Способ крепления пластин конвектора и устройство для его осуществления
Номер патента: 16138
Опубликовано: 30.08.2012
Авторы: Логвин Владимир Александрович, Логвина Екатерина Владимировна, Артюшевский Олег Гаврилович
Текст
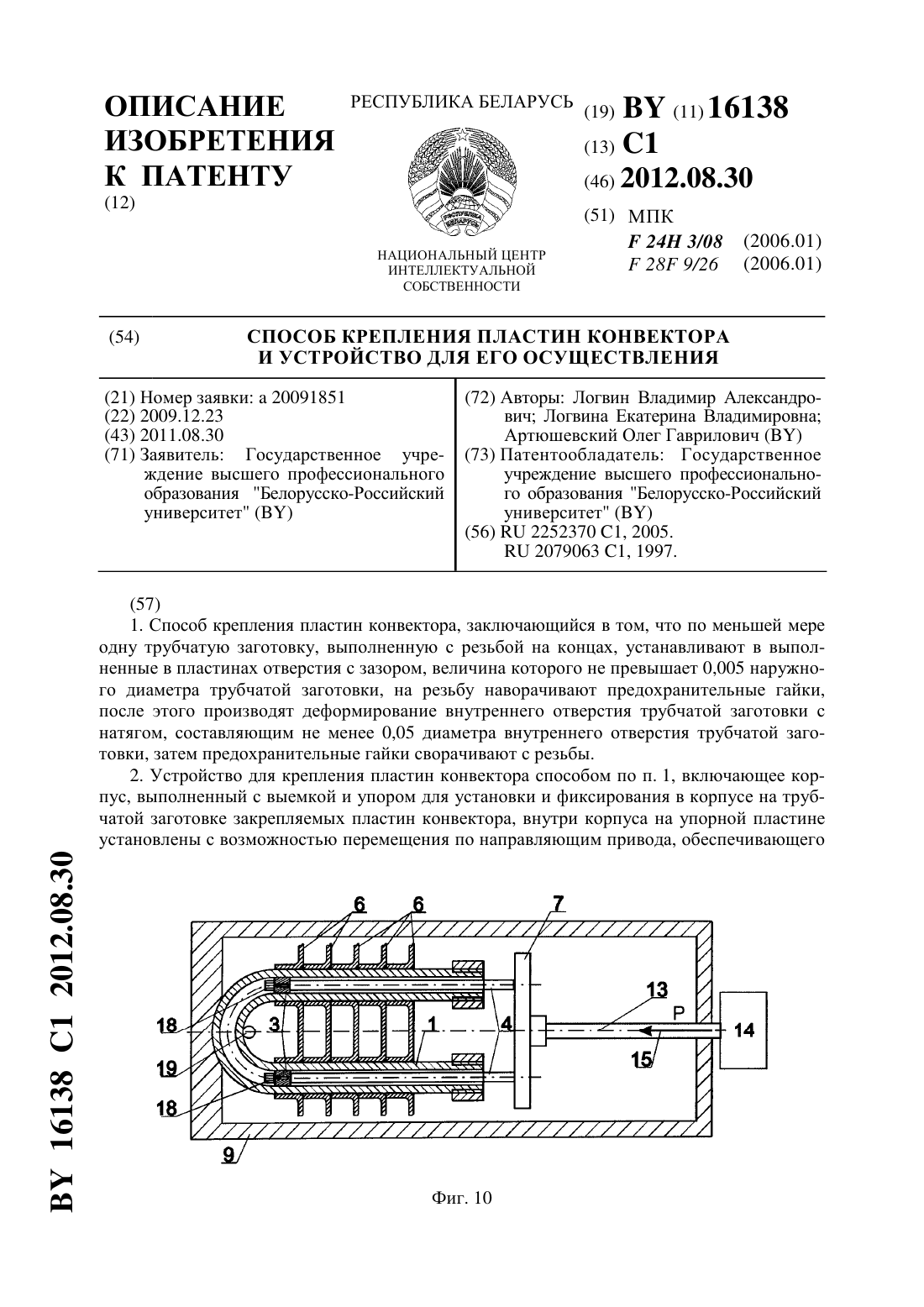
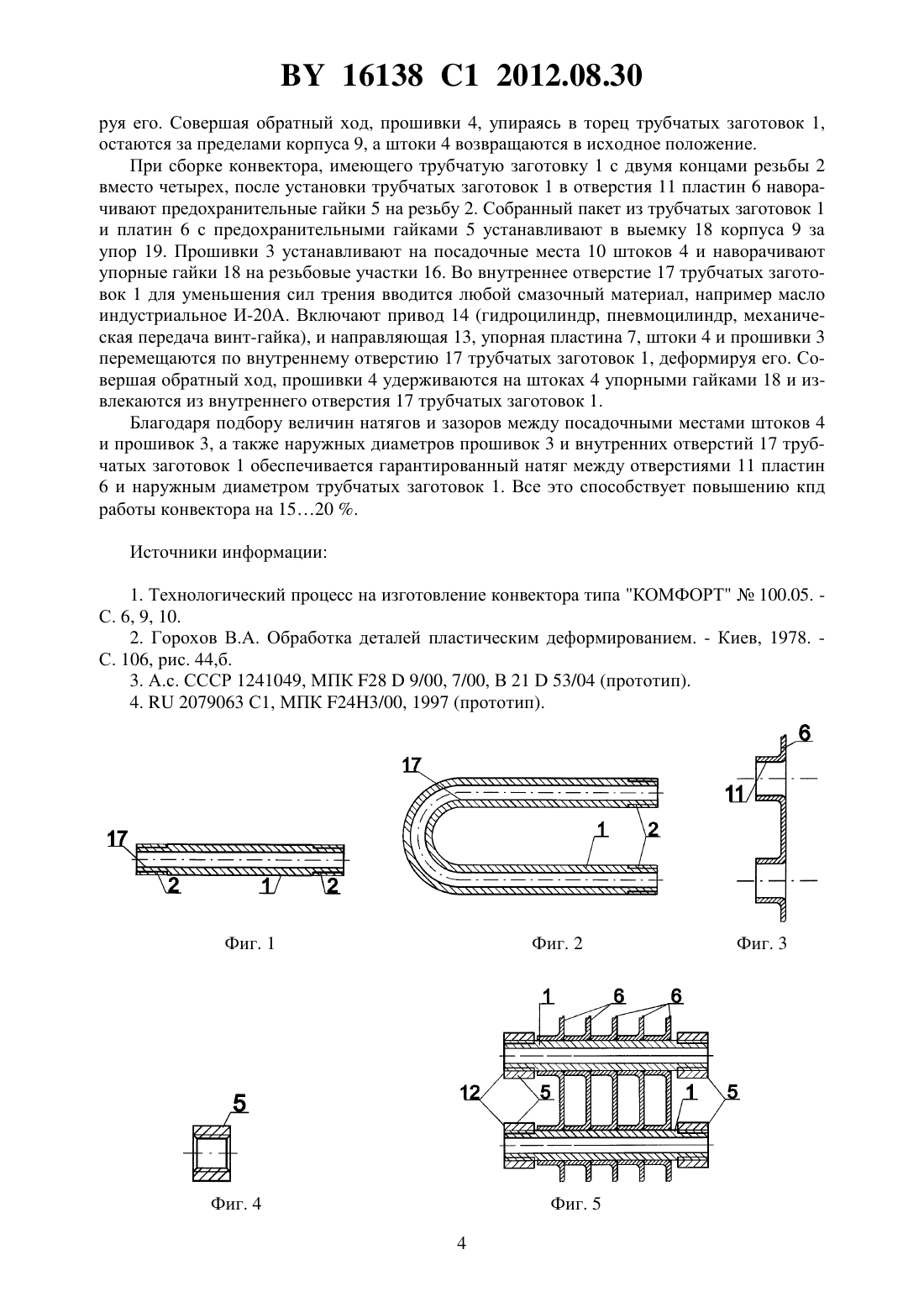
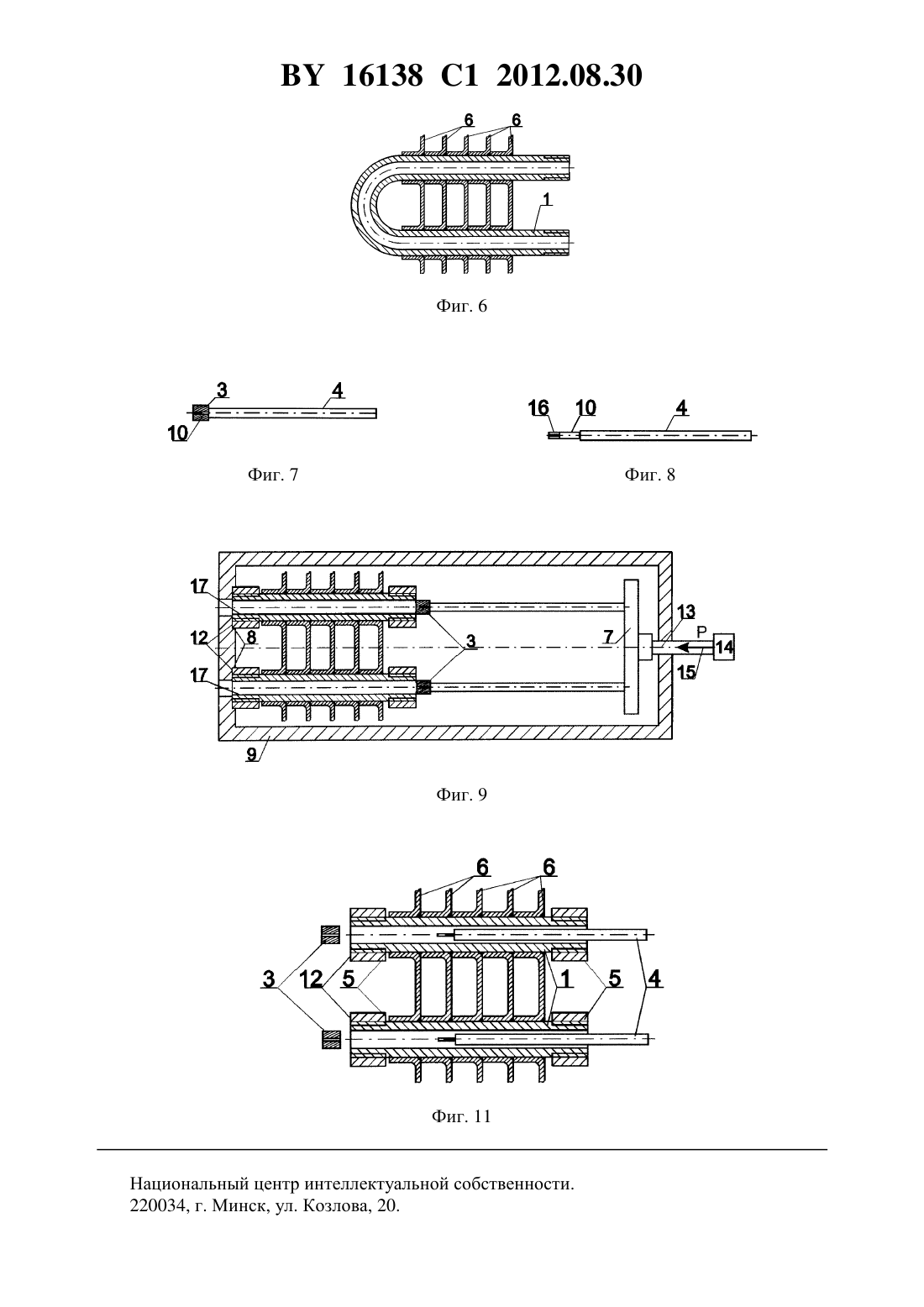
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ КРЕПЛЕНИЯ ПЛАСТИН КОНВЕКТОРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(71) Заявитель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(72) Авторы Логвин Владимир Александрович Логвина Екатерина Владимировна Артюшевский Олег Гаврилович(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(57) 1. Способ крепления пластин конвектора, заключающийся в том, что по меньшей мере одну трубчатую заготовку, выполненную с резьбой на концах, устанавливают в выполненные в пластинах отверстия с зазором, величина которого не превышает 0,005 наружного диаметра трубчатой заготовки, на резьбу наворачивают предохранительные гайки,после этого производят деформирование внутреннего отверстия трубчатой заготовки с натягом, составляющим не менее 0,05 диаметра внутреннего отверстия трубчатой заготовки, затем предохранительные гайки сворачивают с резьбы. 2. Устройство для крепления пластин конвектора способом по п. 1, включающее корпус, выполненный с выемкой и упором для установки и фиксирования в корпусе на трубчатой заготовке закрепляемых пластин конвектора, внутри корпуса на упорной пластине установлены с возможностью перемещения по направляющим привода, обеспечивающего 16138 1 2012.08.30 необходимое для деформации усилие, штоки с установленными на них деформирующими элементами, выполненными в виде прошивок, причем каждая прошивка установлена на посадочное место на штоке с зазором, величина которого не превышает 0,005 величины внутреннего посадочного отверстия прошивки, а посадочное место на штоке заканчивается резьбовым участком для навинчивания упорной гайки. 3. Устройство по п. 2, отличающееся тем, что каждая упорная гайка навинчена с обеспечением зазора между торцовыми поверхностями прошивки и упорной гайки, а также посадочного места на штоке и упорной гайки не менее 0,005 диаметра внутреннего отверстия трубчатой заготовки. Изобретение относится к машиностроению, в частности к обработке материалов давлением. Известный способ заключается в том, что производят установку