Абразивный инструмент на стеклокерамической связке и способ его изготовления
Номер патента: 8850
Опубликовано: 28.02.2007
Текст
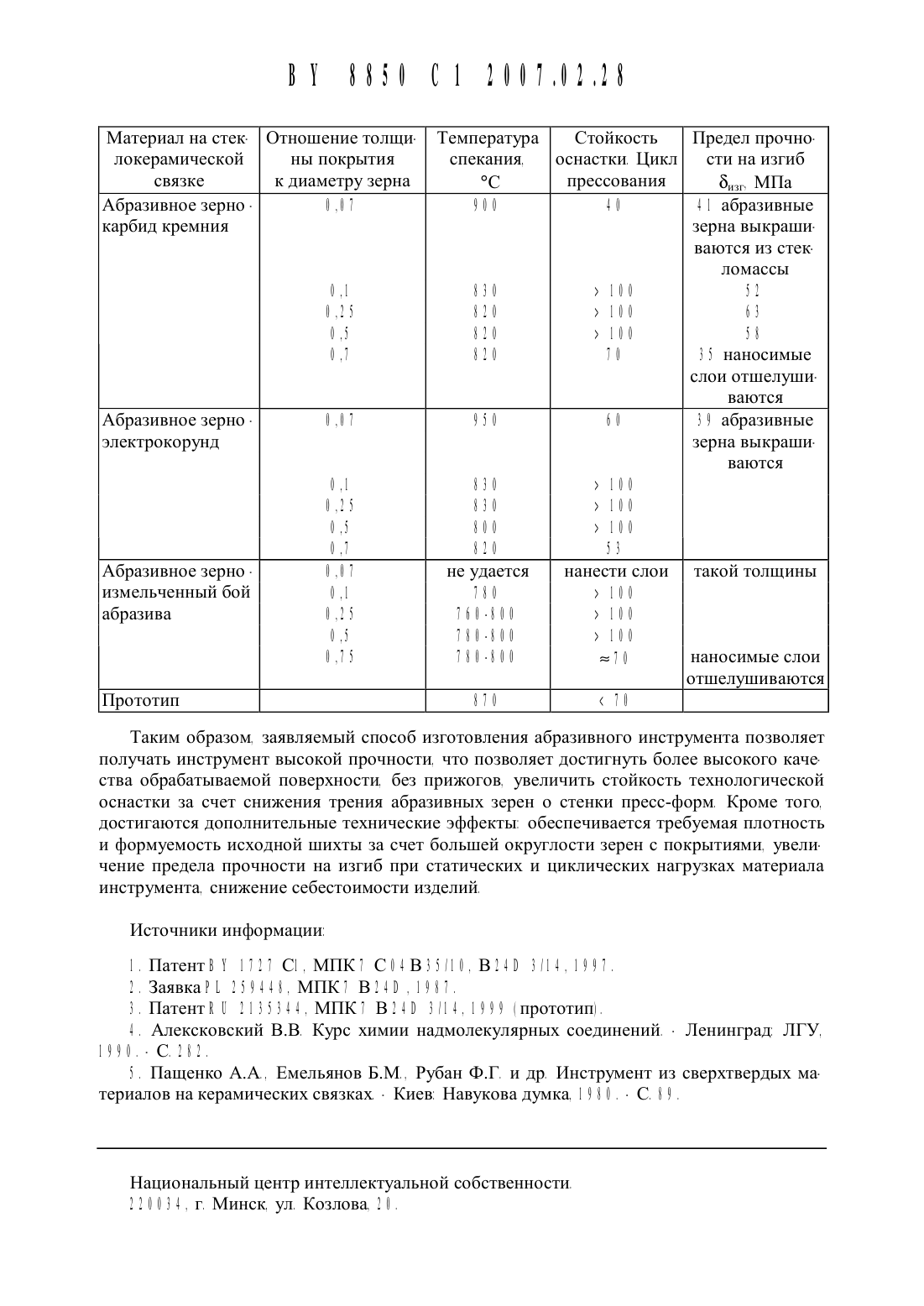
АБРАЗИВНЫЙ ИНСТРУМЕНТ НА СТЕКЛОКЕРАМИЧЕСКОЙ СВЯЗКЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ99 9 9 Патентообладатель Государственное 921 2 92 22 научное учреждение ВИнститут порош 999.з ковойметалл гии 9 9 99 9 9 Заявитель Государственное научное 95 9 9 99 9 2 9 9 5 9 9 9 99 9 9 9 . учреждение Институт порошковой 9 9 2 2 2 9 9 А 9 . 9 9 9 2 . металлургии 9 В 9) 2992599 С 9.9999 99 2 9 Авторы Судник Лариса Владимиров- 9 9 9 9 А . 9 9 9 9 на Жук Елена Владимировна 9 В 9 99 . Абразивный инструмент. выполненный из абразивных зерен и стеклокерамической связки. отличающийся тем. что выполнен из абразивных зерен. на которые нанесено покрытие из оксидов металлов. входящих в стеклокерамическую связку. толщиной 9 .9 -9 .5 диаметра абразивного зерна2 . Способ изготовления абразивного инструмента. включающий смешивание абразивных зерен и стеклокерамической связки. гомогенизацию смеси. прессование и термообработку. отличающийся тем. что перед смешиванием на абразивные зерна наносят покрытие из оксидов металлов. входящих в стеклокерамическую связку. толщиной 9 .9 -9 .5 диаметра абразивного зернаИзобретение относится к области порошковой металлургии. в частности к изготовлению шлифовального инструмента для финишной и суперфинишной обработкиИзвестна масса для изготовления абразивного инструмента. содержащая абразив и стеклокерамическую связку 99 9. Данная масса предназначена для производства обдирочного инструмента и не может быть использована для изготовления инструмента для операций чистовой и финишной обработки. как не обеспечивающая чистоту поверхностиИзвестен способ изготовления алмазных шлифовальных кругов 92 9. где для увеличения адгезии алмазного слоя его покрывают тонким гальванослоем меди толщиной 2 9 .9 мм. Этот способ неприемлем в ряде случаев. т.к при обработке медь намазывается на обрабатываемую поверхность и образуются прижоги. Кроме того. исходная масса обладает высокой адгезией к стенкам пресс-формы.Наиболее близким по технической сущности и достигаемому результату является абразивный шлифовальный круг и связка для него 9 9 9 .Абразивный шлифовальный круг содержит абразивный порошок из плавленого оксида алюминия и стекловидной связки. содержащей 92-99 весА 9 О 9.9 5 -2 .5 вес.К О 2 -1 0 весЪ ДО 9-16 весВдОд 5 10 д - остальное. абразивный порошок составляет 5 - 1 0 0 от полного объема абразивного порошкаАбразивный круг. изготовленный по технологии фирмы Нортон. включает сухое перемешивание исходных материалов в производственных установкахИз смеси формуют абразивные круги. которые затем обжигают в печи периодического действия при температуре до 1 0 0 0 С с выдержкой 8 Ч и последующим охлаждением до комнатной температуры.