Способ управления процессом формообразования прецизионных поверхностей оптических деталей
Номер патента: 5253
Опубликовано: 30.06.2003
Авторы: Митенков Максим Валерьевич, Видмант Феликс Викентьевич, Маляренко Александр Дмитриевич, Филонов Игорь Павлович

Текст
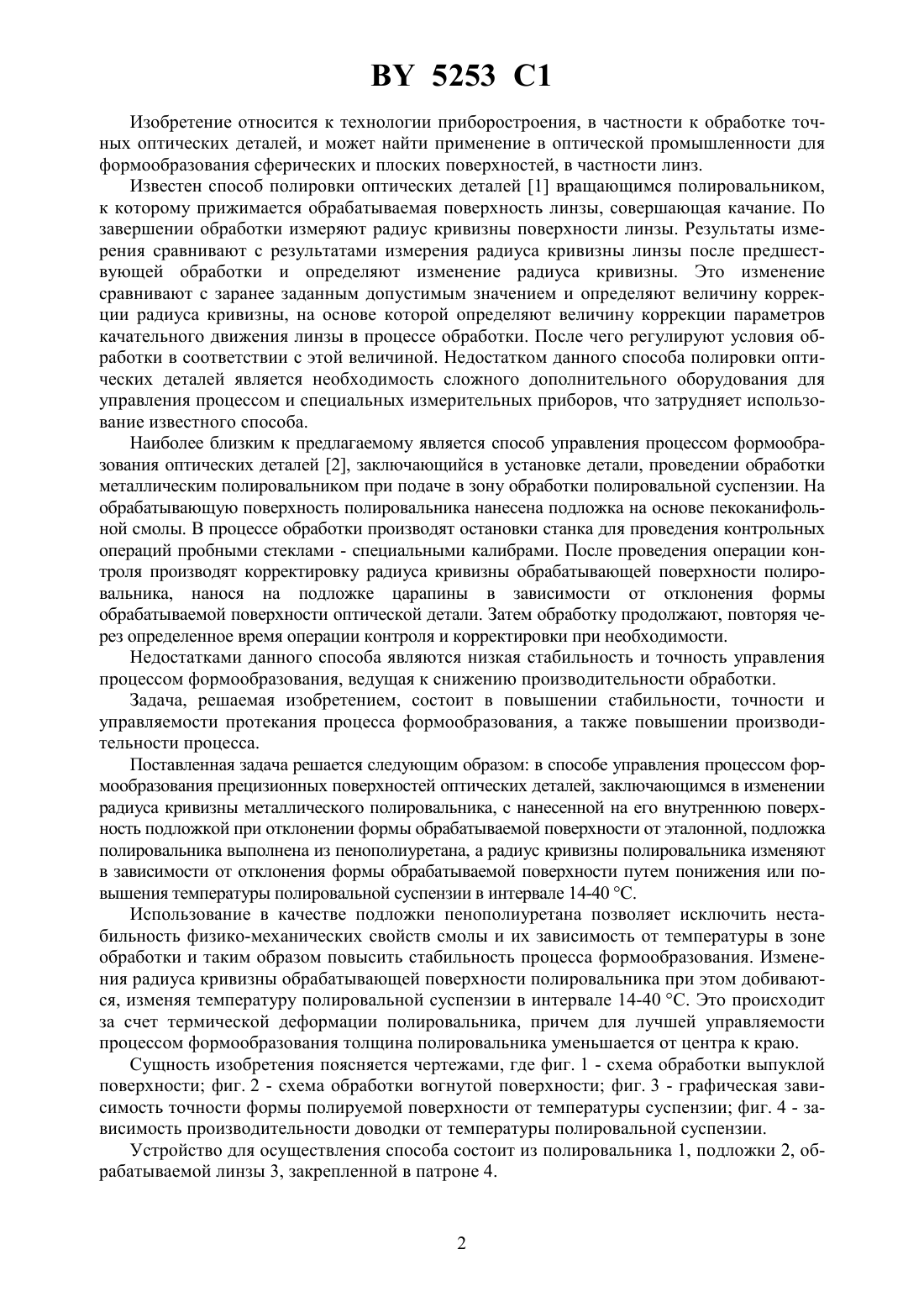
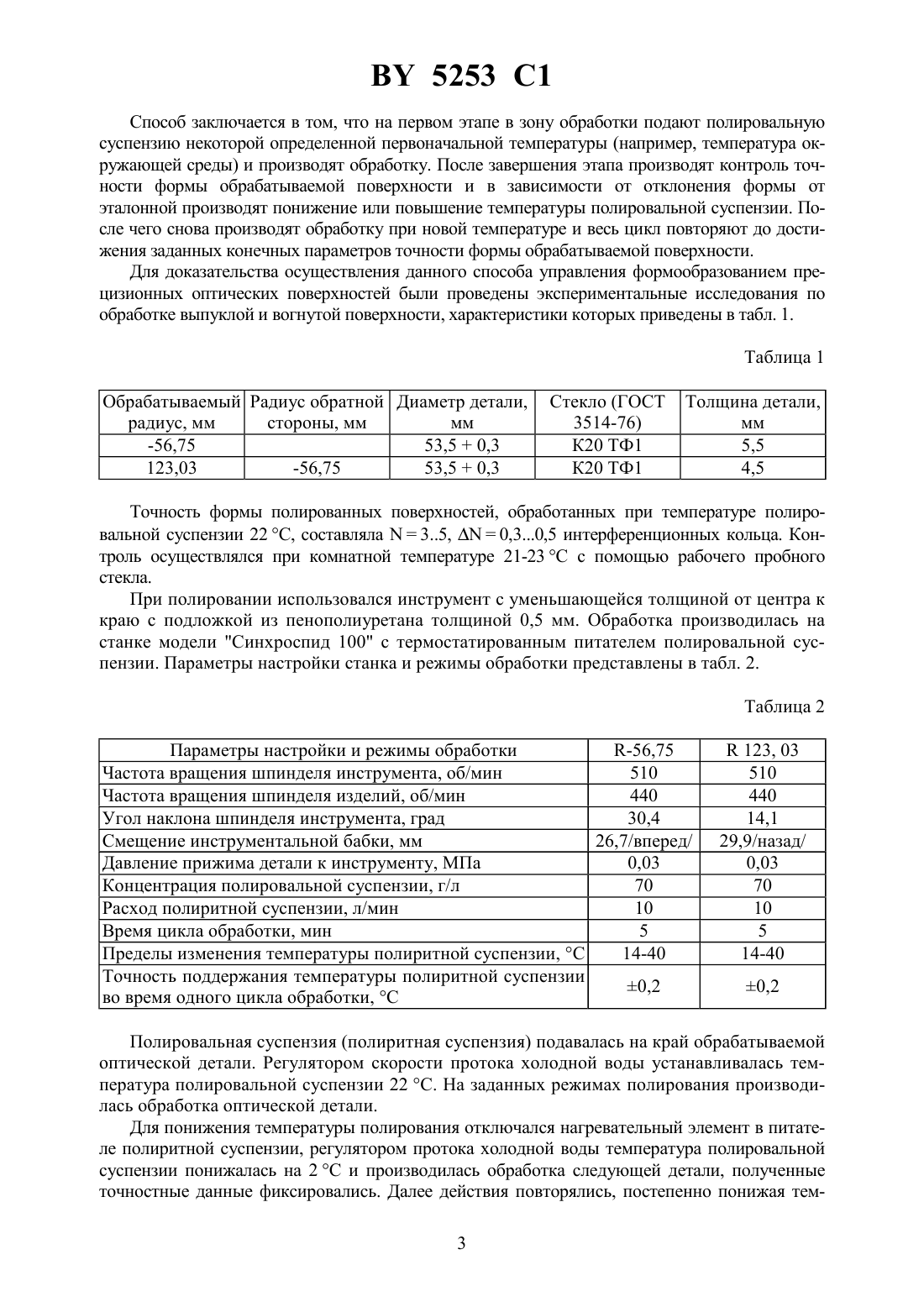
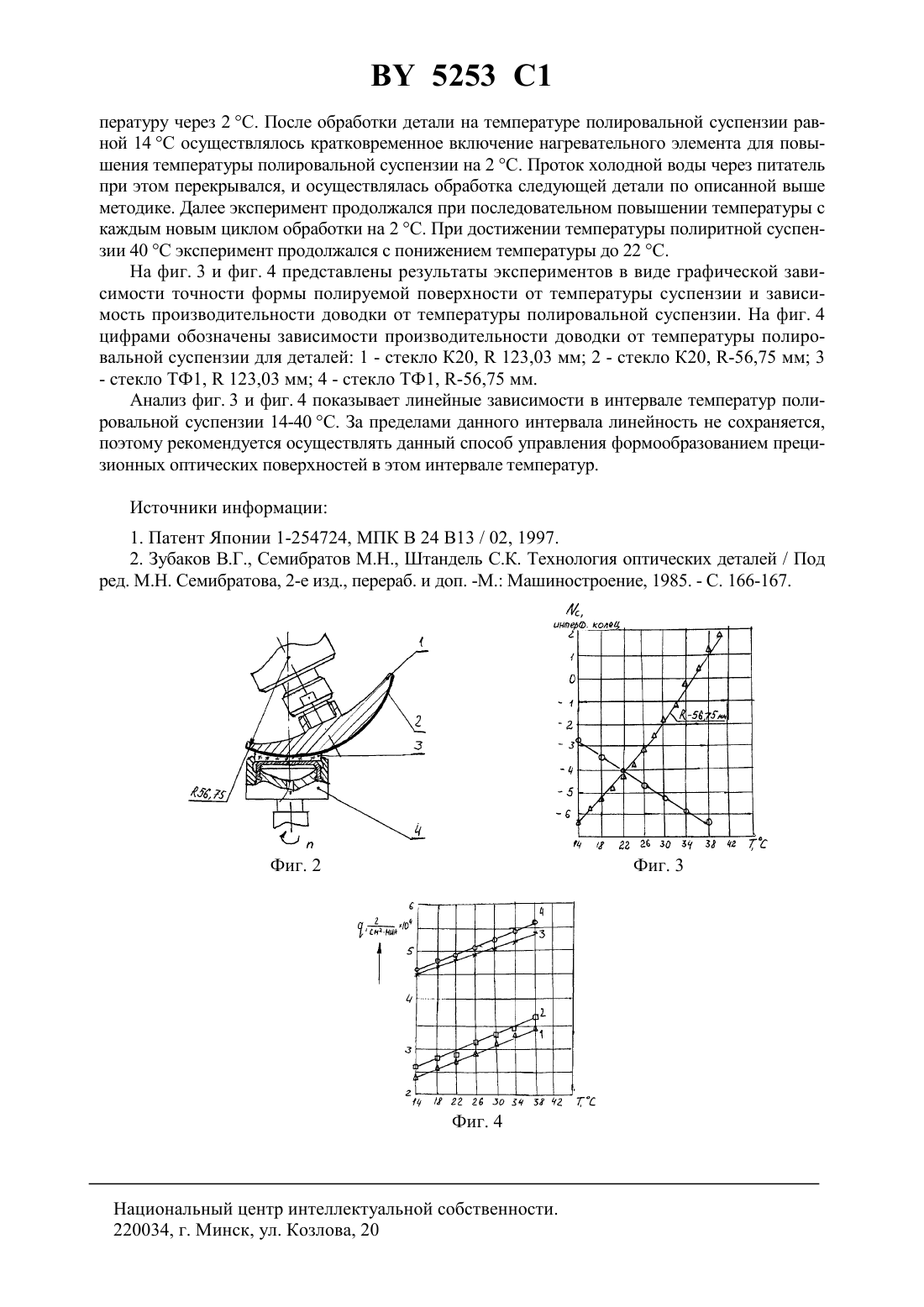
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ФОРМООБРАЗОВАНИЯ ПРЕЦИЗИОННЫХ ПОВЕРХНОСТЕЙ ОПТИЧЕСКИХ ДЕТАЛЕЙ(71) Заявитель Белорусский национальный технический университет(72) Авторы Маляренко Александр Дмитриевич Филонов Игорь Павлович Митенков Максим Валерьевич Видмант Феликс Викентьевич(73) Патентообладатель Белорусский национальный технический университет(57) Способ управления процессом формообразования прецизионных поверхностей оптических деталей, заключающийся в изменении радиуса кривизны металлического полировальника с нанесенной на его внутреннюю поверхность подложкой при отклонении формы обрабатываемой поверхности от эталонной, отличающийся тем, что подложка полировальника выполнена из пенополиуретана, а радиус кривизны полировальника изменяют в зависимости от отклонения формы обрабатываемой поверхности путем понижения или повышения температуры полировальной суспензии в интервале 1440 С.(56) Зубаков В.Г. и др. Технология оптических деталей / Под ред. М.Н. Семибратова. - М. Машиностроение, 1985. - С.166-167.03117550 , 1991.62019365 , 1987.1007589 , 1999. 5253 1 Изобретение относится к технологии приборостроения, в частности к обработке точных оптических деталей, и может найти применение в оптической промышленности для формообразования сферических и плоских поверхностей, в частности линз. Известен способ полировки оптических деталей 1 вращающимся полировальником,к которому прижимается обрабатываемая поверхность линзы, совершающая качание. По завершении обработки измеряют радиус кривизны поверхности линзы. Результаты измерения сравнивают с