Автоматическая линия для горячей штамповки поковок
Номер патента: U 611
Опубликовано: 30.09.2002
Авторы: Хохолко Николай Борисович, Никитин Анатолий Павлович, Гагасов Александр Матвеевич, Богданович Александр Андреевич
Текст
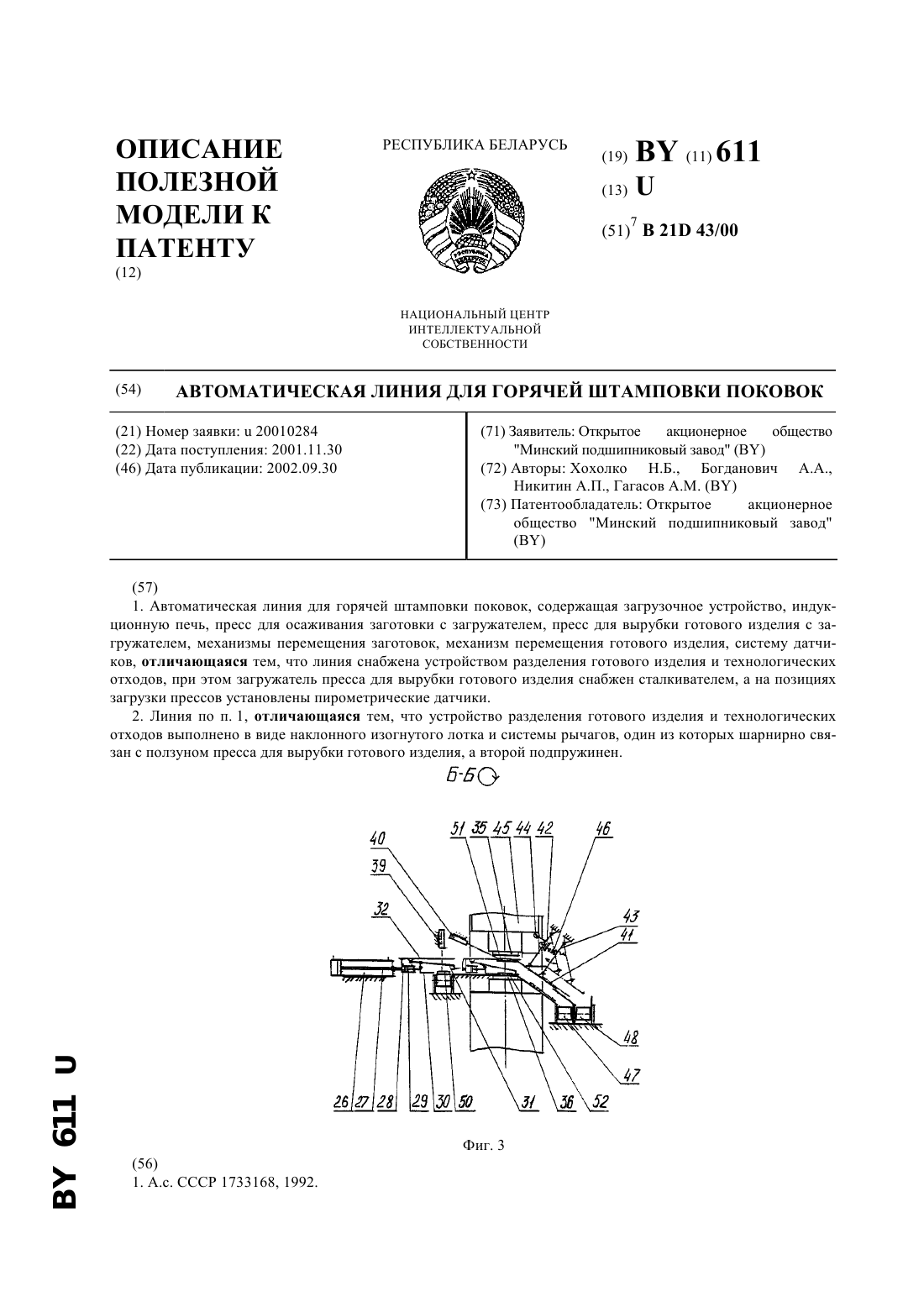
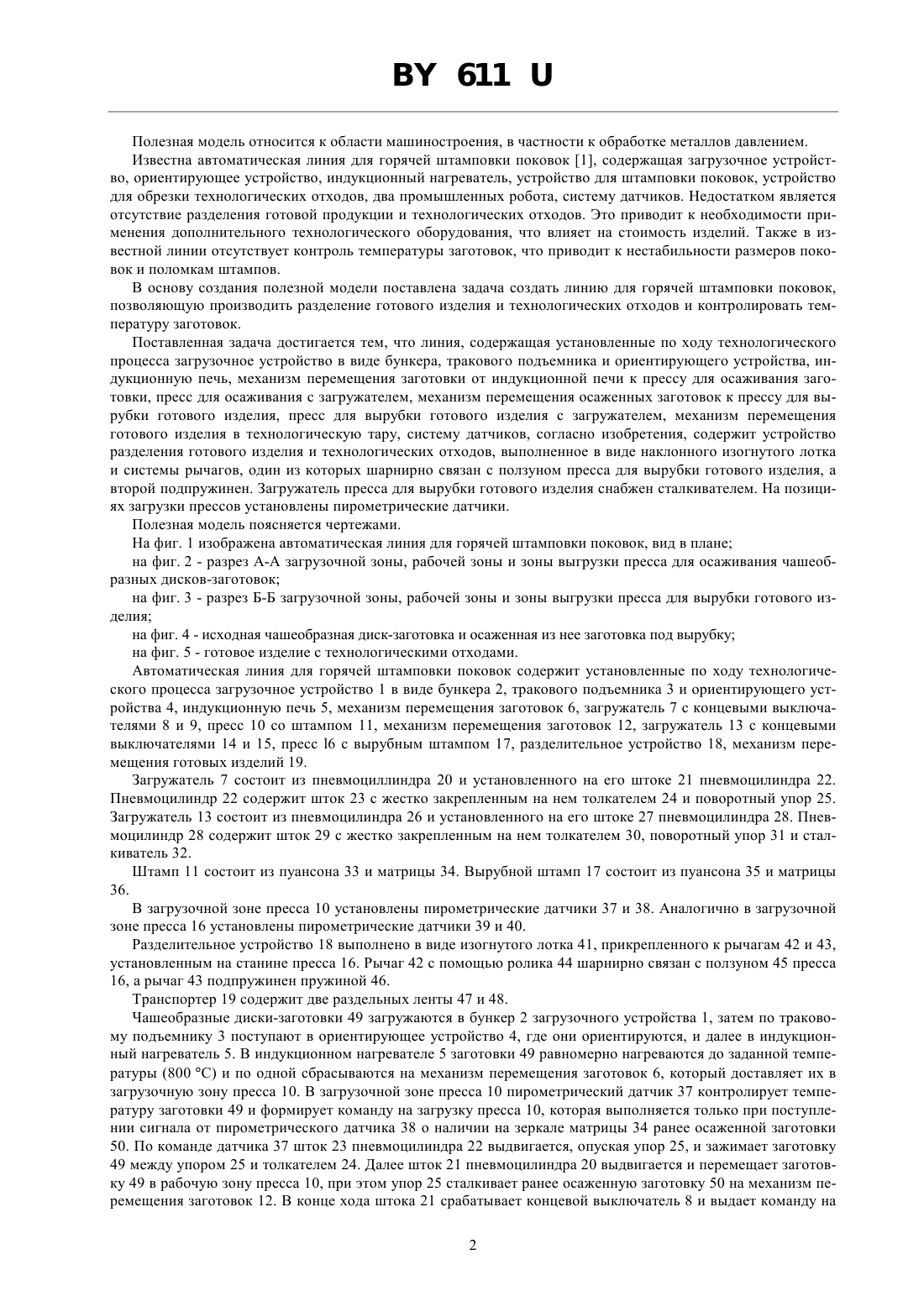
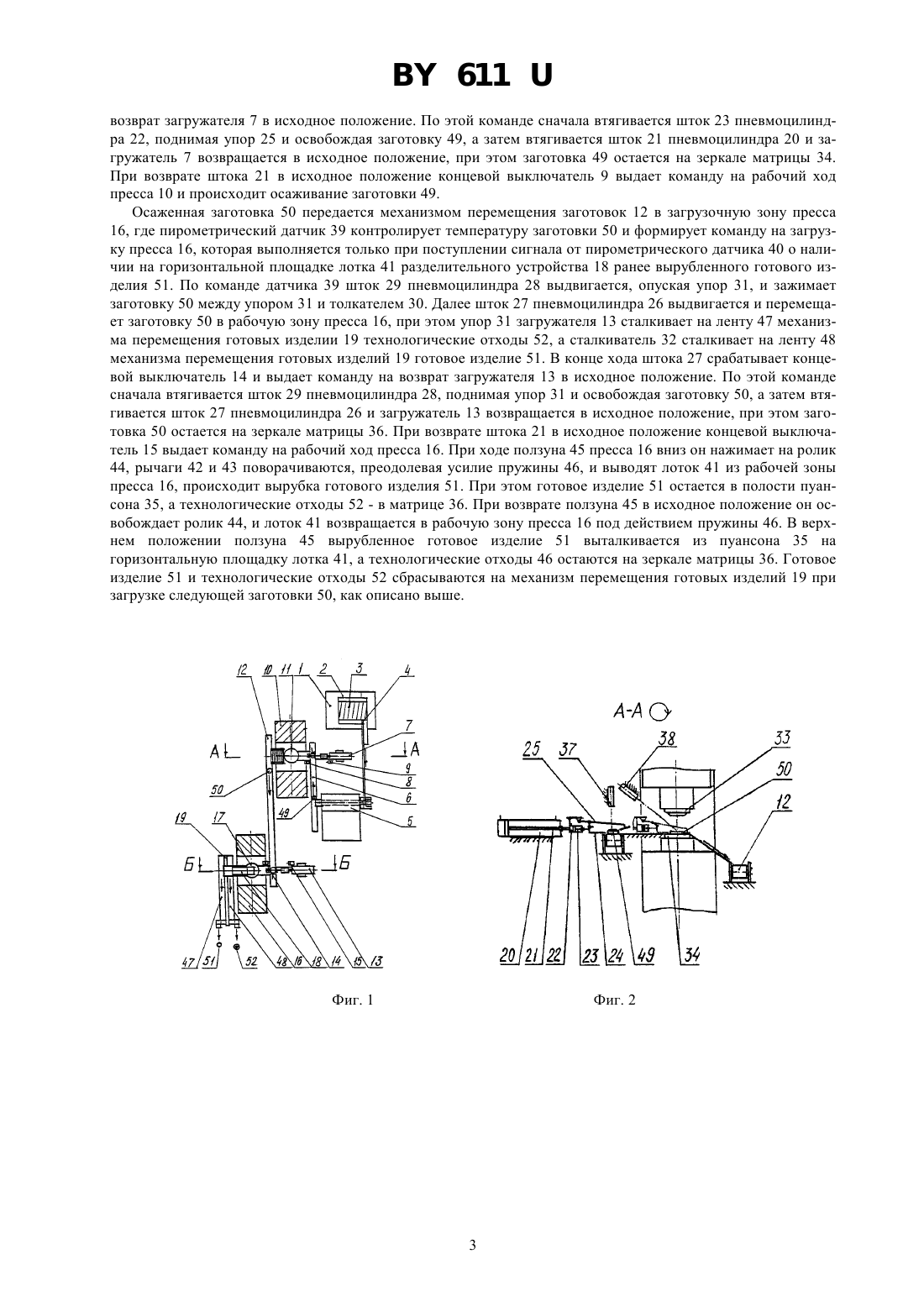
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ ПОКОВОК(71) Заявитель Открытое акционерное общество Минский подшипниковый завод(73) Патентообладатель Открытое акционерное общество Минский подшипниковый завод(57) 1. Автоматическая линия для горячей штамповки поковок, содержащая загрузочное устройство, индукционную печь, пресс для осаживания заготовки с загружателем, пресс для вырубки готового изделия с загружателем, механизмы перемещения заготовок, механизм перемещения готового изделия, систему датчиков, отличающаяся тем, что линия снабжена устройством разделения готового изделия и технологических отходов, при этом загружатель пресса для вырубки готового изделия снабжен сталкивателем, а на позициях загрузки прессов установлены пирометрические датчики. 2. Линия по п. 1, отличающаяся тем, что устройство разделения готового изделия и технологических отходов выполнено в виде наклонного изогнутого лотка и системы рычагов, один из которых шарнирно связан с ползуном пресса для вырубки готового изделия, а второй подпружинен. 