Устройство для двусторонней обработки сферических поверхностей
Номер патента: 3446
Опубликовано: 30.06.2000
Авторы: Филонов Игорь Павлович, Федорцев Ростислав Валерьевич, Козерук Альбин Степанович, Климович Федор Федорович
Текст
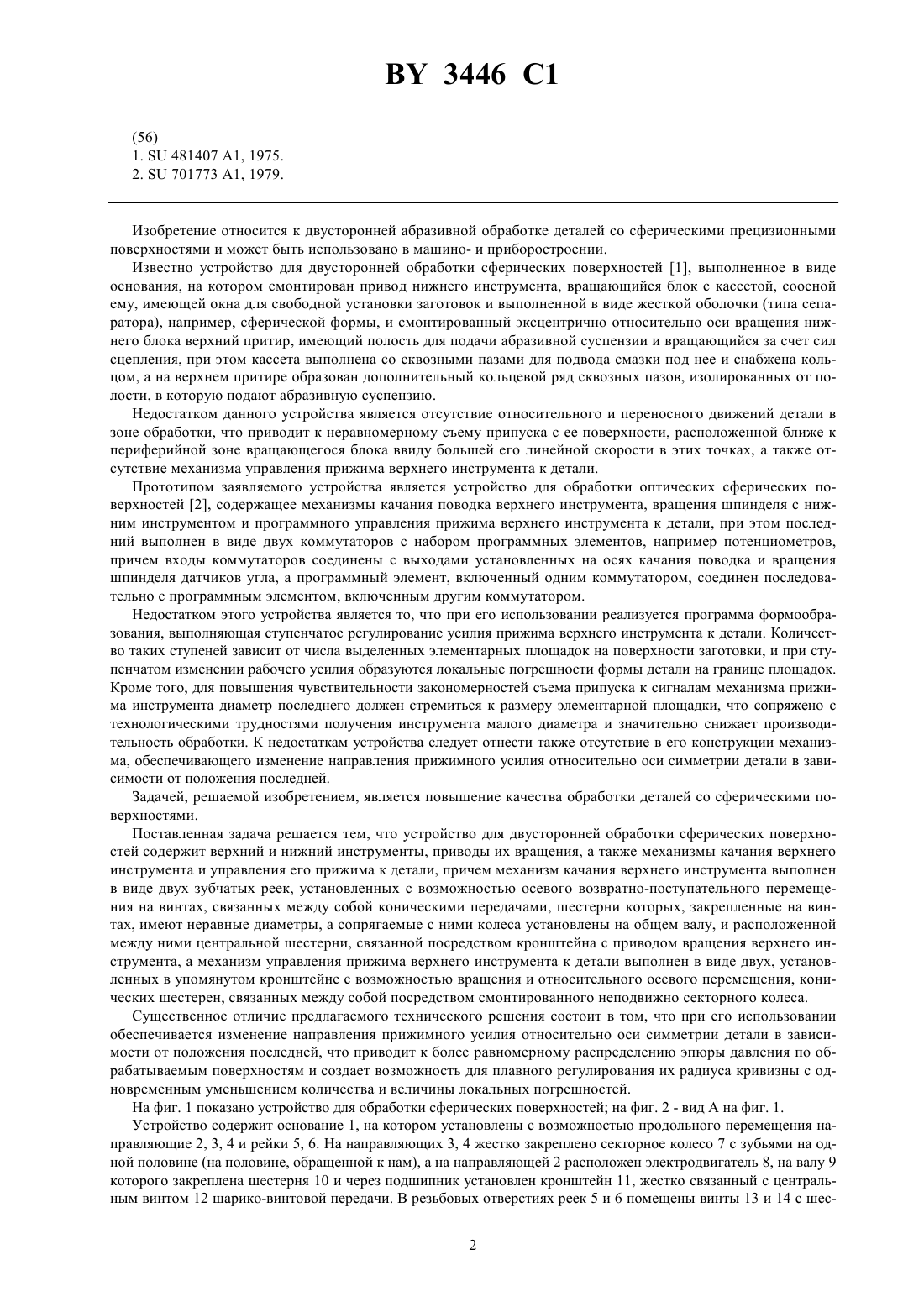
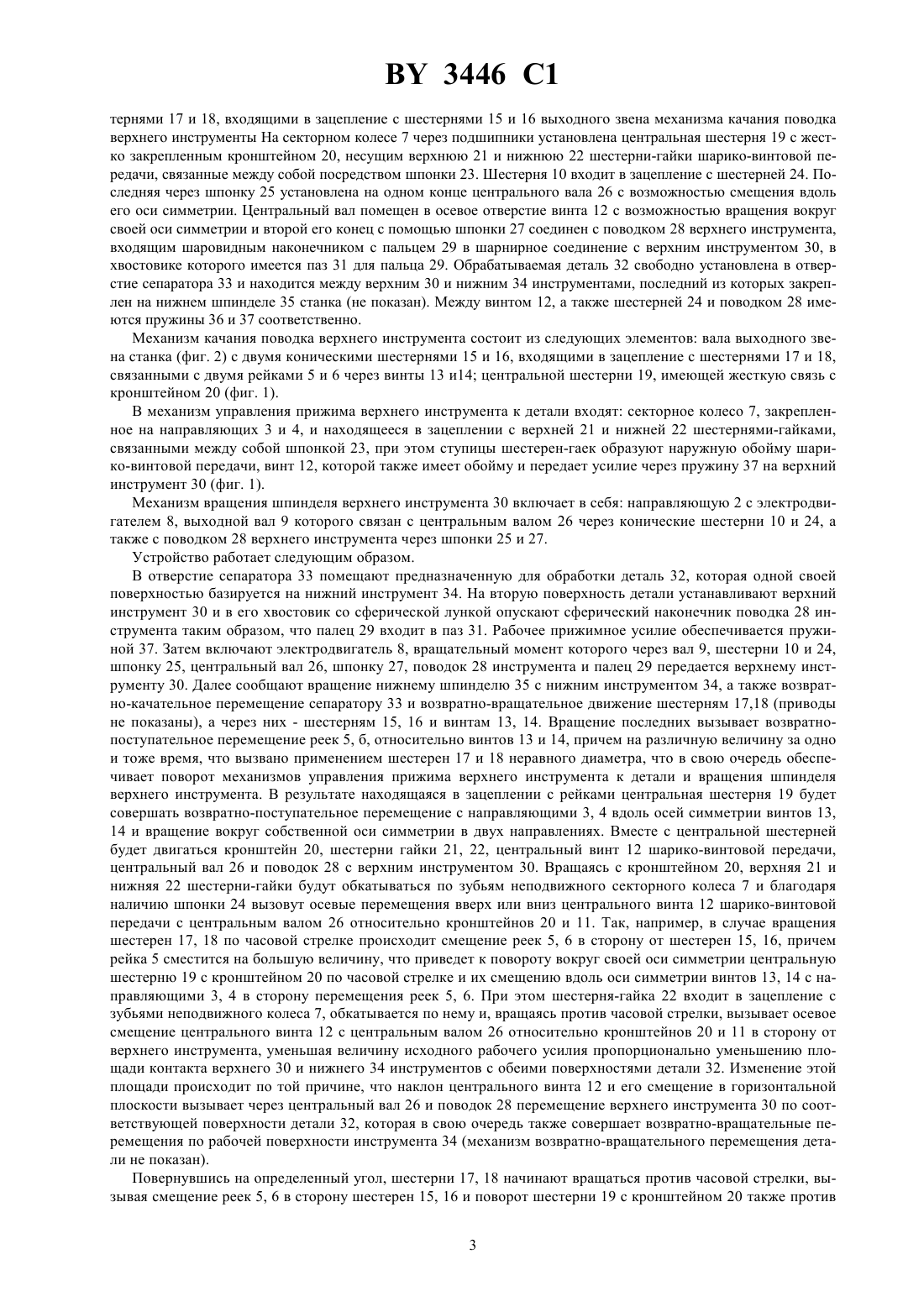
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ(71) Заявитель Белорусская государственная политехническая академия(73) Патентообладатель Белорусская государственная политехническая академия(57) Устройство для двусторонней обработки сферических поверхностей, содержащее верхний и нижний инструменты, приводы их вращения, а также механизмы качания верхнего инструмента, и управления его прижима к детали, отличающееся тем, что механизм качания верхнего инструмента выполнен в виде двух реек, установленных с возможностью осевого возвратно-поступательного перемещения на винтах, связанных между собой коническими передачами, шестерни которых, закрепленные на винтах, имеют не равные диаметры, а сопрягаемые с ними колеса установлены на общем валу, и расположенной между ними центральной шестерни, связанной посредством кронштейна с приводом вращения верхнего инструмента, а механизм управления прижима верхнего инструмента к детали выполнен в виде двух, установленных в упомянутом кронштейне с возможностью вращения и относительного осевого перемещения, конических шестерен, свезанных между собой посредством смонтированного неподвижного секторного колеса. Изобретение относится к двусторонней абразивной обработке деталей со сферическими прецизионными поверхностями и может быть использовано в машино- и приборостроении. Известно устройство для двусторонней обработки сферических поверхностей 1, выполненное в виде основания, на котором смонтирован привод нижнего инструмента, вращающийся блок с кассетой, соосной ему, имеющей окна для свободной установки заготовок и выполненной в виде жесткой оболочки (типа сепаратора), например, сферической формы, и смонтированный эксцентрично относительно оси вращения нижнего блока верхний притир, имеющий полость для подачи абразивной суспензии и вращающийся за счет сил сцепления, при этом кассета выполнена со сквозными пазами для подвода смазки под нее и снабжена кольцом, а на верхнем притире образован дополнительный кольцевой ряд сквозных пазов, изолированных от полости, в которую подают абразивную суспензию. Недостатком данного устройства является отсутствие относительного и переносного движений детали в зоне обработки, что приводит к неравномерному съему припуска с ее поверхности, расположенной ближе к периферийной зоне вращающегося блока ввиду большей его линейной скорости в