результатами измерения радиуса кривизны линзы после предшествующей обработки и определяют изменение радиуса кривизны. Это изменение сравнивают с заранее заданным допустимым значением и определяют величину коррекции радиуса кривизны, на основе которой определяют величину коррекции параметров качательного движения линзы в процессе обработки. После чего регулируют условия обработки в соответствии с этой величиной. Недостатком данного способа полировки оптических деталей является необходимость сложного дополнительного оборудования для управления процессом и специальных измерительных приборов, что затрудняет использование известного способа. Наиболее близким к предлагаемому является способ управления процессом формообразования оптических деталей 2, заключающийся в установке детали, проведении обработки металлическим полировальником при подаче в зону обработки полировальной суспензии. На обрабатывающую поверхность полировальника нанесена подложка на основе пекоканифольной смолы. В процессе обработки производят остановки станка для проведения контрольных операций пробными стеклами - специальными калибрами. После проведения операции контроля производят корректировку радиуса кривизны обрабатывающей поверхности полировальника, нанося на подложке царапины в зависимости от отклонения формы обрабатываемой поверхности оптической детали. Затем обработку продолжают, повторяя через определенное время операции контроля и корректировки при необходимости. Недостатками данного способа являются низкая стабильность и точность управления процессом формообразования, ведущая к снижению производительности обработки. Задача, решаемая изобретением, состоит в повышении стабильности, точности и управляемости протекания процесса формообразования, а также повышении производительности процесса. Поставленная задача решается следующим образом в способе управления процессом формообразования прецизионных поверхностей оптических деталей, заключающимся в изменении