611 Полезная модель относится к области машиностроения, в частности к обработке металлов давлением. Известна автоматическая линия для горячей штамповки поковок 1, содержащая загрузочное устройство, ориентирующее устройство, индукционный нагреватель, устройство для штамповки поковок, устройство для обрезки технологических отходов, два промышленных робота, систему датчиков. Недостатком является отсутствие разделения готовой продукции и технологических отходов. Это приводит к необходимости применения дополнительного технологического оборудования, что влияет на стоимость изделий. Также в известной линии отсутствует контроль температуры заготовок, что приводит к нестабильности размеров поковок и поломкам штампов. В основу создания полезной модели поставлена задача создать линию для горячей штамповки поковок,позволяющую производить разделение готового изделия и технологических отходов и контролировать температуру заготовок. Поставленная задача достигается тем, что линия, содержащая установленные по ходу технологического процесса загрузочное устройство в виде бункера, тракового подъемника и ориентирующего устройства, индукционную печь, механизм перемещения заготовки от индукционной печи к прессу для осаживания заготовки, пресс для осаживания с загружателем, механизм перемещения осаженных заготовок к прессу для вырубки готового изделия, пресс для вырубки готового изделия с загружателем, механизм перемещения готового изделия в технологическую тару, систему датчиков, согласно изобретения, содержит устройство разделения готового изделия и технологических отходов, выполненное в виде наклонного изогнутого лотка и системы рычагов, один из которых шарнирно связан с ползуном пресса для вырубки готового изделия, а второй подпружинен. Загружатель пресса для вырубки