Устройство для магнитоэлектрического упрочнения деталей
Номер патента: 5564
Опубликовано: 30.09.2003
Авторы: Гринкевич Игорь Викторович, Кульгейко Михаил Петрович
Текст
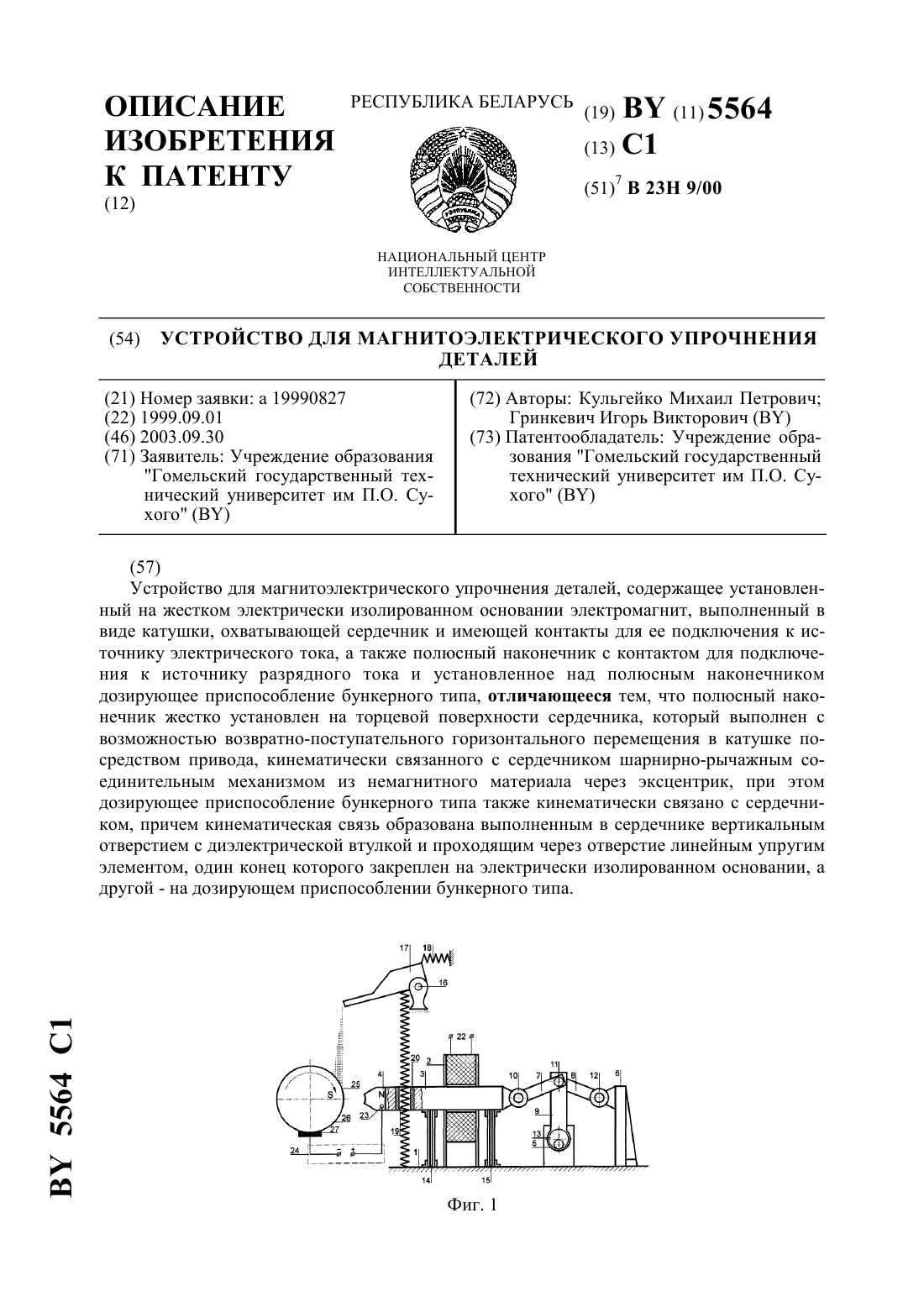
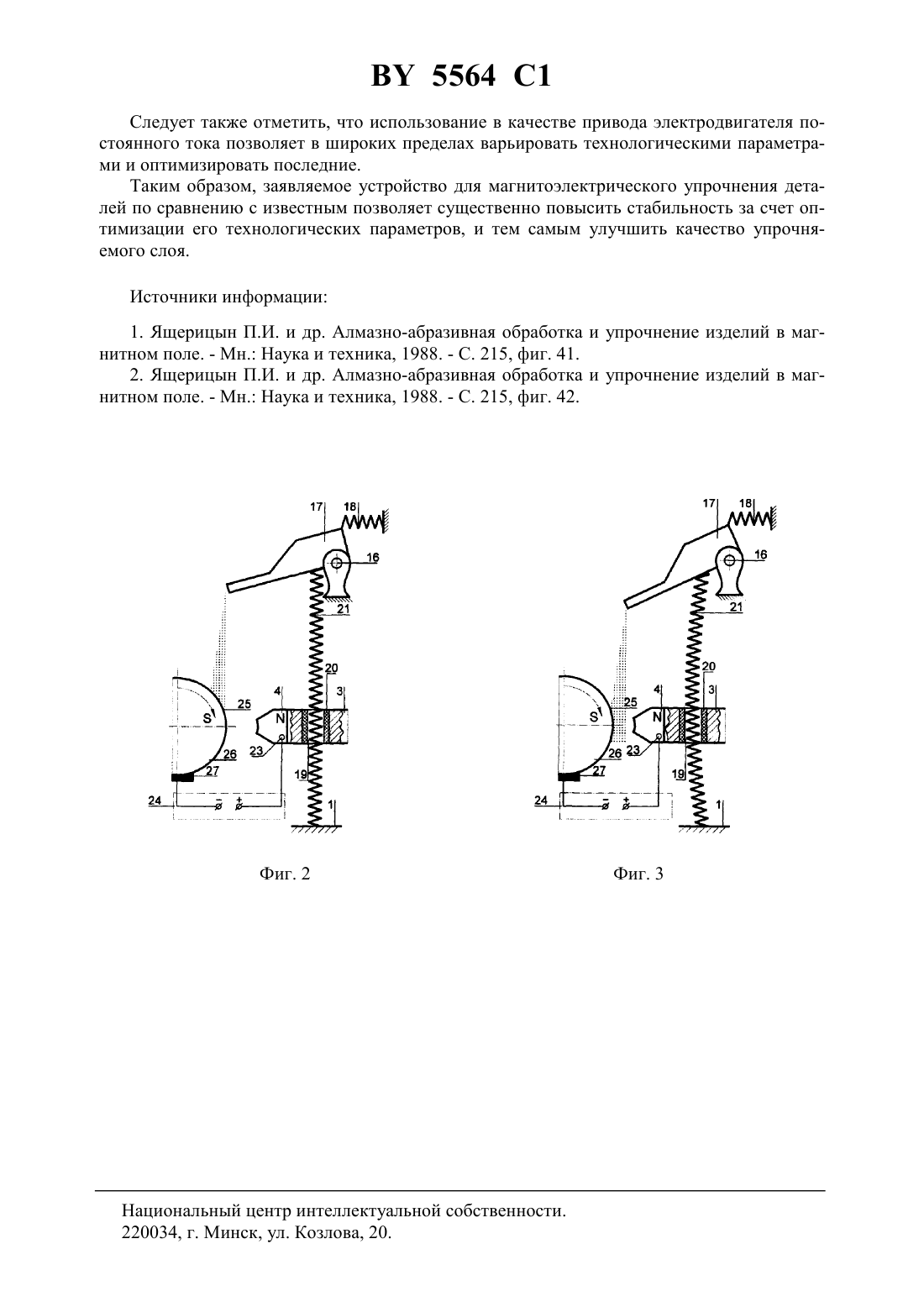
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ МАГНИТОЭЛЕКТРИЧЕСКОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ(71) Заявитель Учреждение образования Гомельский государственный технический университет им П.О. Сухого(72) Авторы Кульгейко Михаил Петрович Гринкевич Игорь Викторович(73) Патентообладатель Учреждение образования Гомельский государственный технический университет им П.О. Сухого(57) Устройство для магнитоэлектрического упрочнения деталей, содержащее установленный на жестком электрически изолированном основании электромагнит, выполненный в виде катушки, охватывающей сердечник и имеющей контакты для ее подключения к источнику электрического тока, а также полюсный наконечник с контактом для подключения к источнику разрядного тока и установленное над полюсным наконечником дозирующее приспособление бункерного типа, отличающееся тем, что полюсный наконечник жестко установлен на торцевой поверхности сердечника, который выполнен с возможностью возвратно-поступательного горизонтального перемещения в катушке посредством привода, кинематически связанного с сердечником шарнирно-рычажным соединительным механизмом из немагнитного материала через эксцентрик, при этом дозирующее приспособление бункерного типа также кинематически связано с сердечником, причем кинематическая связь образована выполненным в сердечнике вертикальным отверстием с диэлектрической втулкой и проходящим через отверстие линейным упругим элементом, один конец которого закреплен на электрически изолированном основании, а другой - на дозирующем приспособлении бункерного типа.(56) Ящерицын П.И. и др. Алмазно-абразивная обработка и упрочнение изделий в магнитном поле. - Минск Наука и техника.1988. - С. 214-215.1217597 , 1986.1238916 1, 1986.1301601 1, 1987. Изобретение относится к области машиностроения, а более конкретно - к устройствам для восстановления и упрочнения деталей машин и механизмов с использованием магнитного поля. Известно устройство для магнитоэлектрического упрочнения наружных цилиндрических поверхностей 1, содержащее два имеющих возможность эквидистантного расположения относительно поверхности упрочняемой детали электромагнита, катушки которых снабжены контактами для подключения к источнику электрического тока. Аналогично контакты для подключения к источнику разрядного тока имеют сердечники с полюсными наконечниками, размещенные внутри катушек электромагнитов. Последние установлены на электрически изолированном