радиуса кривизны металлического полировальника, с нанесенной на его внутреннюю поверхность подложкой при отклонении формы обрабатываемой поверхности от эталонной, подложка полировальника выполнена из пенополиуретана, а радиус кривизны полировальника изменяют в зависимости от отклонения формы обрабатываемой поверхности путем понижения или повышения температуры полировальной суспензии в интервале 14-40 С. Использование в качестве подложки пенополиуретана позволяет исключить нестабильность физико-механических свойств смолы и их зависимость от температуры в зоне обработки и таким образом повысить стабильность процесса формообразования. Изменения радиуса кривизны обрабатывающей поверхности полировальника при этом добиваются, изменяя температуру полировальной суспензии в интервале 14-40 С. Это происходит за счет термической деформации полировальника, причем для лучшей управляемости процессом формообразования толщина полировальника уменьшается от центра к краю. Сущность изобретения поясняется чертежами, где фиг. 1 - схема обработки выпуклой поверхности фиг. 2 - схема обработки вогнутой поверхности фиг. 3 - графическая зависимость точности формы полируемой поверхности от температуры суспензии фиг. 4 - зависимость производительности доводки от температуры полировальной суспензии. Устройство для осуществления способа состоит из полировальника 1, подложки 2, обрабатываемой линзы 3, закрепленной в патроне 4. 5253 1 Способ заключается в том, что на первом этапе в зону обработки подают полировальную суспензию некоторой определенной первоначальной температуры (например, температура окружающей среды) и производят обработку. После завершения этапа производят контроль точности формы обрабатываемой поверхности и в зависимости от отклонения формы от эталонной производят понижение или повышение температуры полировальной суспензии. После чего снова производят обработку при новой температуре и весь цикл повторяют до достижения заданных конечных параметров