Установка для термической обработки круглого стального проката
Номер патента: U 1756
Опубликовано: 30.03.2005
Авторы: Гурченко Павел Семенович, Карпушкин Николай Сергеевич, Тышкевич Роман Иосифович, Гуринович Игорь Михайлович, Позняк Сергей Арсеньевич, Михлюк Анатолий Игнатьевич
Текст
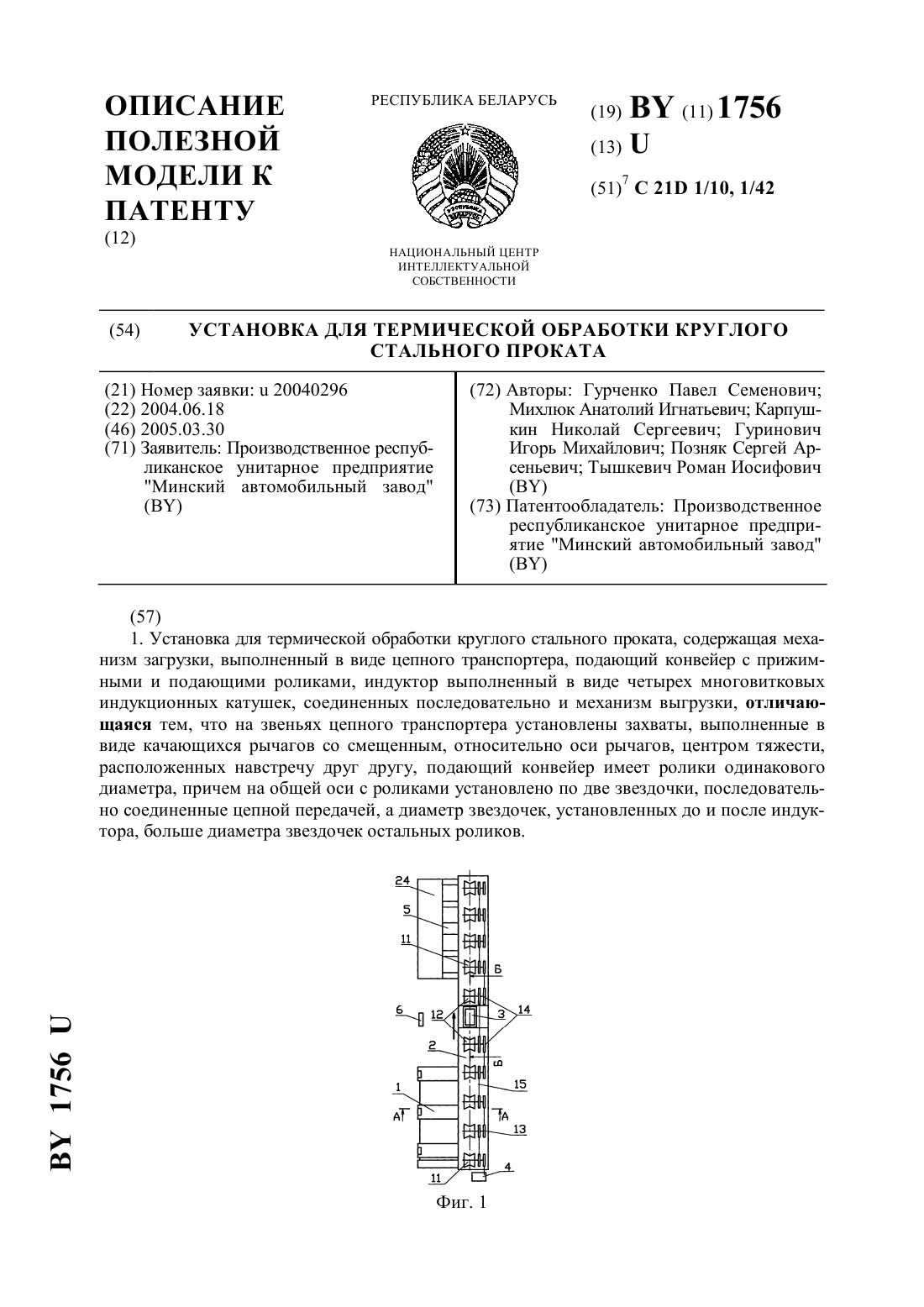
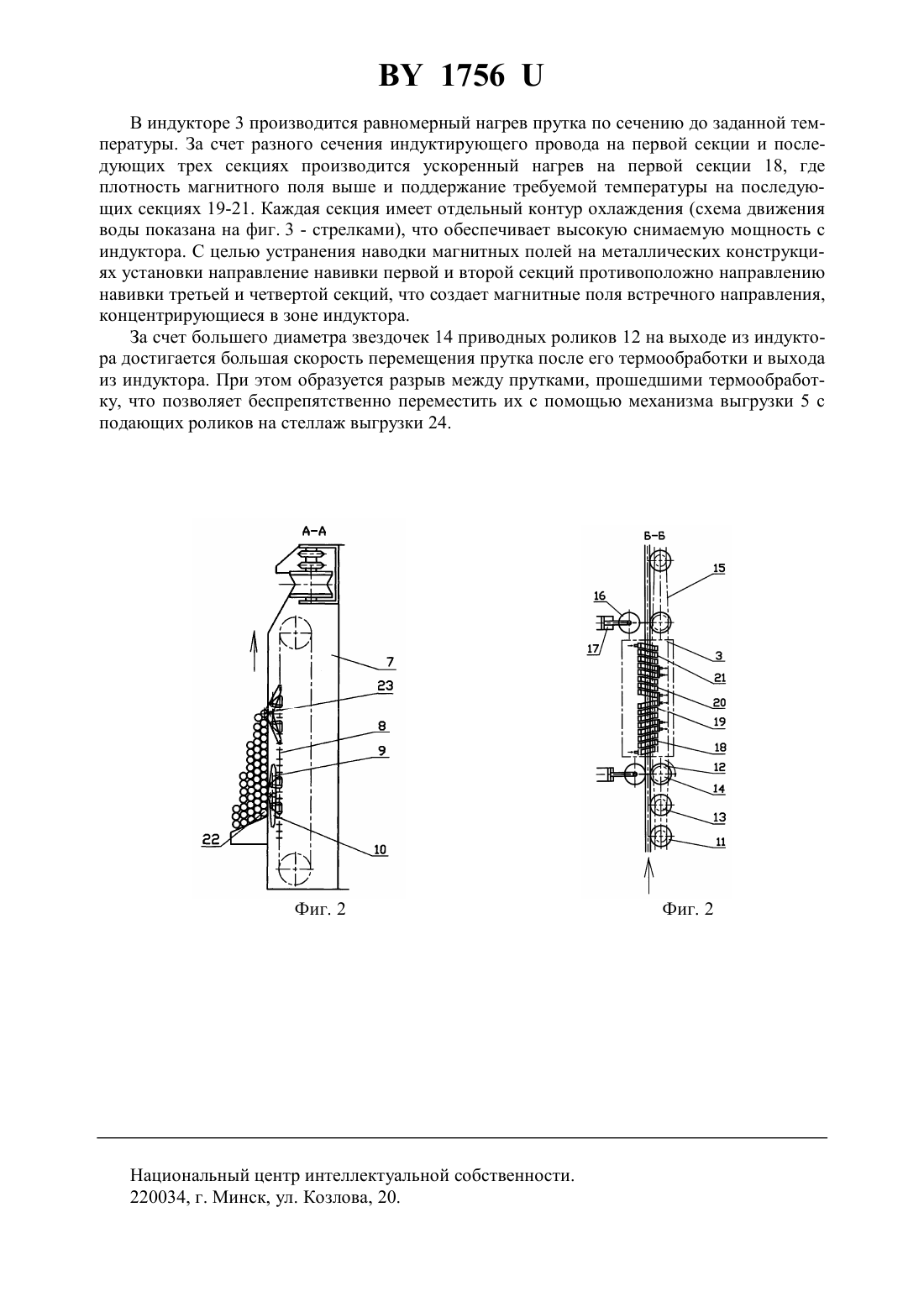
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КРУГЛОГО СТАЛЬНОГО ПРОКАТА(71) Заявитель Производственное республиканское унитарное предприятие Минский автомобильный завод(72) Авторы Гурченко Павел Семенович Михлюк Анатолий Игнатьевич Карпушкин Николай Сергеевич Гуринович Игорь Михайлович Позняк Сергей Арсеньевич Тышкевич Роман Иосифович(73) Патентообладатель Производственное республиканское унитарное предприятие Минский автомобильный завод(57) 1. Установка для термической обработки круглого стального проката, содержащая механизм загрузки, выполненный в виде цепного транспортера, подающий конвейер с прижимными и подающими роликами, индуктор выполненный в виде четырех многовитковых индукционных катушек, соединенных последовательно и механизм выгрузки, отличающаяся тем, что на звеньях цепного транспортера установлены захваты, выполненные в виде качающихся рычагов со смещенным, относительно оси рычагов, центром тяжести,расположенных навстречу друг другу, подающий конвейер имеет ролики одинакового диаметра, причем на общей оси с роликами установлено по две звездочки, последовательно соединенные цепной передачей, а диаметр звездочек, установленных до и после индуктора, больше диаметра звездочек остальных роликов. 17562. Установка для термической обработки круглого стального проката по п. 1, отличающаяся тем, что индуктор, выполненный в виде четырех многовитковых индукционных катушек, имеет направление навивки первых двух - противоположное направлению навивки двух последующих, а ширина профиля витка первой индукционной катушки меньше трех последующих.(56) 1. Шамов А.Н., Бодажков В.А. Проектирование и эксплуатация высокочастотных установок. - Ленинград Машиностроение, 1974. - С. 138-151. 2. Богданов В, Рыскин С Применение сквозного индукционного нагрева в промышленности. - . Машиностроение, 1965. - С. 82. Полезная модель относится к металлургии, в частности к устройствам для термической обработки с применением индукционного нагрева, и может быть использована для термической обработки круглого стального проката, преимущественно прутков, при их поступательном движении через индуктор. Известна установка для нормализации, закалки, улучшения и ликвидации карбидной сетки у сортового круглого проката диаметром до 50 мм из заэвтектоидных инструментальных и шарикоподшипниковых сталей, состоящая из загрузочного механизма с цепным транспортером, магнитных роликов, индукторов, закалочной камеры и механизма выгрузки 1. Недостатком известной установки являются большие габаритные размеры, сложность конструкции индуктора, исполнительных механизмов установки и