трубчатой заготовки в отверстия пластин с натягом 1. Данный способ вследствие износа наружного диаметра трубчатой заготовки по мере продвижения с натягом в пластинах не обеспечивает на последних пластинах должный натяг и необходимый контакт пластин с трубчатой заготовкой. Известно устройство для деформирования внутреннего диаметра отверстия дорнованием 2. Данное устройство необходимо постоянно устанавливать и центрировать по обрабатываемому отверстию, и дорн жестко посажен на посадочные поверхности оправки, что ухудшает его самоустановку по обрабатываемому отверстию. Наиболее близким по технической сущности и достигаемым результатам является способ, который основан на том, что производят установку трубчатой заготовки и деформирование 3. Данный способ не обеспечивает должный контакт пластин по всему периметру наружного диаметра трубчатой заготовки, так как не обеспечивается необходимый равномерный натяг по всему периметру внутреннего диаметра отверстия в пластинах. Наиболее близким по технической сущности и достигаемым результатам является устройство для сборки деталей деформированием 4. Данное устройство, принятое за прототип, не обеспечивает достаточный необходимый равномерный натяг по всему периметру внутреннего диаметра отверстия в пластинах при сборке протяженных изделий, имеет сложную конструкцию. Задачей данного изобретения является повышение надежности контакта пластин с наружной поверхностью труб. Указанная задача достигается тем, что в способе крепления пластин конвектора, согласно изобретению, по меньшей мере одну трубчатую заготовку, выполненную с резьбой на концах, устанавливают в выполненные в пластинах отверстия с зазором, величина которого не превышает 0,005 наружного диаметра трубчатой заготовки, на резьбу наворачивают предохранительные гайки, после этого производят деформирование внутренних отверстий трубчатой заготовки с натягом, составляющим не менее 0,05 от диаметра внутреннего отверстия трубчатой заготовки, затем предохранительные гайки сворачивают с резьбы. Указанная задача достигается тем, что устройство для крепления пластин конвектора способом согласно изобретению, включает корпус, выполненный с выемкой и упором для установки и фиксирования в корпусе на трубчатой заготовке закрепляемых пластин конвектора, внутри корпуса на упорной пластине установлены с возможностью перемещения по направляющим привода, обеспечивающего