основании. Для подачи ферропорошка устройство снабжено дозирующим приспособлением. Недостатком данного устройства является то, что при его работе не обеспечивается стабильность процесса упрочнения. Это обусловлено тем, что снятие окисных пленок с частиц порошка происходит в дозирующем приспособлении при его виброперемешивании за счет трения частиц друг о друга. Учитывая то, что фракционный состав ферропорошка достаточно широк, а форма его частиц близка к случайной, процесс снятия окисных пленок также носит случайный характер. Поэтому, при просыпании порошка через рабочий зазор между полюсным наконечником электромагнита и поверхностью упрочняемой детали в формировании токопроводящих цепочек участвуют не все частицы. Это, в свою очередь, требует осуществления сбора порошка для повторного использования. Другими словами, чем стабильнее процесс упрочнения, тем выше коэффициент использования ферропорошка при его дозированной подаче. Наиболее близким к заявляемому устройству по технической сущности и достигаемому результату является устройство для магнитоэлектрического упрочнения наружных цилиндрических поверхностей с осцилляцией полюсного наконечника 2. Оно содержит установленный на жестком электрически изолированном основании электромагнит, выполненный в виде катушки, охватывающей контакты для ее подключения к источнику электрического тока, а также полюсный наконечник с контактом для подключения к источнику разрядного тока. Полюсный наконечник жестко установлен на пластинчатой пружине, консольно размещенной в непосредственной близости от торцевой поверхности сердечника электромагнита с наличием воздушного промежутка. Над полюсным наконечником размещено также дозирующее приспособление бункерского типа, как правило, с электромагнитным вибратором подпружиненного накопительного днища. При работе устройства упрочняемую деталь устанавливают с определенным рабочим зазором по отношению к полюсному наконечнику. Затем деталь вводят во взаимодействие со скользящим контактом, связанным с источником разрядного тока, и приводят деталь во вращение. Далее на катушку электромагнита подают знакопостоянный пульсирующий ток, что обеспечивает вибрацию (осцилляцию) полюсного наконечника, но без замыкания в цепи разрядного тока. При подаче в рабочий зазор ферромагнитного порошка его частицы ориентируются вдоль магнитных силовых линий, образуя токопроводящие цепочки и расплавляясь. Расплав удерживается на поверхности детали в виде точечных вкраплений, постепенно формируя упрочненный слой. 2 5564 1 Наличие осцилляции полюсного наконечника позволяет до определенной степени стабилизировать технологический процесс упрочнения, повысить коэффициент использования ферропорошка, т.