большое количество приводов. Наиболее близкой к заявляемому техническому решению является установка для рекристаллизационного отжига, предназначенная для снятия наклепа после прокатки и волочения для стального круглого проката, в частности прутков диаметром от 10 до 50 мм и длиной от 4 до 10 м, и состоящая из загрузочного устройства с цепным транспортером,при движении цепей которого прутки располагаются в один ряд и по наклонному лотку скатываются к отсекающему механизму 2. Через отсекающий механизм прутки попадают на подающий механизм с непрерывно вращающимися магнитными роликами и подаются к индуктору. Для предотвращения проскальзывания прутков при их прохождении через индукторы установлены ведущие ролики и расположенные над ними прижимные ролики, которые перемещают пруток при термообработке с постоянной скоростью и поддерживают нагретый до высоких температур пруток от провисания при движении его через индукторы. По роликам прутки перемещаются через четыре индуктора,последовательно расположенных в одну линию. Ведущие ролики, расположенные между индукторами, охлаждаются водой и приводятся в движение электродвигателем постоянного тока с регулировкой числа оборотов. Выходя из последнего индуктора, пруток попадает на качающиеся ролики механизма выгрузки, которые опускаются в тот момент, когда весь пруток прошел через последний индуктор, и сбрасывают его в приемное устройство,где происходит естественное охлаждение прутка на воздухе. Каждый из механизмов и исполнительных устройств установки имеет отдельный привод. Недостатком выбранного прототипа является ненадежная работа установки для рекристаллизационного отжига, содержащей загрузочное устройство, когда подача каждого прутка в приводные ролики происходит путем естественного скатывания его по наклонному лотку к отсекающему механизму, что приводит к перекосам прутков на наклонном лотке, частым остановкам в работе и непопаданию прутка на вращающиеся магнитные ролики. Наличие в данной установке четырех индукторов, расположенных последова 2 1756 тельно, и пяти пар ведущих и прижимных роликов, установленных перед первым индуктором и между последующими индукторами, увеличивает габаритные размеры установки,требует дополнительных устройств, для охлаждения ведущих и прижимных роликов, что усложняет конструкцию установки и снижает надежность в работе. Каждый из механизмов установки снабжен отдельным приводом, что усложняет конструкцию установки. Задачей заявляемого технического решения является повышение надежности работы и упрощение конструкции. Поставленная задача достигается тем, что в установке для термической обработки круглого стального проката, содержащей механизм загрузки, выполненный в виде цепного транспортера, подающий конвейер с прижимными и подающими роликами, индуктор,выполненный в виде четырех многовитковых индукционных катушек, соединенных последовательно, и механизм выгрузки, на звеньях цепного транспортера установлены захваты,выполненные в виде качающихся