Способ изготовления алмазного инструмента (варианты)
Номер патента: 2236
Опубликовано: 30.09.1998
Авторы: Верещагин Виталий Алексеевич, Белоцерковская Татьяна Николаевна, Жорник Виктор Иванович, Белоцерковский Марат Артемович, Шилов Альберт Яковлевич
Текст
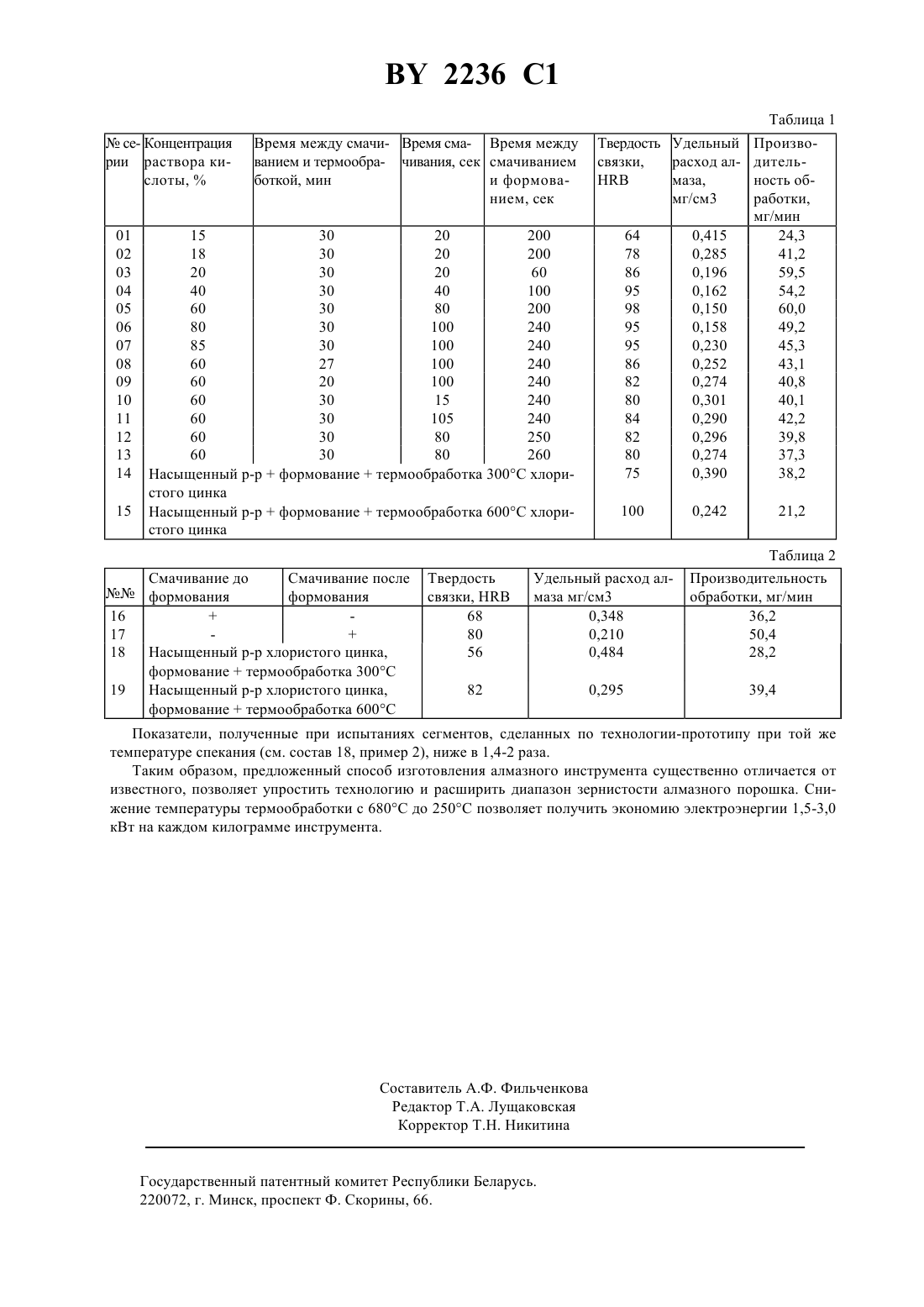
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА (ВАРИАНТЫ)(71) Заявитель Институт надежности Академии наук Беларуси(73) Патентообладатель Институт надежности машин Академии наук Беларуси(57) 1. Способ изготовления алмазного инструмента, включающий приготовление смеси порошка алмаза и металлических порошков, смачивание активным раствором, формование и термообработку, отличающийся тем, что для приготовления смеси используют металлические порошки с температурой плавления выше температуры термообработки, в качестве активного раствора используют 20-80-ный раствор ортофосфорной кислоты в ацетоне, смачиванию подвергают металлические порошки до приготовления смеси с порошком алмаза, при этом время смачивания составляет 20-100 с, время между смачиванием и формованием не превышает 240 с, а время между смачиванием и термообработкой составляет не менее 30 мин. 2. Способ изготовления алмазного инструмента, включающий приготовление смеси из порошка алмаза и металлических порошков, из которых хотя бы один имеет температуру плавления ниже температуры последующей термообработки, смачивание смеси активным раствором, формование и термообработку, отличающийся тем, что в качестве активного раствора используют 20-80-ный раствор ортофосфорной кислоты в ацетоне, смачивание производят после формования, при этом время между смачиванием и термообработкой составляет не менее 30 мин. 3. Способ по п. 2, отличающийся тем, что активный раствор дополнительно содержит 8-12 об. алмазного порошка с размером частиц менее 0,16 , где- средний диаметр частиц наиболее мелкого металлического порошка в смеси.(56) 1. Верещагин В. А., Журавлев В. В. Композиционные алмазосодержащие материалы и покрытия.- Мн. Навукатэхнка, 1991.-С. 98-101. 2. А.с. СССР 1011339, МПК В 223/26, 22 7/06, 1983. 3. А.с. СССР 387789, МПК 227/06, 22 3/26, 1973. Изобретение относится к производству алмазного инструмента, в частности к способам изготовления сегментов, кругов, таблеток, предназначенных для финишной обработки стекла, стеклотекстолита, ферритов,полупроводников и других материалов, применяющихся в оптико-механической, приборостроительной и электронной промышленности. Может быть использован при изготовлении инструмента для шлифовки зерен злаков и деревообработки. Известен способ изготовления алмазного инструмента 1, заключающийся в приготовлении массы из смеси металлических порошков и частиц алмаза, ее формировании и термообработке при температуре 700-900 С в защитной атмосфере. Недостатком известного способа является высокая температура термообработки, не позволяющая использовать алмазные порошки зернистостью менее 80/63 вследствие графитизации частиц алмаза. Кроме того, способ не может быть осуществлен на воздухе из-за интенсивного окисления металлических порошков при данной температуре. Известен способ изготовления алмазного инструмента 2, включающий приготовление массы из смеси металлических порошков и алмазных зерен, смачивание массы насыщенным раствором хлорной меди, формирование и тер 2236 1 