необходимое для деформирования усилие,штоки с установленными на них деформирующими элементами, выполненными в виде прошивок, причем каждая прошивка установлена на посадочное место на штоке с зазором, величина которого не превышает 0,005 величины внутреннего посадочного отвер 2 16138 1 2012.08.30 стия прошивки, а посадочное место на штоке заканчивается резьбовым участком для навинчивания упорной гайки. Каждая упорная гайка навинчена с обеспечением зазора между торцовыми поверхностями прошивки и упорной гайки, а также посадочного места на штоке и упорной гайки не менее 0,005 диаметра внутреннего отверстия трубчатой заготовки. Для эффективной работы конвектора необходимо обеспечить надежный контакт пластин(ребер) с трубой, которая устанавливается через отверстия в пластинах. Трубы, используемые для изготовления конвекторов по ГОСТ 3262-75 Трубы стальные водогазопроводные, в зависимости от условного прохода имеют предельные отклонения при диаметре 4 до 40 мм 05 , тогда как максимальный оптимальный относительный натяг для дорнова 0 ния необходимо принимать 0,00650,0086, что гораздо меньше величин предельных отклонений диаметра трубы 2. При этом внутреннее отверстие трубы имеет отклонение от формы как в продольном, так и в поперечном сечении в пределах предельных отклонений на диаметр. Поэтому при деформировании заготовок труб при сборке конвектора необходимо иметь такой натяг между инструментом и диаметром внутреннего отверстия трубы,чтобы выправить форму наружного диаметра трубы и перейти в область пластической деформации настолько, чтобы после снятия усилия деформирования сохранился натяг между отверстием в пластине (ребре) и наружным диаметром трубы. Сущность изобретения поясняется фигурами. На фиг. 1 представлена прямая трубчатая заготовка с участками резьбы, на фиг. 2 представлена изогнутая трубчатая заготовка с участками резьбы, на фиг. 3 представлена пластина с отверстиями, в которую устанавливают трубчатую заготовку, на фиг. 4 представлена предохранительная гайка, на фиг. 5 представлена схема установки предохранительных гаек и пластин при сборке конвекторов с четырьмя участками резьбы, на фиг. 6 представлена схема установки предохранительных гаек и пластин при сборке конвекторов с двумя участками резьбы, на фиг. 7 представлена прошивка вместе со штоком без упорной гайки, на фиг. 8 представлена шток с участком резьбы под упорную гайку, на фиг. 9 