этих точках, а также отсутствие механизма управления прижима верхнего инструмента к детали. Прототипом заявляемого устройства является устройство для обработки оптических сферических поверхностей 2, содержащее механизмы качания поводка верхнего инструмента, вращения шпинделя с нижним инструментом и программного управления прижима верхнего инструмента к детали, при этом последний выполнен в виде двух коммутаторов с набором программных элементов, например потенциометров,причем входы коммутаторов соединены с выходами установленных на осях качания поводка и вращения шпинделя датчиков угла, а программный элемент, включенный одним коммутатором, соединен последовательно с программным элементом, включенным другим коммутатором. Недостатком этого устройства является то, что при его использовании реализуется программа формообразования, выполняющая ступенчатое регулирование усилия прижима верхнего инструмента к детали. Количество таких ступеней зависит от числа выделенных элементарных площадок на поверхности заготовки, и при ступенчатом изменении рабочего усилия образуются локальные погрешности формы детали на границе площадок. Кроме того, для повышения чувствительности закономерностей съема припуска к сигналам механизма прижима инструмента диаметр последнего должен стремиться к размеру элементарной площадки, что сопряжено с технологическими трудностями получения инструмента малого диаметра и значительно снижает производительность обработки. К недостаткам устройства следует отнести также отсутствие в его конструкции механизма, обеспечивающего изменение направления прижимного усилия относительно оси симметрии детали в зависимости от положения последней. Задачей, решаемой изобретением, является повышение качества обработки деталей со сферическими поверхностями. Поставленная задача решается тем, что устройство для двусторонней обработки сферических поверхностей содержит верхний и нижний инструменты, приводы их вращения, а также механизмы качания верхнего инструмента и управления его прижима к детали, причем механизм качания верхнего инструмента выполнен в виде двух зубчатых реек, установленных с возможностью осевого возвратно-поступательного перемещения на винтах, связанных между собой коническими передачами, шестерни которых, закрепленные на винтах, имеют неравные диаметры, а сопрягаемые с ними колеса установлены на общем валу, и расположенной между ними центральной шестерни, связанной посредством кронштейна с приводом вращения верхнего инструмента, а механизм управления прижима верхнего инструмента к детали выполнен в виде двух, установленных в упомянутом кронштейне с возможностью вращения и относительного осевого