Способ изготовления алмазо-абразивного инструмента с органическим связующим
Номер патента: 4639
Опубликовано: 30.09.2002
Авторы: Зайцев Валентин Алексеевич, Моисеенко Петр Васильевич, Кузей Анатолий Михайлович, Горлач Александр Григорьевич, Кузнецов Владимир Витальевич
Текст
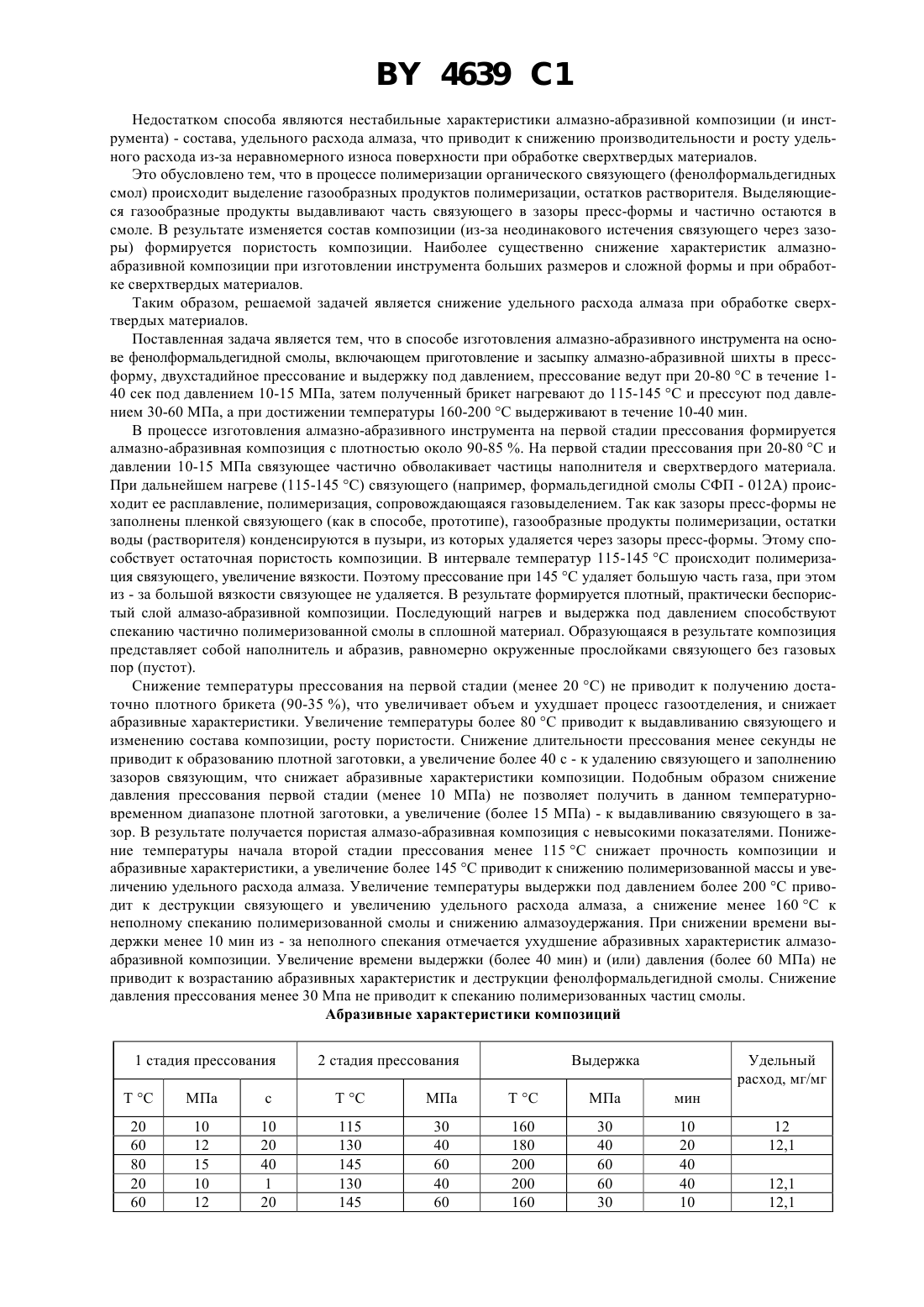
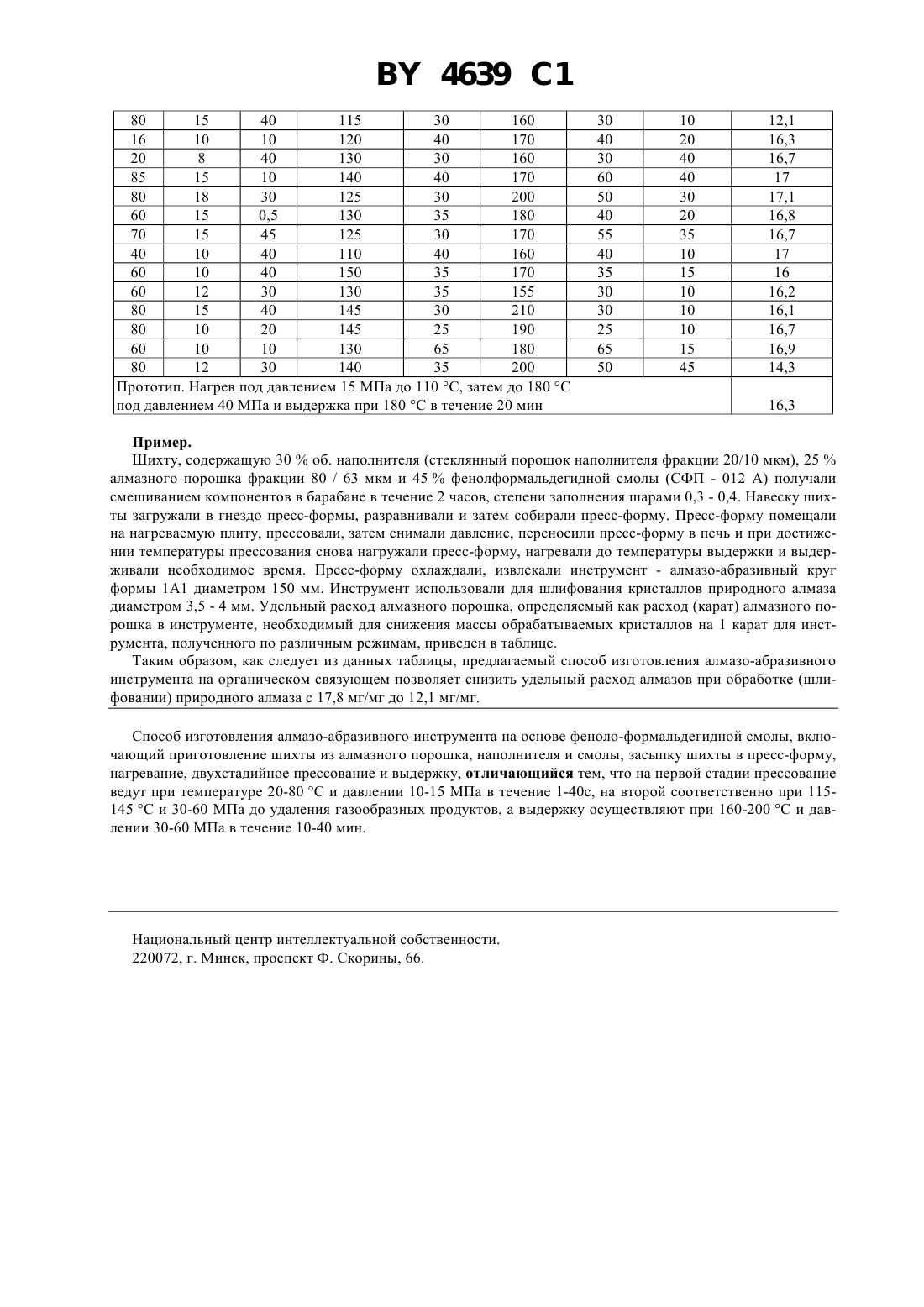
(71) Заявитель Республиканское алмазообрабатывающее унитарное предприятие Гомельское ПО Кристалл(73) Патентообладатель Республиканское алмазообрабатывающее унитарное предприятие Гомельское ПО Кристалл Горлач Александр Григорьевич Зайцев Валентин Алексеевич Кузей Анатолий Михайлович Кузнецов Владимир Витальевич Моисеенко Петр Васильевич(56) Основы проектирования и технологии изготовления абразивного и алмазного инструмента. - М. Машиностроение, 1984. - С. 213-214,1273239 1, 1986,948646 , 1982,540730 , 1976.(57) Изобретение Способ изготовления алмазоабразивного инструмента на основе фенолформальдегидной смолы относится к области изготовления абразивного инструмента, в частности, к алмазоабразивному на органических связующих, используемых для обработки сверхтвердых материалов, твердых сплавов и т.д. Сущность изобретения заключается в том способе, включающем приготовление шихты из алмазного порошка, наполнителя и смолы, засыпку шихты в пресс-форму, нагревание, двухстадийное прессование и выдержку на первой стадии прессование ведут при температуре 20-80 С и давлении 10-15 МПа в течение 1-40 с., на второй соответственно при 115-145 С и 30-60 МПа до удаления газообразных продуктов, а выдержку осуществляют при 160-200 С и давлении 30-60 МПа в течение 10-40 мин. Способ позволяет повысить твердость, плотность алмазоабразивной композиции, повысить эксплуатационные показатели инструмента. Область применения - изготовление абразивного, алмазоабразивного инструмента на органических связках для обработки твердых сплавов, стали, керамики, сверхтвердых материалов. Предполагаемое изобретение относится к области изготовления абразивного инструмента, в частности к алмазно-абразивному на органических связующих, применяемого для обработки твердого сплава, стекла, керамики, сверхтвердых материалов и т.