представлена схема установки для деформирования прошивками при сборке конвектора с четырьмя участками резьбы, на фиг. 10 представлена схема установки для деформирования прошивками при сборке конвектора с двумя участками резьбы, на фиг. 11 представлена схема обратного хода штоков. Трубчатые заготовки 1 с участками резьбы 2 и внутренними отверстиями 17 устанавливают в отверстия 11 пластин 6. Предохранительные гайки 5 наворачивают на всю длину резьбы 2. Торцами 12 предохранительных гаек 5 устанавливают трубчатые заготовки 1 и пластины 6 в выемки 8 корпуса 9. Прошивки 3 устанавливают на посадочные места 10 штоков 4. Штоки 4 устанавливаются в упорной пластине 7 с возможностью перемещения для поднастройки под межосевое расстояние между трубчатыми заготовками 1 и пластинами 6. Упорная пластина 7 закреплена на направляющей 13 привода 14, обеспечивающего необходимое усилие Р 15 для деформирования. При конструкции трубчатых заготовок 1 представленной на фиг. 2, штоки 4 на концах посадочных мест 10 имеют резьбовые участки 16, на которые навинчиваются упорные гайки 18. Для удержания конвектора при обратном ходе штоков 4 используется упор 19. Работу установки и обработку по предлагаемому способу осуществляют следующим образом. После установки трубчатых заготовок 1 в отверстия 11 пластин 6 наворачивают предохранительные гайки 5 на резьбу 2. Собранный пакет из трубчатых заготовок 1 и платин 6 с предохранительными гайками 5 устанавливают в выемки 8 корпуса 9. Прошивки 3 устанавливают на посадочные места 10 штоков 4. Во внутренние отверстия 17 трубчатых заготовок 1 для уменьшения сил трения вводится любой смазочный материал, например масло индустриальное И-20 А. Включается привод 14 (гидроцилиндр, пневмоцилиндр, механическая передача винт-гайка), и направляющая 13, упорная пластина 7, штоки 4 и прошивки 3 перемещаются по внутреннему отверстию 17 трубчатых заготовок 1, деформи 3 16138 1 2012.08.30 руя его. Совершая обратный ход, прошивки 4, упираясь в торец трубчатых заготовок 1,остаются за пределами корпуса 9, а штоки 4 возвращаются в исходное положение. При сборке конвектора, имеющего трубчатую заготовку 1 с двумя концами резьбы 2 вместо четырех, после установки трубчатых заготовок 1 в отверстия 11 пластин 6 наворачивают предохранительные гайки 5 на резьбу 2. Собранный пакет из трубчатых заготовок 1 и платин 6 с предохранительными гайками 5 устанавливают в выемку 18 корпуса 