рычагов со смещенным, относительно оси рычагов, центром тяжести и расположенных навстречу друг другу, подающий конвейер имеет ролики одинакового диаметра, причем на общей оси с роликами установлено по две звездочки,последовательно соединенные цепной передачей, а диаметр звездочек, установленных до и после индуктора, больше диаметра звездочек остальных роликов. Индуктор, выполненный в виде четырех многовитковых индукционных катушек и имеет направление навивки первых двух - противоположное направлению навивки двух последующих, а ширина профиля витка первой индукционной катушки меньше трех последующих. Размещение на звеньях цепи механизма загрузки захватов, выполненных в виде качающихся рычагов со смещенным, относительно оси рычагов, центром тяжести, позволяет принудительно производить подачу ближнего прутка из нижнего ряда пачки заготовок на ролики подающего конвейера, что повышает надежность работы механизма загрузки и обеспечивает надежное попадание каждого прутка на ролики. Отпадает необходимость в наклонном лотке и отсекающем механизме. Применение единого роликового конвейера с роликами одинакового диаметра, соединенными цепной передачей через приводные звездочки от одного привода, позволяет упростить конструкцию установки и повысить надежность ее работы. За счет использования звездочек разного диаметра для привода крайних к индуктору роликов достигается разная скорость перемещения прутка при подаче его в индуктор перемещении его через индуктор выходе его из индуктора. Это позволяет производить термообработку прутков при передвижении в индукторе без образования разрывов между ними, тем самым обеспечивая беспрепятственную выгрузку прутков, это позволяет отказаться от применения магнитных роликов на выходе из индуктора, т.е. упростить конструкцию установки и повысить ее надежность, кроме того,улучшить электрические параметры индуктора и качество термообработки. Использование для нагрева индуктора четырех многовитковых индукционных катушек из медной трубки, соединенных последовательно, без роликов между ними, позволяет уменьшить габаритные размеры установки. Кроме того, это позволяет сократить количество приводных и прижимных роликов, и тем самым упростилась конструкцию установки. Предложенное техническое решение применимо, так как может быть изготовлено промышленным способом, работоспособно, осуществимо и воспроизводимо, следовательно способствует условию патентоспособности промышленная применимость. Сравнение заявляемого технического решения с уровнем техники по научно-технической и патентной документации на дату приоритета, в основной и смежных рубриках,показывает, что совокупность существенных признаков заявляемого решения не известна,следовательно соответствует условиям патентоспособности новизна. 