готового изделия снабжен сталкивателем. На позициях загрузки прессов установлены пирометрические датчики. Полезная модель поясняется чертежами. На фиг. 1 изображена автоматическая линия для горячей штамповки поковок, вид в плане на фиг. 2 - разрез А-А загрузочной зоны, рабочей зоны и зоны выгрузки пресса для осаживания чашеобразных дисков-заготовок на фиг. 3 - разрез Б-Б загрузочной зоны, рабочей зоны и зоны выгрузки пресса для вырубки готового изделия на фиг. 4 - исходная чашеобразная диск-заготовка и осаженная из нее заготовка под вырубку на фиг. 5 - готовое изделие с технологическими отходами. Автоматическая линия для горячей штамповки поковок содержит установленные по ходу технологического процесса загрузочное устройство 1 в виде бункера 2, тракового подъемника 3 и ориентирующего устройства 4, индукционную печь 5, механизм перемещения заготовок 6, загружатель 7 с концевыми выключателями 8 и 9, пресс 10 со штампом 11, механизм перемещения заготовок 12, загружатель 13 с концевыми выключателями 14 и 15, пресс 6 с вырубным штампом 17, разделительное устройство 18, механизм перемещения готовых изделий 19. Загружатель 7 состоит из пневмоциллиндра 20 и установленного на его штоке 21 пневмоцилиндра 22. Пневмоцилиндр 22 содержит шток 23 с жестко закрепленным на нем толкателем 24 и поворотный упор 25. Загружатель 13 состоит из пневмоцилиндра 26 и установленного на его штоке 27 пневмоцилиндра 28. Пневмоцилиндр 28 содержит шток 29 с жестко закрепленным на нем толкателем 30, поворотный упор 31 и сталкиватель 32. Штамп 11 состоит из пуансона 33 и матрицы 