9 за упор 19. Прошивки 3 устанавливают на посадочные места 10 штоков 4 и наворачивают упорные гайки 18 на резьбовые участки 16. Во внутреннее отверстие 17 трубчатых заготовок 1 для уменьшения сил трения вводится любой смазочный материал, например масло индустриальное И-20 А. Включают привод 14 (гидроцилиндр, пневмоцилиндр, механическая передача винт-гайка), и направляющая 13, упорная пластина 7, штоки 4 и прошивки 3 перемещаются по внутреннему отверстию 17 трубчатых заготовок 1, деформируя его. Совершая обратный ход, прошивки 4 удерживаются на штоках 4 упорными гайками 18 и извлекаются из внутреннего отверстия 17 трубчатых заготовок 1. Благодаря подбору величин натягов и зазоров между посадочными местами штоков 4 и прошивок 3, а также наружных диаметров прошивок 3 и внутренних отверстий 17 трубчатых заготовок 1 обеспечивается гарантированный натяг между отверстиями 11 пластин 6 и наружным диаметром трубчатых заготовок 1. Все это способствует повышению кпд работы конвектора на 1520 . Источники информации 1. Технологический процесс на изготовление конвектора типа КОМФОРТ 100.05. С. 6, 9, 10. 2. Горохов В.А. Обработка деталей пластическим деформированием. - Киев, 1978. С. 106, рис. 44,б. 3. А.с. СССР 1241049, МПК 289/00, 7/00, В 2153/04 (прототип). 4.2079063 С 1, МПК 243/00, 1997 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
Метки: пластин, устройство, способ, конвектора, крепления, осуществления
Код ссылки
<a href="https://by.patents.su/5-16138-sposob-krepleniya-plastin-konvektora-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Беларуси">Способ крепления пластин конвектора и устройство для его осуществления</a>
Устройство для крепления заготовок линз
Номер патента: 8054
Опубликовано: 30.04.2006
Авторы: Василенок Константин Константинович, Филонов Игорь Павлович, Козерук Альбин Степанович
МПК: B24B 13/005
Метки: крепления, линз, устройство, заготовок
Текст:
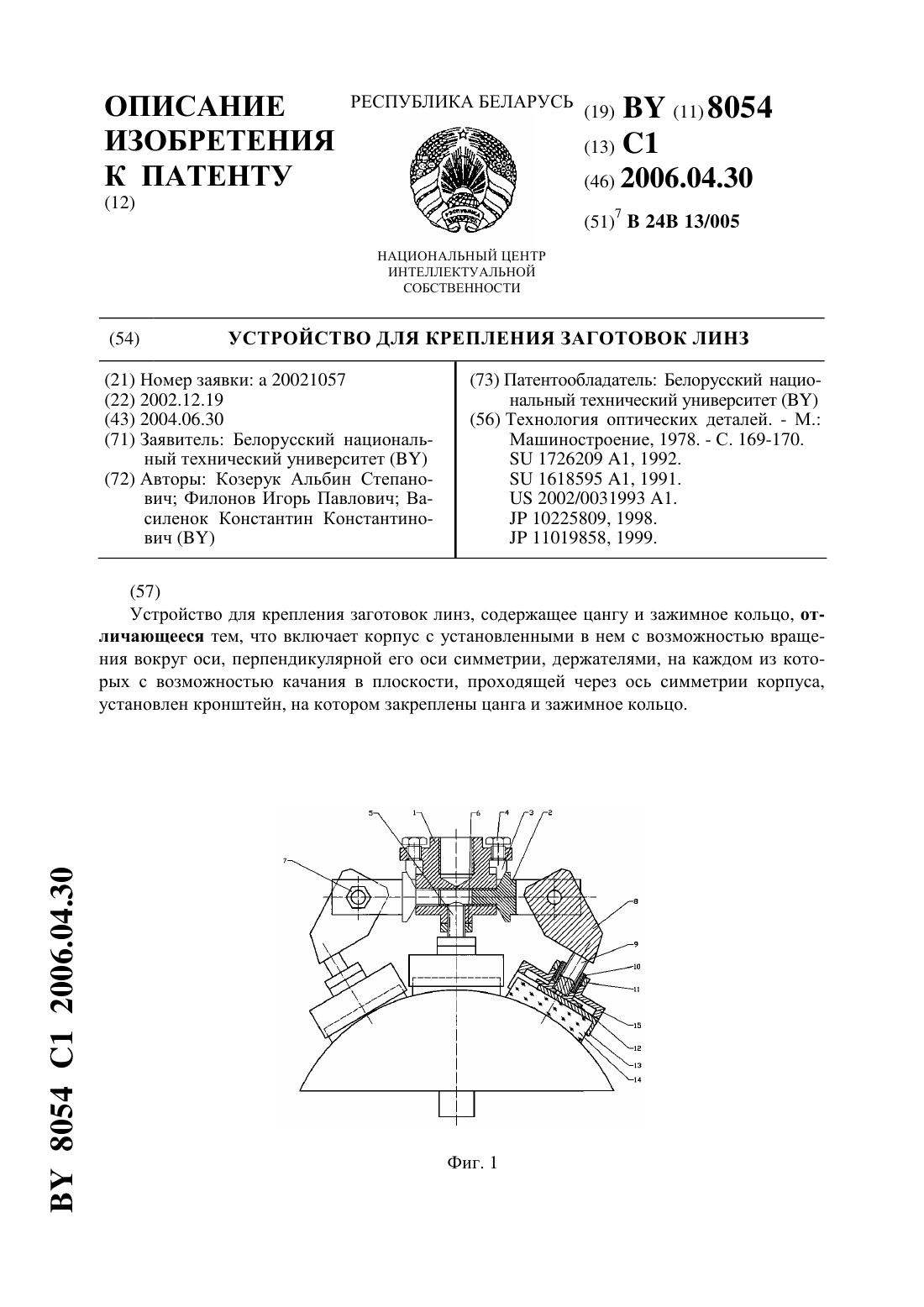
...на решение которой направлено заявляемое устройство, - уменьшить энергозатраты на операции сборки блоков из заготовок деталей со сферическими рабочими поверхностями. Задача решается тем, что устройство, содержащее цангу и зажимное кольцо, включает корпус с установленными в нем с возможностью вращения вокруг оси, перпендикулярной его оси симметрии, держателями, на каждом из которых с возможностью качания в плоскости, проходящей через ось...