мообработку. Раствор хлорной меди, являясь активатором по отношению к компонентам смеси, вступает с ними во взаимодействие с осаждением меди на частицах, облегчает протекание диффузионных процессов при термообработке, позволяет снизить температуру до 600 С, которая, однако, является высокой для микропорошков и порошков зернистостью менее 63/40. Кроме того, реализация способа невозможна без использования защитной атмосферы. Наиболее близким по технической сущности предлагаемому способу является способ приготовления алмазного инструмента 3, включающий смешивание порошка алмаза и порошкообразной меднооловянной связки, смачивание водным раствором хлористого цинка, формирование полученной массы и термообработку. Раствор хлористого цинка,являясь активатором, как и в предыдущем аналоге, ускоряет диффузионные процессы при пониженных (до 500 С) температурах термообработки, однако реализация способа невозможна без применения защитной атмосферы, кроме того, данный способ не применим для микропорошков и порошков зернистостью менее 63/40. Задачей является снижение температуры термообработки, благодаря чему возможно упростить реализацию способа, расширить диапазон зернистости используемого алмазного порошка, снизить энергоемкость процесса. Для решения поставленной задачи, в способе изготовления алмазного инструмента, заключающемся в приготовлении смеси порошка алмаза и металлических порошков, смачивании смеси активным раствором, формовании и термообработке, согласно изобретению, для приготовления смеси используют металлические порошки с температурой плавления выше температуры термообработки, в качестве активного раствора используют 20-80 раствор ортофосфорной кислоты в ацетоне, смачиванию подвергают металлические порошки до приготовления смеси с порошком алмаза, при этом время смачивания составляет 20-100 сек, время между смачиванием и формованием не превышает 240 с, а время между смачиванием и термообработкой составляет не менее 30 мин. При использовании смеси металлических порошков, из которых хотя бы один имеет температуру плавления ниже температуры последующей термообработки, согласно изобретению смачивание производят после формования, при этом время между смачиванием и термообработкой составляет не менее 30 мин. Причем активный раствор дополнительно содержит 8-12 об. алмазного порошка с размером частиц менее 0,16, где- средний диаметр наиболее мелкого металлического порошка в смеси. Снижение температуры термообработки и расширение диапазона зернистости используемого алмазного порошка обусловлено заменой диффузионной связи между металлическими частицами матрицы алмазного инструмента на химическую, возникающую за счет образования самотвердеющих фосфатных пленок на поверхности металлических частиц. Прочность связи между пленками или между частицей и пленкой может достигать 60 МПа. Ортофосфорная кислота вступает во взаимодействие со всеми металлами, которые используются на практике для изготовления алмазного инструмента (железо, никель, кобальт, медь, олово, титан, магний и их окислы), при этом образуются прочные пленки кислых фосфатов. Например, для железного порошка реакция с образованием связующих пленок фосфатов проходит следующим образом 234(24)22(24)2422 43(4)22 Как показали эксперименты, воздействие температуры в интервале 200-300 С в течение 0,2-2,5 ч