д. Известен способ изготовления алмазно-абразивного инструмента, включающий смешивание абразива,фенолформальдегидной смолы (связующего) и наполнителей, помещение шихты в пресс-форму, нагрев со скоростью 30-70 С / мин и термообработку при 270-400 С (см. а.с. 948646). Недостатком известного способа является низкое алмазоудержание, высокий удельный расход алмаза,поэтому данный способ может быть использован только для изготовления инструмента, применяемого на финишных и доводочных операциях. Наиболее близким к предполагаемому является способ изготовления алмазно-абразивного инструмента на органическом связующем (фенолформальдегидной смолы), заключающийся в приготовлении шихты, засыпке ее в пресс-форму, сборке пресс-формы, двухстадийном прессовании при нагреве, причем до температуры 100-110 С, давление прессования составляет 15-25 МПа, а затем до температуры 1805 С - 30-50 МПа, и выдержке под давлением при этой температуре в течение 20-40 мин (Основы проектирования и технология изготовления абразивного и алмазного инструмента / Под ред. О.М. Ковальчука. - М Машиностроение, 1984. - С. 213 -214). 4639 1 Недостатком способа являются нестабильные характеристики алмазно-абразивной композиции (и инструмента) - состава, удельного расхода алмаза, что приводит к снижению производительности и росту удельного расхода из-за неравномерного износа поверхности при обработке сверхтвердых материалов. Это обусловлено тем, что в процессе полимеризации органического связующего (фенолформальдегидных смол) происходит выделение газообразных продуктов полимеризации, остатков растворителя. Выделяющиеся газообразные продукты выдавливают часть связующего в зазоры пресс-формы и частично остаются в смоле. В результате изменяется состав композиции (из-за неодинакового истечения связующего через зазоры) формируется пористость композиции. Наиболее существенно снижение характеристик алмазноабразивной композиции при изготовлении инструмента больших размеров и сложной формы и при обработке сверхтвердых материалов. Таким образом, решаемой задачей является снижение удельного расхода алмаза при обработке сверхтвердых материалов. Поставленная задача является тем, что в способе изготовления алмазно-абразивного инструмента на основе фенолформальдегидной смолы, включающем приготовление и засыпку алмазно-абразивной шихты в прессформу, двухстадийное