Но в данном шлифовальном круге абразивные зерна недостаточно прочно удерживаются связкой. что ухудшает качество обрабатываемой поверхности. а также исходный абразивный порошок и шихта на его основе не обладают хорошей прессуемостью. Использование оплавленного оксида алюминия приводит к повышению стоимости инструментаВ литературе почти отсутствует описание способов нанесения стеклопокрытий на порошкообразные материалы Однако имеются работы. описывающие получение стеклообразных покрытий на предметах значительных геометрических размеров Наиболее распространены способы пиролитического разложения веществ. которые при нагревании переходят в стеклообразное состояние плавление стеклянных порошков. полученных осаждением. реактивное катодное напыление. катодное распыление в высокочастотном разряднике и др З 1 .Такие способы непригодны для нанесения стеклообразных веществ на порошки алмаза и кубический нитрид бора КНБ).Сущность вышеуказанного способа состоит в смешивании порошка КНБ или алмаза со стеклом и в последующей термообработке этой смеси. Температура термообработки значительно выше температуры размягчения стекла. В этом случае адгезионно-активное к алмазу или КНБ стекло в расплавленном состоянии под действием капиллярных сил заполняет мельчайшие поры. трещины и раковины на поверхности зерна. являющиеся конЦентраторами напряженийПосле термообработки стекла с порошками КНБ или алмаза образуется спек. который подвергается дроблению до размеров агрегатов в соответствии с зернистостью сверхтвердого материала Агрегаты представляют собой несколько зерен КНБ или алмаза покрь 1 тых стеклом и соединенных мостиком стеклокерамической связки. В одном агрегате содержится от до 20 зерен.При таком способе не гарантируется требуемая толщина покрытияЗадачей изобретения является повышение качества обрабатываемой поверхности и снижение стоимости инструментаПоставленная задача решается следующим образом В абразивном инструменте. вь 1 полненном из абразивных зерен и стеклокерамической связки. на абразивные зерна нанесено покрытие из оксидов металлов. входящих в стеклокерамическую связку Толщина наносимых слоев составляет 0 .1 -0 .5 диаметра абразивного зерна. В качестве исходных абразивных зерен используется бой абразива.