точности формы обрабатываемой поверхности. Для доказательства осуществления данного способа управления формообразованием прецизионных оптических поверхностей были проведены экспериментальные исследования по обработке выпуклой и вогнутой поверхности, характеристики которых приведены в табл. 1. Таблица 1 Обрабатываемый Радиус обратной Диаметр детали,радиус, мм стороны, мм мм Точность формы полированных поверхностей, обработанных при температуре полировальной суспензии 22 С, составляла 35,0,30,5 интерференционных кольца. Контроль осуществлялся при комнатной температуре 21-23 С с помощью рабочего пробного стекла. При полировании использовался инструмент с уменьшающейся толщиной от центра к краю с подложкой из пенополиуретана толщиной 0,5 мм. Обработка производилась на станке модели Синхроспид 100 с термостатированным питателем полировальной суспензии. Параметры настройки станка и режимы обработки представлены в табл. 2. Таблица 2 Параметры настройки и режимы обработки-56,75 Частота вращения шпинделя инструмента, об/мин 510 Частота вращения шпинделя изделий, об/мин 440 Угол наклона шпинделя инструмента, град 30,4 Смещение инструментальной бабки, мм 26,7/вперед/ Давление прижима детали к инструменту, МПа 0,03 Концентрация полировальной суспензии, г/л 70 Расход полиритной суспензии, л/мин 10 Время цикла обработки, мин 5 Пределы изменения температуры полиритной суспензии, С 14-40 Точность поддержания температуры полиритной суспензии 0,2 во время одного цикла обработки, С Полировальная суспензия (полиритная суспензия) подавалась на край обрабатываемой оптической детали. Регулятором скорости протока холодной воды устанавливалась температура полировальной суспензии 22 С. На заданных режимах полирования производилась обработка оптической детали. Для понижения температуры полирования отключался нагревательный элемент в питателе полиритной суспензии, регулятором протока холодной воды температура полировальной суспензии понижалась на 2 С и