прессование и выдержку под давлением, прессование ведут при 20-80 С в течение 140 сек под давлением 10-15 МПа, затем полученный брикет нагревают до 115-145 С и прессуют под давлением 30-60 МПа, а при достижении температуры 160-200 С выдерживают в течение 10-40 мин. В процессе изготовления алмазно-абразивного инструмента на первой стадии прессования формируется алмазно-абразивная композиция с плотностью около 90-85 . На первой стадии прессования при 20-80 С и давлении 10-15 МПа связующее частично обволакивает частицы наполнителя и сверхтвердого материала. При дальнейшем нагреве (115-145 С) связующего (например, формальдегидной смолы СФП - 012 А) происходит ее расплавление, полимеризация, сопровождающаяся газовыделением. Так как зазоры пресс-формы не заполнены пленкой связующего (как в способе, прототипе), газообразные продукты полимеризации, остатки воды (растворителя) конденсируются в пузыри, из которых удаляется через зазоры пресс-формы. Этому способствует остаточная пористость композиции. В интервале температур 115-145 С происходит полимеризация связующего, увеличение вязкости. Поэтому прессование при 145 С удаляет большую часть газа, при этом из - за большой вязкости связующее не удаляется. В результате формируется плотный, практически беспористый слой алмазо-абразивной композиции. Последующий нагрев и выдержка под давлением способствуют спеканию частично полимеризованной смолы в сплошной материал. Образующаяся в результате композиция представляет собой наполнитель и абразив, равномерно окруженные прослойками связующего без газовых пор (пустот). Снижение температуры прессования на первой стадии (менее 20 С) не приводит к получению достаточно плотного брикета (90-35 ), что увеличивает объем и ухудшает процесс газоотделения, и снижает абразивные характеристики. Увеличение температуры более 80 С приводит к выдавливанию связующего и изменению состава композиции, росту пористости. Снижение длительности прессования менее секунды не приводит к образованию плотной заготовки, а увеличение более 40 с - к удалению связующего и заполнению зазоров связующим, что снижает абразивные характеристики композиции. Подобным образом снижение давления прессования первой стадии (менее 10 МПа) не позволяет получить в данном