В способе изготовления абразивного инструмента на стеклокерамической связке. включающем смешивание абразивных зерен и стеклокерамической связки. гомогенизаЦию смеси. прессование и термообработку перед смешиванием на абразивные зерна наносят покрытие из оксидов металлов. входящих в стеклокерамическую связку толщиной 0 .1 -0 .5 диаметра абразивного зернаИзобретение направлено на создание абразивного инструмента с абразивными зернами. имеющими адгезионно-активные слои оксидов заданной толщины. нанесение которых реализовано посредством достаточно простой технологии с использованием несложного аппаратурного оснащенияТехнический результат. достигаемый изобретением. заключается в улучшении качества обрабатываемой поверхности. так как абразивные зерна. покрытые адгезионно-активнь 1 м слоем лучше удерживаются в рабочем слое инструмента повышается процент вь 1 хода годного инструмента за счет снижения адгезии абразивной шихты к металлу пресс 00 0050 01 20000200формы снижаются технологические рабочие температуры инструмента повышается стойкость инструментаСнижается стоимость инструмента из-за возможности использования в качестве абразивнь 1 х зерен боя абразива при изготовлении инструмента по заявляемому способуМетод нанесения покрытий на абразивные зерна заключается в молекулярном наслаивании требуемых оксидов 00 .Метод не требует дорогостоящего оборудования. является простым и не приводит к удорожанию абразивного инструментаТехнология получения инструмента осуществляется в следующей последовательности размол исходных дисперсных компонентов. нанесение оксидных слоев на абразивные зерна. смешивание и гомогенизация абразивных зерен со стеклокерамической связкой. формование и спекание инструментаАбразивные зерна карбида кремния. электрокорунда. боя абразива) измельчаются до степени. определяемой назначением инструмента 0 0-20 мкм) З 0. Зерна меньшей дисперсности использованы для изготовления суперфинишного инструмента большей - для финишногоНа измельченные зерна до 0 5 мкм) методом молекулярного наслаивания наносятся нанослои выбранных оксидов. Для этого используются растворы металлических соединений. содержащие группировку 00 е-0 -0 где 0 - органический радикал. 0 00 е - металл). При высыхании раствора названного соединения на поверхности абразивных зерен образуются пленки. которые после термической деструкции имеют структуру оксида металла МеО) Полученные зерна смешиваются и гомогенизируются со стеклокерамической связкой. а затем формуются и спекаются.Абразивный инструмент изготавливали следующим образом Шихту на временном связующем. в качестве которого использовали 5-ный водный раствор поливинилового спирта. помещали в пресс-форму и прессовали при нагрузке 5 0 00 кГс Отпрессованные заготовки подвергали сушке при температуре 0 0 С в течение 2 ч. а затем спекали в ваку умной печи при температуре 0 0 0 С По описанной технологии изготовлен специальный абразивный инструмент в виде дисков диаметром 0 0 мм и высотой 2 -5 мм для обработки сплавов КХМ. используемых в стоматологии для протезированияВ качестве абразивного зерна использовали бой изношенных абразивных изделий на основе электрокорунда ОСТ 2 МТ 0 0 -5 -0 0 ) или карбид кремния ГОСТ 2 0 0 2 0 -0 0 ) с остатками связки. например бой кругов шлифовальных ГОСТ 2 0 2 0 -0 0 ). бой головок шлифовальных ГОСТ 2 0 0 0 -0 2 ). бой брусков шлифовальных ГОСТ 2 0 5 0 -0 2 ) и бой сегментов шлифовальных ГОСТ 2 0 0 0 -0 2 ) При этом использовали фракции боя абразивных изделий. зернистость которых соответствовала ГОСТ 0 0 0 0 -0 0 .