производилась обработка следующей детали, полученные точностные данные фиксировались. Далее действия повторялись, постепенно понижая тем 3 5253 1 пературу через 2 С. После обработки детали на температуре полировальной суспензии равной 14 С осуществлялось кратковременное включение нагревательного элемента для повышения температуры полировальной суспензии на 2 С. Проток холодной воды через питатель при этом перекрывался, и осуществлялась обработка следующей детали по описанной выше методике. Далее эксперимент продолжался при последовательном повышении температуры с каждым новым циклом обработки на 2 С. При достижении температуры полиритной суспензии 40 С эксперимент продолжался с понижением температуры до 22 С. На фиг. 3 и фиг. 4 представлены результаты экспериментов в виде графической зависимости точности формы полируемой поверхности от температуры суспензии и зависимость производительности доводки от температуры полировальной суспензии. На фиг. 4 цифрами обозначены зависимости производительности доводки от температуры полировальной суспензии для деталей 1 - стекло К 20,123,03 мм 2 - стекло К 20, -56,75 мм 3- стекло ТФ 1,123,03 мм 4 - стекло ТФ 1, -56,75 мм. Анализ фиг. 3 и фиг. 4 показывает линейные зависимости в интервале температур полировальной суспензии 14-40 С. За пределами данного интервала линейность не сохраняется,поэтому рекомендуется осуществлять данный способ управления формообразованием прецизионных оптических поверхностей в этом интервале температур. Источники информации 1. Патент Японии 1-254724, МПК В 24 В 13 / 02, 1997. 2. Зубаков В.Г., Семибратов М.Н., Штандель С.К. Технология оптических деталей / Под ред. М.Н. Семибратова, 2-е изд., перераб. и доп. -М. Машиностроение, 1985. - С. 166-167. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B24B 13/00
Метки: процессом, деталей, поверхностей, прецизионных, формообразования, управления, способ, оптических
Код ссылки