способствует повышению прочности фосфатных связей и увеличению твердости фосфатных пленок. Алмаз не реагирует с ортофосфорной кислотой и все его частицы полностью сохраняют свои свойства. Экспериментально установлено, что для металлических порошков, использующихся при изготовлении алмазного инструмента с размером частиц от нескольких микрон до 2 мм, оптимальная концентрация кислоты составляет 20-80 (нижний предел для микронных фракций, верхний - для 1,8-2 мм). Для того, чтобы кислота успела прореагировать с металлическим порошком необходимо термообработку осуществлять через определенный промежуток времени после смачивания, иначе происходит частичное испарение активного раствора. Для свободно насыпанных порошковых смесей, имеющих относительную плотность 0,4, промежуток времени между смачиванием и термообработкой составляет 30 мин. При использовании смеси металлических порошков, в которой температура плавления каждого компонента выше температуры термообработки, алмазный порошок вводят в смесь сразу после ее смачивания раствором ортофосфорной кислоты, а оптимальное время смачивания составляет 20-100 сек. За время менее 20 сек. частицы порошка не успевают прореагировать с образованием фосфатной пленки достаточной толщины, а за время контакта с раствором кислоты, более чем 100 сек., частицы мелких фракций (до 5 мкм) полностью переходят в соответствующие фосфаты. Промежуток между смачиванием смеси и формованием массы 2 2236 1 не должен превышать 240 сек., так как за большее время фосфатные пленки на металлических частицах успевают затвердеть и разрушаются при формовании. Если в смеси хотя бы один из металлических порошков плавится при температуре термообработки, он образует твердые растворы с более тугоплавкими компонентами (например, смесь из порошков олова, меди и железа), смачивание раствором ортофосфорной кислоты производят после формования массы перед термообработкой. В данном случае смачивание осуществляется путем пропитки (например, под давлением). В местах контактирования отдельных частиц из порошков легкоплавких и более тугоплавких металлов при термообработке образуются твердые растворы, что повышает механические свойства матрицы. В тех местах,где контакт между частицами отсутствует, образуются пленки соответствующих фосфатов. При этом поры сформованной массы, как правило, не заполняются фосфатами, и поэтому целесообразно вводить в них микропорошок алмаза. В раствор ортофосфорной кислоты добавляют 8-12 частиц алмазного порошка, размеры частиц которого должны быть меньше поровых каналов. Исходя из простейших геометрических построений и вычислений, размер алмазных частиц должен быть менее 0,16, где- средний диаметр наиболее мелкого металлического порошка в смеси. Примеры реализации способа. 1. Смесь порошков сплава на кобальтовой основе марки ПГ-10 К-01, бронзы марки Бр 0 Ф 10-1 и алмаза марки 28/30 (условная концентрация 40-60) использовалась для изготовления сегментов, служащих для обработки сложнопрофильных поверхностей оптических стекол специальных марок. В таблице 1 приведены режимы смачивания порошковой массы раствором ортофосфорной кислоты, механические свойства и эффективность работы инструмента. Формование массы осуществлялась при удельной нагрузке 20 МПа, температура термообработки 300 С в течение 1 часа. Было изготовлено 15 серий инструмента по 3 изделия в серии, причем серии 14 и 15 изготавливались по технологии, принятой за прототип, и термообрабатывались при температуре 300 С (14) и 600 С (15). Анализ приведенных в таблице результатов показывает, что наилучшие показатели имеют изделия серий 03-06, изготовленных по предлагаемому способу. 