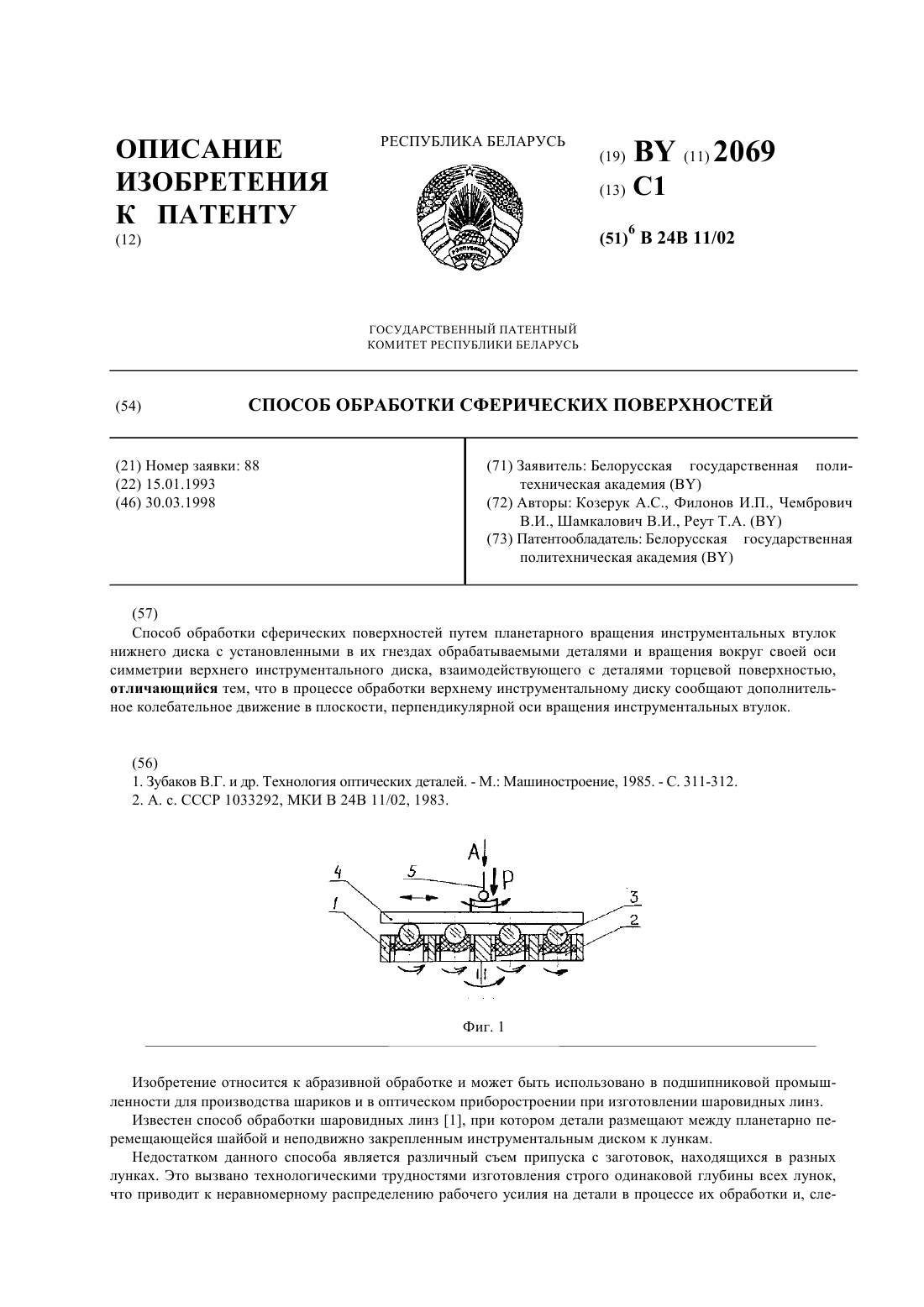
(54) СПОСОБ ДОВОДКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ(71) Заявитель Белорусская государственная политехническая академия (ВУ)(73) Патентообладатель Белорусская государственная политехническая академия (ВУ)Способ доводки сферических поверхностей, при котором осуществляют обработку детали с усилием прижима инструмента, отличающийся тем, что осуществляют двухстороннюю обработку детали, при этом определяют минимальную величину усилия прижима Ртш из условия Ртш Р Зшдп, максимальную величину усилия прижима Ртах из условия Ршах Р - Этак где Р - давление в зоне контакта детали с инструментамиЗшш минимальная площадь их соприкосновенияЭтак - максимальная площадь соприкосновения детали с одним из инструментов, когда ос оъд осин О, а угол ос между линией действия силы прижима и осью симметрии нижнего инструмента выбирают в пределахосд ос шин,где осд и (хин - углы между осью симметрии нижнего инструмента и осями вращения, соответственно детали и верхнего инструмента.Изобретение относится к технологии обработки свободным абразивом деталей со сферическими поверхностями и может быть использовано в машино- и приборостроении.Известен способ обработки оптических деталей 1, при котором обрабатываемую поверхность разделяют на прилегающие участки, близкие по размерам к поперечному размеру инструмента, И определяют удельную производительность инструмента как функцию координат поверхности детали при воздействии единичным усилием на каждом ее участке, после чего,определив полное время обработки детали, выбирают величины усилий прижима инструмента на каждом участке поверхности детали путем аппроксимации функции припуска линейной комбинацией функций удельной производительности в соответствии с формулойгде рд, срд - координаты середины 1-го участка 111(р,р) - функции производительности Р, - набор усилий, определяющий режим обработки Н(р,р) аппроксимация функции припуска Т - время обработки М - количество участков.