Система воздушного отопления на базе газового конвектора
Номер патента: U 8218
Опубликовано: 30.04.2012
Автор: Королев Геннадий Витальевич
МПК: F24D 10/00
Метки: отопления, газового, воздушного, конвектора, система, базе
Текст:
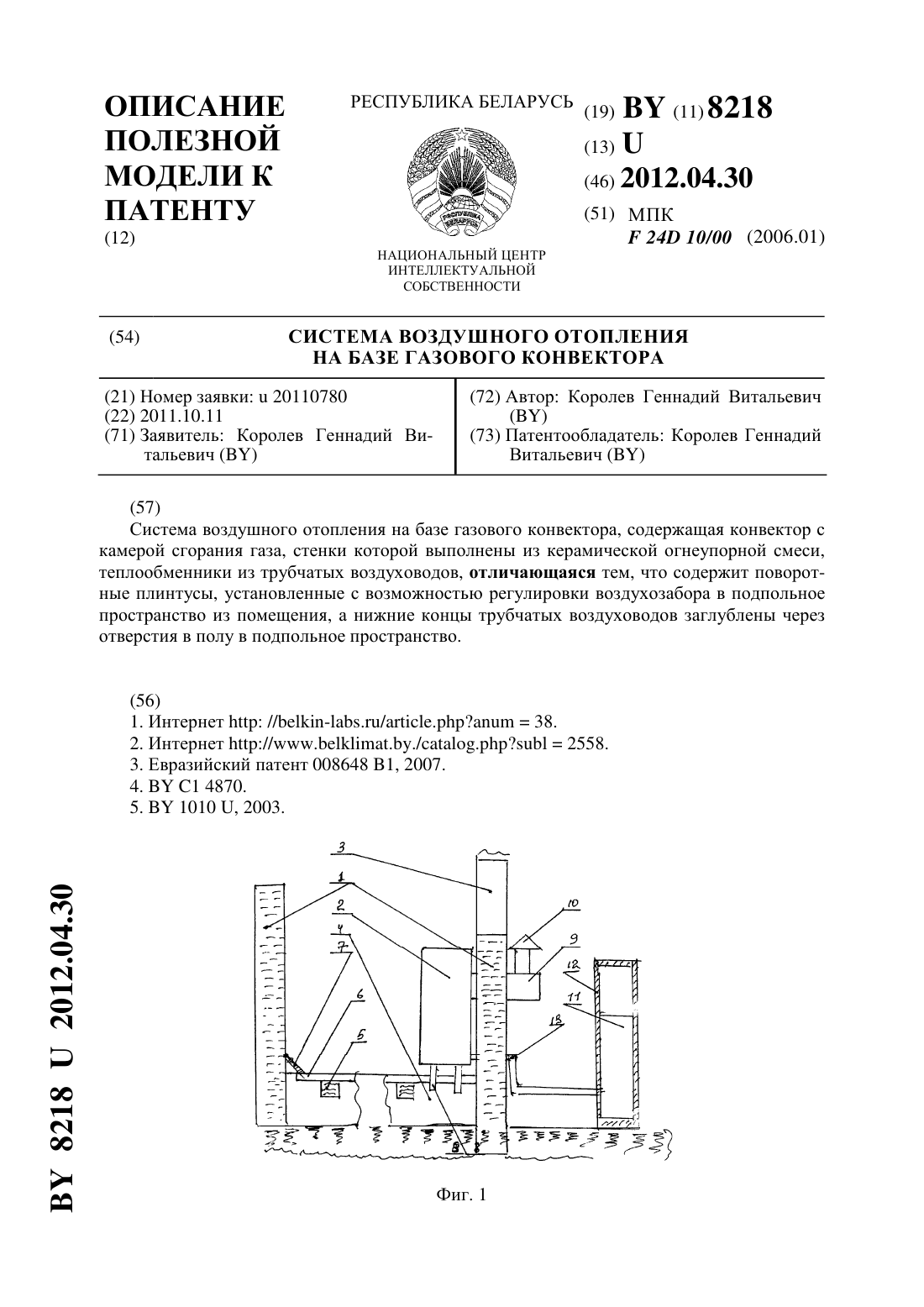
...принципиально новые качества функционирования системы воздушного отопления больших помещений на базе газоотопительного конвектора. Безопасность и надежность функционирования подобных систем отопления на базе газового конвектора обеспечивается за счет разделения воздушных потоков системы теплообмена в газовой горелке и обеспечения локальной системы воздухоподачи из атмосферы в зону горения газа, а также выбросов продуктов сгорания газа...