к. заданное движение обеспечивает принудительное уплотнение ферропорошка, при котором происходит дополнительное снятие окисных пленок на частицах и увеличение сплошности покрытия. Вместе с тем стабильность процесса упрочнения с помощью устройства недостаточна. Основными причинами этого являются следующие. 1. Консольное крепление полюсного наконечника на пластинчатой пружине не обеспечивает стабильности осцилляции и величины минимального рабочего зазора между упрочняемой поверхностью детали и рабочей поверхностью полюсного наконечника в процессе упрочнения из-за действия на наконечник сил инерции. 2. При работе известного устройства частота срабатывания электромагнита, а следовательно и частота его взаимодействия с полюсным наконечником имеет ограниченные пределы, т.к. зависит от электрической постоянной времени электромагнита, которая, в свою очередь, определяется индуктивностью и электрическим (оммическим) сопротивлением катушки. Вместе с тем существует корреляция между дисперсностью частиц ферропорошка с частотой осцилляции полюсного наконечника, поэтому оптимизация последней требует ее варьирования в достаточно широких пределах. Кроме того, наличие электромагнита влияет на однородность магнитного поля в рабочем зазоре. 3. Качество упрочненного слоя на детали определяется стабильностью процесса упрочнения, которая зависит от равномерности подачи порошка в рабочий зазор. Поэтому,базирующее приспособление бункерного типа должно иметь средство регулирования скорости подачи ферропорошка. Задачей настоящего изобретения является повышение стабильности процесса упрочнения за счет обеспечения постоянства минимальной величины рабочего зазора и однородности магнитного поля в нем, возможности варьирования частотой осцилляции и скоростью подачи ферропорошка. Поставленная задача решается тем, что в известном устройстве для магнитоэлектрического упрочнения деталей, содержащем установленный на жестком электрически изолированном основании электромагнит, выполненный в виде катушки, охватывающей сердечник и имеющей контакты для ее подключения к источнику электрического тока, а также полюсный наконечник с контактом для подключения к источнику разрядного тока и установленное над полюсным наконечником дозирующее приспособление бункерного типа, согласно изобретению, полюсный наконечник жестко установлен на торцевой поверхности сердечника, который выполнен с возможностью возвратно-поступательного горизонтального перемещения в катушке посредством привода, кинематически связанного с сердечником соединительным механизмом из немагнитного материала, дозирующее приспособление бункерного типа также кинематически связано с сердечником. При этом,соединительный механизм выполнен