Недостатком данного способа является сложность, высокая трудоемкость и ограниченная точность определения аппроксимирующей функции и значений удельной производительности на каждом из участков заготовки, что отрицательно сказывается на степени соответствия рас ЧВТНЫХ режимов ОбрЗбОТКИ реальным И ВЫЗЫВЗСТ СУЩЕСТВЕННОЕ ОТКЛОНСНИС ГВОМСТРИЧССКИХпараметров детали от заданных. Прототипом заявляемого способа является способ доводки оптических деталей 2, при ко з тором осуществляют обработку детали с усилием прижима инструмента, а минимальную велиу чину усилия прижима 1 определяют из условия. где Утах, Унт, - максимальное и минимальное значение скорости движения любого участка дед тали по инструменту а - зернистость абразива к - коэффициент пропорциональности.Недостатком этого способа является крайне низкая точность расчета минимального усилия прижима инструмента из-за сложности определения Уши и Утдд, представляющих собой, стро го говоря, максимальное и минимальное значение скорости движения элемента поверхности д детали относительно абразивных зерен, которые сами находятся в непрерывном и переменном 3 перемещении между соприкасающимися поверхностями инструмента и детали. Кроме того, обрабатывающая суспензия содержит по крайней мере три фракции зерен (предварительную,основную и мелкую), отличающихся между собой по размеру, в то время как в формулу для определения шт входит определенный размер абразива.Задачей, решаемой изобретением, является управление закономерностями съема припуска. на стадии финишной обработки сферических прецизионных поверхностей, что способствует с повышению качества деталей.Поставленная задача достигается тем, что в способе доводки сферических поверхностей,при котором осуществляют обработку с усилием прижима инструмента, осуществляют двустороннюю обработку детали, при этом определяют минимальную величину усилия прижима Рт, из условия Р,Р 5,д, максимальную величину усилия прижима Р - из условия РтахР 5 шах а где Р - давление в зоне контакта детали с инструментамиЗтдп - минимальная площадь их соприкосновенияЗтах - максимальная площадь соприкосновения детали с одним из инструментов, когда оъссдос 0а УГОЛ ос МЕЖДУ ЛИНИСЙ ДСЙСТВИЯ СИЛЫ прижима И ОСЬЮ СИММСТрИИ НИЖНЕГО инструмента ВЫбирают в пределах оьд ос осин, где отд и осин - углы между осью симметрии нижнего инструмента и осями вращения, соответственно детали и верхнего инструмента.