34. Вырубной штамп 17 состоит из пуансона 35 и матрицы 36. В загрузочной зоне пресса 10 установлены пирометрические датчики 37 и 38. Аналогично в загрузочной зоне пресса 16 установлены пирометрические датчики 39 и 40. Разделительное устройство 18 выполнено в виде изогнутого лотка 41, прикрепленного к рычагам 42 и 43,установленным на станине пресса 16. Рычаг 42 с помощью ролика 44 шарнирно связан с ползуном 45 пресса 16, а рычаг 43 подпружинен пружиной 46. Транспортер 19 содержит две раздельных ленты 47 и 48. Чашеобразные диски-заготовки 49 загружаются в бункер 2 загрузочного устройства 1, затем по траковому подъемнику 3 поступают в ориентирующее устройство 4, где они ориентируются, и далее в индукционный нагреватель 5. В индукционном нагревателе 5 заготовки 49 равномерно нагреваются до заданной температуры (800 С) и по одной сбрасываются на механизм перемещения заготовок 6, который доставляет их в загрузочную зону пресса 10. В загрузочной зоне пресса 10 пирометрический датчик 37 контролирует температуру заготовки 49 и формирует команду на загрузку пресса 10, которая выполняется только при поступлении сигнала от пирометрического датчика 38 о наличии на зеркале матрицы 34 ранее осаженной заготовки 50. По команде датчика 37 шток 23 пневмоцилиндра 22 выдвигается, опуская упор 25, и зажимает заготовку 49 между упором 25 и толкателем 24. Далее шток 21 пневмоцилиндра 20 выдвигается и перемещает заготовку 49 в рабочую зону пресса 10, при этом упор 25 сталкивает ранее осаженную заготовку 50 на механизм перемещения заготовок 12. В конце хода штока 21 срабатывает концевой