температурновременном диапазоне плотной заготовки, а увеличение (более 15 МПа) - к выдавливанию связующего в зазор. В результате получается пористая алмазо-абразивная композиция с невысокими показателями. Понижение температуры начала второй стадии прессования менее 115 С снижает прочность композиции и абразивные характеристики, а увеличение более 145 С приводит к снижению полимеризованной массы и увеличению удельного расхода алмаза. Увеличение температуры выдержки под давлением более 200 С приводит к деструкции связующего и увеличению удельного расхода алмаза, а снижение менее 160 С к неполному спеканию полимеризованной смолы и снижению алмазоудержания. При снижении времени выдержки менее 10 мин из - за неполного спекания отмечается ухудшение абразивных характеристик алмазоабразивной композиции. Увеличение времени выдержки (более 40 мин) и (или) давления (более 60 МПа) не приводит к возрастанию абразивных характеристик и деструкции фенолформальдегидной смолы. Снижение давления прессования менее 30 Мпа не приводит к спеканию полимеризованных частиц смолы. Абразивные характеристики композиций 1 стадия прессования 4639 1 80 15 40 115 30 160 16 10 10 120 40 170 20 8 40 130 30 160 85 15 10 140 40 170 80 18 30 125 30 200 60 15 0,5 130 35 180 70 15 45 125 30 170 40 10 40 110 40 160 60 10 40 150 35 170 60 12 30 130 35 155 80 15 40 145 30 210 80 10 20 145 25 190 60 10 10 130 65 180 80 12 30 140 35 200 Прототип. Нагрев под давлением 15 МПа до 110 С, затем до 180 С под давлением 40 МПа и выдержка при 180 в течение 20 мин Пример. Шихту, содержащую 30 об. наполнителя (стеклянный порошок наполнителя фракции 20/10 мкм), 25 алмазного порошка фракции 80 / 63 мкм и 45 фенолформальдегидной смолы (СФП - 012 А) получали смешиванием компонентов в барабане в течение 2 часов, степени заполнения шарами 0,3 - 0,4. Навеску шихты загружали в гнездо пресс-формы, разравнивали и затем собирали пресс-форму. Пресс-форму помещали на нагреваемую плиту, прессовали, затем снимали давление, переносили пресс-форму в печь и при достижении температуры прессования снова нагружали пресс-форму, нагревали до температуры выдержки и выдерживали необходимое время. Пресс-форму охлаждали, извлекали инструмент - алмазо-абразивный круг формы 1 А 1 диаметром 150 