Существенное отличие предлагаемого способа состоит в том, что при его осуществлении линия действия усилия прижима направлена в точку, находящуюся на середине отрезка, соединяющего центры кривизны обрабатываемых поверхностей детали. Данное условие положительно влияет на точность формообразования линзы, благодаря более равномерному распределению давления по обеим ее поверхностям.На чертеже показана схема, ПОЯСНЯЮЩИЯ СПОСОб.При реализации данного способа нижний инструмент 1 устанавливают с возможностью вращения вокруг его оси симметрии, а деталь 2 И верхний инструмент 3 - как с возможностью вращения вокруг своих Центральных осей, которое сообщается им от нижнего инструмента за счет сил трения между соприкасающимися поверхностями, так и возвратно-вращательного перемещения от отдельных исполнительных механизмов станка (не показаны). Перемещение детали происходит по рабочей поверхности инструмента 1, с которой она соприкасается одной из своих поверхностей, а инструмента 3 - по второй поверхности детали. При этом скорости возвратно-вращательных перемещении детали и верхнего инструмента назначают такими, чтобы выполнялось условие схиносд и обеспечивалось соосное расположение инструментов и детали в момент прохождения последней через вершину нижнего инструмента, где ад и осин - углымежду осью вращения нижнего инструмента и осями вращения, соответственно детали и верхнего инструмента. Абсолютные значения этих углов увеличивают в случае необходимости снять больший слой припуска в Центральной зоне детали и уменьшают для усиления срабатЬ 1 вания ее периферии.В процессе обработки линия действия усилия прижима Р ориентируется таким образом, что точка С ее пересечения с осью симметрии детали находится на середине отрезка, соединяющего Центры кривизны С и С обрабатываемых поверхностей. Это условие способствует повышению точности изготовления линзы за счет более равномерного распределения эпюры давления по обеим ее поверхностям.