перемещения, конических шестерен, связанных между собой посредством смонтированного неподвижно секторного колеса. Существенное отличие предлагаемого технического решения состоит в том, что при его использовании обеспечивается изменение направления прижимного усилия относительно оси симметрии детали в зависимости от положения последней, что приводит к более равномерному распределению эпюры давления по обрабатываемым поверхностям и создает возможность для плавного регулирования их радиуса кривизны с одновременным уменьшением количества и величины локальных погрешностей. На фиг. 1 показано устройство для обработки сферических поверхностей на фиг. 2 - вид А на фиг. 1. Устройство содержит основание 1, на котором установлены с возможностью продольного перемещения направляющие 2, 3, 4 и рейки 5, 6. На направляющих 3, 4 жестко закреплено секторное колесо 7 с зубьями на одной половине (на половине, обращенной к нам), а на направляющей 2 расположен электродвигатель 8, на валу 9 которого закреплена шестерня 10 и через подшипник установлен кронштейн 11, жестко связанный с центральным винтом 12 шарико-винтовой передачи. В резьбовых отверстиях реек 5 и 6 помещены винты 13 и 14 с шес 2 3446 1 тернями 17 и 18, входящими в зацепление с шестернями 15 и 16 выходного звена механизма качания поводка верхнего инструменты На секторном колесе 7 через подшипники установлена центральная шестерня 19 с жестко закрепленным кронштейном 20, несущим верхнюю 21 и нижнюю 22 шестерни-гайки шарико-винтовой передачи, связанные между собой посредством шпонки 23. Шестерня 10 входит в зацепление с шестерней 24. Последняя через шпонку 25 установлена на одном конце центрального вала 26 с возможностью смещения вдоль его оси симметрии. Центральный вал помещен в осевое отверстие винта 12 с возможностью вращения вокруг своей оси симметрии и второй его конец с помощью шпонки 27 соединен с поводком 28 верхнего инструмента,входящим шаровидным наконечником с пальцем 29 в шарнирное соединение с верхним инструментом 30, в хвостовике которого имеется паз 31 для пальца 29. Обрабатываемая деталь 32 свободно установлена в отверстие сепаратора 33 и находится между верхним 30 и нижним 34 инструментами, последний из которых закреплен на нижнем шпинделе 35 станка (не показан). Между винтом 12, а также шестерней 24 и поводком 28 имеются пружины 36 и 37 соответственно. Механизм качания поводка верхнего инструмента состоит из следующих элементов вала выходного звена станка (фиг. 2) с двумя коническими шестернями 15 и 16, входящими в зацепление с шестернями 17 и 18,связанными с двумя рейками 5 и 6 через винты 13 и 14 центральной шестерни 19, имеющей жесткую связь с