2. Смесь порошков меди марки ПМС-1, олова марки ПО-1 и алмаза марки АСМ 28/20 (условная концентрация 40-60) использовалась для изготовления таблеток, использующихся при обработке стекла марки ВВС. В таблице 2 приведены режимы изготовления таблеток, их механические свойства и эксплуатационные характеристики. Формование массы осуществлялось при удельной нагрузке 14 МПа, смачивание производилось в 70 растворе ортофосфорной кислоты путем пропитки в камере высокого давления (Р 50 МПа), термообработка осуществлялась через 40-60 мин. после пропитки при температуре 300 С в течение 1 ч. Результаты испытаний показывают, что изделия, сделанные по предлагаемому способу (серия 17) обладают более высокими физико-механическими и эксплуатационными свойствами. 3. Смесь порошков бронзы марки ПГ-19 М-01 с размером частиц 300-350 мкм, олова марки ПО-2 Р с размером частиц 100-160 мкм, алмаза марки АСМ 28/20 использовалась для изготовления сегментов инструмента по обработке стеклотекстолита. Формование массы осуществлялось при удельной нагрузке 14 МПа, смачивание производилось в 70 растворе ортофосфорной кислоты путем пропитки под давлением 50-80 МПа, термообработка осуществлялась через 60 мин. После пропитки при температуре 300 С в течение 1 ч. Раствор кислоты содержал алмазный микропорошок марки АСН 2/10 в количестве 40 6 Результаты испытаний данных сегментов следующие твердость связки 75-82 , удельный расход алмаза 0,2 мг/см 3, производительность обработки 61,3 мг/мин. 2236 1 Таблица 1 се- Концентрация рии раствора кислоты,Время между смачи- Время сма- Время между ванием и термообра- чивания, сек смачиванием боткой, мин и формованием, сек 15 30 20 200 18 30 20 200 20 30 20 60 40 30 40 100 60 30 80 200 80 30 100 240 85 30 100 240 60 27 100 240 60 20 100 240 60 30 15 240 60 30 105 240 60 30 80 250 60 30 80 260 Насыщенный р-рформованиетермообработка 300 С хлористого цинка Насыщенный р-рформованиетермообработка 600 С хлористого цинка Смачивание до Смачивание послеформования формования 16 Удельный расход алмаза мг/см 3 0,348 0,210 0,484 Показатели, полученные при испытаниях сегментов, сделанных по технологии-прототипу при той же температуре спекания (см. состав 18, пример 2), ниже в 1,4-2 раза. Таким образом, предложенный способ изготовления алмазного инструмента существенно отличается от известного, позволяет упростить технологию и расширить диапазон зернистости алмазного порошка. Снижение температуры термообработки с 680 С до 250 С позволяет получить экономию электроэнергии 1,5-3,0 кВт на каждом килограмме инструмента. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 4
МПК / Метки
Метки: варианты, инструмента, способ, изготовления, алмазного
Код ссылки
<a href="https://by.patents.su/4-2236-sposob-izgotovleniya-almaznogo-instrumenta-varianty.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления алмазного инструмента (варианты)</a>
Способ изготовления алмазного инструмента
Номер патента: 459
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Минец В. В.