В качестве иллюстрации предлагаемого способа рассмотрим обработку линзы с радиусами кривизны К 133,19 мм, 11266,53 мм, диаметром 88 мм и толщиной по Центру 3 мм, изготовленную из оптического стекла марки Ф 101 и имеющую погрешность в центральной зоне с обеих сторон в виде общего бугра. Диаметр нижнего инструмента составлял 60 мм, а верхнего - 85 мм с толщиной по центру 40 мм.При обработке выполнялась следующая последовательность действий.Учитывая исходные погрешности детали, для их исправления назначили близкие к предельно допустимым значения параметров. 1.,осд агс 5 шК И ост, осд А, 1, где А агсзш - УГОЛ МСЖДУ ОСЯМИ вращения ДСТЗЛИ И верхнего инструмента2 К, и К 2 - радиусы кривизны поверхностей детали, находящейся в соприкосновении соответственно с нижним и верхним инструментами 1,1 и 1.2 - амплитуды размаха детали и верхнего инструмента при их возвратнов вращательном перемещении (в нашем случае принимались Ь 118 мм, 1214 мм). После этого по формулерассчитали минимальную площадь соприкосновения детали с верхним инструментом для макимальных значений осд и осин, которых они достигают в нашем случае при Ь 118 мм, Ь 214 мм, 1 1 с 1 а по формуле, - максимальную площадь соприкосновения детали с нижним инструментом, когдаососд-ссин-0, где гд - половина диаметра нижней обрабатываемой поверхности деталиА 111 ос, К д г сов ос, - нижняя граница интегрирования гин - половина диаметра верхнего инструмента х - переменная интегрирования (текущее значение абсциссы)11 К, - Ш - г - стрелка прогиба поверхности детали радиусом К 1 ос - угол между линией действия усилия прижима и осью вращения нижнего инструмента. Далее по формулерассчитали угол наъзтона поводка 4, обеспечивающий направление усилия прижима в точку С,находящуюся на середине отрезка, соединяющего центры кривизны С 1 и С обрабатываемыхповерхностей. При этом угол между осью вращения детали и линией действия усилия прижима определяли из равенства8 2 акт ода, -к, так, г 1)со 5 А(К 2 -в, - 92 , К(К 2 К 1 ) где С И ц - толщина линзы и верхнего инструмента по Центру, соответственнорасстояние от точки О приложения усилия прижима к верхнему инструменту до точки С.