кронштейном 20 (фиг. 1). В механизм управления прижима верхнего инструмента к детали входят секторное колесо 7, закрепленное на направляющих 3 и 4, и находящееся в зацеплении с верхней 21 и нижней 22 шестернями-гайками,связанными между собой шпонкой 23, при этом ступицы шестерен-гаек образуют наружную обойму шарико-винтовой передачи, винт 12, которой также имеет обойму и передает усилие через пружину 37 на верхний инструмент 30 (фиг. 1). Механизм вращения шпинделя верхнего инструмента 30 включает в себя направляющую 2 с электродвигателем 8, выходной вал 9 которого связан с центральным валом 26 через конические шестерни 10 и 24, а также с поводком 28 верхнего инструмента через шпонки 25 и 27. Устройство работает следующим образом. В отверстие сепаратора 33 помещают предназначенную для обработки деталь 32, которая одной своей поверхностью базируется на нижний инструмент 34. На вторую поверхность детали устанавливают верхний инструмент 30 и в его хвостовик со сферической лункой опускают сферический наконечник поводка 28 инструмента таким образом, что палец 29 входит в паз 31. Рабочее прижимное усилие обеспечивается пружиной 37. Затем включают электродвигатель 8, вращательный момент которого через вал 9, шестерни 10 и 24,шпонку 25, центральный вал 26, шпонку 27, поводок 28 инструмента и палец 29 передается верхнему инструменту 30. Далее сообщают вращение нижнему шпинделю 35 с нижним инструментом 34, а также возвратно-качательное перемещение сепаратору 33 и возвратно-вращательное движение шестерням 17,18 (приводы не показаны), а через них - шестерням 15, 16 и винтам 13, 14. Вращение последних вызывает возвратнопоступательное перемещение реек 5, б, относительно винтов 13 и 14, причем на различную величину за одно и тоже время, что вызвано применением шестерен 17 и 18 неравного диаметра, что в свою очередь обеспечивает поворот механизмов управления прижима верхнего инструмента к детали и вращения шпинделя верхнего инструмента. В результате находящаяся в зацеплении с рейками центральная шестерня 19 будет совершать возвратно-поступательное перемещение с направляющими 3, 4 вдоль осей симметрии винтов 13,14 и вращение вокруг собственной оси симметрии в двух направлениях. Вместе с центральной шестерней будет двигаться кронштейн 20, шестерни гайки 21, 22, центральный винт 12 шарико-винтовой передачи,центральный вал 26 и поводок 28 с верхним инструментом 30. Вращаясь с кронштейном 20, верхняя 21 и нижняя 22 шестерни-гайки будут обкатываться по зубьям неподвижного секторного колеса 7 и благодаря наличию шпонки 24 вызовут осевые перемещения вверх или вниз центрального винта 12 шарико-винтовой передачи с центральным валом 