В качестве связки для абразивного зерна выбрана керамическая связка на основе формовочной глины ГОСТ 0 2 2 0 -0 0 ). боя строительного стекла ГОСТ 0 0 0 -9 0 ) и борной кислоты ГОСТ 0 0 0 0 0 -0 0 ). обладающая относительно высокими термостойкостью и прочностными свойствамиСвойства полученных образцов приведены в таблицеВ таблице показано влияние толщины слоев покрытия. наносимого на абразивные зерна. на физико-механические свойства изделий и стойкость оснастки для производства абразивного инструмента.Анализ таблицы показывает. что превышение толщины слоя свыше заявляемого приводит к его отшелушиванию. что снижает прочностные характеристики абразива.Толщина слоя 0 .0 0 не обеспечивает равномерности по толщине. а на зерна малого диаметра 0 мкм) вообще невозможно нанести покрытие. а тем более многослойное Кроме того при этом снижаются технологические температуры. а эксплуатационные вообще не повышаются. стойкость оснастки не возрастает из-за наличия не защищенных покрытием участков на поверхности абразивных зеренМатериал на СТСКЛОКСРЗМИЧССКОЙ СВЯЗКАбразивное зерно Абразивное зерно Абразивное зерно ОТНОШСНИС ТОЛЩИ нь 1 покрытия к диаметру зернаСтойкость оснастки Цикл прессованияПредел прочности на изгиб б. МПа4 1 абразивные зерна вь 1 крашиваются из стек ломассь 1 5 235 наносимые слои отшелушиваются 39 абразивные зерна вь 1 крашиваютсянаносимые СЛОИ ОТШ СЛУШИВЗЮТСЯТаким образом. заявляемый способ изготовления абразивного инструмента позволяет получать инструмент высокой прочности. ЧТО позволяет достигнуть более высокого качества обрабатываемой поверхности. без прижогов. увеличить стойкость технологической оснастки за счет снижения трения абразивных зерен о стенки пресс-форм. Кроме того. достигаются дополнительные технические эффекты обеспечивается требуемая плотность и формуемость исходной шихты за счет большей округлости зерен с покрытиями. увеличение предела прочности на изгиб при статических и циклических нагрузках материала инструмента. снижение себестоимости изделий4. Алексковский В.В. Курс химии надмолекулярных соединений - Ленинград ЛГУ. 1990-С.2825 . ПаЩенко А.А Емельянов Б.М Рубан Ф.Г и др Инструмент из сверхтвердых материалов на керамических связках - Киев Навукова думка. 1 9 8 0 . - С 8 9 .Национальный центр интеллектуальной собственности. 2 2 0 0 3 4 . г Минск. ул Козлова. 2 0 .
