Плазмотрон для нанесения покрытия на внутренние поверхности деталей
Текст
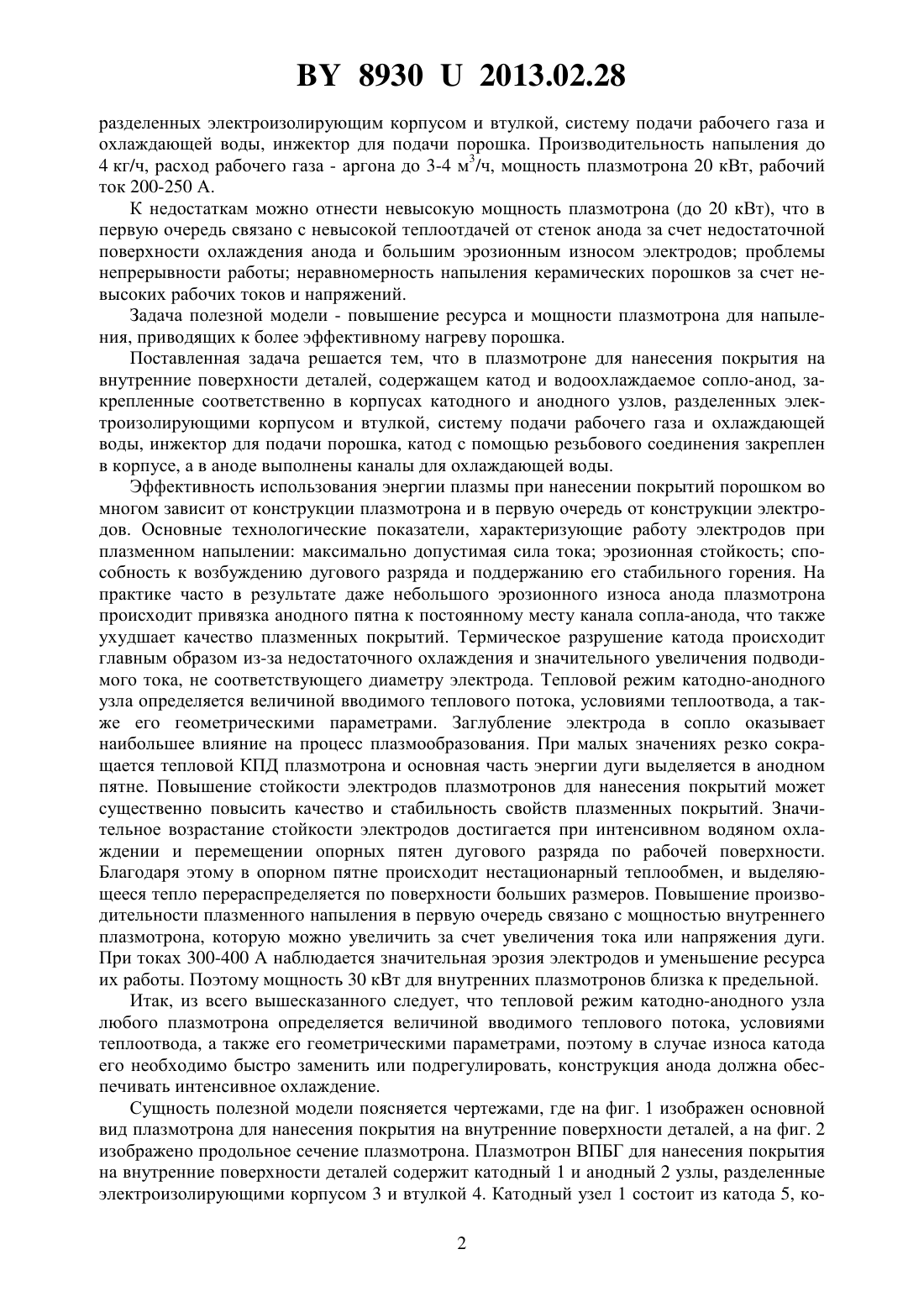
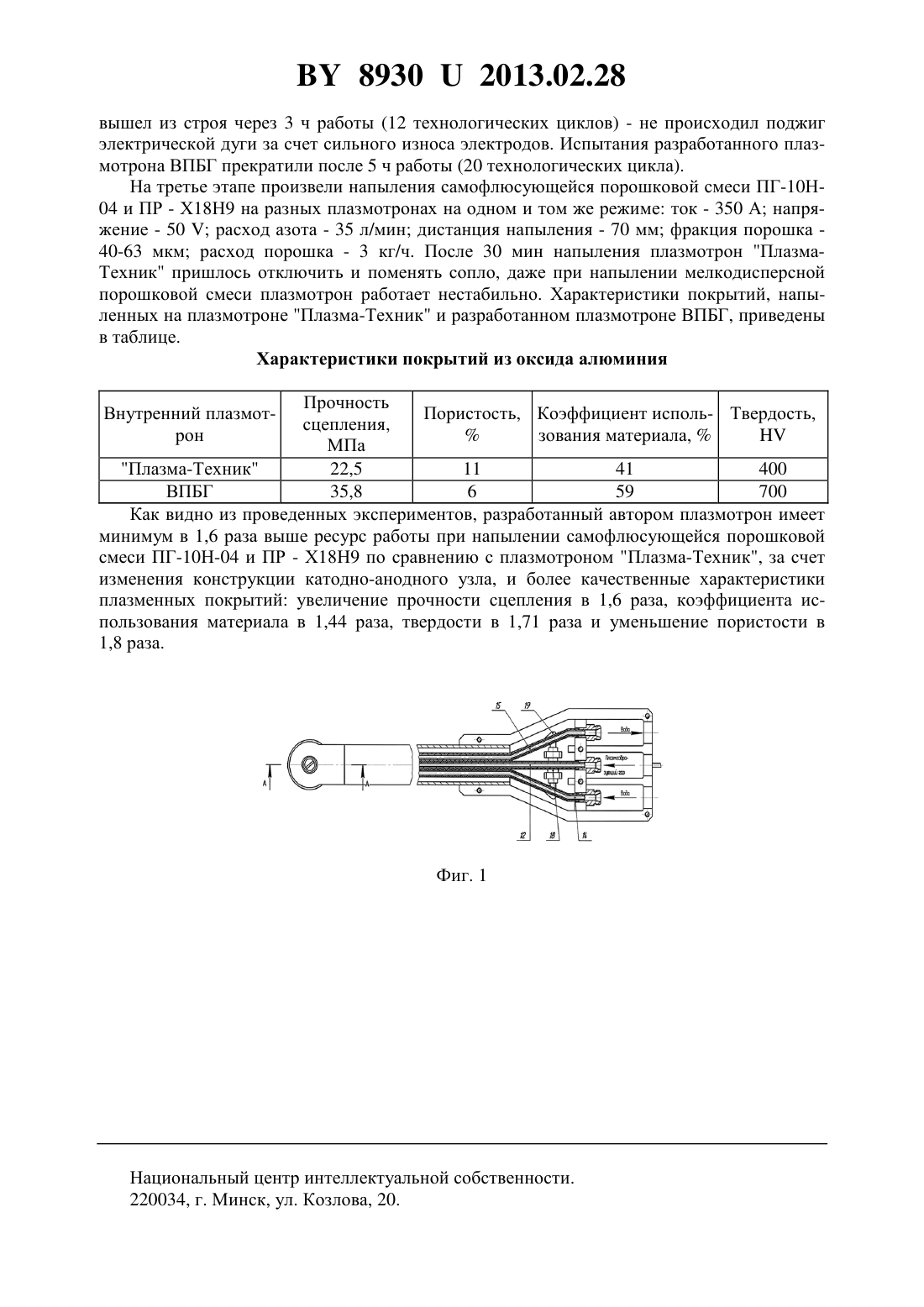
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ПЛАЗМОТРОН ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ДЕТАЛЕЙ(71) Заявитель Белорусский национальный технический университет(72) Автор Оковитый Василий Вячеславович(73) Патентообладатель Белорусский национальный технический университет(57) Плазмотрон для нанесения покрытия на внутренние поверхности деталей, содержащий катод и водоохлаждаемое сопло-анод, закрепленные соответственно в корпусах катодного и анодного узлов, разделенных электроизолирующими корпусом и втулкой,систему подачи рабочего газа и охлаждающей воды, инжектор для подачи порошка, отличающийся тем, что катод с помощью резьбового соединения закреплен в корпусе, а в аноде выполнены каналы для охлаждающей воды.(56) 1. Лясников В.Н., Украинский В.С., Богатырев Г.Ф. Плазменное напыление покрытий при производстве изделий электронной техники. - Саратов Изд-во Сарат. ун-та, 1985. С. 128-129. Полезная модель относится к устройствам для нанесения плазменных покрытий на внутренние поверхности деталей. Известен плазмотрон для нанесения плазменных покрытий на внутренние поверхности деталей фирмы Плазма-Техник 1 - прототип, содержащий катод и водоохлаждаемое сопло-анод, закрепленные соответственно в корпусах катодного и анодного узлов,89302013.02.28 разделенных электроизолирующим корпусом и втулкой, систему подачи рабочего газа и охлаждающей воды, инжектор для подачи порошка. Производительность напыления до 4 кг/ч, расход рабочего газа - аргона до 3-4 м 3/ч, мощность плазмотрона 20 кВт, рабочий ток 200-250 А. К недостаткам можно отнести невысокую мощность плазмотрона (до 20 кВт), что в первую очередь связано с невысокой теплоотдачей от стенок анода за счет недостаточной поверхности охлаждения анода и большим эрозионным износом электродов проблемы непрерывности работы неравномерность напыления керамических порошков за счет невысоких рабочих токов и напряжений. Задача полезной модели - повышение ресурса и мощности плазмотрона для напыления, приводящих к более эффективному нагреву порошка. Поставленная задача решается тем, что в плазмотроне для нанесения покрытия на внутренние поверхности деталей, содержащем катод и водоохлаждаемое сопло-анод, закрепленные соответственно в корпусах катодного и анодного узлов, разделенных электроизолирующими корпусом и втулкой, систему подачи рабочего газа и охлаждающей воды, инжектор для подачи порошка, катод с помощью резьбового соединения закреплен в