Устройство для крепления заготовок линз
Номер патента: 15557
Опубликовано: 28.02.2012
Авторы: Филонова Марина Игоревна, Козерук Альбин Степанович, Подскребкин Иван Вячеславович, Шамкалович Владимир Иванович, Сухоцкий Александр Анатольевич
МПК: B24B 13/005
Метки: заготовок, линз, устройство, крепления
Текст:
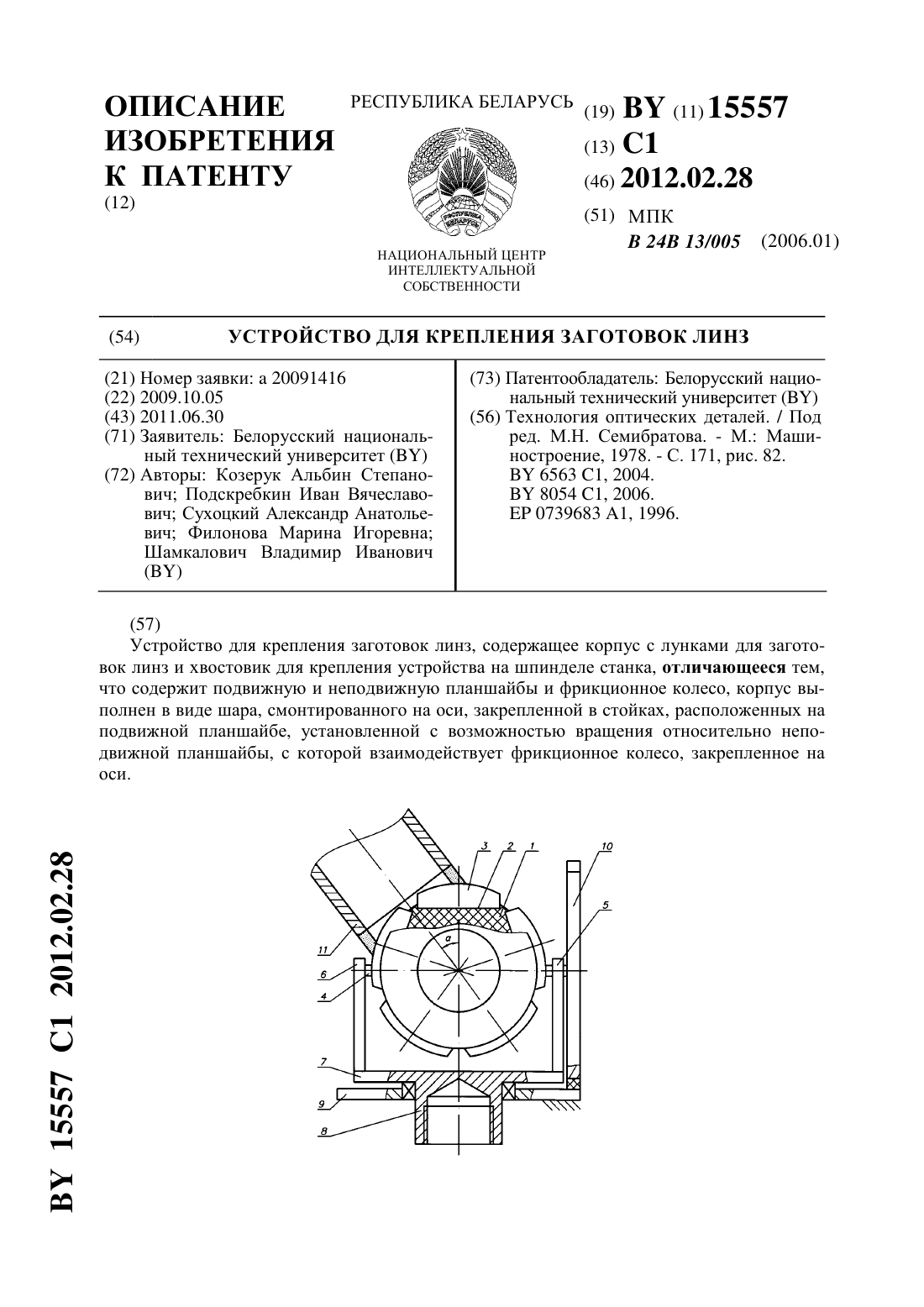
...на решение которой направлено заявляемое устройство, - повышение производительности обработки деталей со сферическими рабочими поверхностями. Задача решается тем, что устройство для крепления заготовок линз, содержащее корпус с лунками для заготовок линз и хвостовик для крепления устройства на шпинделе станка, содержит подвижную и неподвижную планшайбы и фрикционное колесо, корпус выполнен в виде шара, смонтированного на оси,...