26 относительно кронштейнов 20 и 11. Так, например, в случае вращения шестерен 17, 18 по часовой стрелке происходит смещение реек 5, 6 в сторону от шестерен 15, 16, причем рейка 5 сместится на большую величину, что приведет к повороту вокруг своей оси симметрии центральную шестерню 19 с кронштейном 20 по часовой стрелке и их смещению вдоль оси симметрии винтов 13, 14 с направляющими 3, 4 в сторону перемещения реек 5, 6. При этом шестерня-гайка 22 входит в зацепление с зубьями неподвижного колеса 7, обкатывается по нему и, вращаясь против часовой стрелки, вызывает осевое смещение центрального винта 12 с центральным валом 26 относительно кронштейнов 20 и 11 в сторону от верхнего инструмента, уменьшая величину исходного рабочего усилия пропорционально уменьшению площади контакта верхнего 30 и нижнего 34 инструментов с обеими поверхностями детали 32. Изменение этой площади происходит по той причине, что наклон центрального винта 12 и его смещение в горизонтальной плоскости вызывает через центральный вал 26 и поводок 28 перемещение верхнего инструмента 30 по соответствующей поверхности детали 32, которая в свою очередь также совершает возвратно-вращательные перемещения по рабочей поверхности инструмента 34 (механизм возвратно-вращательного перемещения детали не показан). Повернувшись на определенный угол, шестерни 17, 18 начинают вращаться против часовой стрелки, вызывая смещение реек 5, 6 в сторону шестерен 15, 16 и поворот шестерни 19 с кронштейном 20 также против 3 3446 1 часовой стрелки. В результате шестерня-гайка 22, обкатываясь по колесу 7, вращается по часовой стрелке и приводит к осевому смещению центрального винта 12 с центральным валом 26 в сторону верхнего инструмента и посредством сжатия пружины 37 увеличивает рабочее усилие пропорционально возрастающей площади контакта инструментов с деталью, которая также перемещается вслед за верхним инструментом, но с неравной ему скоростью. В момент совмещения осей симметрии верхнего и нижнего инструментов шестерня-гайка 22 выходит из зацепления с колесом 7, а в зацепление с ним вступает шестерня-гайка 21, которая при дальнейшем вращении шестерен 17,18 вращается по часовой стрелке и сообщает осевое перемещение центральному винту 12 с центральным валом 26 в направлении от верхнего инструмента, уменьшая тем самым рабочее усилие на деталь. После поворота на заданный угол шестерни 17, 18 и шестерня-гайка 21 начинают вращаться в обратном направлении и прижимное усилие на деталь возрастает. При совмещении осей симметрии инструментов цикл работы устройства повторяется. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 4
МПК / Метки
МПК: B24B 13/00