корпусе, а в аноде выполнены каналы для охлаждающей воды. Эффективность использования энергии плазмы при нанесении покрытий порошком во многом зависит от конструкции плазмотрона и в первую очередь от конструкции электродов. Основные технологические показатели, характеризующие работу электродов при плазменном напылении максимально допустимая сила тока эрозионная стойкость способность к возбуждению дугового разряда и поддержанию его стабильного горения. На практике часто в результате даже небольшого эрозионного износа анода плазмотрона происходит привязка анодного пятна к постоянному месту канала сопла-анода, что также ухудшает качество плазменных покрытий. Термическое разрушение катода происходит главным образом из-за недостаточного охлаждения и значительного увеличения подводимого тока, не соответствующего диаметру электрода. Тепловой режим катодно-анодного узла определяется величиной вводимого теплового потока, условиями теплоотвода, а также его геометрическими параметрами. Заглубление электрода в сопло оказывает наибольшее влияние на процесс плазмообразования. При малых значениях резко сокращается тепловой КПД плазмотрона и основная часть энергии дуги выделяется в анодном пятне. Повышение стойкости электродов плазмотронов для нанесения покрытий может существенно повысить качество и стабильность свойств плазменных покрытий. Значительное возрастание стойкости электродов достигается при интенсивном водяном охлаждении и перемещении опорных пятен дугового разряда по рабочей поверхности. Благодаря этому в опорном пятне происходит нестационарный теплообмен, и выделяющееся тепло перераспределяется по поверхности больших размеров. Повышение производительности плазменного напыления в первую очередь связано с мощностью внутреннего плазмотрона, которую можно увеличить за счет увеличения тока или напряжения дуги. При токах 300-400 А наблюдается значительная эрозия электродов и уменьшение ресурса их работы. Поэтому мощность 30 кВт для внутренних плазмотронов близка к предельной. Итак, из всего вышесказанного следует, что тепловой режим катодно-анодного узла любого плазмотрона определяется величиной вводимого теплового потока, условиями теплоотвода, а также его геометрическими параметрами, поэтому в случае износа катода его необходимо быстро заменить или подрегулировать, конструкция анода должна обеспечивать интенсивное охлаждение. Сущность полезной модели поясняется чертежами, где на фиг. 1 изображен основной вид плазмотрона для нанесения покрытия на внутренние поверхности деталей, а на фиг. 2 изображено продольное сечение плазмотрона. Плазмотрон ВПБГ для нанесения