<a href="https://by.patents.su/4-5253-sposob-upravleniya-processom-formoobrazovaniya-precizionnyh-poverhnostejj-opticheskih-detalejj.html" rel="bookmark" title="База патентов Беларуси">Способ управления процессом формообразования прецизионных поверхностей оптических деталей</a>
Станок для обработки оптических поверхностей
Номер патента: 2068
Опубликовано: 30.03.1998
Авторы: Шамкалович Владимир Иванович, Реут Татьяна Аркадьевна, Филонов Игорь Павлович, Альхимович Геннадий Петрович, Козерук Альбин Степанович
МПК: B24B 13/00, B24B 13/04
Метки: поверхностей, обработки, станок, оптических
Текст:
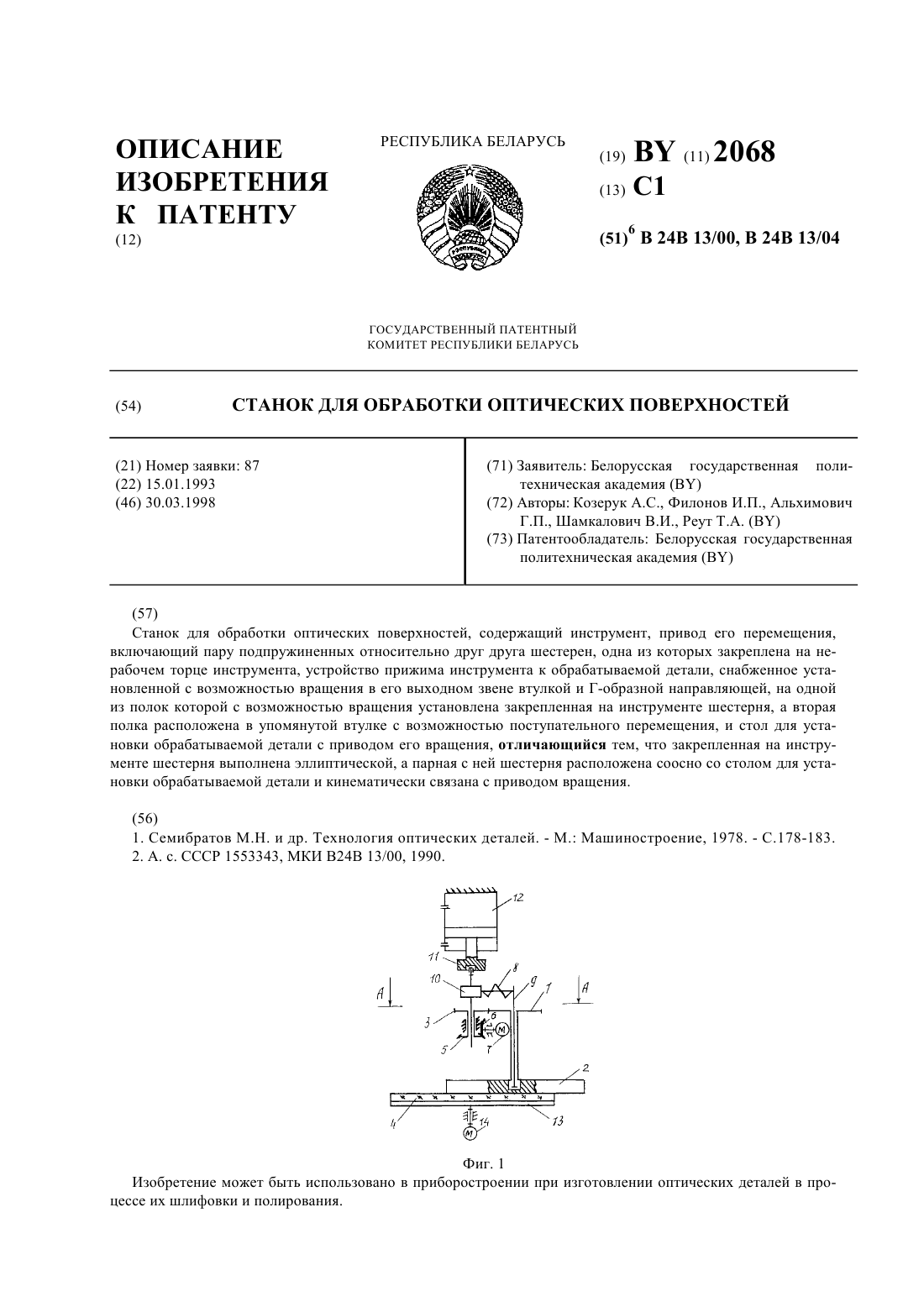
...с возможностью вращения установлена закрепленная на инструменте шестерня, а вторая полка расположена в упомянутой втулке с возможностью поступательного перемещения, и стол для установки обрабатываемой детали с приводом его вращения, при этом закрепленная на инструменте шестерня выполнена эллиптической, а парная с ней шестерня расположена сн со столом для установки обрабатываемой детали и кинематически связана с приводом вращения....
Способ изготовления оптических деталей
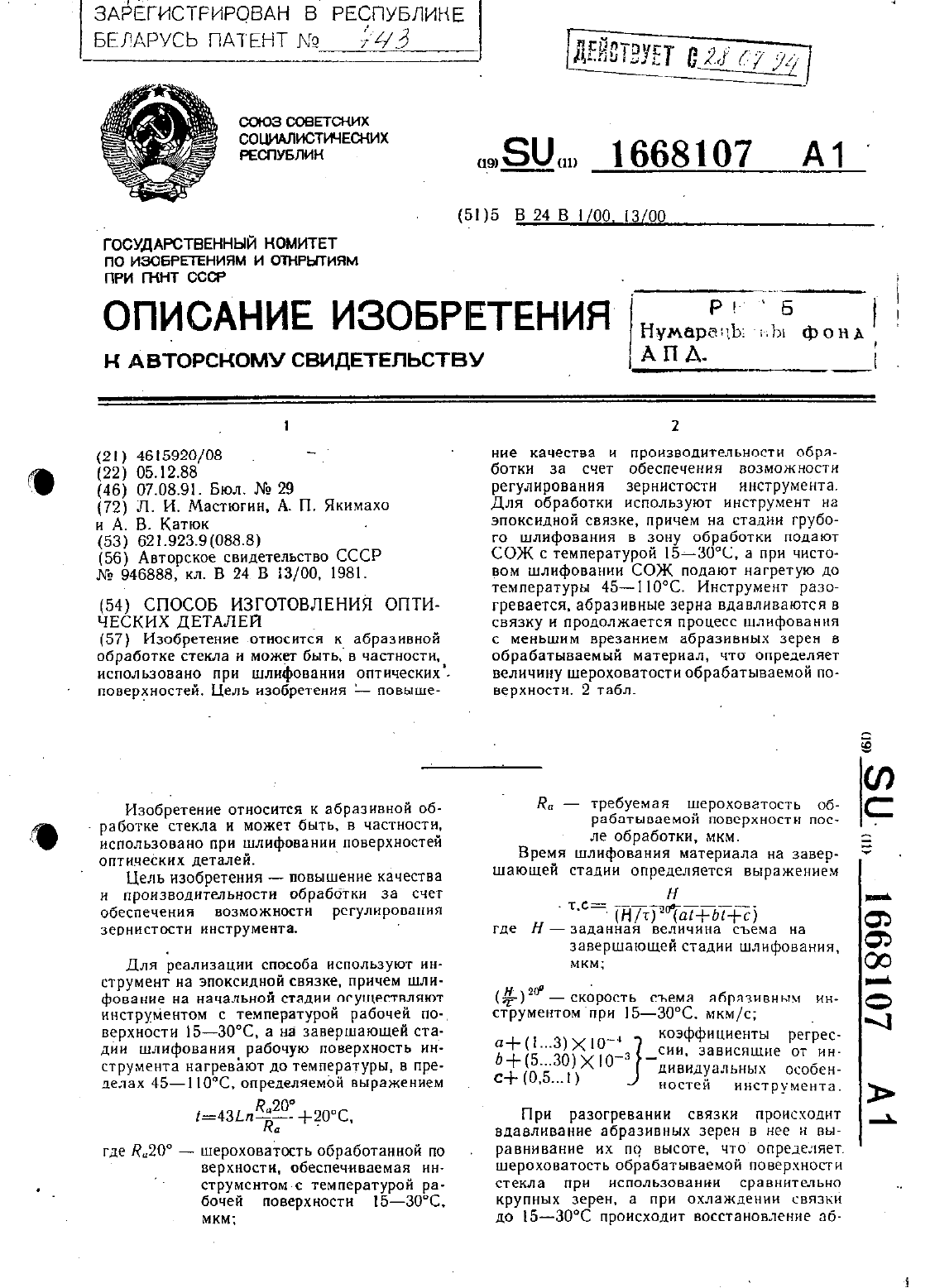
Номер патента: 443
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Якимахо А. П., Катюк А. В.
МПК: B24B 13/00, B24B 1/00
Метки: деталей, изготовления, оптических, способ
Текст:
...инструмент на эпоксидной связке.зону обработки подают смазочио-охлаж ающую жидкость (СОЖ) при 153 ОС,прилагают давление, приводят в деиствие кинематическую часть станка и осуществляЮТ ПРОЦЕСС ШЛНфОВаНИЯ. ПОСЛЕ СНЯТИЯ ОСновной части припуска детали, не останавливая станка, вместо СОЖ при 1530 С подают СОЖ, нагретую до 4511 ОС. Инструмент разогревается, абразивные зерна вдавливаются в связку и продолжается процесс шлифования с меньшим...
Устройство для обработки оптических деталей
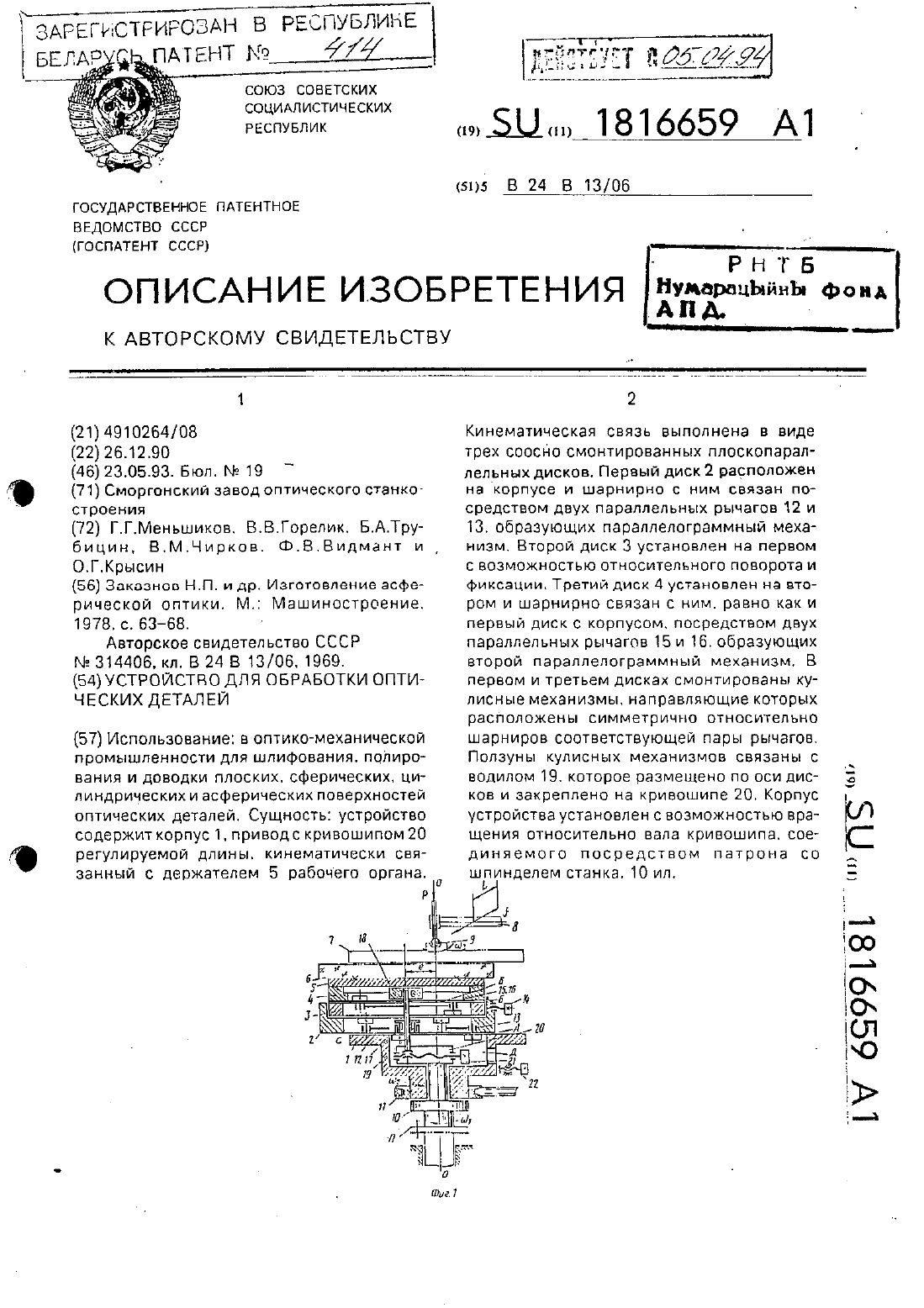
Номер патента: 414
Опубликовано: 30.03.1995
Авторы: Горелик В. В., Меньшиков Г. Г., Трубицин Б. А., Видмант Ф. В., Чирков В. М., Крысин О. Г.