мм. Инструмент использовали для шлифования кристаллов природного алмаза диаметром 3,5 - 4 мм. Удельный расход алмазного порошка, определяемый как расход (карат) алмазного порошка в инструменте, необходимый для снижения массы обрабатываемых кристаллов на 1 карат для инструмента, полученного по различным режимам, приведен в таблице. Таким образом, как следует из данных таблицы, предлагаемый способ изготовления алмазо-абразивного инструмента на органическом связующем позволяет снизить удельный расход алмазов при обработке (шлифовании) природного алмаза с 17,8 мг/мг до 12,1 мг/мг. Способ изготовления алмазо-абразивного инструмента на основе феноло-формальдегидной смолы, включающий приготовление шихты из алмазного порошка, наполнителя и смолы, засыпку шихты в пресс-форму,нагревание, двухстадийное прессование и выдержку, отличающийся тем, что на первой стадии прессование ведут при температуре 20-80 С и давлении 10-15 МПа в течение 1-40 с, на второй соответственно при 115145 С и 30-60 МПа до удаления газообразных продуктов, а выдержку осуществляют при 160-200 С и давлении 30-60 МПа в течение 10-40 мин. Национальный центр интеллектуальной собственности. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B24D 3/28
Метки: алмазо-абразивного, органическим, связующим, способ, инструмента, изготовления
Код ссылки
<a href="https://by.patents.su/3-4639-sposob-izgotovleniya-almazo-abrazivnogo-instrumenta-s-organicheskim-svyazuyushhim.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления алмазо-абразивного инструмента с органическим связующим</a>
Способ изготовления абразивного инструмента
Номер патента: 447
Опубликовано: 30.03.1995
Авторы: Минец В. В., Мастюгин Л. И., Якимахо А. П., Амозов С. В., Филонов И. П.
МПК: B24D 18/00
Метки: изготовления, абразивного, инструмента, способ
Текст:
...10 в.ч. на 100 в.ч. эпоксидной смолы в центрена 100 в.ч. эпоксидной смолы и рас пределяют его по зонам рабочей поверх НОСТН ННСТРУМЕНТЕ так, ЧТОБЫ В ЭОНЕХ с необходимым большим износом содержалосьменьшее КОЛИЧЕСТВО ПОЛИЭТИЛЕНполиаммна (изменяя количество полн 10эпоксидной смолы В центре инструмента до 4 в.ч. на его периферии).для дРУгик видов инструментов и способов обработки для стабильного формообразования необходимы другие зависимости...