МПК / Метки
Метки: связке, изготовления, способ, инструмент, стеклокерамической, абразивный
Код ссылки
<a href="https://by.patents.su/4-8850-abrazivnyjj-instrument-na-steklokeramicheskojj-svyazke-i-sposob-ego-izgotovleniya.html" rel="bookmark" title="База патентов Беларуси">Абразивный инструмент на стеклокерамической связке и способ его изготовления</a>
Абразивный инструмент
Номер патента: U 645
Опубликовано: 30.09.2002
Автор: Матецкий Станислав Тадеушевич
МПК: B24D 17/00
Метки: абразивный, инструмент
Текст:
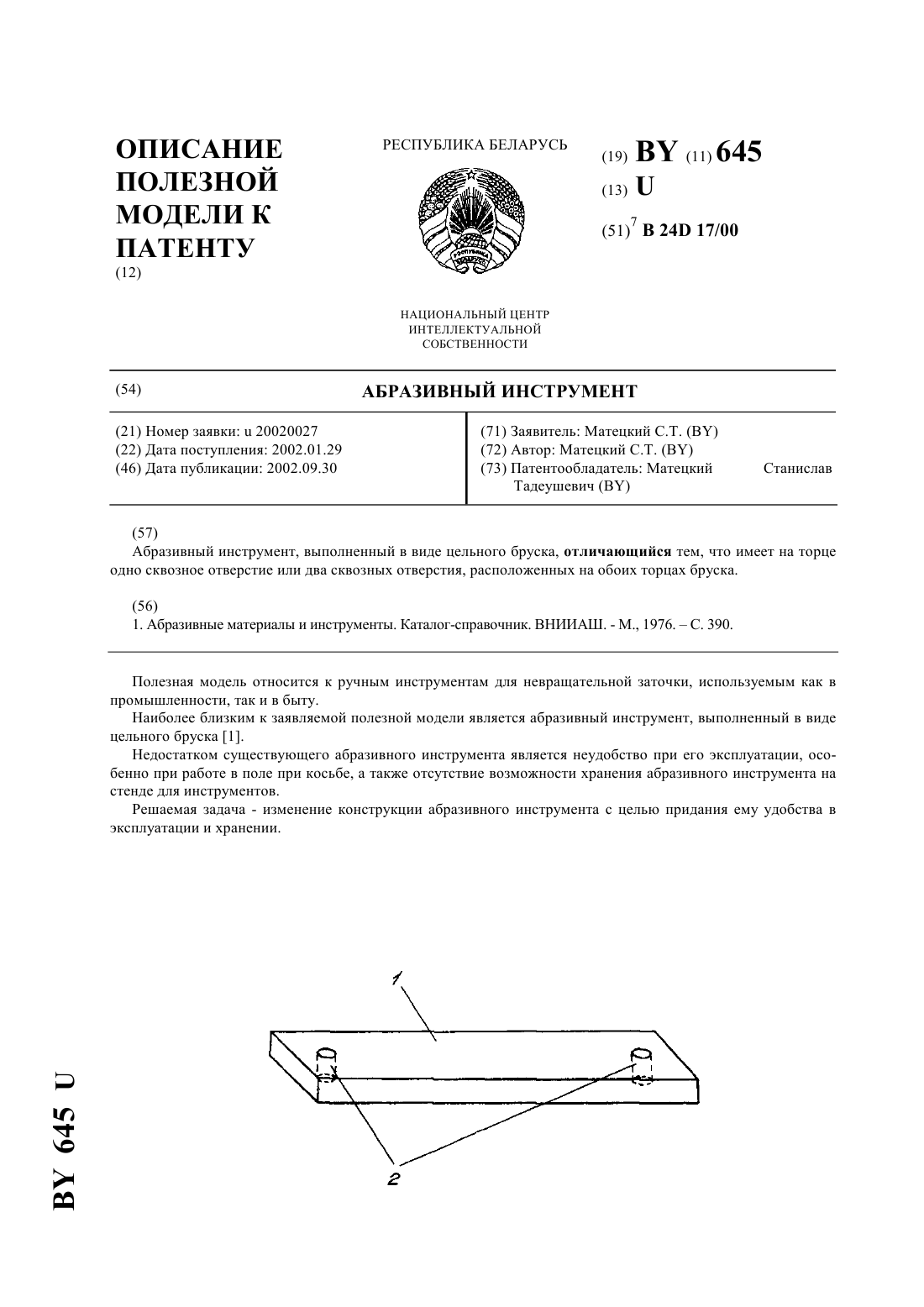
...в поле при косьбе, а также отсутствие возможности хранения абразивного инструмента на стенде для инструментов. Решаемая задача - изменение конструкции абразивного инструмента с целью придания ему удобства в эксплуатации и хранении. 645 Задача решена тем, что в абразивном инструменте, имеющем форму цельного бруска, выполнено одно или два отверстия, расположенных на торцах бруска. Техническая сущность полезной модели поясняется прилагаемым...