шарнирно-рычажным и связан с приводом через эксцентрик, и кинематическая связь дозирующего приспособления бункерного типа с сердечником образована выполненным в последнем вертикальным отверстием с диэлектрической втулкой и проходящим через вертикальное отверстие линейным упругим элементом, один конец которого закреплен на электрически изолированном основании, а другой - на дозирующем приспособлении бункерного типа. На фиг. 1 представлен общий вид предлагаемого устройства для магнитоэлектрического упрочнения деталей на фиг. 2 - схема, поясняющая положение полюсного наконечника при максимальном рабочем зазоре на фиг. 3 - то же при минимальном рабочем зазоре. Устройство содержит электрически изолированное основание 1 (фиг. 1), на котором жестко смонтирована катушка 2, охватывающая сердечник 3, на торцевой поверхности которого закреплен полюсный наконечник 4. Сердечник 3 выполнен с возможностью воз 3 5564 1 вратно-поступательного перемещения внутри катушки 2 посредством привода (на фигуре 1-3 не показан), преимущественно двигателя постоянного тока с электромагнитной муфтой, выходной вал 5 которого кинематически связан с сердечником 3 посредством соединительного механизма из немагнитного материала, образованного, например, опорой 6,рычагом 7, 8 и 9, шарнирами 10, 11 и 12, а также эксцентриком 13. Направление перемещения сердечника 3 в катушке 2 обеспечивается установленными на основании 1 опорами 14, 15. Над полюсным наконечником 4 установлено с помощью опоры 16 дозирующее приспособление 17 бункерного типа, стандартное положение которого определяется пружиной 18. В сердечнике 3 выполнено вертикальное отверстие 19 с диэлектрической втулкой 20. Внутри последней установлен линейный упругий элемент 21, один конец которого закреплен на основании 1, а другой - на дозирующем приспособлении 17, образуя таким образом кинематическую связь последнего с сердечником 3. Катушка 2 имеет контакты 22 для подключения к источнику электрического тока (на фигуре 1 не показан), а полюсный наконечник 4 имеет контакт 23 для подключения к источнику 24 разрядного тока, к которому поверхность 25 детали 26 подключена посредством скользящего контакта 27. Устройство работает следующим образом. Скользящий контакт 27 приводят в соприкосновение с поверхностью детали 26 и подключают его к источнику 24 разрядного тока. К этому же источнику 24 подключают контакт 23 полюсного наконечника 4, затем запитывают катушку 2. Устанавливают в стандартное положение дозирующее приспособление 17, регулируя его пружиной 18 при заданном объеме в последнем ферропорошка. Далее горизонтальным перемещением детали 26 выставляют рабочий зазормежду рабочей поверхностью полюсного наконечника 4 и наружной