3 1756 На фиг. 1 изображен общий вид установки для термической обработки стального круглого проката, на фиг. 2 - сечение - фиг. 1, на фиг. 3 - сечение Б-Б фиг. 1. Установка для термической обработки стального круглого проката состоит из следующих узлов механизма загрузки 1, роликового конвейера 2, индуктора 3, привода конвейера 4, механизма выгрузки 5, пульта управления 6. Механизм загрузки 1, расположенный слева от роликового конвейера, состоит из рамы 7, на которой горизонтально закреплен цепной транспортер 8, на звеньях цепи которого закреплены передний 9 и задний 10 захваты, расположенные навстречу друг другу,выполненные в виде качающихся рычагов со смещенным, относительно оси рычагов, центром тяжести. Роликовый конвейер 2 состоит из подающих роликов 11 и приводных 12 одинакового диаметра, которые размещены на общей раме. Приводные ролики 12 установлены на входе и выходе из индуктора 3. На оси вращения каждого подающего и приводного роликов установлено по две приводные звездочки 13 и 14 соответственно, которые последовательно соединены цепью 15. При этом делительный диаметр звездочек 14, установленных на оси приводных роликов 12, больше делительного диаметра звездочек 13, установленных на оси подающих роликов 11, обеспечивая разную скорость прижимных 16 и подающих 11 роликов. На кронштейнах, закрепленных на раме, роликового конвейера над приводными роликами 12 установлены прижимные ролики 16, имеющие возможность вертикального перемещения. Величина перемещения и усилие прижатия каждого прижимного ролика обеспечиваются с помощью пневмоцилиндра 17, также закрепленного на кронштейне,расположенном на раме. Индуктор состоит из четырех многовитковых индукционных секций 18, 19, 20, 21, изготовленных из медной трубки прямоугольного сечения и соединенных последовательно. Ширина индукционного провода на первой секции 18 в 1,2-1,4 раза меньше ширины индукционного провода на последующих трех секциях индуктора. Направление навивки индукционного провода на первых двух секциях 18, 19 противоположно направлению навивки индукционного провода на последующих двух секциях 20 и 21. Установка работает следующим образом партия прутков укладывается на раму 7 механизма загрузки 1. При движении цепного транспортера 8 под пачкой прутков передний качающийся захват 9, наезжая на первый пруток 22, по ходу его движения, отклоняется вниз и, воздействуя на задний качающийся захват 10, также отклоняет его вниз, что позволяет им двигаться под пачкой прутков беспрепятственно. При выходе переднего захвата 9 из под последнего прутка 23, по ходу его движения, освобождается и за счет смещенного центра тяжести отклоняется вверх, освобождая задний захват, который, поворачиваясь на своей оси, приподнимается и захватывает последний пруток 23 из нижнего ряда и принудительно подает его на ролики 11 подающего конвейера 2. Пруток 23 по роликам 11 подающего конвейера перемещается к первой паре приводного ролика 12 с прижимным роликом 16, захватывается ими и передвигается через индуктор с постоянной скоростью, где производится термообработка. За счет большего диаметра звездочек 14 приводных роликов 12, чем диаметр звездочек 13 подающих роликов 11, скорость