выключатель 8 и выдает команду на 2 611 возврат загружателя 7 в исходное положение. По этой команде сначала втягивается шток 23 пневмоцилиндра 22, поднимая упор 25 и освобождая заготовку 49, а затем втягивается шток 21 пневмоцилиндра 20 и загружатель 7 возвращается в исходное положение, при этом заготовка 49 остается на зеркале матрицы 34. При возврате штока 21 в исходное положение концевой выключатель 9 выдает команду на рабочий ход пресса 10 и происходит осаживание заготовки 49. Осаженная заготовка 50 передается механизмом перемещения заготовок 12 в загрузочную зону пресса 16, где пирометрический датчик 39 контролирует температуру заготовки 50 и формирует команду на загрузку пресса 16, которая выполняется только при поступлении сигнала от пирометрического датчика 40 о наличии на горизонтальной площадке лотка 41 разделительного устройства 18 ранее вырубленного готового изделия 51. По команде датчика 39 шток 29 пневмоцилиндра 28 выдвигается, опуская упор 31, и зажимает заготовку 50 между упором 31 и толкателем 30. Далее шток 27 пневмоцилиндра 26 выдвигается и перемещает заготовку 50 в рабочую зону пресса 16, при этом упор 31 загружателя 13 сталкивает на ленту 47 механизма перемещения готовых изделии 19 технологические отходы 52, а сталкиватель 32 сталкивает на ленту 48 механизма перемещения готовых изделий 19 готовое изделие 51. В конце хода штока 27 срабатывает концевой выключатель 14 и выдает команду на возврат загружателя 13 в исходное положение. По этой команде сначала втягивается шток 29 пневмоцилиндра 28, поднимая упор 31 и освобождая заготовку 