цилиндрической поверхностью 25 детали 26 на максимальный размер (фиг. 2), при этом положение линейного упругого элемента 21 должно быть строго вертикальным, что достигается соответствующим приведением в стартовое положение соединительного механизма и его эксцентрика 13, подобранного с величиной эксцентриситета, равной требуемой величине изменения размера рабочего зазора. В дозирующем приспособлении 17 включают электромагнитный вибратор (на фигуре 1-3 не показан) для обеспечения сепарации ферропорошка, включают источник 24 разрядного тока и приводят деталь 26 во вращение и включают привод при заданной частоте вращения выходного вала 5. Сердечник 3 начинает совершать возвратно-поступательное горизонтальное перемещение (т.е. осциллировать) с заданной частотой. Размер рабочего зазора при этом изменяется от максимального (фиг. 2) до минимального (фиг. 3) на строго фиксированную величину, т.к. в процессе работы соединительный механизм является по сути дела безинерционным. Его выполнение из немагнитного материала исключает наведение на формируемое в рабочем зазоре магнитное поле внешних паразитных полей, делающих процесс упрочнения нестабильным. Таким образом, условия воздействия на ферропорошок в рабочем зазоре оптимизируются. При каждом цикле возвратно-поступательного движения сердечника 3 происходит деформация линейного упругого элемента 21, а благодаря кинематической связи последнего с дозирующим приспособлением 17 на собственные его колебания накладываются вынужденные колебания, что приводит к подаче в зазор повышенных порций ферропорошка в моменты, когда размер рабочего зазора стремится к минимальному. В связи с такой синхронизацией условия уплотнения, взаимного смещения частиц, их фрикционное взаимодействие в рабочем зазоре оптимизируются. Быстрее удаляются окисные пленки с поверхности частиц ферропорошка, повышается вероятность образования из частиц токопроводящих цепочек и формирования точечных вкраплений, равномерность их распределения на упрочняемой поверхности. 4 5564 1 Следует также отметить, что использование в качестве привода электродвигателя постоянного тока позволяет в широких пределах варьировать технологическими параметрами и оптимизировать последние. Таким образом, заявляемое устройство для магнитоэлектрического упрочнения деталей по сравнению с известным позволяет существенно повысить стабильность за счет оптимизации его технологических параметров, и тем самым улучшить качество упрочняемого слоя. Источники информации 1. Ящерицын П.И. и др. Алмазно-абразивная обработка и упрочнение изделий в магнитном поле. - Мн. Наука и техника, 1988. - С. 215, фиг. 41. 2. Ящерицын П.И. и др. Алмазно-абразивная обработка и упрочнение изделий в магнитном поле. - Мн. Наука и техника, 1988. - С. 215, фиг. 42. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B23H 9/00