вращения подающих роликов 11 в 1,1-1,2 раза больше, чем скорость вращения приводных 12. За счет этого каждый последующий пруток, поступающий из механизма загрузки 1 на подающие ролики 11, догоняет предыдущий пруток, находящийся в приводных 12 и прижимных 16 роликах. За счет этого устраняется разрыв между прутками, образовавшийся за время изъятия захватами 9 и 10 цепного транспортера 8 механизма загрузки 1 нижнего прутка из пачки и подачи его механизмом загрузки в подающие ролики. За счет усилия пневмоцилиндра 17 прижимного ролика 16 обеспечивается надежный контакт поверхности приводных роликов 12 и прижимных роликов 16 с движущимся прутком, а постоянная скорость его движения через индуктор без проскальзывания относительно роликов обеспечивается за счет разной скорости вращения приводных 12 и подающих 11 роликов. 4 1756 В индукторе 3 производится равномерный нагрев прутка по сечению до заданной температуры. За счет разного сечения индуктирующего провода на первой секции и последующих трех секциях производится ускоренный нагрев на первой секции 18, где плотность магнитного поля выше и поддержание требуемой температуры на последующих секциях 19-21. Каждая секция имеет отдельный контур охлаждения (схема движения воды показана на фиг. 3 - стрелками), что обеспечивает высокую снимаемую мощность с индуктора. С целью устранения наводки магнитных полей на металлических конструкциях установки направление навивки первой и второй секций противоположно направлению навивки третьей и четвертой секций, что создает магнитные поля встречного направления,концентрирующиеся в зоне индуктора. За счет большего диаметра звездочек 14 приводных роликов 12 на выходе из индуктора достигается большая скорость перемещения прутка после его термообработки и выхода из индуктора. При этом образуется разрыв между прутками, прошедшими термообработку, что позволяет беспрепятственно переместить их с помощью механизма выгрузки 5 с подающих роликов на стеллаж выгрузки 24. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
Метки: круглого, установка, термической, обработки, проката, стального
Код ссылки
<a href="https://by.patents.su/5-u1756-ustanovka-dlya-termicheskojj-obrabotki-kruglogo-stalnogo-prokata.html" rel="bookmark" title="База патентов Беларуси">Установка для термической обработки круглого стального проката</a>
Способ обработки стального проката
Номер патента: 471
Опубликовано: 30.03.1995
Автор: Макс Айхер
МПК: B21B 45/02, C23F 15/00
Метки: обработки, способ, стального, проката
Текст:
...этой целью прокат можно пропускать через водяную баню или распылять воду из форсунки. Соответствующая температура для нанесения коррозионно-стойких покрытий составляет. например. для чистого алюминия 5605 Т 0 С. а для чиСТОГО Цинка около 415 С. При легирования могут создаваться промежуточныеступени. Для легирования можно применять любоепокрытие. так как прокатываемый материал проходит все области температуры от проКЭТНОГО нагрева ДО ПОЛНОГО...