покрытия на внутренние поверхности деталей содержит катодный 1 и анодный 2 узлы, разделенные электроизолирующими корпусом 3 и втулкой 4. Катодный узел 1 состоит из катода 5, ко 2 89302013.02.28 торый с помощью резьбового соединения закреплен в корпусе 6. Резьбовой способ крепления катода 5, изготовленного из лантанированного вольфрама, обеспечивает его надежное крепление и при необходимости быструю регулировку за счет изменения зазора между катодом 5 и водоохлаждаемым анодом 7 в процессе эксплуатации плазмотрона по мере износа катода 5 при вкручивании пробки 8 (фиг. 2). Анодный узел состоит из анода 7 и корпуса анода 9, на корпусе анода закреплена пластина 10, в которой расположен инжектор 11, через который подается порошок. Плазмотрон работает следующим образом. При подаче напряжения на электроды между анодом 7 и катодом 5 возникает электрическая дуга. Плазмообразующий газ (азот) через трубку 12 и канал в корпусе катода 13 подается в разрядную камеру плазмотрона(фиг. 1), образованную корпусами 6 и 9, втулкой 4, ионизируется и с большой скоростью выходит из сопла-анода 7, образуя струю плазмы, в которую подается порошковый материал через инжектор порошка 11, расположенный в пластине 10. Для охлаждения плазмотрона используется дистиллированная вода, которая через трубку 14 попадает в полости корпуса катода 16 и 17 через переходник 18 по трубке 19, проходит в корпус анода 20 и за счет специальных каналов интенсивно охлаждает анод. Затем через трубку 15 происходит слив нагретой воды. При изменении заглубления электрода в сопло, связанного с износом во время напыления (изменение можно заметить по пульсации параметров тока и напряжения или во время проверки с помощью специального щупа), внутренний плазмотрон выключается, с помощью пробки 8 катод 5 перемещается по резьбе до упора в специальный щуп, который вставляется в канал сопла анода 7. Регулировка зазора между катодом и водоохлаждаемым анодом происходит в течение 30 с. В связи с легкостью и быстротой регулировки катода таким плазмотроном можно пылить ответственные детали с большой площадью напыления за счет продолжительного срока напыления, кратковременность регулировки и замены не влияет на тепловой баланс детали и соответственно на качество. На установке УПУ-3 Д стандартной комплектации с порошковым питателем производили испытания плазмотрона фирмы Плазма-Техник (прототип) и плазмотрона, разработанного автором ВПБГ. В качестве рабочего газа использовали азот. Для получения обобщенной количественной информации о пористости плазменных покрытий использовали полуавтоматический анализатор изображения (МОР - АМО 3, .). Замеры твердости (ГОСТ 9450-76) выполняли в пяти поясах по длине поперечного сечения покрытия толщиной 0,5-0,6 мм. По результатам замеров определяли средние значения параметра. Прочность сцепления определяли на отрывной машине . Количественные оценки параметров определялись как усредненные по пяти измерениям. Коэффициент использования порошков определяли на стальных образцах размером 30302 мм, прошедшего струйно-абразивную подготовку, очищенного от абразива и имеющего в центре четко обозначенную зону для напыления размером 1515 мм. На первом этапе производили испытания внутренних плазмотронов на длительность непрерывной работы при токе - 300 А, напряжении - 50 , расходе азота - 35 л/мин (стандартный режим напыления оксидной керамики). Оба плазмотрона проработали непрерывно в течение 6 ч (испытания были прерваны после интенсивных пульсаций параметров тока и напряжения плазмотрона Плазма-Техник). После разборки были выявлены значительные изменения в геометрии катодно-анодного узла плазмотрона Плазма-Техник изменения угла заточки катода, оплавление и вырывы внутри сопла-анода. Все это приводит к изменению заглубления электрода-катода в сопле и соответственно пульсации параметров плазмотрона. В геометрии катодно-анодного узла разработанного плазмотрона ВПБГ заметные изменения не были выявлены. На втором этапе на тех же режимах внутренние плазмотроны работали по схеме работа в течение 15 мин, отключение, включение и т.д. (15 мин - технологическое время для напыления оксидной керамикой ролика замасливателя). Плазмотрон Плазма-Техник 3 89302013.02.28 вышел из строя через 3 ч работы (12 технологических циклов) - не происходил поджиг электрической дуги за счет сильного износа электродов. Испытания разработанного плазмотрона ВПБГ прекратили после 5 ч работы (20 технологических цикла). На третье этапе произвели напыления самофлюсующейся порошковой смеси ПГ-10 Н 04 и ПР - Х 18 Н 9 на разных плазмотронах на одном и том же режиме ток - 350 А напряжение - 50 расход азота - 35 л/мин дистанция напыления - 70 мм фракция порошка 40-63 мкм расход порошка - 3 кг/ч. После 30 мин напыления плазмотрон ПлазмаТехник пришлось отключить и поменять сопло, даже при напылении мелкодисперсной порошковой смеси плазмотрон работает нестабильно. Характеристики покрытий, напыленных на плазмотроне Плазма-Техник и разработанном плазмотроне ВПБГ, приведены в таблице. Характеристики покрытий из оксида алюминия Прочность Пористость, Коэффициент исполь- Твердость,сцепления, зования материала,МПа Плазма-Техник 22,5 11 41 400 ВПБГ 35,8 6 59 700 Как видно из проведенных экспериментов, разработанный