МПК: B24B 13/06
Метки: обработки, оптических, устройство, деталей
Текст:
...первый и второй, Таким образом. механизм устройства состоит из двух кулисно-параллелограммных механизмов. установленных на общей вращательной паре.Па раллелограммн ые механизмы служат для преобразования вращательного движения кривошипа 20 в поступательные по двум взаимно перпендикулярным направлениям.кулисные механизмы выполняют функцию приводных соответствующих параллелограммных механизмов.Устройство работает следующим образом.Посредством...
Способ упрочнения ультразвуком наружных цилиндрических поверхностей деталей
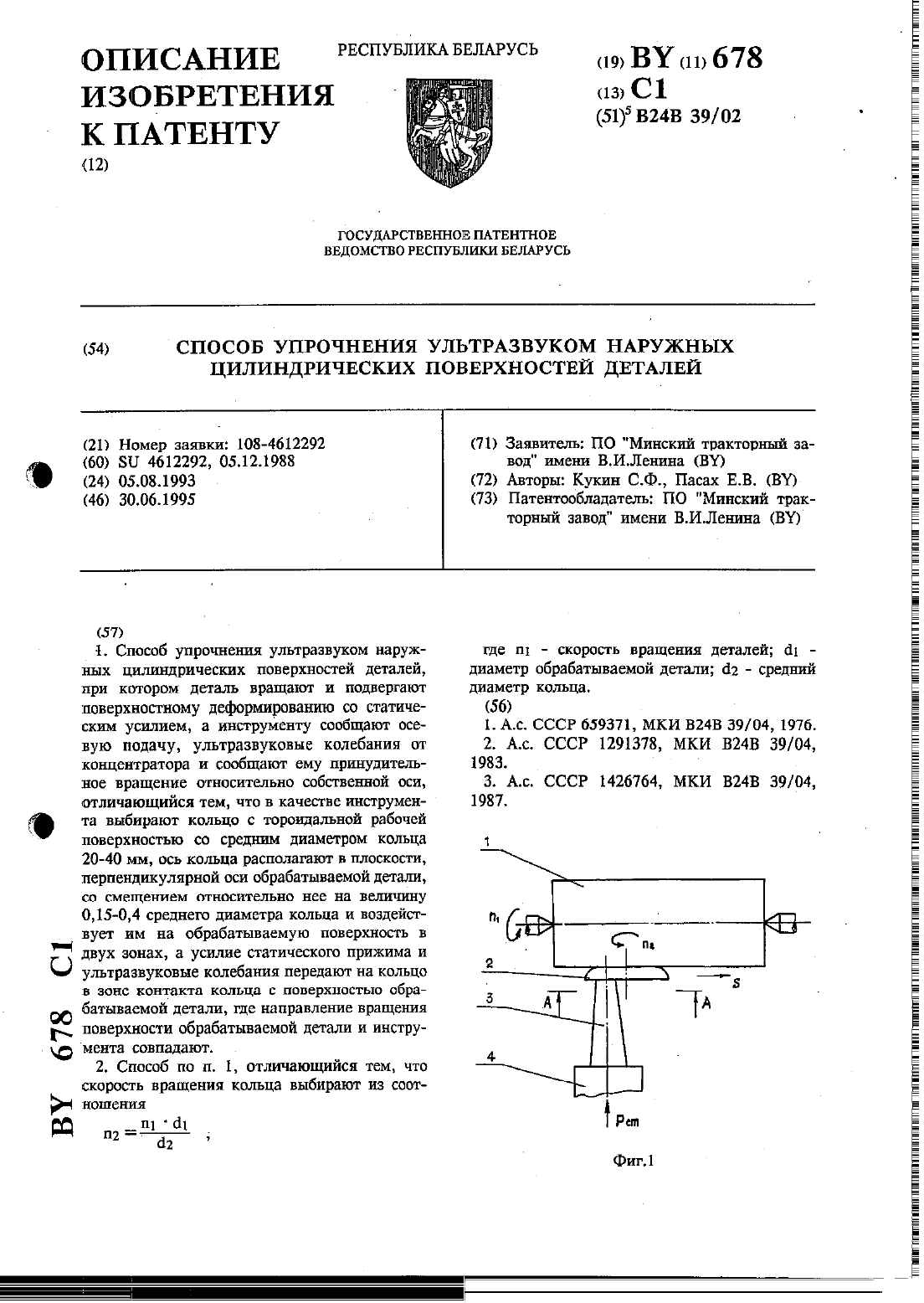
Номер патента: 678
Опубликовано: 30.06.1995
Авторы: Пасах Е. В., Кукин С. Ф.