Метки: устройство, поверхностей, обработки, сферических, двусторонней
Код ссылки
<a href="https://by.patents.su/4-3446-ustrojjstvo-dlya-dvustoronnejj-obrabotki-sfericheskih-poverhnostejj.html" rel="bookmark" title="База патентов Беларуси">Устройство для двусторонней обработки сферических поверхностей</a>
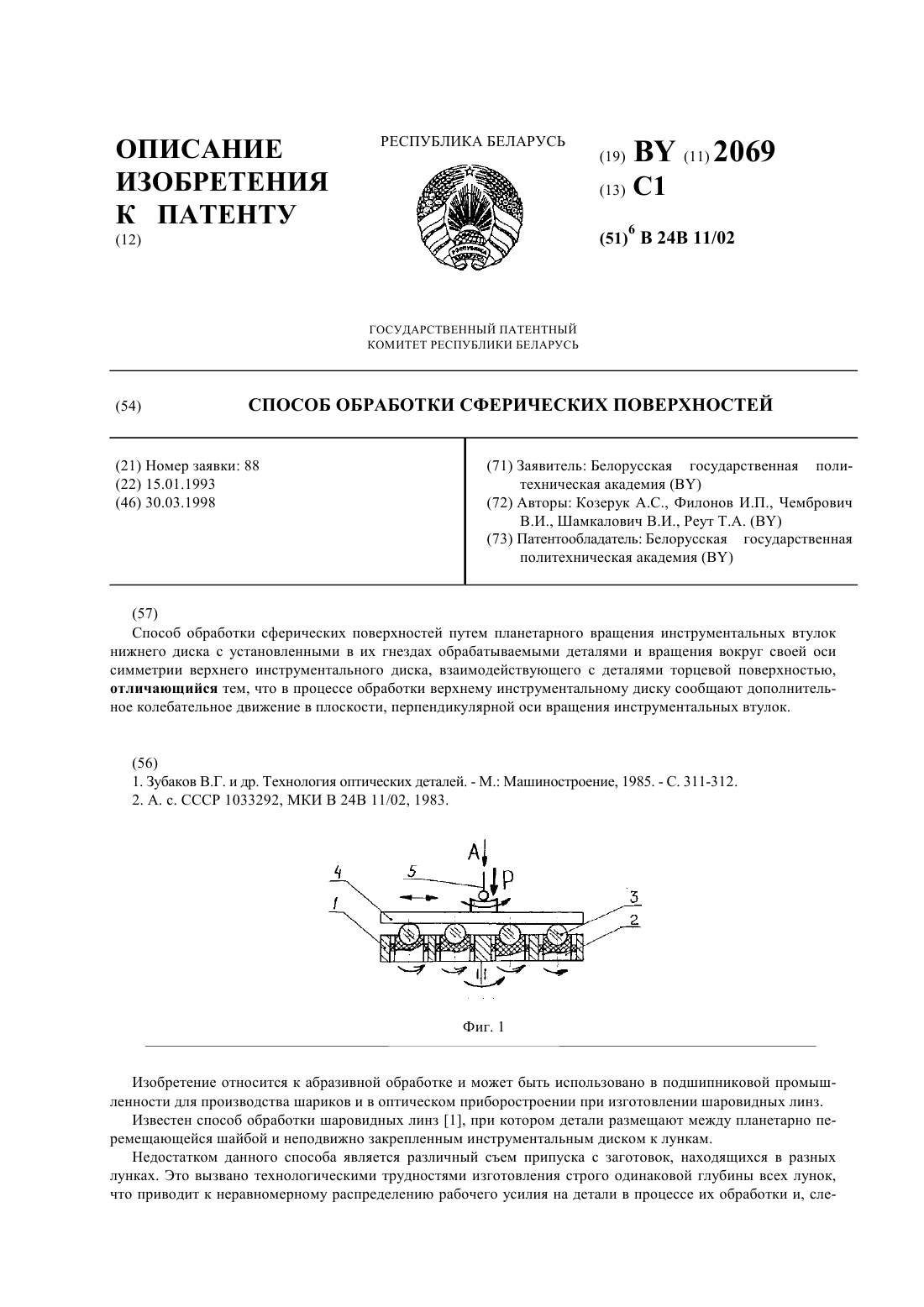
Способ обработки сферических поверхностей
Номер патента: 2069
Опубликовано: 30.03.1998
Авторы: Козерук Альбин Степанович, Шамкалович Владимир Иванович, Чембрович Владимир Иванович, Реут Татьяна Аркадьевна, Филонов Игорь Павлович
МПК: B24B 11/02
Метки: обработки, поверхностей, сферических, способ
Текст:
...втулках,закрепленных в центральной и краевой зонах нижнего диска. Выравнивание путей трения достигается за счет выхода на определенное время с зоны обработки деталей, находящихся в инструментальных втулках периферийной зоны, что обеспечивается путем регулирования величины амплитуды колебательного движения верхнего инструментального диска. На фиг.1 представлена схема реализации предлагаемого способа, на фиг.2 - вид А фиг.1 (без...
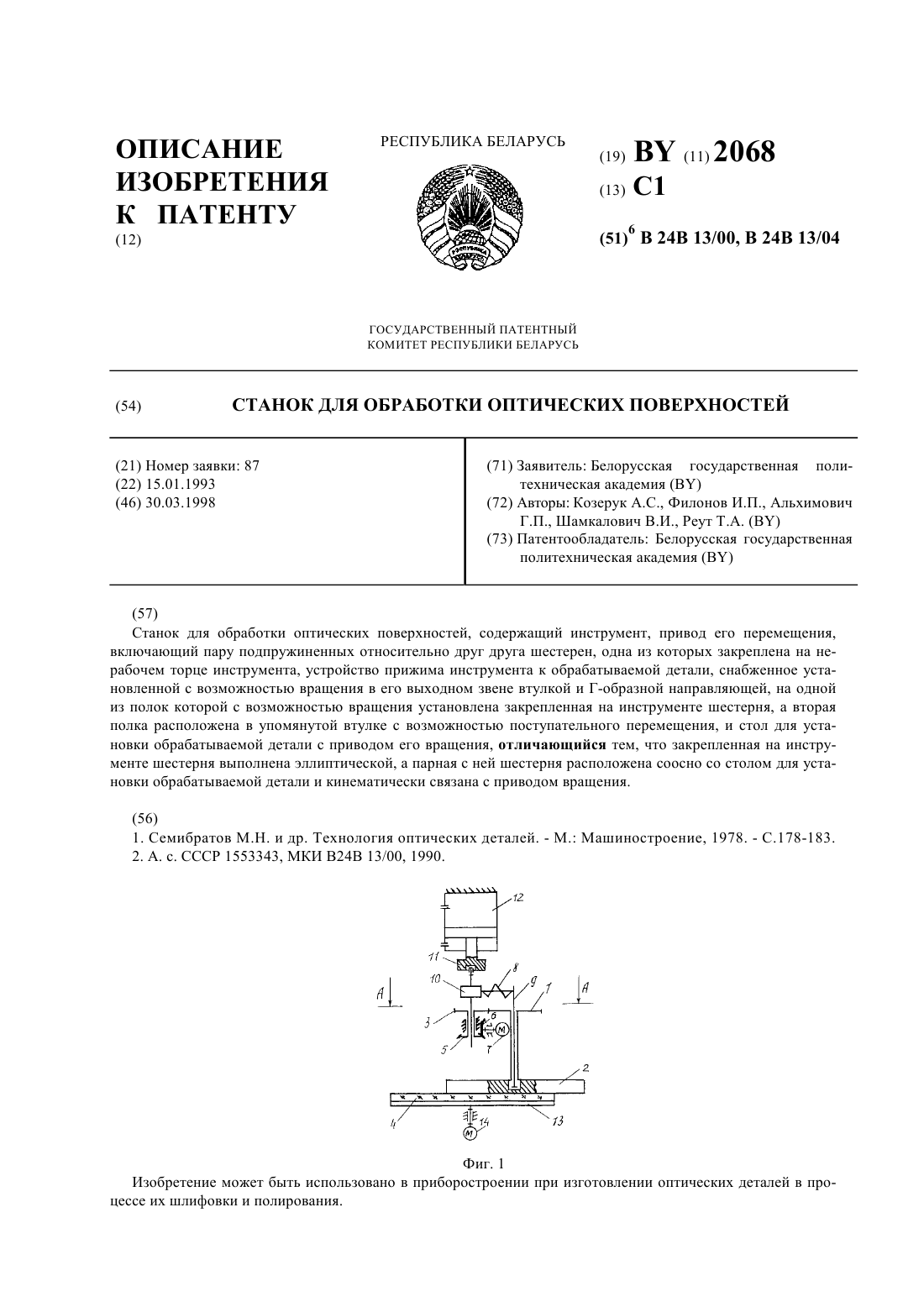
Станок для обработки оптических поверхностей
Номер патента: 2068
Опубликовано: 30.03.1998
Авторы: Филонов Игорь Павлович, Альхимович Геннадий Петрович, Шамкалович Владимир Иванович, Реут Татьяна Аркадьевна, Козерук Альбин Степанович
МПК: B24B 13/00, B24B 13/04
Метки: обработки, оптических, станок, поверхностей
Текст:
...с возможностью вращения установлена закрепленная на инструменте шестерня, а вторая полка расположена в упомянутой втулке с возможностью поступательного перемещения, и стол для установки обрабатываемой детали с приводом его вращения, при этом закрепленная на инструменте шестерня выполнена эллиптической, а парная с ней шестерня расположена сн со столом для установки обрабатываемой детали и кинематически связана с приводом вращения....
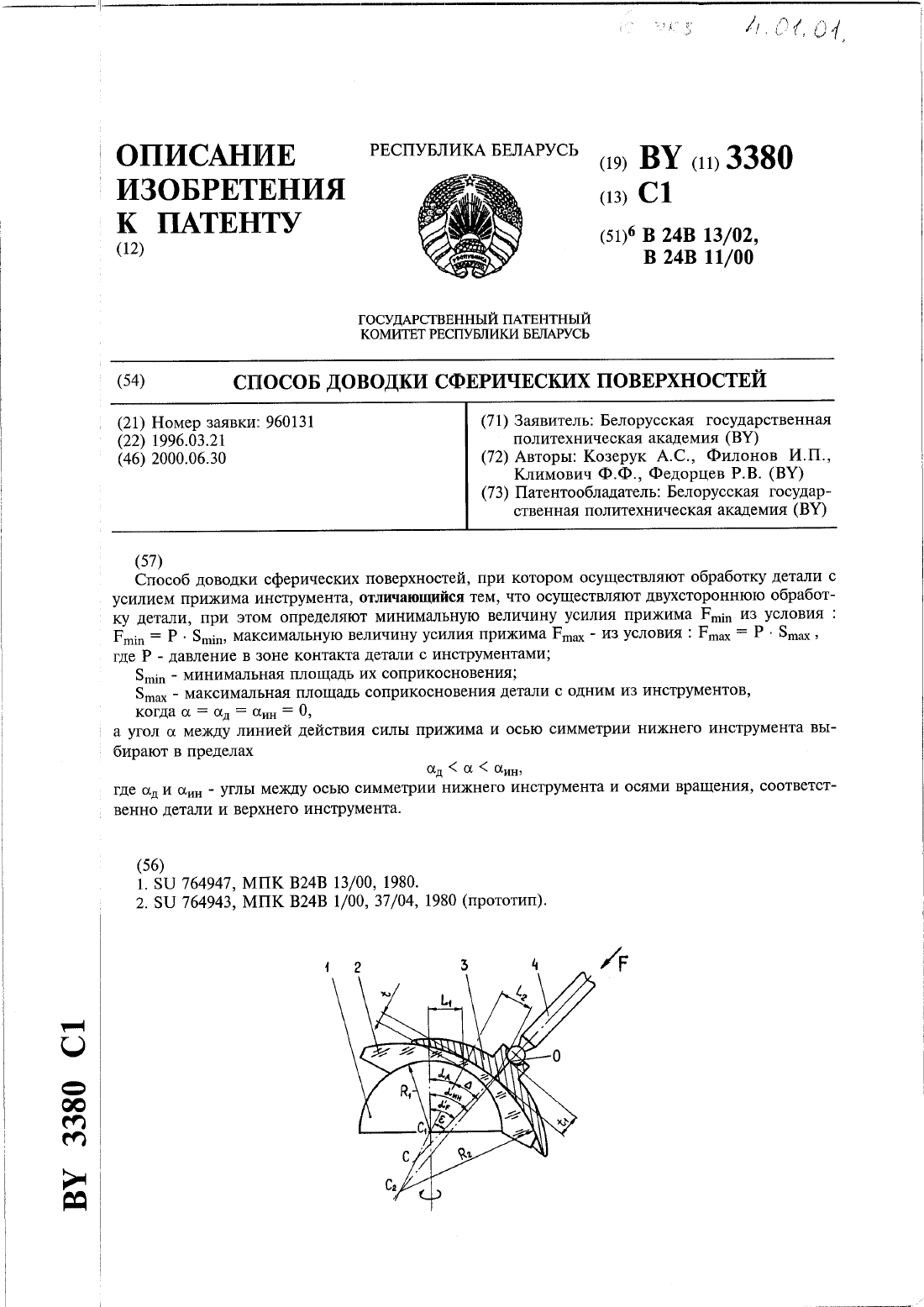
Способ доводки сферических поверхностей
Номер патента: 3380
Опубликовано: 30.06.2000
Авторы: Филонов Игорь Павлович, Федорцев Ростислав Валерьевич, Козерук Альбин Степанович, Климович Федор Федорович
МПК: B24B 11/00, B24B 13/02
Метки: сферических, доводки, поверхностей, способ
Текст:
...возможностью вращения вокруг своих Центральных осей, которое сообщается им от нижнего инструмента за счет сил трения между соприкасающимися поверхностями, так и возвратно-вращательного перемещения от отдельных исполнительных механизмов станка (не показаны). Перемещение детали происходит по рабочей поверхности инструмента 1, с которой она соприкасается одной из своих поверхностей, а инструмента 3 - по второй поверхности детали. При этом...