Метки: упрочнения, устройство, магнитоэлектрического, деталей
Код ссылки
<a href="https://by.patents.su/5-5564-ustrojjstvo-dlya-magnitoelektricheskogo-uprochneniya-detalejj.html" rel="bookmark" title="База патентов Беларуси">Устройство для магнитоэлектрического упрочнения деталей</a>
Рабочий орган установки магнитоэлектрического упрочнения
Номер патента: U 322
Опубликовано: 30.09.2001
Авторы: Кисленок Владислав Михайлович, Гринкевич Игорь Викторович, Кульгейко Михаил Петрович
МПК: B23H 9/00
Метки: упрочнения, магнитоэлектрического, рабочий, установки, орган
Текст:
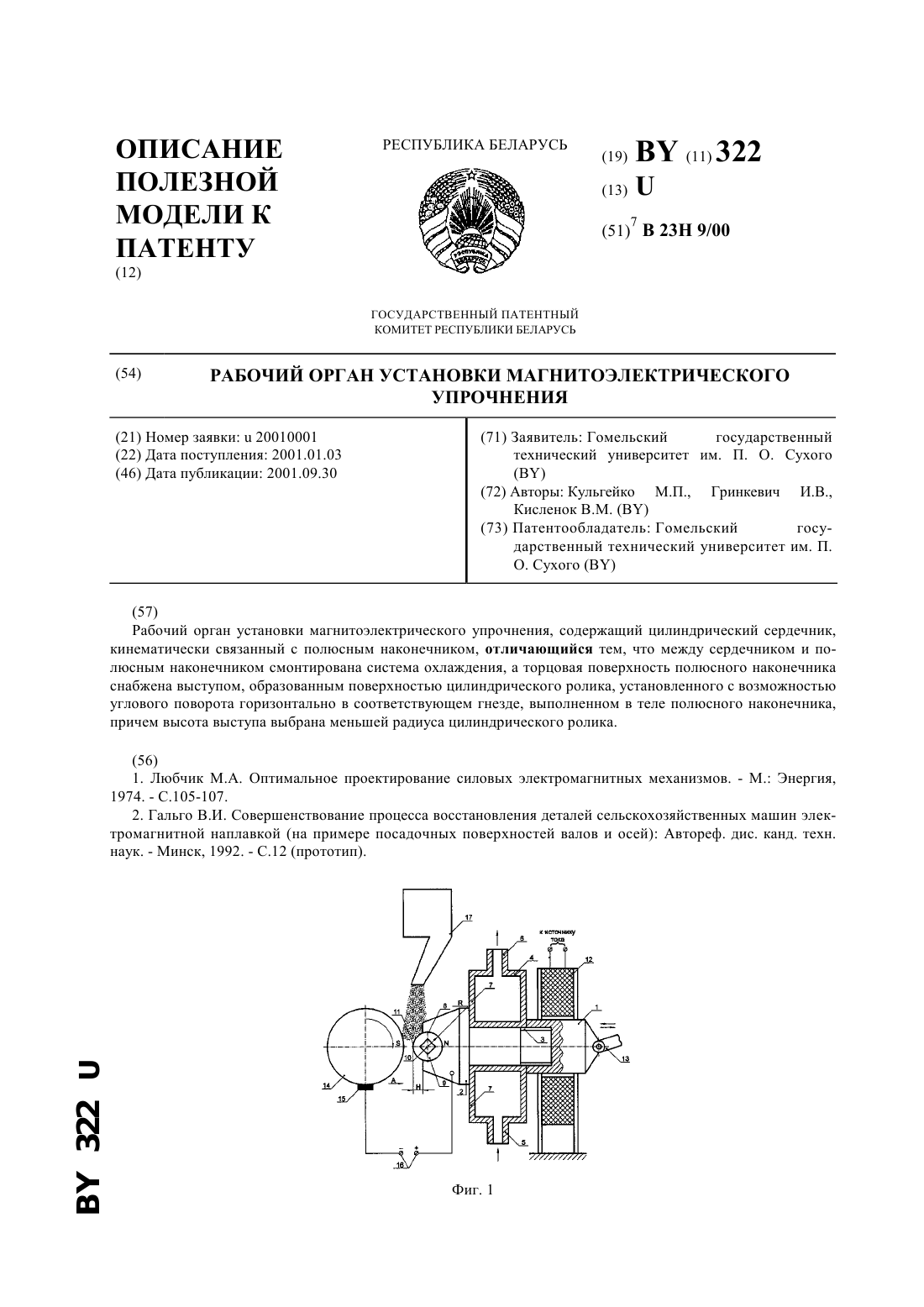
...установки для магнитоэлектрического упрочнения, содержащего цилиндрический сердечник, кинематически связанный с полюсным наконечником, согласно полезной модели между сердечником и полюсным наконечником смонтирована система охлаждения, а торцовая поверхность полюсного наконечника снабжена выступом, образованным поверхностью цилиндрического ролика, установленного с возможностью углового поворота горизонтально в соответствующем гнезде,...
Способ упрочнения ультразвуком наружных цилиндрических поверхностей деталей
Номер патента: 678
Опубликовано: 30.06.1995
Авторы: Кукин С. Ф., Пасах Е. В.
МПК: B24B 39/02
Метки: наружных, деталей, цилиндрических, способ, ультразвуком, поверхностей, упрочнения
Текст:
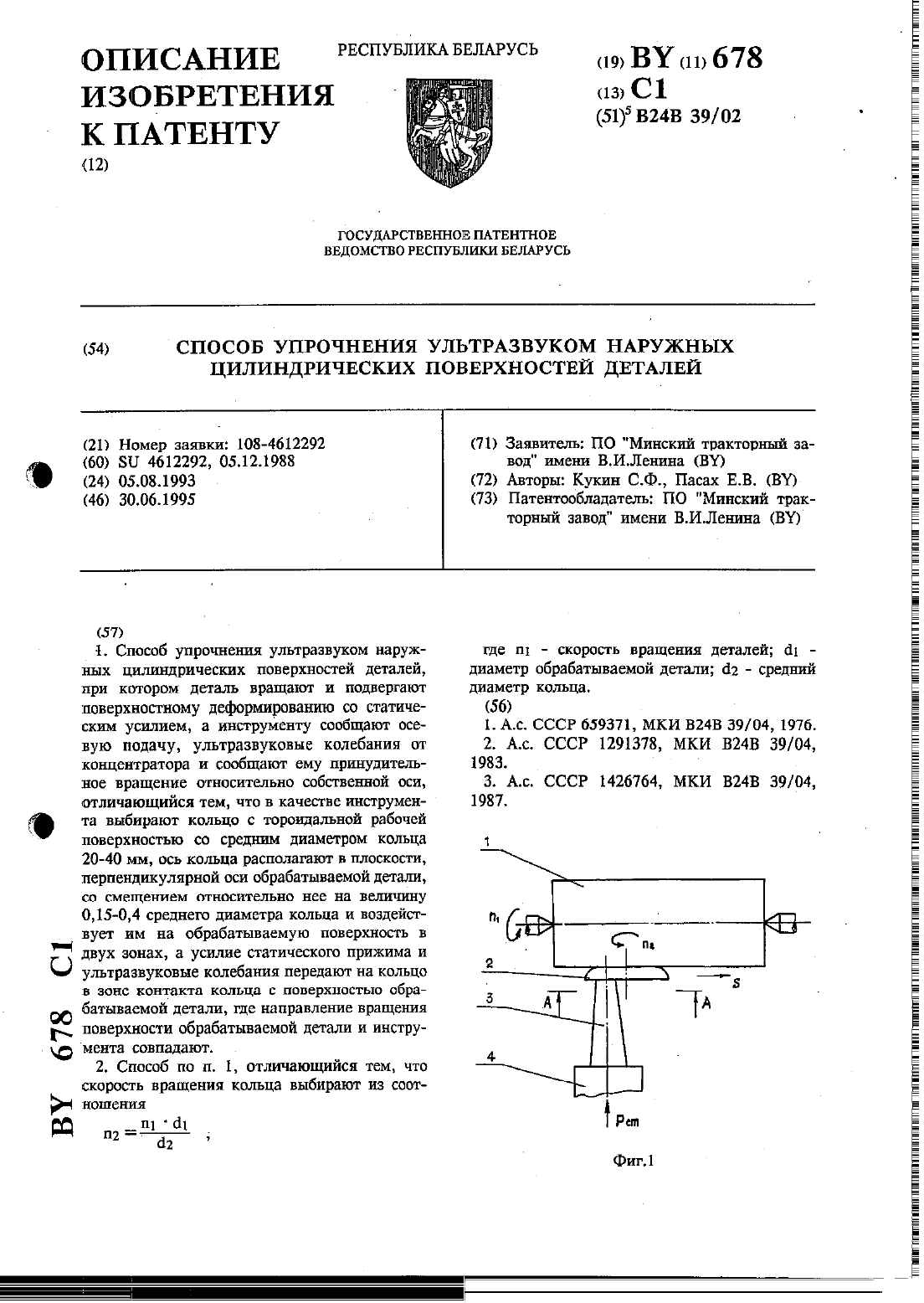
...деталь 1 диаметром с 11 вращают со скоростью щ в контакте с вращающимся со скоростью п и перемещающимся вдоль с подачей 8 кольцом 2 с тороидальной рабочей поверхностью и средним диаметром с 12, ось которого расположена от оси детали 1 на расстоянии 11. С обратной стороны кольца 2 по оси концентратора 3, проходящей через зону контакта кольца с деталью, где направление перемещения обрабатываемой поверхности и инструмента (кольца 2)...
Устройство для токарной обработки нежестких деталей
Номер патента: 3829
Опубликовано: 30.03.2001
Авторы: Маслаков Вячеслав Николаевич, Карпушин Вячеслав Алексеевич, Бурский Вячеслав Александрович
МПК: B23Q 15/00, B23B 1/00
Метки: устройство, деталей, токарной, обработки, нежестких
Текст:
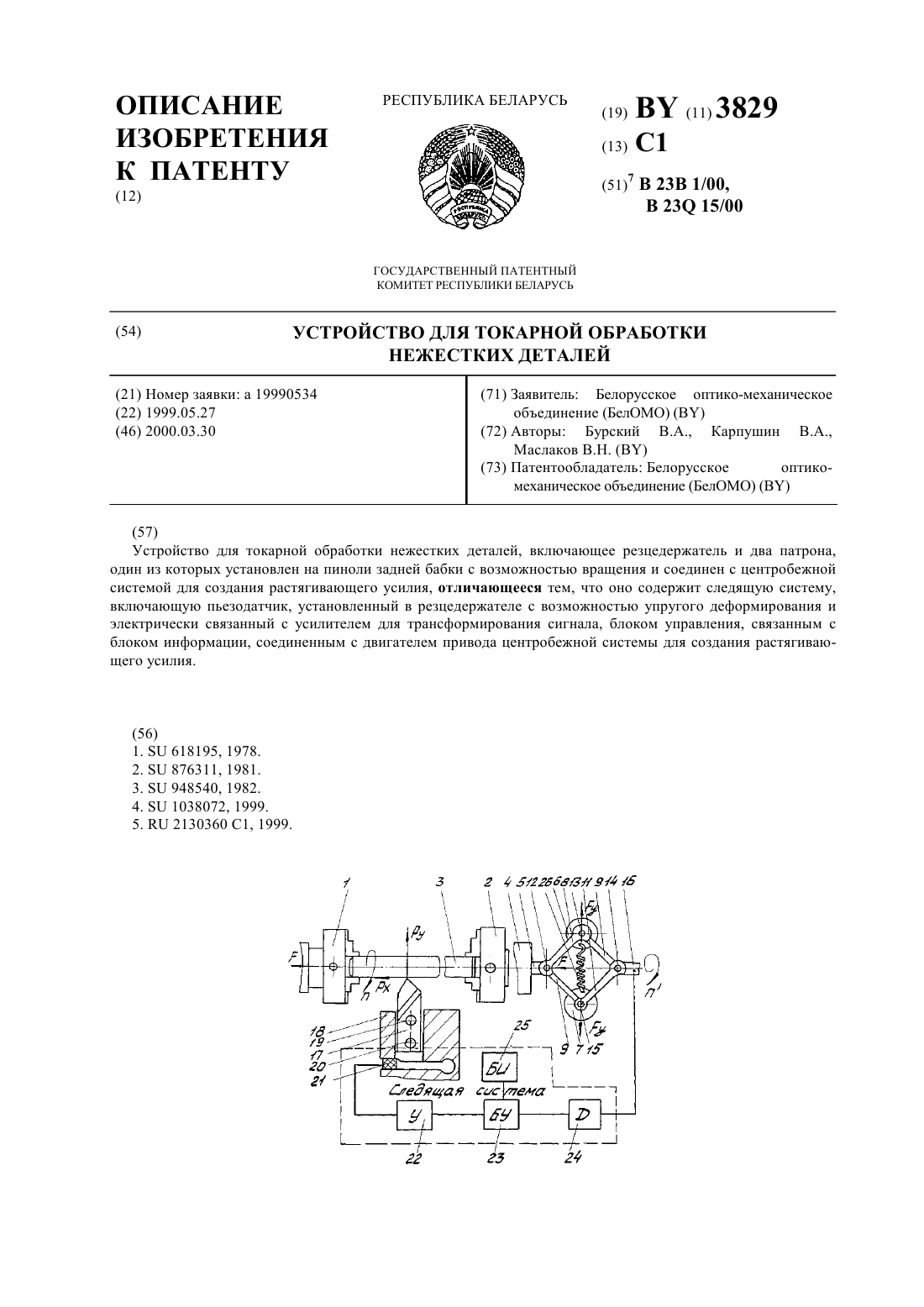
...патрона, один из которых установлен на пиноли задней бабки с возможностью вращения и соединен с центробежной системой для создания растягивающего усилия, устройство содержит следящую систему, включающую пьезодатчик, установленный в резцедержателе с возможностью упругого деформирования и электрически связанный с усилителем для трансформирования сигнала, блоком управления, связанным с блоком информации, соединенным с двигателем привода...