Установка для термической обработки проволоки
Номер патента: U 696
Опубликовано: 30.12.2002
Авторы: Семенченко Марина Владимировна, Абраменко Сергей Николаевич, Губанов Александр Семенович, Константинов Валерий Михайлович
МПК: C21D 1/40
Метки: обработки, проволоки, установка, термической
Текст:
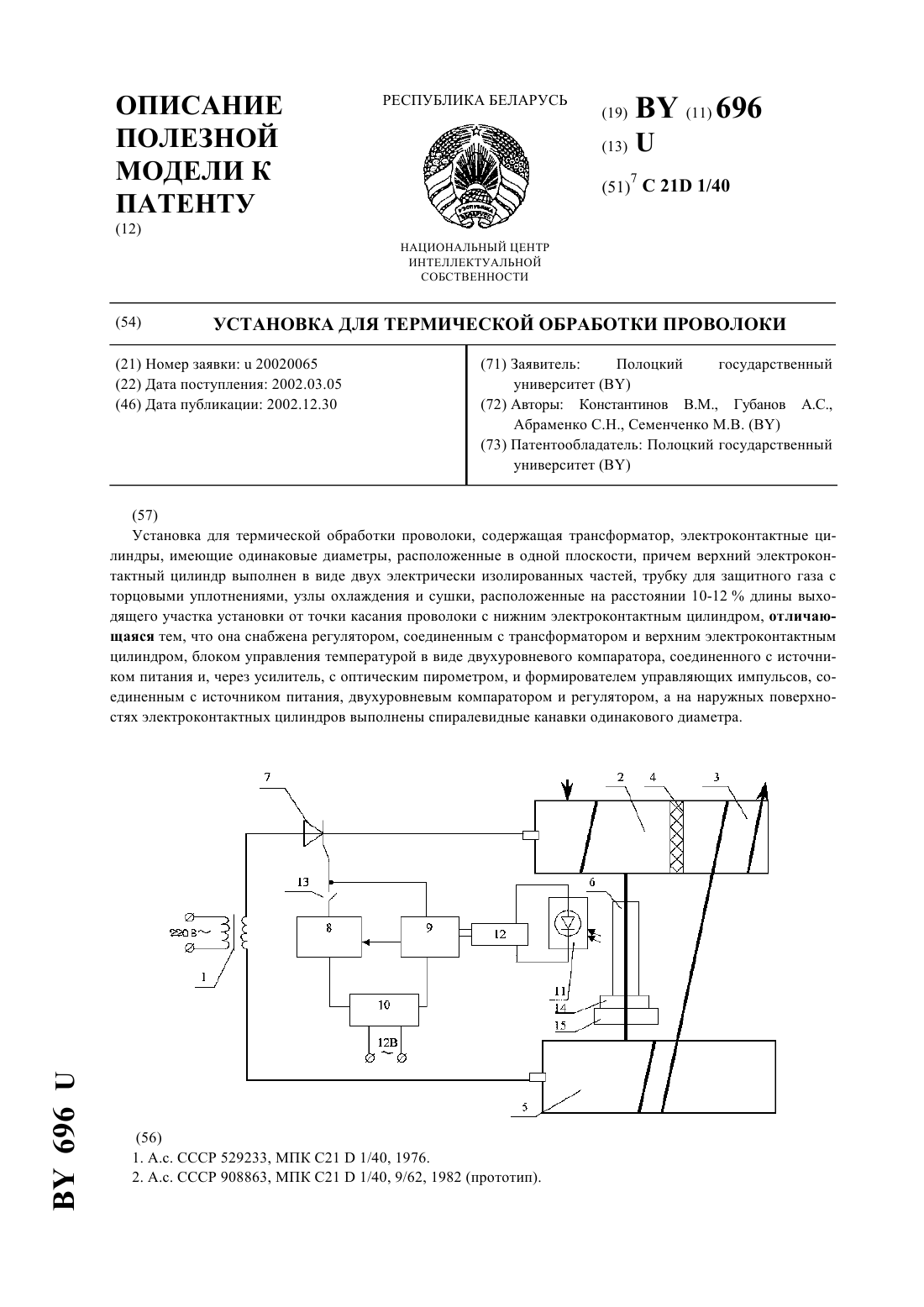
...с трансформатором и верхним электроконтактным цилиндром, блоком управления температурой в виде двухуровнего компаратора, соединенного с источником питания и, через усилитель,с оптическим пирометром, и формирователем управляющих импульсов, соединенным с источником питания, двухуровневым компаратором и регулятором, а на наружных поверхностях электроконтактных цилиндров выполнены спиралевидные канавки одинакового диаметра....
Способ термической обработки профилированного проката и устройство для его осуществления

Номер патента: 2595
Опубликовано: 30.12.1998
Авторы: Георг ПРСКАВЕТЦ, Петер ПОИНТНЕР, Альфред Мозер
МПК: C21D 9/04
Метки: способ, устройство, проката, профилированного, термической, осуществления, обработки
Текст:
...в поперечном сечении профилированного проката и благодаря этому стабилизируют прямолинейность последнего. Особенно предпочтительно проводить это равномерное (уравнительное) охлаждение до температуры от 5 до 120 С выше-температуры сплава, чтобы создать благоприятные условия для частичного преобразования структуры в мелкозернистую перлитную структурную форму в частях поперечного сечения. При этом Агз-температурой является та температура, при...