автором плазмотрон имеет минимум в 1,6 раза выше ресурс работы при напылении самофлюсующейся порошковой смеси ПГ-10 Н-04 и ПР - Х 18 Н 9 по сравнению с плазмотроном Плазма-Техник, за счет изменения конструкции катодно-анодного узла, и более качественные характеристики плазменных покрытий увеличение прочности сцепления в 1,6 раза, коэффициента использования материала в 1,44 раза, твердости в 1,71 раза и уменьшение пористости в 1,8 раза. Внутренний плазмотрон Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: H05H 1/00
Метки: покрытия, деталей, внутренние, нанесения, плазмотрон, поверхности
Код ссылки
<a href="https://by.patents.su/4-u8930-plazmotron-dlya-naneseniya-pokrytiya-na-vnutrennie-poverhnosti-detalejj.html" rel="bookmark" title="База патентов Беларуси">Плазмотрон для нанесения покрытия на внутренние поверхности деталей</a>
Устройство для нанесения покрытий из металлических порошков на внутренние поверхности цилиндрических деталей
Номер патента: U 3849
Опубликовано: 30.10.2007
Авторы: Сосновский Игорь Александрович, Кузнечик Олег Ольгердович, Сосновский Алексей Валерьевич, Гафо Юрий Натанович, Кашицин Леонид Павлович
МПК: B22F 7/00
Метки: деталей, нанесения, порошков, металлических, поверхности, покрытий, устройство, цилиндрических, внутренние
Текст:
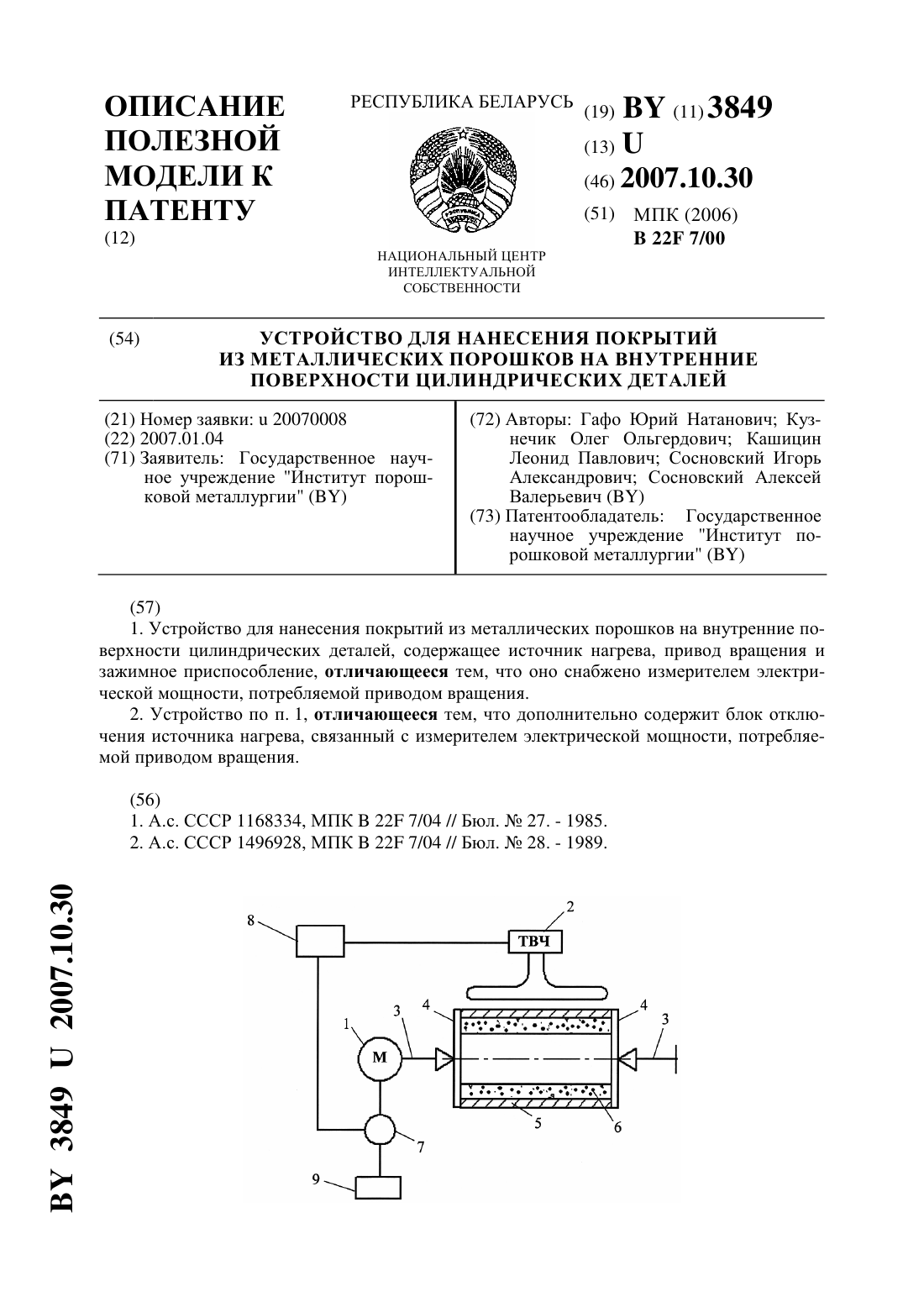
...за счет упрощения его конструкции и снижения трудоемкости закрепления детали в зажимном приспособлении при подготовке устройства к работе. Решение поставленной задачи достигается в устройстве для нанесения покрытий из металлических порошков на внутренние поверхности цилиндрических деталей, содержащем источник нагрева, привод вращения и зажимное приспособление, которое, согласно техническому решению, снабжено измерителем электрической...
Устройство для нанесения покрытий из металлических порошков на внутренние поверхности деталей

Номер патента: U 8682
Опубликовано: 30.10.2012
Авторы: Жигилей Виктор Васильевич, Сосновский Игорь Александрович, Куриленок Артем Александрович, Гафо Юрий Натанович
МПК: B22F 7/02
Метки: устройство, металлических, поверхности, покрытий, деталей, нанесения, внутренние, порошков
Текст:
...измерения температуры, а блок согласования - с регулятором мощности источника нагрева. Снабжение устройства контроллером температурных режимов и блоком согласования позволяет обеспечить оптимальное управление нестационарными температурными режимами индукционного нагрева для получения покрытий с высокими физико-механическими характеристиками и, как следствие, повысить качество изготавливаемых изделий. При этом соединение контроллера...