Устройство для магнито-абразивной доводки рабочих кромок деталей и инструмента
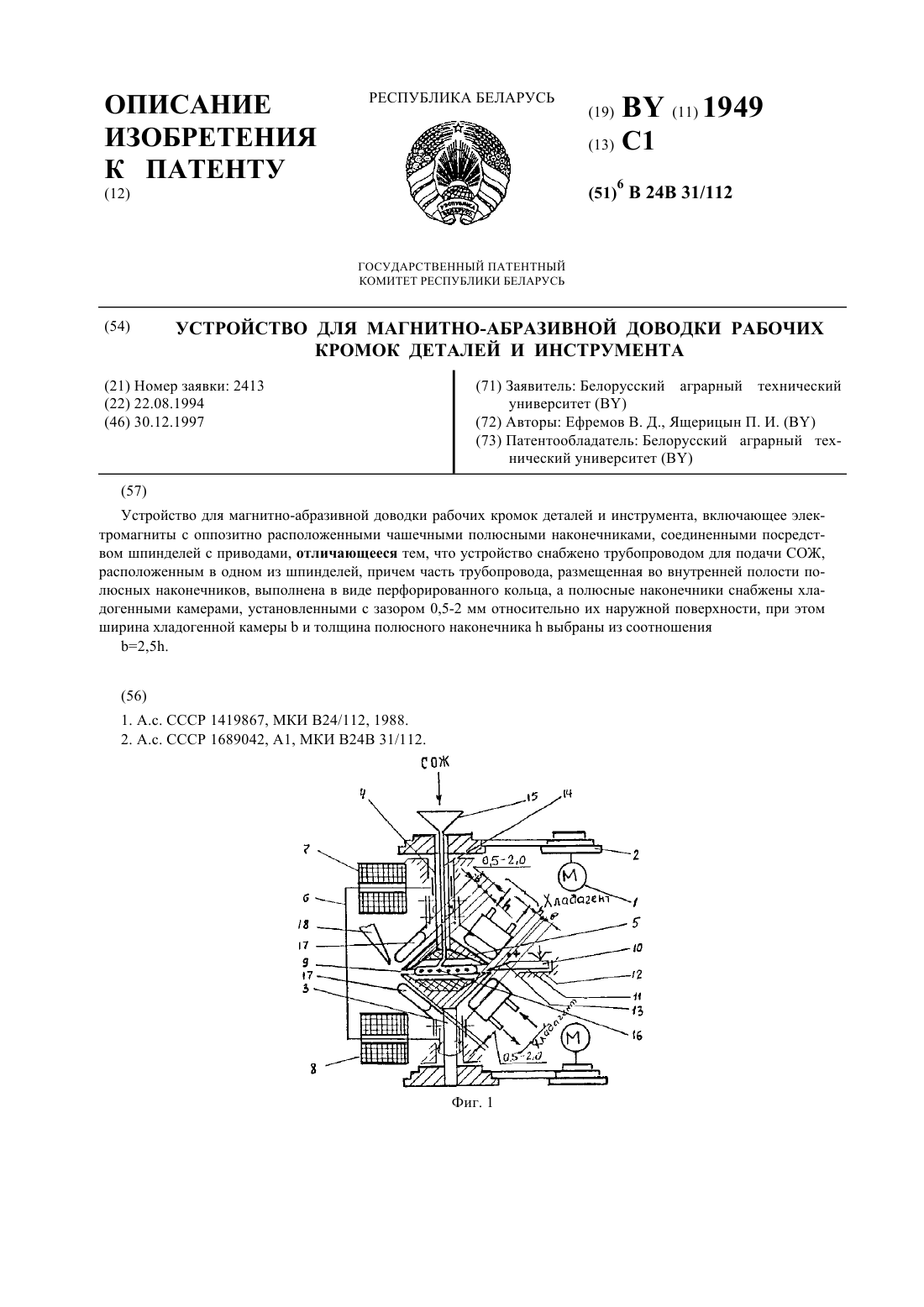
Номер патента: 1949
Опубликовано: 30.12.1997
Авторы: Ящерицын Петр Иванович, Ефремов Владимир Дмитриевич
МПК: B24B 31/112
Метки: рабочих, магнито-абразивной, инструмента, устройство, кромок, доводки, деталей
Текст:
...шкивы 2 и клиноременную передачу, совместно со шпинделями 3, 4 получают вращение полюсные наконечники 5. Одновременно магнитопровод 6, от электромагнитных катушек 7, 8 подают магнитную энергию,концентрируемую в рабочем зазоре 9, заполненном МАМ. От величины силы тока изменяется напряженность магнитного поля в рабочем зазоре и МАМ, расположенная в нем, уплотняется, образуя магнитноабразивную щетку - режущий инструмент, необходимый для съема...