Установка для термической обработки проволоки
Номер патента: U 1493
Опубликовано: 30.09.2004
Авторы: Дашкевич Владимир Георгиевич, Семенченко Марина Владимировна, Константинов Валерий Михайлович, Красиков Виктор Леонидович, Грибанов Вячеслав Романович
МПК: C21D 1/40
Метки: термической, установка, обработки, проволоки
Текст:
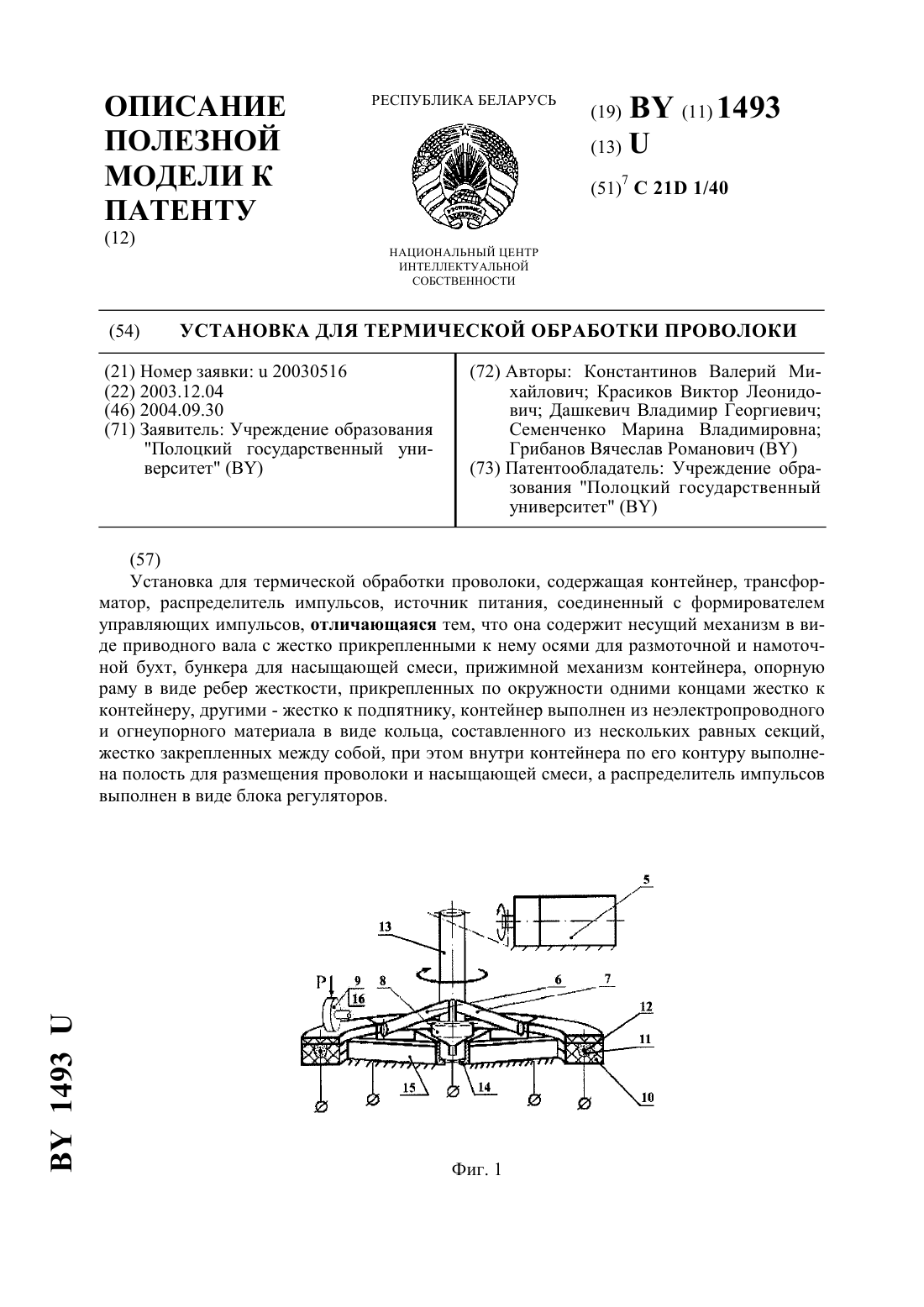
...по его контуру выполнена полость для размещения проволоки и насыщающей смеси. Распределитель импульсов выполнен в виде блока регуляторов. Сопоставительный анализ с прототипом показывает, что заявляемая установка отличается наличием новых конструктивных элементов несущий механизм, опорная рама, прижимной механизм контейнера формой выполнения элементов несущий механизм в виде приводного вала с жестко прикрепленными к нему осями для...