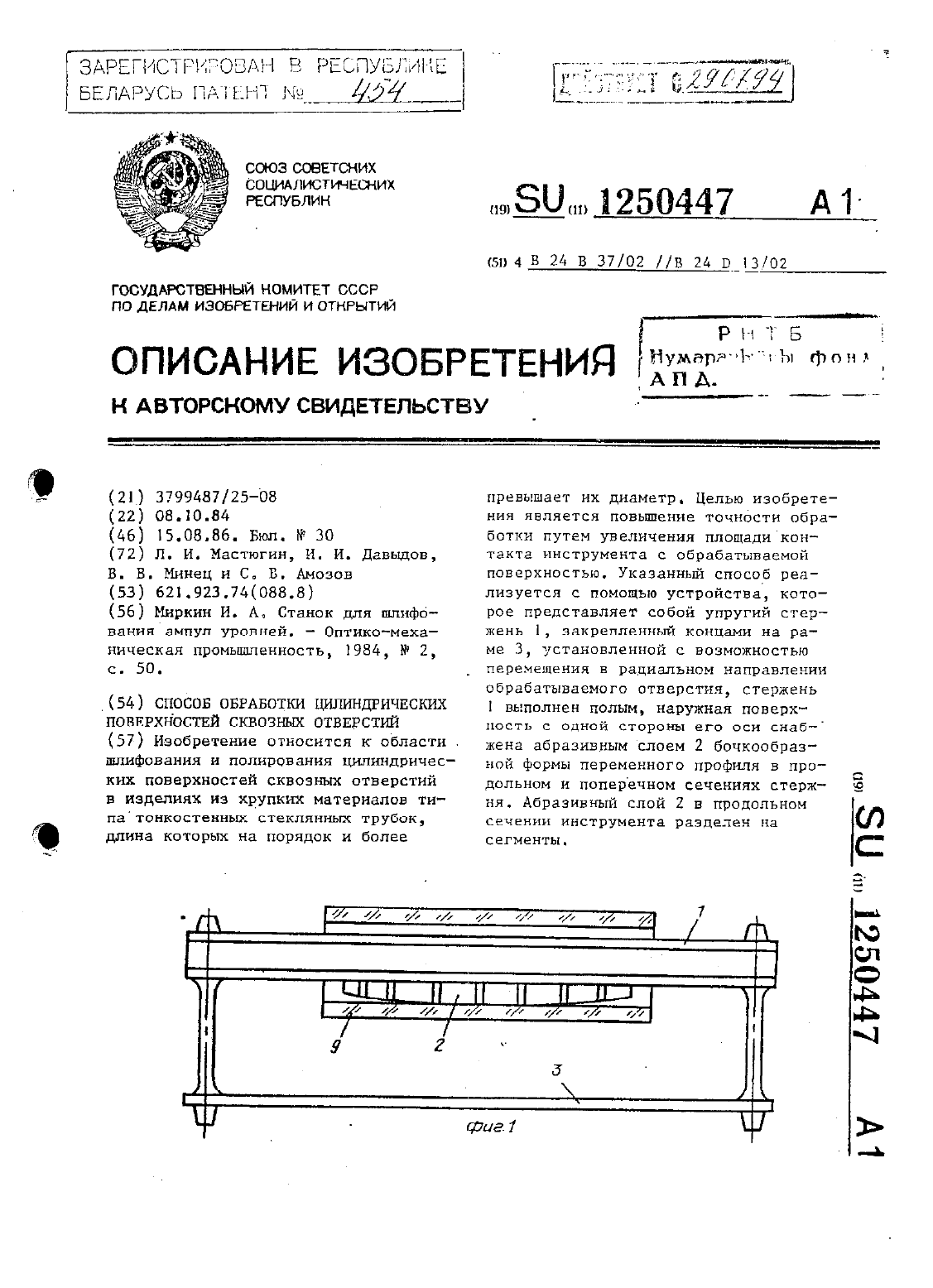
Способ обработки цилиндрических поверхностей сквозных отверстий
Номер патента: 454
Опубликовано: 30.03.1995
Авторы: Минец В. В., Амозов С. В., Мастюгин Л. И., Давыдов И. И.