Способ получения алмазного инструмента на порошковой металлической связке
Номер патента: 5815
Опубликовано: 30.12.2003
Авторы: Забавский Михаил Тимофеевич, Пилиневич Леонид Петрович, Шеко Геннадий Анатольевич, Азарова Тамара Карленовна
Метки: способ, алмазного, получения, порошковой, связке, инструмента, металлической
Текст:
...производительности процесса шлифования при обработке твердых и сверхтвердых материалов за счет повышения работоспособности пористых алмазных кругов, а также снижение расхода алмазного порошка в изготавливаемом инструменте. Указанная задача решается тем, что в способе изготовления алмазного инструмента на порошковой металлической связке, включающем засыпку металлической связки и металлизированного алмазного порошка в форму, формование...
Правящий инструмент
Номер патента: U 2557
Опубликовано: 30.04.2006
Авторы: Францкевич Алла Владимировна, Кузей Анатолий Михайлович, Ишимов Сергей Дмитриевич, Клименкова Наталья Николаевна
МПК: B24D 3/34
Метки: инструмент, правящий
Текст:
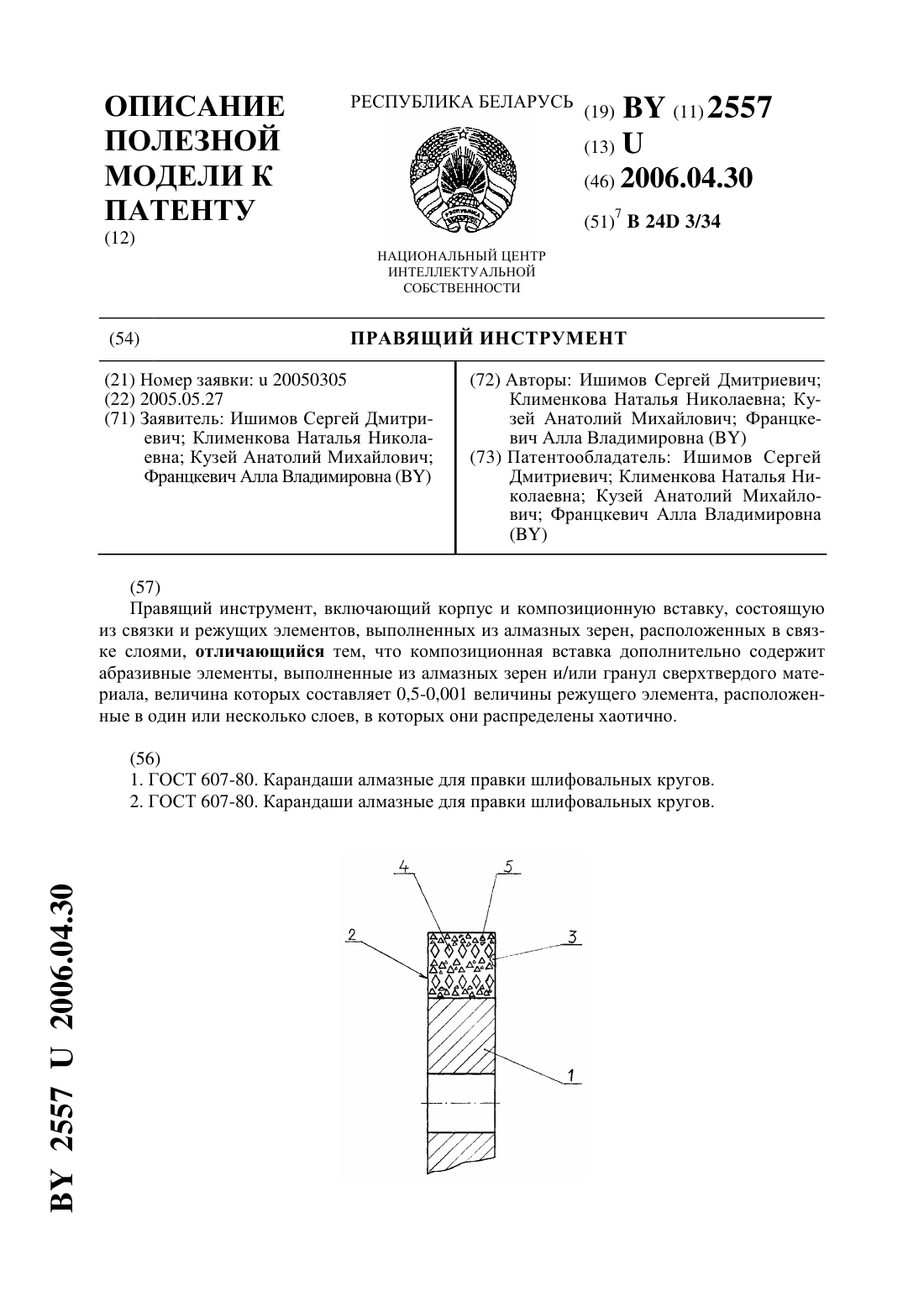