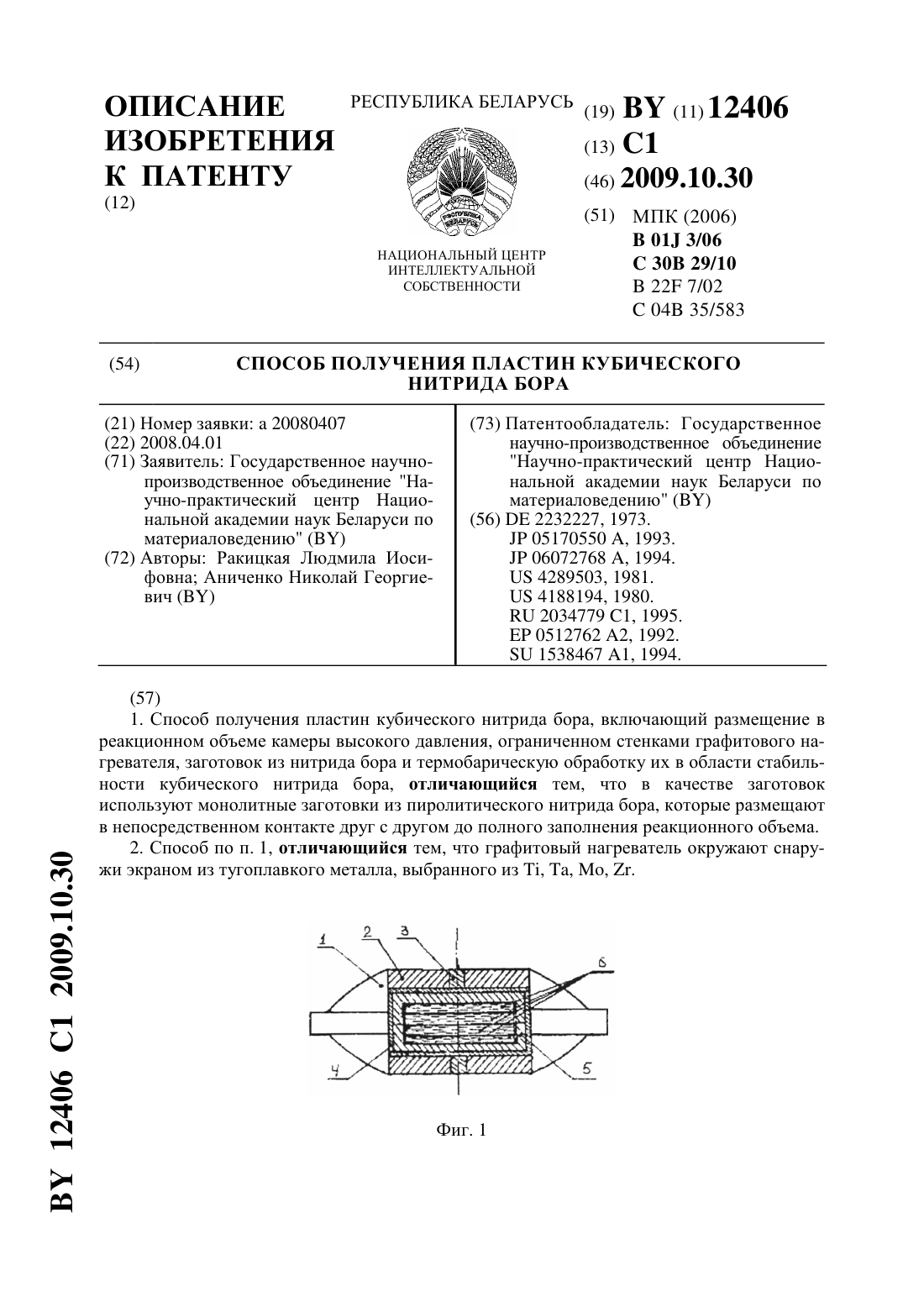
Способ получения пластин кубического нитрида бора
Номер патента: 12406
Опубликовано: 30.10.2009
Авторы: Ракицкая Людмила Иосифовна, Аниченко Николай Георгиевич
МПК: C04B 35/583, B22F 7/02, B01J 3/06...
Метки: нитрида, получения, бора, способ, пластин, кубического
Текст:
...для получения одновременно нескольких изделий за один технологический цикл заготовки разделены прокладками из хлористого натрия, не позволяет максимально использовать полезный объем реакционной камеры, что достигается в предлагаемом способе. Использование для получения пластин монолитных заготовок из пиролитического нитрида бора (ПНБ) позволяет максимально использовать реакционный объем. При этом, как показал опыт, в процессе синтеза...
Способ изготовления заготовок изделий с переменным по длине профилем и устройство для его осуществления

Номер патента: 434
Опубликовано: 30.03.1995
Авторы: Исаевич Г. А., Король В. А., Степаненко А. В.
МПК: B21H 7/00
Метки: устройство, изделий, длине, заготовок, переменным, способ, профилем, осуществления, изготовления
Текст:
...ей Побразной Формы, после чего заготовку Э вместе с оправкой прокатывают межсДУ НСПриводныни валками 1 и 2 с бур чТЭМИ 3 с жестко фиксированным постопнным зазором. Затем заготовку 9 снимают с оправки Ц и разгибают (устройство для разгиба не показано). После этого заготовку подают на последующую доработкуобВе 3 ку концов заготовки,покраску и т.д.)Способ был реализован следующим образом.Исходные размеры заготовки шири-л,о На - 90 мм, длина -...
Предыдущий патент: Способ регулирования подачи теплоты в здание или группу зданий
Следующий патент: Штамм avian influenza virus КМИЭВ-V107 – штамм-антиген
Случайный патент: Способ переработки резиновых отходов