МПК: B24B 39/02
Метки: ультразвуком, цилиндрических, способ, поверхностей, наружных, деталей, упрочнения
Текст:
...деталь 1 диаметром с 11 вращают со скоростью щ в контакте с вращающимся со скоростью п и перемещающимся вдоль с подачей 8 кольцом 2 с тороидальной рабочей поверхностью и средним диаметром с 12, ось которого расположена от оси детали 1 на расстоянии 11. С обратной стороны кольца 2 по оси концентратора 3, проходящей через зону контакта кольца с деталью, где направление перемещения обрабатываемой поверхности и инструмента (кольца 2)...
Способ управления процессом обезвоживания суспензии
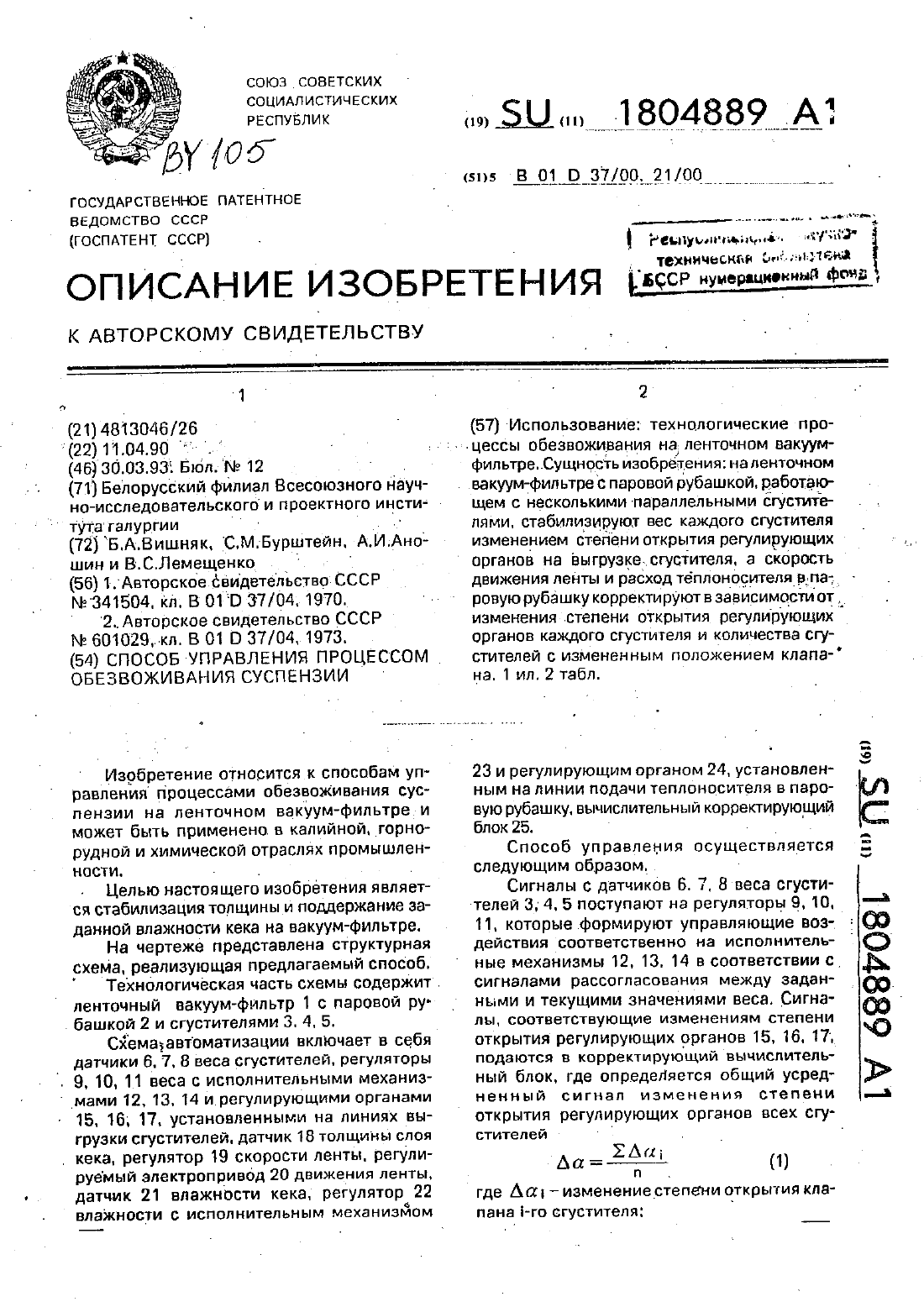
Номер патента: 105
Опубликовано: 30.09.1994
Авторы: Лемещенко В. С., Аношин А. И., Вишняк Б. А., Бурштейн С. М.
МПК: B01D 21/00, B01D 37/00
Метки: способ, процессом, обезвоживания, суспензии, управления
Текст:
...к отрицательному скорость ленты снижается ниже этого значениям при увеличенииабсоПЮТНОГО значения отрицательного сигнала до максимальной величины скорость снижается ДО МИНИМЭПЬНО допустимого-значения. Подачу теплоносителя в паровую рубашку выполняют регулятором 22 в зависиМОСТИ 01 сигнала датчика 21 ВЛЗЖНОСТИ КЕКЭ и корректирующего сигнала скорости движения ленты вакуум-фильтра. Последний сигнал. поступающий на регулятор 22 с выхода...
Предыдущий патент: Способ управления отбором мощности ветрового потока и ветроэнергетическое устройство
Следующий патент: Состав для антикоррозионного покрытия арматуры в ячеистом бетоне автоклавного твердения
Случайный патент: Устройство для приготовления силосованных кормов