Метки: алмазного, способ, инструмента, изготовления
Текст:
...этилового спирта. после стекла К 108. Частота вращения шпиндечего необходимую массу алмазного дпорош- ля составляла 560 об/мин. в качестве ка перемешивали с увлажнителем. взятым 10 смазочно-охл аждающего вещества исвкопичестве 13 от массы связки. Ув- пользовали жидкость СМ 7/2. Произволажненную навеску алмазного порошка в дителъность инструмента определяли как течение 8 ч смешивали с навеской металли- максимальную величину осевой подачи. при...
Способ изготовления алмазного инструмента
Номер патента: 441
Опубликовано: 30.03.1995
Авторы: Минец В. В., Мастюгин Л. И.
МПК: B22F 1/00, B24D 18/00, B24D 3/20...
Метки: изготовления, алмазного, способ, инструмента
Текст:
...из стекла К 108с использованием смазочноохлаждаю щей жидкости СМ 7/2. В процессе испы- 25 тания определяют относительный износинструмента, производительность обработки и качество обработанных поверх ностей. Относительный износ инструмента (Нин/Нет) определяют как отно шение высоты сработанной части инст- 30 румеита к суммарной высоте снятого с обрабатываемых деталей слоя стекла. ПРОИЗВОДИТЕЛЬНОСТЬ испытуемых ИНСТрументов определяют как...
Способ изготовления алмазного инструмента
Номер патента: 1169
Опубликовано: 14.06.1996
Автор: Ковенский Евгений Исаакович
МПК: B24D 5/12
Метки: инструмента, алмазного, изготовления, способ
Текст:
...наружным диаметром круга и внутренним диаметром 48 мм.Исходя из требуемой толщины лезвия 4,равной 20 мкм. и толщины слоя металлизации 2 35 мкм в соответствии с минимальным экспериментально определенным суммарным размером слоев 2 З и 4 равным то мкм. определяли толщину слоя компенса- 15 ционного материала 3. равную 15 мкм. В качестве. компенсационного материала была вьтбрана медь. Медь указанной толщины наносили из электролита медн...
Способ изготовления алмазно-образивного инструмента на органическом связующем
Номер патента: 2077
Опубликовано: 30.03.1998
Авторы: Кузей Анатолий Михайлович, Зайцев Валентин Алексеевич, Барановский Александр Александрович, Моисеенко Петр Васильевич, Горлач Александр Григорьевич, Гайдаленок Геннадий Михайлович
МПК: B24D 3/28, B24D 18/00
Метки: органическом, связующем, изготовления, способ, алмазно-образивного, инструмента
Текст:
...алмаза. Увеличение длительности выдержки более 300 секунд ведет к деструкции связующего и снижению эксплуатационных характеристик инструмента. К аналогичному эффекту приводит и превышение температуры выдержки более 185 С. Снижение длительности выдержки менее 10 секунд приводит к захлопыванию газов в связующем, росту пористости инструмента и снижению его эксплуатационных характеристик. Снижение температуры выдержки менее 140 С увеличивает...
Способ изготовления абразивного инструмента
Номер патента: 447
Опубликовано: 30.03.1995
Авторы: Амозов С. В., Филонов И. П., Мастюгин Л. И., Минец В. В., Якимахо А. П.
МПК: B24D 18/00
Метки: изготовления, инструмента, абразивного, способ
Текст:
...10 в.ч. на 100 в.ч. эпоксидной смолы в центрена 100 в.ч. эпоксидной смолы и рас пределяют его по зонам рабочей поверх НОСТН ННСТРУМЕНТЕ так, ЧТОБЫ В ЭОНЕХ с необходимым большим износом содержалосьменьшее КОЛИЧЕСТВО ПОЛИЭТИЛЕНполиаммна (изменяя количество полн 10эпоксидной смолы В центре инструмента до 4 в.ч. на его периферии).для дРУгик видов инструментов и способов обработки для стабильного формообразования необходимы другие зависимости...
Предыдущий патент: Механизм оттяжки круглой основовязальной машины
Следующий патент: Способ нанесения покрытий из металлических порошков на внутренние поверхности цилиндрических деталей (его варианты)
Случайный патент: Компоновка низа бурильной колонны