В процессе обработки проводили плавное изменение усилия прижима Р в пределах от РШЙЕР-Бшдп до РШШЕР-Зшах таким образом, чтобы давление Р в зоне контакта детали с инструментами оставалось постоянным и равным 0,6 кг/см 2 на стадии шлифования и 0,25 кг/см 2 на этапе полирования. При этом оър изменяли согласно равенству 01 осд, а скорости возвратновращательных перемещений детали оэд и верхнего инструмента шин определяли из соотношении1 ГДС Т - время ОДНОГО цикла (ОДНОГО ДВОИНОГО ХОДЗ. детали И ВСРХНСГО инструмента В ИХ Пп - количество оборотов в минуту привода механизма возвратно-вращательного перемещения детали и верхнего инструмента, которое в нашем случае принималось равным 60 и 20 об/мин соответственно на операциях шлифования и полирования.Значения параметров Зтш, этак и оър, рассчитанные по формулам (1)-(3), в нашем случае составляли шд 24,3 Е см 2 тах 3555 см 2 оср 68.В результате обработки получили деталь со следующей точностью радиусов кривизны 1112, 1 Т 23 интерференционных кольца, а АЫ 1 АЫ 20,3 интерференционного кольца. Точность формы данной детали, обработанной по существующей в настоящее время технологии односторонней обработки с поочередным закреплением (блокировкой) заготовки с помощью наклеечной смолы на специальные наклеенные приспособления, составляет Ы 13, Ы 24 интерференционных кольца, а А 111 А 1120,5 интерференционного кольца, что ниже первого слу Кроме отмеченного, при обработке линз по предлагаемому способу исключаются такие энергоемкие операции, как блокировка и разблокировка заготовок, отпадает необходимость в наклеечных приспособлениях, наклеечной смоле и авиационном бензине для промывки деталей, а также уменьшается время полной обработки (для выбранной нами линзы) с 6,5 до 2,5 ч.Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B24B 11/00, B24B 13/02
Метки: сферических, способ, доводки, поверхностей
Код ссылки
<a href="https://by.patents.su/4-3380-sposob-dovodki-sfericheskih-poverhnostejj.html" rel="bookmark" title="База патентов Беларуси">Способ доводки сферических поверхностей</a>
Способ обработки сферических поверхностей
Номер патента: 2069
Опубликовано: 30.03.1998
Авторы: Реут Татьяна Аркадьевна, Козерук Альбин Степанович, Шамкалович Владимир Иванович, Чембрович Владимир Иванович, Филонов Игорь Павлович
МПК: B24B 11/02
Метки: обработки, сферических, поверхностей, способ
Текст:
...втулках,закрепленных в центральной и краевой зонах нижнего диска. Выравнивание путей трения достигается за счет выхода на определенное время с зоны обработки деталей, находящихся в инструментальных втулках периферийной зоны, что обеспечивается путем регулирования величины амплитуды колебательного движения верхнего инструментального диска. На фиг.1 представлена схема реализации предлагаемого способа, на фиг.2 - вид А фиг.1 (без...
Способ упрочнения ультразвуком наружных цилиндрических поверхностей деталей
Номер патента: 678
Опубликовано: 30.06.1995
Авторы: Пасах Е. В., Кукин С. Ф.
МПК: B24B 39/02
Метки: деталей, поверхностей, цилиндрических, ультразвуком, способ, наружных, упрочнения
Текст:
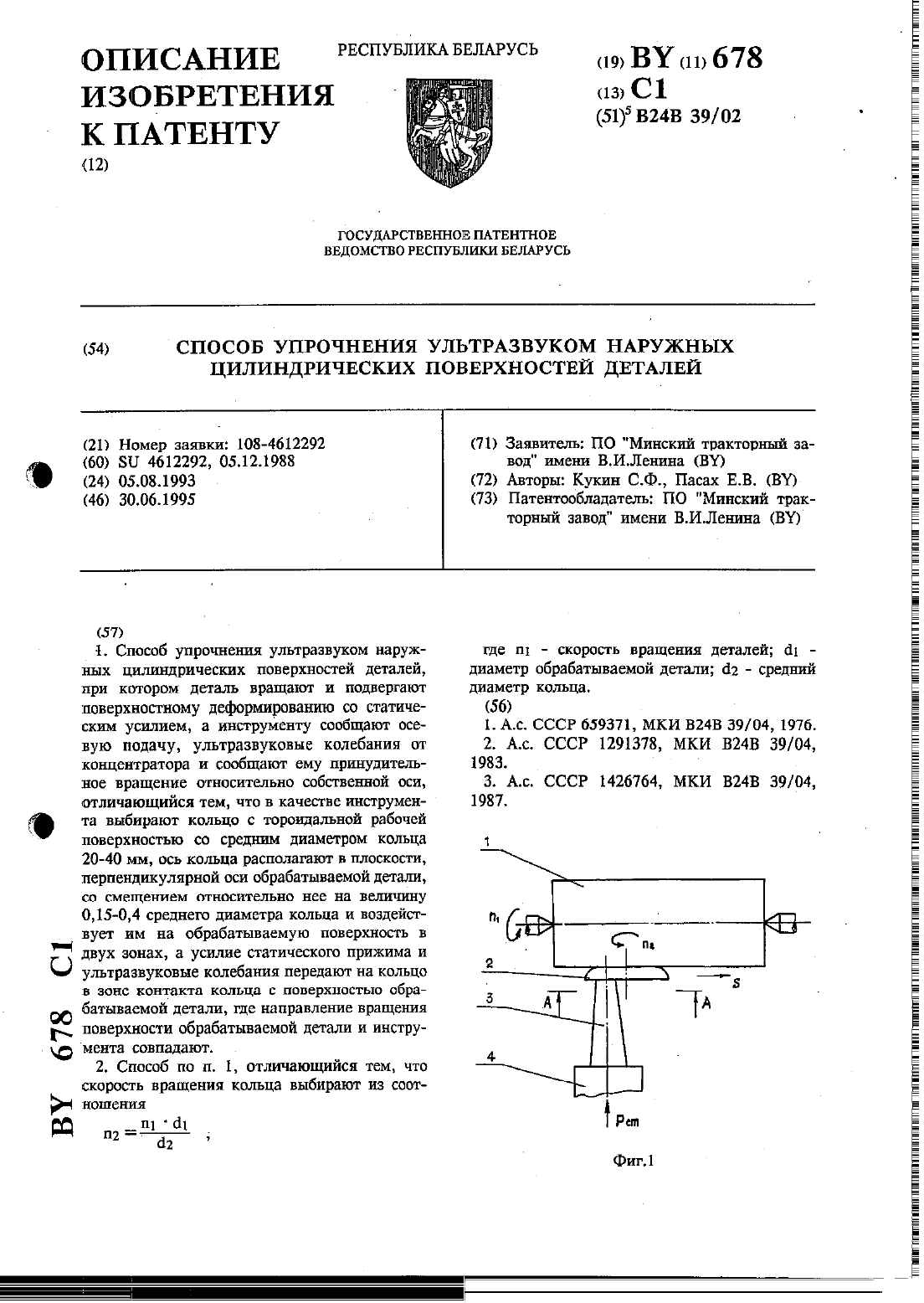
...деталь 1 диаметром с 11 вращают со скоростью щ в контакте с вращающимся со скоростью п и перемещающимся вдоль с подачей 8 кольцом 2 с тороидальной рабочей поверхностью и средним диаметром с 12, ось которого расположена от оси детали 1 на расстоянии 11. С обратной стороны кольца 2 по оси концентратора 3, проходящей через зону контакта кольца с деталью, где направление перемещения обрабатываемой поверхности и инструмента (кольца 2)...
Станок для обработки оптических поверхностей
Номер патента: 2068
Опубликовано: 30.03.1998
Авторы: Шамкалович Владимир Иванович, Козерук Альбин Степанович, Реут Татьяна Аркадьевна, Альхимович Геннадий Петрович, Филонов Игорь Павлович
МПК: B24B 13/04, B24B 13/00
Метки: поверхностей, оптических, обработки, станок
Текст:
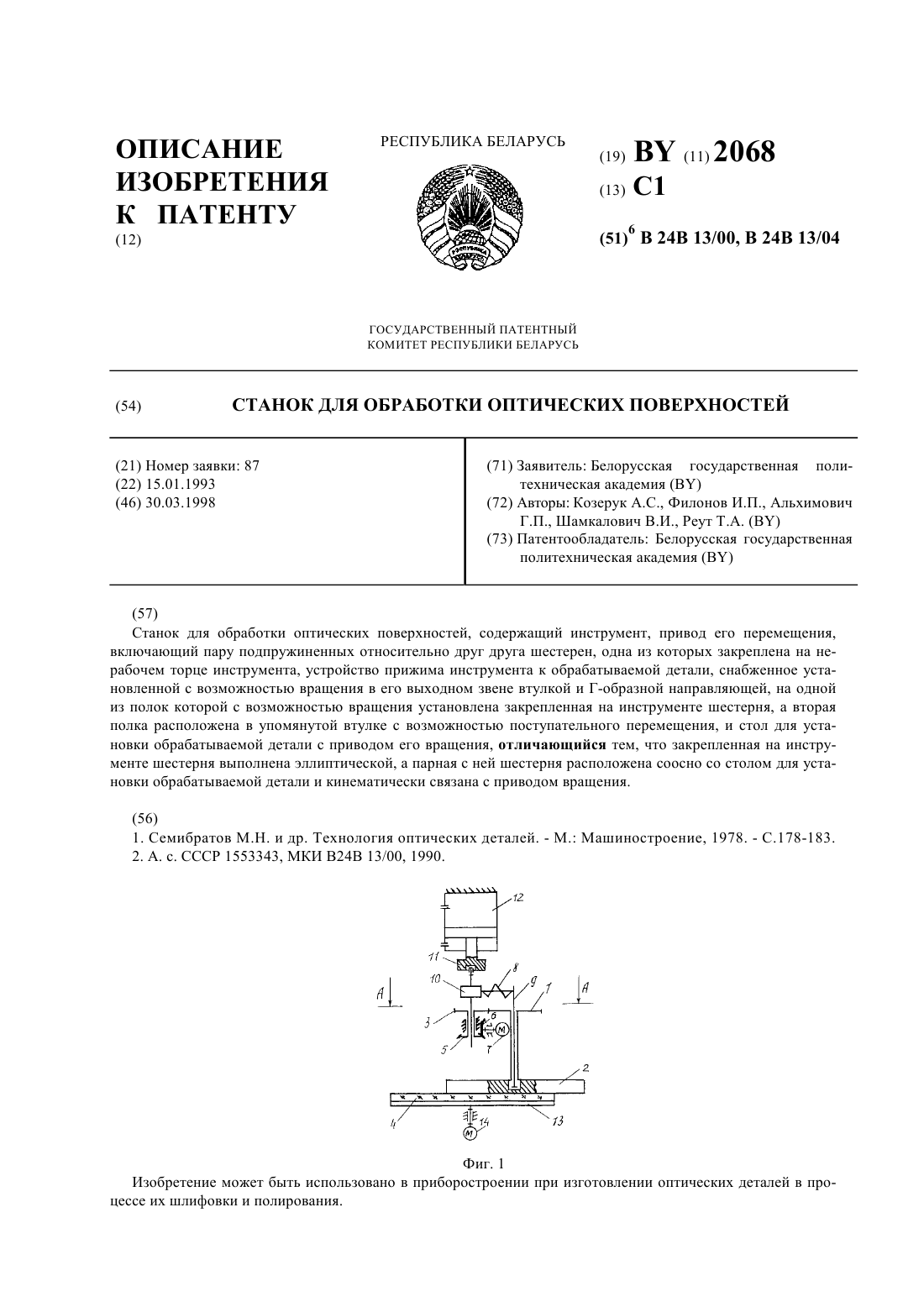
...с возможностью вращения установлена закрепленная на инструменте шестерня, а вторая полка расположена в упомянутой втулке с возможностью поступательного перемещения, и стол для установки обрабатываемой детали с приводом его вращения, при этом закрепленная на инструменте шестерня выполнена эллиптической, а парная с ней шестерня расположена сн со столом для установки обрабатываемой детали и кинематически связана с приводом вращения....
Способ обработки цилиндрических поверхностей сквозных отверстий
Номер патента: 454
Опубликовано: 30.03.1995
Авторы: Амозов С. В., Мастюгин Л. И., Давыдов И. И., Минец В. В.