Устройство для нанесения покрытий из металлических порошков на внутренние поверхности деталей
Номер патента: U 8558
Опубликовано: 30.10.2012
Авторы: Трембицкий Иван Прокопович, Сосновский Игорь Александрович, Климович Андрей Федорович, Грудько Иван Ильич, Жигилей Виктор Васильевич, Гафо Юрий Натанович, Белоцерковский Марат Артемович
МПК: B22F 7/04
Метки: нанесения, порошков, металлических, внутренние, покрытий, деталей, поверхности, устройство
Текст:
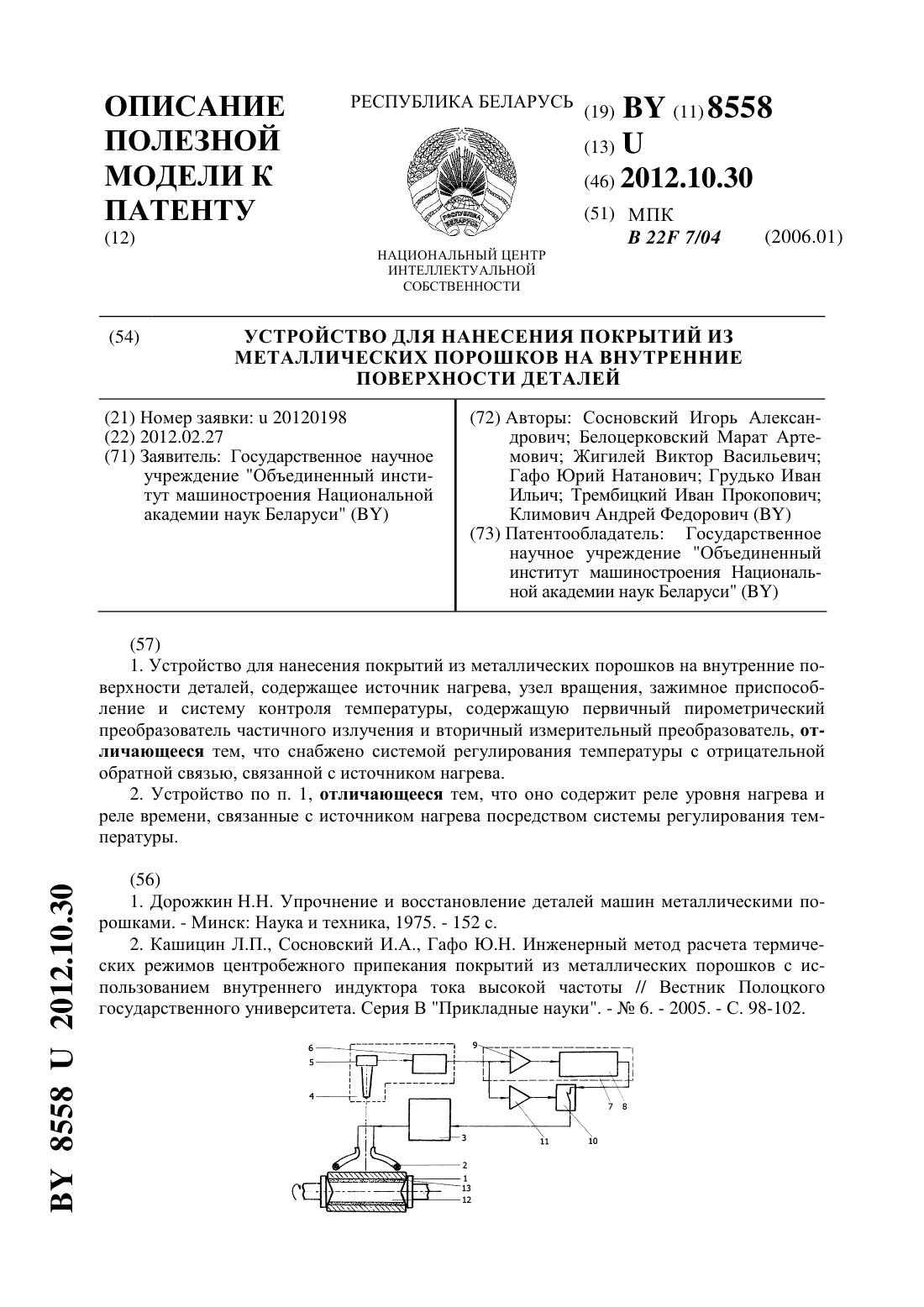
...(не показано) с центрами 1, узла вращения центробежной установки (не показаны), индуктора 2 генератора токов высокой частоты 3, системы контроля температуры 4, содержащей первичный пирометрический преобразователь частичного излучения 5 и вторичный измерительный преобразователь 6,а также системы регулирования температуры с отрицательной обратной связью 7, связанной с источником нагрева (генератором токов высокой частоты 3), включающей...