Устройство для электроконтактной наплавки внутренних цилиндрических поверхностей деталей
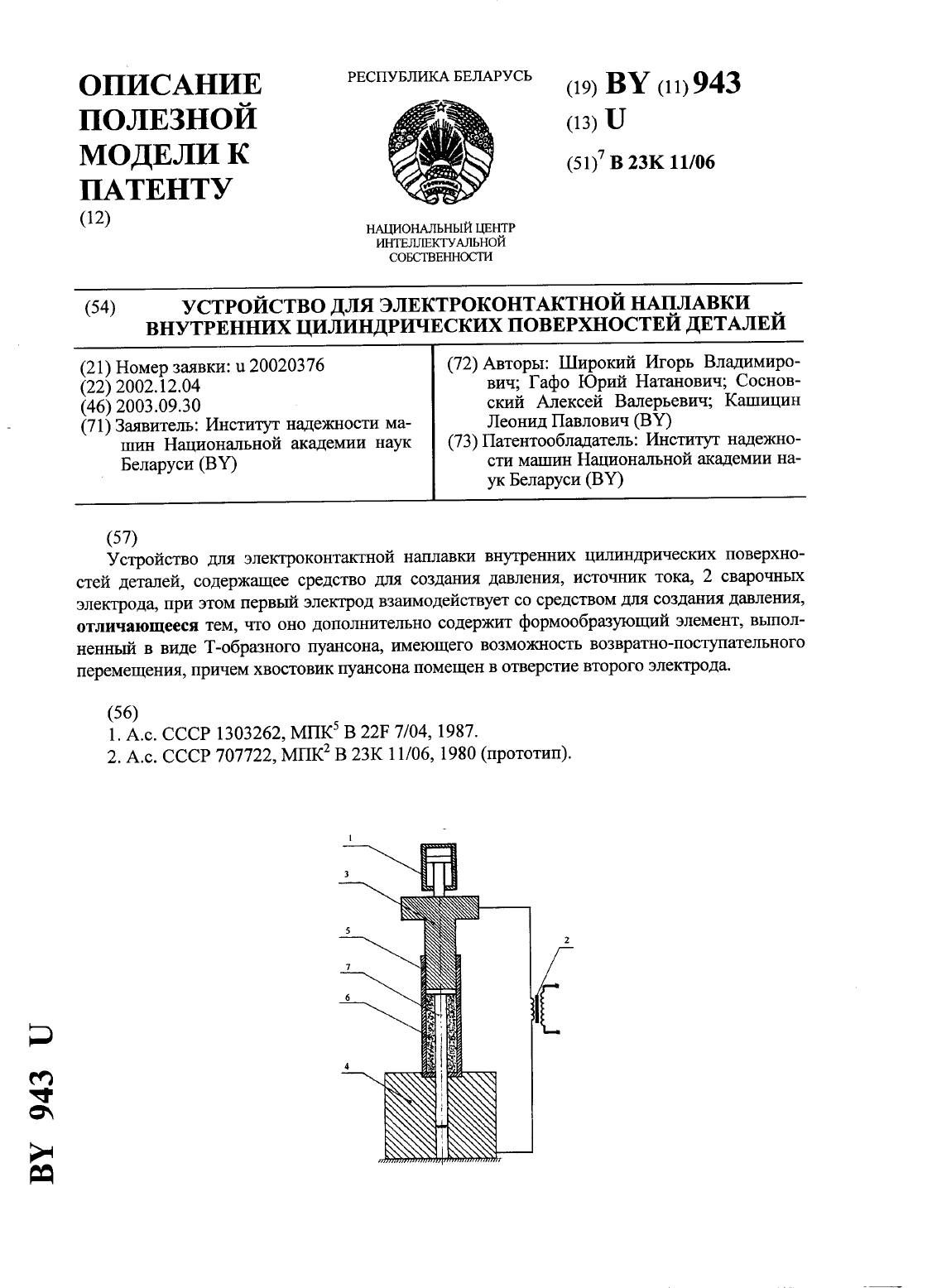
Номер патента: U 943
Опубликовано: 30.09.2003
Авторы: Кашицин Леонид Павлович, Гафо Юрий Натанович, Сосновский Алексей Валерьевич, Широкий Игорь Владимирович
МПК: B23K 11/06
Метки: наплавки, поверхностей, деталей, устройство, внутренних, цилиндрических, электроконтактной
Текст:
...средство для создания давления, источник тока, 2 сварочных электрода, при этом первый электрод взаимодействует со средством для создания давления, отличающееся тем, что оно дополнительно содержит формообразующий элемент, выполненный в виде Т - образного пуансона,имеющего возможность возвратно-поступательного перемещения. Причем хвостовик пуансона помещен в отверстие второго электрода. На чертеже представлена схема предлагаемого...
Предыдущий патент: Способ переработки кубовых остатков стадии ректификации производства капролактама
Следующий патент: Способ химического осаждения из растворов покрытий из золота
Случайный патент: Пиранометр