МПК: B24D 13/02, B24B 37/02
Метки: способ, обработки, сквозных, цилиндрических, поверхностей, отверстий
Текст:
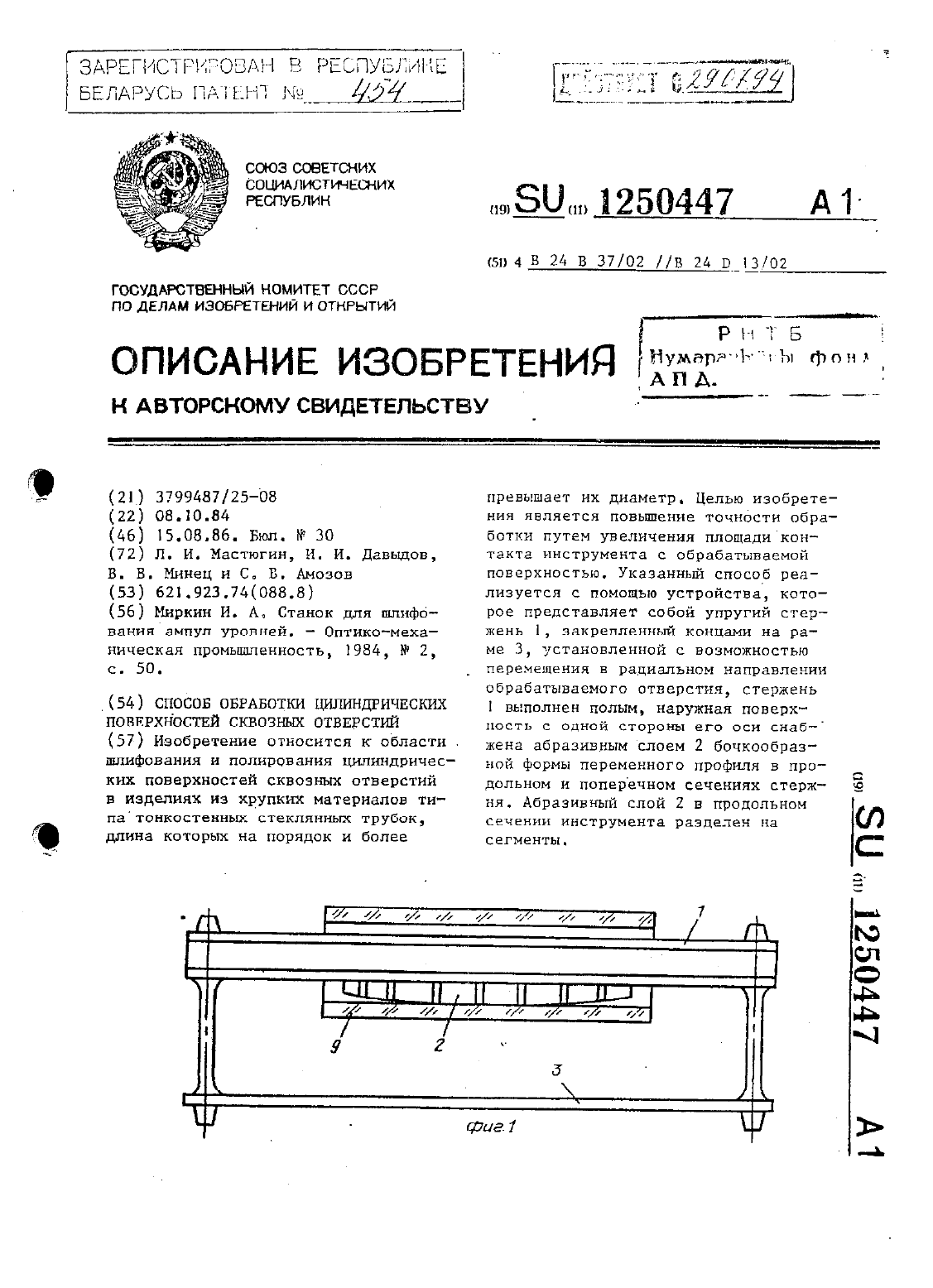
...отверстия. Абразивный слой 2 в продольном сечении разделен на сегменты 7 путем нарезания канавок 8.Обработку цилиндрических поверхностей сквозных отверстии осуществляют следующим образом.Вначале к работа готовят сам инструмент. Для этого абразивному слою 2 придают бочкообразную форму переменного профиля в продольном и поперечном сечениях согласно указанны выше выражений с таким условием, чтобы максимальная толщина абразивного слоя...