50, а затем втягивается шток 27 пневмоцилиндра 26 и загружатель 13 возвращается в исходное положение, при этом заготовка 50 остается на зеркале матрицы 36. При возврате штока 21 в исходное положение концевой выключатель 15 выдает команду на рабочий ход пресса 16. При ходе ползуна 45 пресса 16 вниз он нажимает на ролик 44, рычаги 42 и 43 поворачиваются, преодолевая усилие пружины 46, и выводят лоток 41 из рабочей зоны пресса 16, происходит вырубка готового изделия 51. При этом готовое изделие 51 остается в полости пуансона 35, а технологические отходы 52 - в матрице 36. При возврате ползуна 45 в исходное положение он освобождает ролик 44, и лоток 41 возвращается в рабочую зону пресса 16 под действием пружины 46. В верхнем положении ползуна 45 вырубленное готовое изделие 51 выталкивается из пуансона 35 на горизонтальную площадку лотка 41, а технологические отходы 46 остаются на зеркале матрицы 36. Готовое изделие 51 и технологические отходы 52 сбрасываются на механизм перемещения готовых изделий 19 при загрузке следующей заготовки 50, как описано выше. Национальный центр интеллектуальной собственности. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B21D 43/00
Метки: автоматическая, поковок, горячей, линия, штамповки
Код ссылки
<a href="https://by.patents.su/4-u611-avtomaticheskaya-liniya-dlya-goryachejj-shtampovki-pokovok.html" rel="bookmark" title="База патентов Беларуси">Автоматическая линия для горячей штамповки поковок</a>
Штамп для изготовления поковок шатуна
Номер патента: U 105
Опубликовано: 30.03.2000