МПК: B24B 37/02, B24D 13/02
Метки: способ, сквозных, цилиндрических, поверхностей, отверстий, обработки
Текст:
...отверстия. Абразивный слой 2 в продольном сечении разделен на сегменты 7 путем нарезания канавок 8.Обработку цилиндрических поверхностей сквозных отверстии осуществляют следующим образом.Вначале к работа готовят сам инструмент. Для этого абразивному слою 2 придают бочкообразную форму переменного профиля в продольном и поперечном сечениях согласно указанны выше выражений с таким условием, чтобы максимальная толщина абразивного слоя...
Устройство для обработки шариков
Номер патента: 1250
Опубликовано: 14.06.1996
Автор: ЩЕТНИКОВИЧ Казимир Генрихович
МПК: B24B 11/02
Метки: устройство, шариков, обработки
Текст:
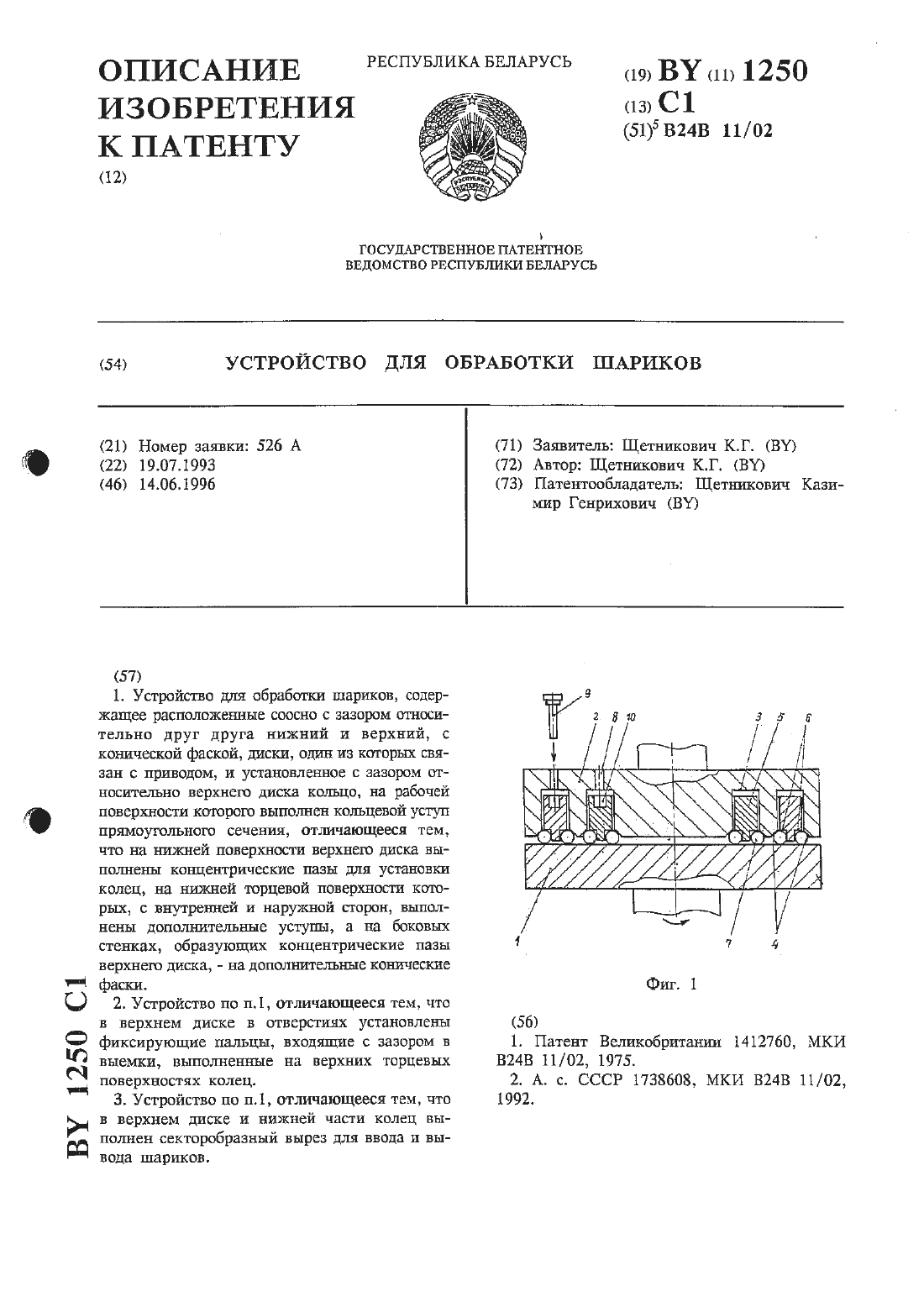
...на фиг.3 - разрез А-А на фиг.2.Устройство содержит нижний приводной диск 1, верхний неподвижный прижимной диск 2 с концентрическими пазами 3 и коническими фасками 4. В пазах 3 с зазором установлены кольца 5, имеющие на нижней торцевой поверхности кольцевые уступы прямоугольного сечения б. Обрабатываемые шарики 7 размешены в канавках, образованных кольцевыми уступами 6 колец 5, ггконическими фасками 4 верхнего диска 2. При необходимости...
Предыдущий патент: Шестеренный насос
Следующий патент: Металлотермическая реакционная смесь
Случайный патент: Композиция для изготовления теплоизоляционного материала