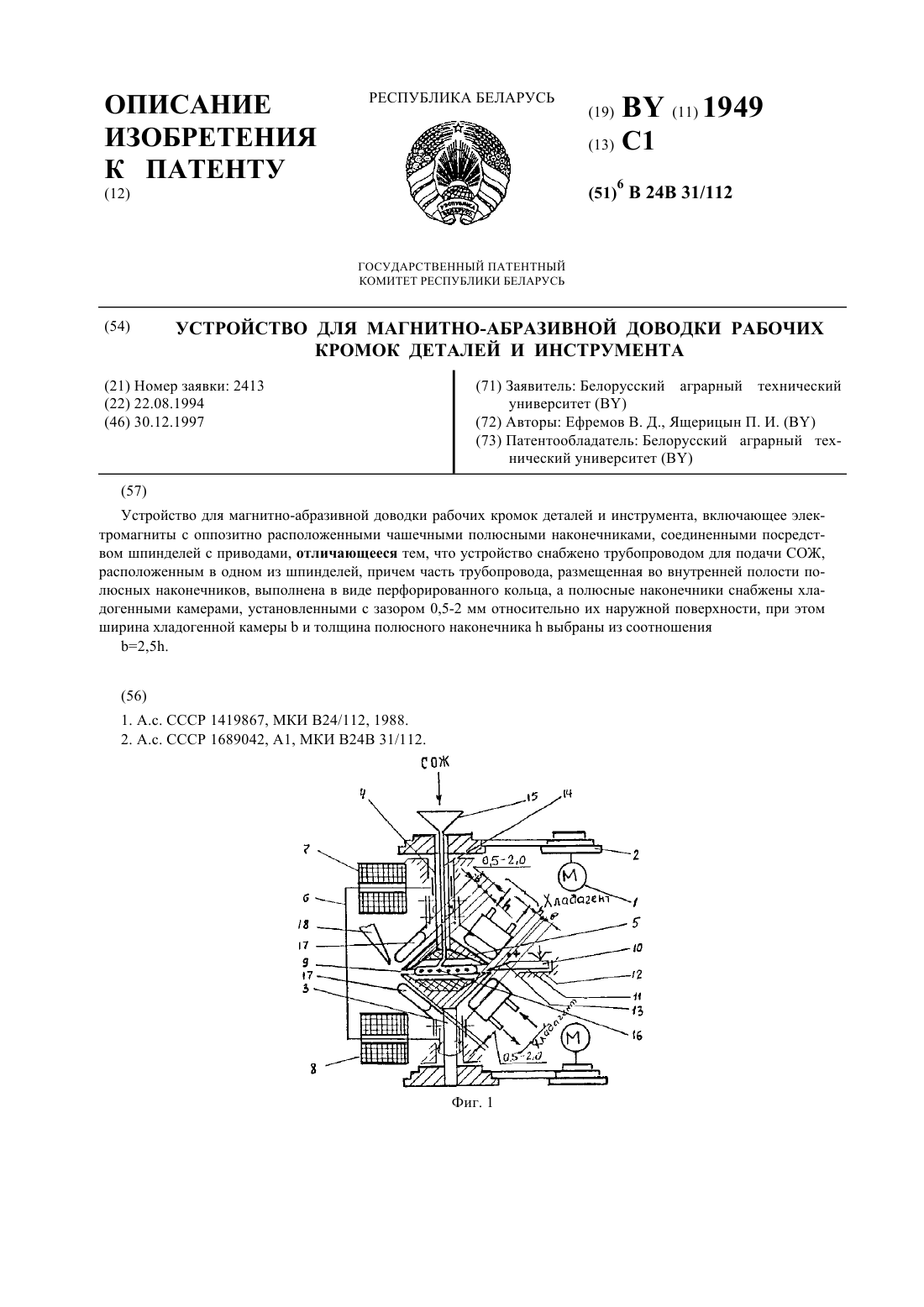
Устройство для магнито-абразивной доводки рабочих кромок деталей и инструмента
Номер патента: 1949
Опубликовано: 30.12.1997
Авторы: Ящерицын Петр Иванович, Ефремов Владимир Дмитриевич
МПК: B24B 31/112
Метки: доводки, кромок, рабочих, магнито-абразивной, инструмента, деталей, устройство
Текст:
...шкивы 2 и клиноременную передачу, совместно со шпинделями 3, 4 получают вращение полюсные наконечники 5. Одновременно магнитопровод 6, от электромагнитных катушек 7, 8 подают магнитную энергию,концентрируемую в рабочем зазоре 9, заполненном МАМ. От величины силы тока изменяется напряженность магнитного поля в рабочем зазоре и МАМ, расположенная в нем, уплотняется, образуя магнитноабразивную щетку - режущий инструмент, необходимый для съема...
Предыдущий патент: Способ регенерации травителя на основе ортофосфорной кислоты
Следующий патент: Шестеренный насос
Случайный патент: Модульная дозирующая система