Устройство для нанесения покрытий из металлических порошков на внутренние поверхности деталей
Номер патента: U 2086
Опубликовано: 30.09.2005
Авторы: Кашицин Леонид Павлович, Дорожкин Нил Николаевич, Клименко Сергей Ефимович, Визнер Лидия Юрьевна, Сосновский Игорь Александрович
МПК: B22F 7/00
Метки: устройство, внутренние, нанесения, покрытий, порошков, металлических, деталей, поверхности
Текст:
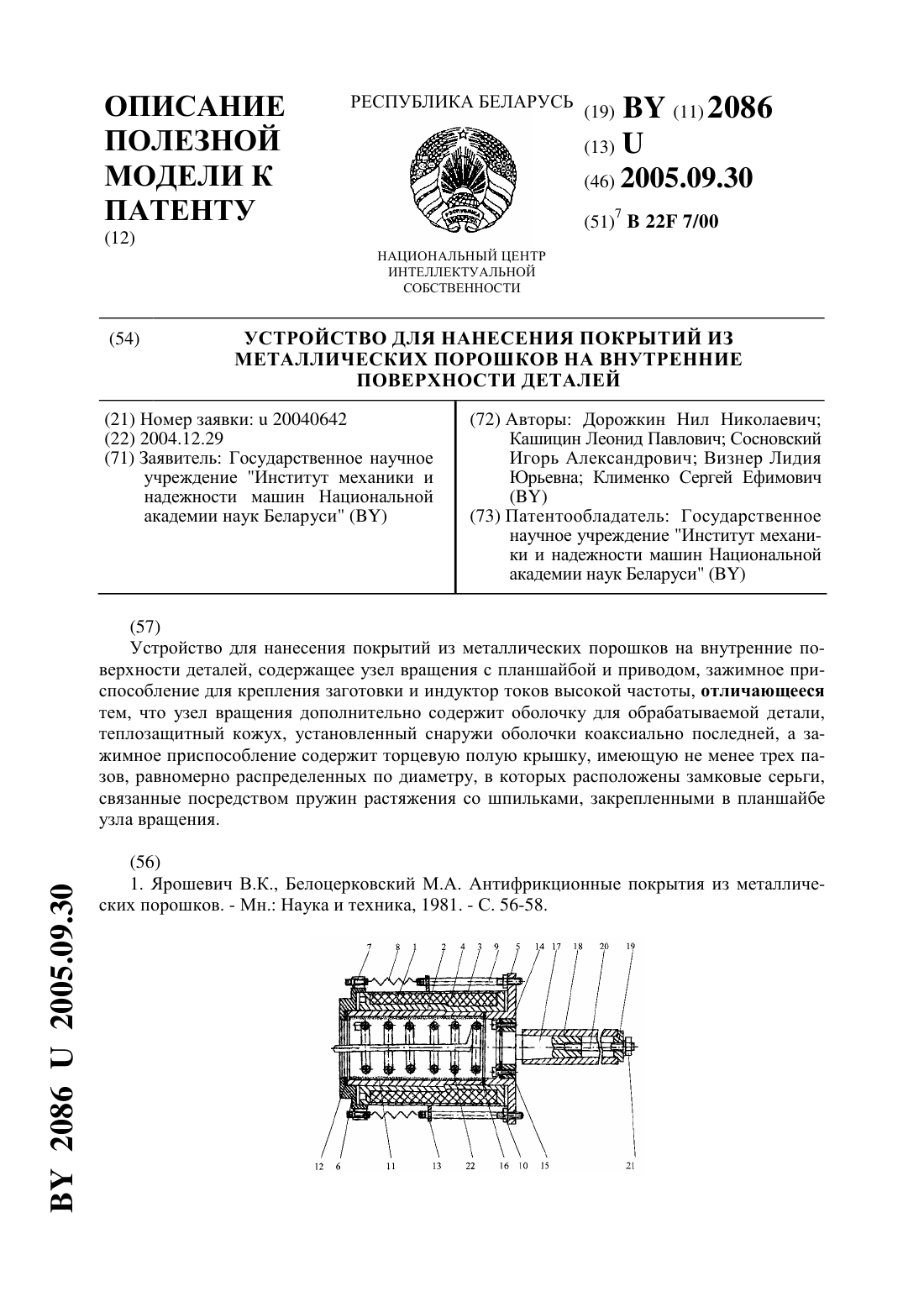
...состоит из оболочки 1, в которую помещается восстанавливаемая чугунная гильза 2. Толщина оболочки 1 выбирается из условия предела прочности на разрыв данной детали, нагретой до температуры, не превышающей температуру ее плавления 1050-1090 . На оболочку 1 устанавливается теплозащитный кожух 3, и между ними помещают теплоизоляционный материал 4, например минеральную вату. Оболочка 1 устанавливается на планшайбу 5. С одного торца оболочка...