Линия изготовления стального проката
Номер патента: U 1416
Опубликовано: 30.06.2004
Авторы: Эндерс Владимир Владимирович, Тищенко Владимир Андреевич, Мандель Николай Львович, Курбатов Геннадий Александрович, Трусова Ирина Александровна, Андрианов Николай Викторович, Маточкин Виктор Аркадьевич, Хлебцевич Всеволод Алексеевич, Тимошпольский Владимир Исаакович, Бондаренко Александр Николаевич
Метки: проката, стального, изготовления, линия
Текст:
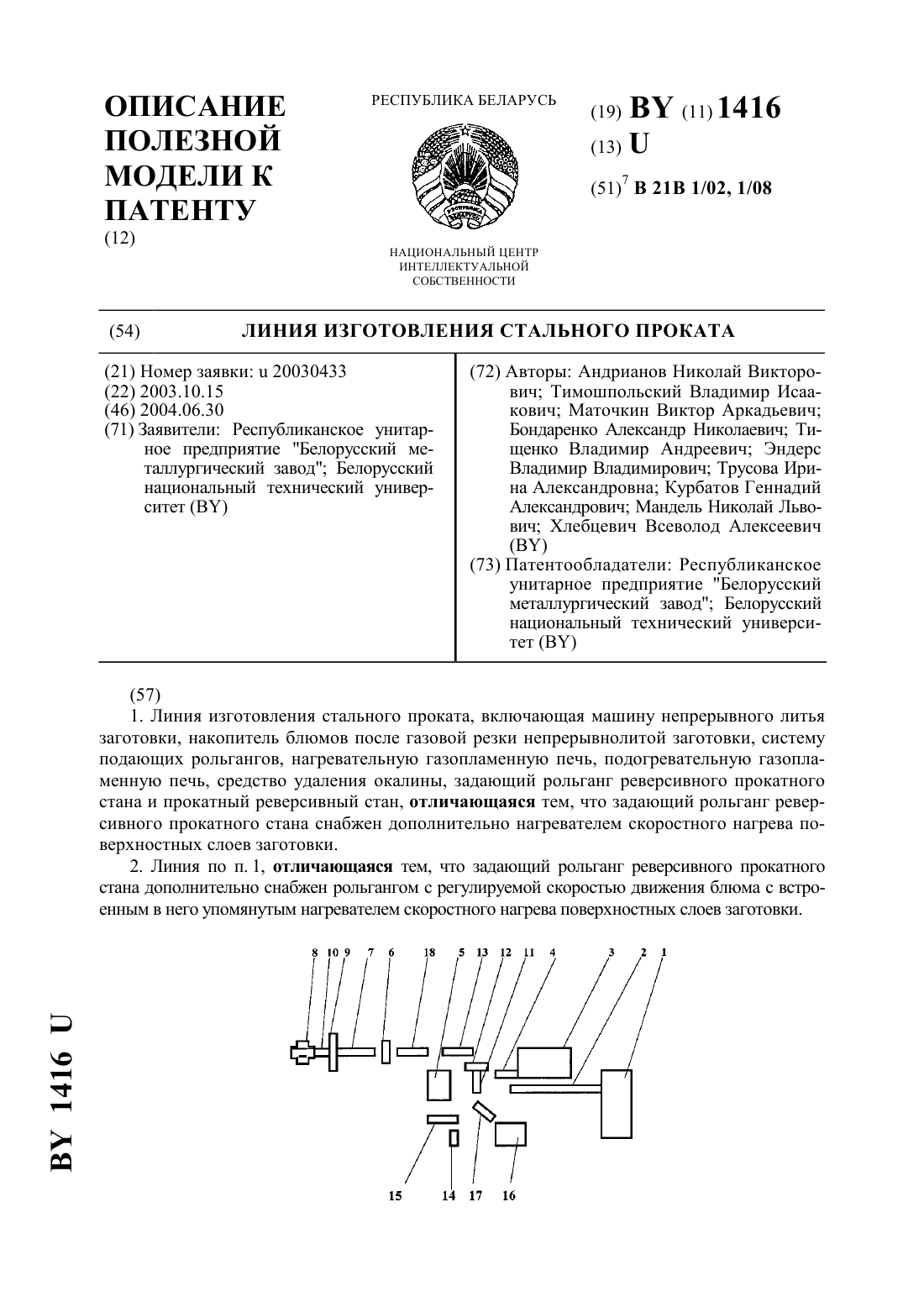
...стального проката. Линия изготовления стального проката включает машину 1 непрерывного литья заготовок - МНЛЗ, приемный рольганг 2, накопитель 3 мерных блюмов после газовой резки непрерывнолитой заготовки, систему подающих рольгангов 4, газопламенную нагревательную печь 5, средство 6 удаления окалины - устройство гидросбива, задающий рольганг 7 реверсивного прокатного стана и реверсивный прокатный стан 8. Задающий рольганг 7 реверсивного...
Предыдущий патент: Каменная колонна
Следующий патент: Топливовпрыскивающая форсунка для ДВС (варианты)
Случайный патент: Ограда и устройство для крепления