...кубического нитрида бора. Полезная модель поясняется чертежом. На фигуре представлена схема правящего инструмента. Правящий инструмент содержит корпус 1, в котором размещена композиционная вставка 2, состоящая из связки 3, в которой закреплены режущие элементы 4 и абразивные элементы 5. В процессе обработки, например при шлифовании корунда, закрепленная в корпусе 1 композиционная вставка 2 воспринимает нагрузки и передает их на связку 3...
Способ изготовления шлифовального инструмента
Номер патента: 7042
Опубликовано: 30.06.2005
Авторы: Лысов Александр Аркадьевич, Аршиков Александр Сергеевич
МПК: B24D 3/06
Метки: шлифовального, инструмента, способ, изготовления
Текст:
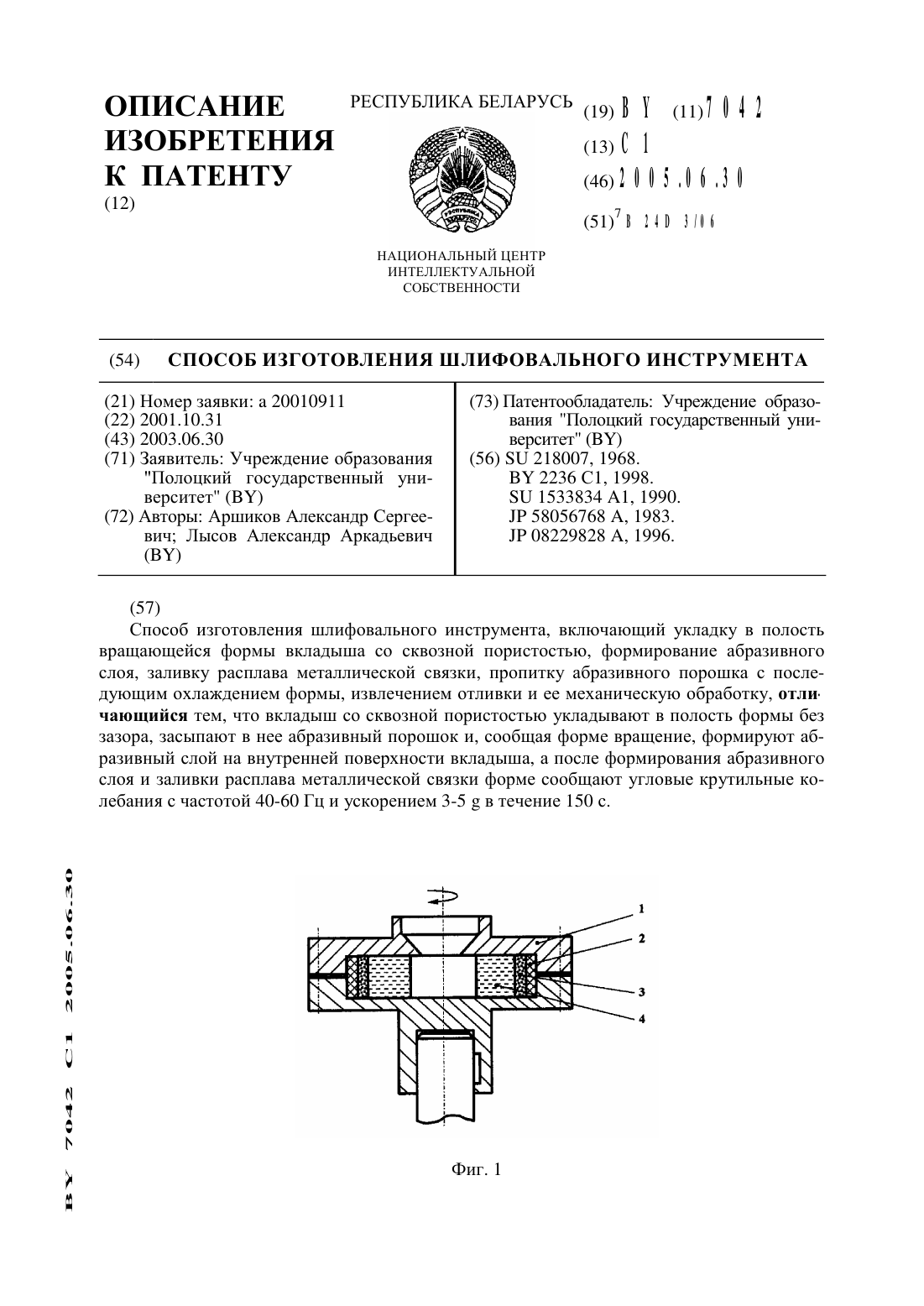
...признаками заявляемого способа являютсяиное расположение в форме вкладыша со сквозной пористостью и абразивного слоя, а именно вкладыш со сквозной пористостью укладывается в форму без зазора, а абразивный порошок засыпается и формируется за счет центробежных сил на его внутренней поверхности. Такое расположение позволяет получать равномерно пропитанный абразивный слой за счет того, что пропитка слоя абразивного порошка...
Ферромагнитный абразивный материал и способ его получения
Номер патента: 6028
Опубликовано: 30.03.2004
Авторы: Орлов Юрий Григорьевич, Сергеев Леонид Ефимович, Соколова Юлия Владимировна, Дудецкая Лариса Романовна
МПК: B24D 3/34, B22F 9/04, C22C 29/02...
Метки: получения, способ, абразивный, материал, ферромагнитный
Текст:
...магнитные свойства. Аналогичная ситуация наблюдается с боридами железа. При их содержании менее 1 и более 6 падают, соответственно, абразивные и магнитные свойства материала. В качестве примера осуществлено изготовление ферромагнитного абразивного материала, химический состав которого представлен в табл. 1. В табл. 2 приведены результаты испытаний эксплуатационных свойств предлагаемого материала при обработке поверхности образцов на...
Предыдущий патент: Устройство для пневматического транспортирования сыпучих материалов
Следующий патент: Калийно-натриево-глинистое удобрение
Случайный патент: Способ лечения болезни Рейтера