Способ нанесения двухслойных покрытий на внутренние поверхности деталей машин
Номер патента: 9842
Опубликовано: 30.10.2007
Авторы: Широкий Игорь Владимирович, Кашицин Леонид Павлович, Латыш Юрий Владимирович, Сосновский Алексей Валерьевич
МПК: B22F 7/02
Метки: внутренние, поверхности, покрытий, способ, нанесения, деталей, машин, двухслойных
Текст:
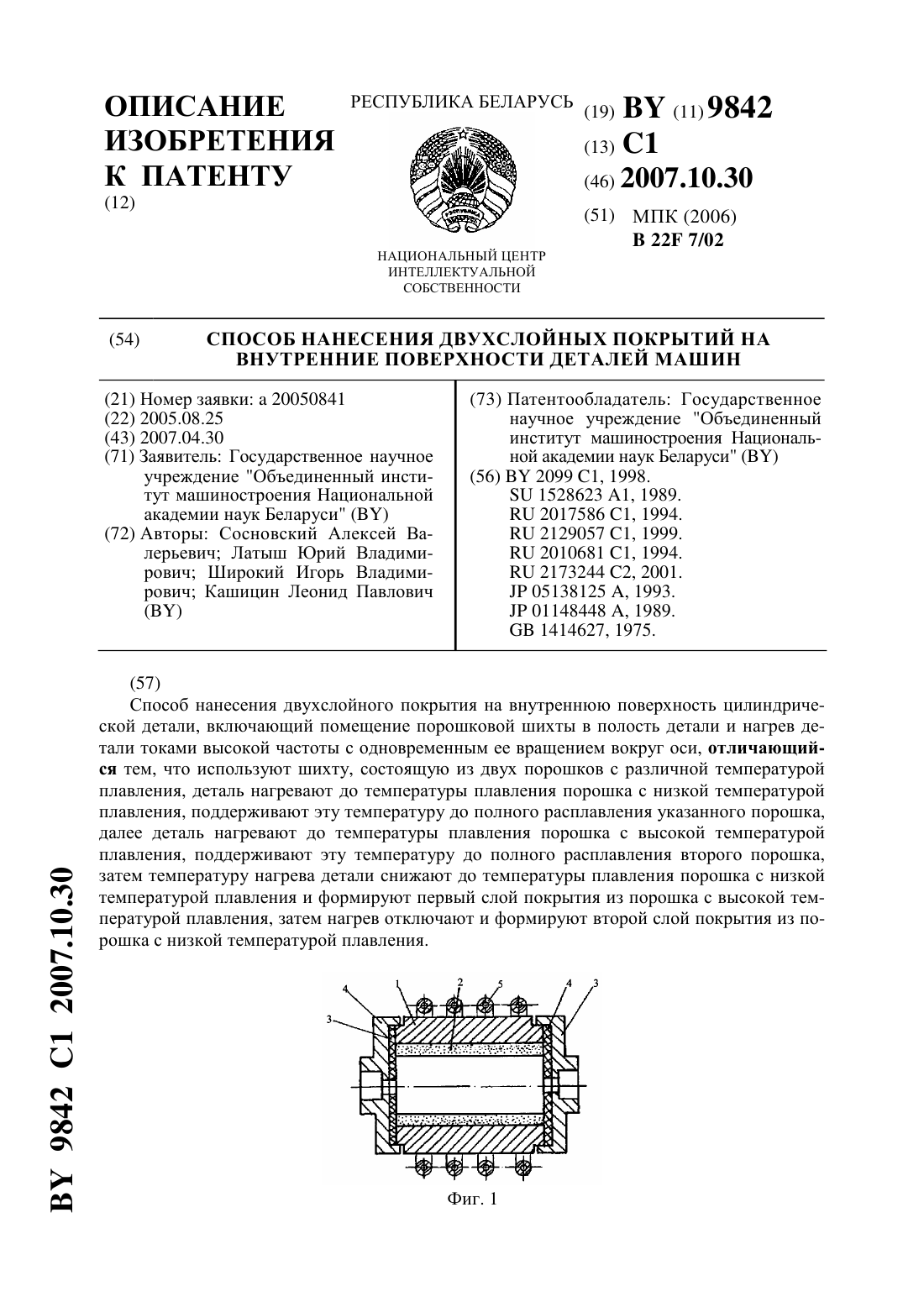
...покрытий на внутренние поверхности деталей машин за одну установку заготовки на рабочую позицию. Задача решается в способе нанесения двухслойных покрытий на внутреннюю поверхность цилиндрической детали, включающем помещение порошковой шихты в полость детали и нагрев детали токами высокой частоты с одновременным вращением ее вокруг оси,при этом согласно изобретению в качестве шихты используют смесь из двух порошков с различной температурой...
Предыдущий патент: Быстродействующее жидкокристаллическое устройство с вертикальной ориентацией молекул
Следующий патент: Защитно-улавливающая система
Случайный патент: Зерноуборочный комбайн