Способ изготовления алмазно-образивного инструмента на органическом связующем
Номер патента: 2077
Опубликовано: 30.03.1998
Авторы: Кузей Анатолий Михайлович, Барановский Александр Александрович, Зайцев Валентин Алексеевич, Моисеенко Петр Васильевич, Горлач Александр Григорьевич, Гайдаленок Геннадий Михайлович
МПК: B24D 18/00, B24D 3/28
Метки: органическом, инструмента, связующем, изготовления, алмазно-образивного, способ
Текст:
...алмаза. Увеличение длительности выдержки более 300 секунд ведет к деструкции связующего и снижению эксплуатационных характеристик инструмента. К аналогичному эффекту приводит и превышение температуры выдержки более 185 С. Снижение длительности выдержки менее 10 секунд приводит к захлопыванию газов в связующем, росту пористости инструмента и снижению его эксплуатационных характеристик. Снижение температуры выдержки менее 140 С увеличивает...
Масса для изготовления абразивного инструмента
Номер патента: 1727
Опубликовано: 30.09.1997
Авторы: Близнец Михаил Михайлович, Подденежный Евгений Николаевич, Лазаретов Леонид Иванович, Дробышевская Наталья Евгеньевна, Мельниченко Игорь Михайлович
МПК: B24B 3/14, C04B 35/10
Метки: изготовления, абразивного, инструмента, масса
Текст:
...калий-натрий виннокислый 0,7-0,9. В качестве абразивного зерна использовали бой изношенных абразивных изделий на основе электрокорунда (ОСТ 2 МТ 71-5-84) или карбида кремния (ГОСТ 26327-84) с остатками связки, например, бой кругов шлифовальных (ГОСТ 2424-83), бой головок шлифовальных (ГОСТ 2447-82), бой брусков шлифовальных(ГОСТ 2456-82) и бой сегментов шлифовальных (ГОСТ 2464-82). При этом использовали фракции боя абразивных изделий,...
Состав для изготовления абразивного инструмента на гибкой основе
Номер патента: 1336
Опубликовано: 16.09.1996
Авторы: Кишишев Б. М., Клубович В. В., Ермоленко И. Н., Еремеев А. С., Козловский Г. В., Дубкова В. И., Луцко В. Ф., Амбразевич Н. М., Валендо А. Я., Журавлев М. М., Солдатов В. С.
МПК: B24D 3/34
Метки: абразивного, гибкой, основе, инструмента, состав, изготовления
Текст:
...порошкообразных компонентов, мас.ч. сажа 10,оксид цинка 3,сера 1 аэросил 1 сульфенамид Ц 1 ,тиурам Д 0,2.Приготовление смеси осуществляется следующим образом. В синтетический латекс вводят при комнатной температуре указанное количество сажи, перемешивание осуществляютпри воздействии ультразвука с использованием диспергатора УЗГ 1-1 до получения однородного состава. В полученную смесь последовательно вводят остальные наполнители и...
Масса для изготовления абразивного инструмента
Номер патента: 444
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Минец В. В., Мороз В. В., Катюк А. В., Купчик П. В.
МПК: B24D 3/34
Метки: масса, инструмента, абразивного, изготовления
Текст:
...придает ей ВНТИСВПТИЧВСКИВ СБОЙСТВВ. у В предложенном составе в качестве аб разива применяется алмазный порошок. гексогональный нитрид бора. кубический НИТрИд бора, В КЭЧЗСТВЕ НЗПОЛНИТЭЛЯ ИСользуются полирит каолин. порошки металлов с размером частиц 0.02200 мкм. а также полимерные материалы. например,полиэтилен. фторопласт. капрон с размером частиц не более 8 мм. либо смеси указанных веществ. Для получения инстру мента из предложенной массы...
Предыдущий патент: Котел
Следующий патент: Связка для изготовления алмазо-абразивного инструмента
Случайный патент: Устройство для возбуждения разряда в импульсном генераторе электроэрозионной плазмы