Авторы: Горностай Анатолий Анатольевич, Юркевич Сергей Альбертович, Горностай Анатолий Васильевич, Гиль Николай Дмитриевич
МПК: B21K 1/12
Метки: поковок, штамп, изготовления, шатуна
Текст:
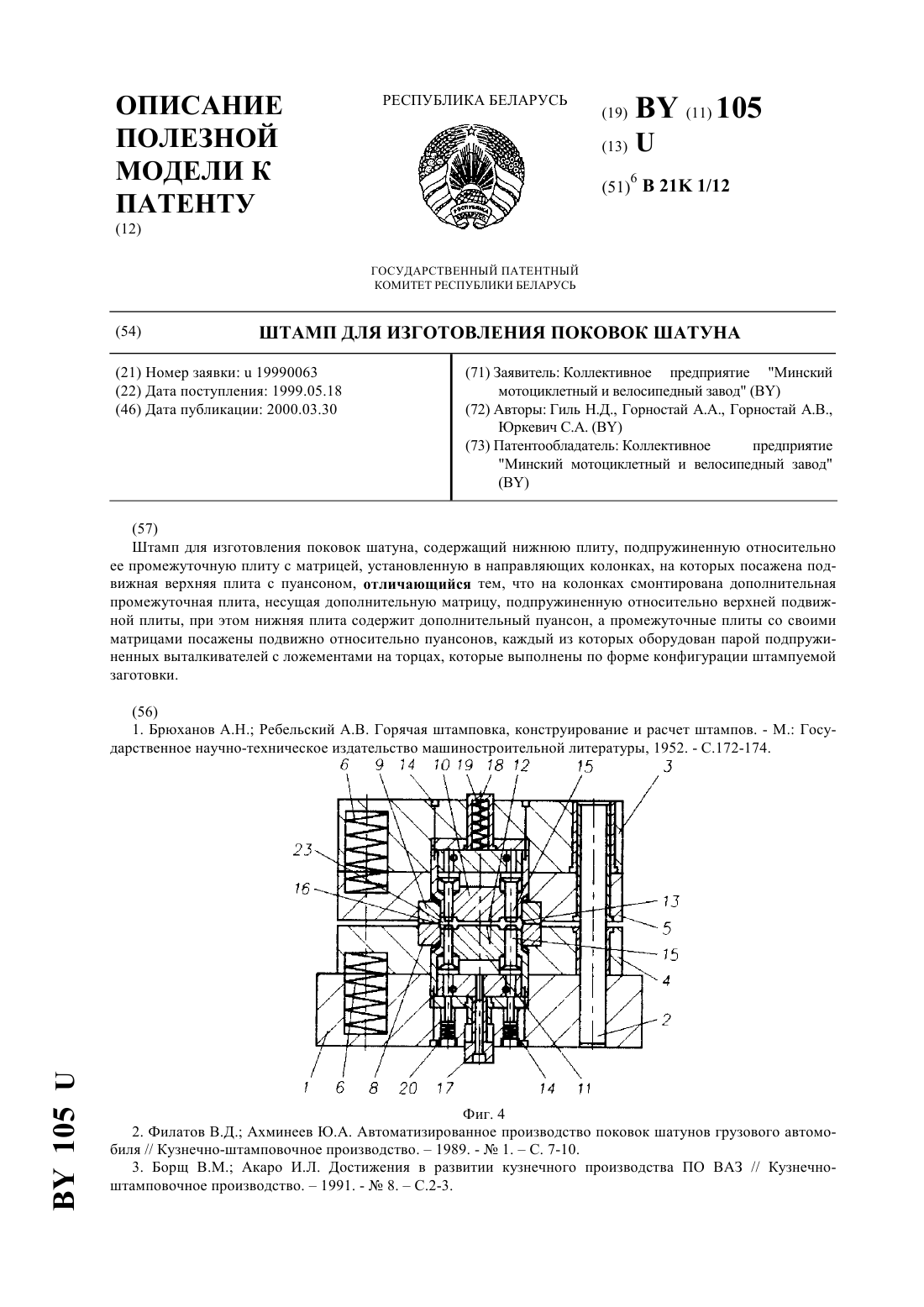
...поковкой шатуна фиг. 5 - элемент Б с фиг. 1 в увеличенном масштабе в разрезе фиг. 6 - элемент В с фиг. 1 в увеличенном масштабе в разрезе. Штамп для изготовления поковок шатуна содержит нижнюю плиту 1 (фиг. 1) с запрессованными в нее колонками 2, на которых установлена подвижная верхняя плита 3. В промежутке между нижней плитой 1 и подвижной верхней плитой 3 на колонках 2 на расстоянииот них посажены промежуточная плита 4 и дополнительная...
Штамп для изготовления поковок с удлиненной осью и отростком

Номер патента: U 60
Опубликовано: 30.12.1999
Авторы: Юркевич Сергей Альбертович, Горностай Анатолий Анатольевич, Гиль Николай Дмитриевич, Горностай Анатолий Васильевич
МПК: B21K 1/12
Метки: удлиненной, осью, поковок, штамп, изготовления, отростком
Текст:
...Завершается штамповка, вторым этапом, при неподвижном ручье с обжатием полуфабриката по всей гравюре на коротком участке рабочего хода, окончательно преобразуя его объем в поковку велошатуна. Продолжительность второго этапа устанавливается регулируемыми упорами, ограничивающими ход пуансона и подвижной верхней плиты. На фиг.1 показан продольный разрез предлагаемого штампа в исходном состоянии на фиг. 2 - вид А на фиг. 1 на фиг. 3 - продольный...
Линия для изготовления листового профиля
Номер патента: U 521
Опубликовано: 30.03.2002
Автор: Рудович Александр Олегович
Метки: профиля, изготовления, линия, листового
Текст:
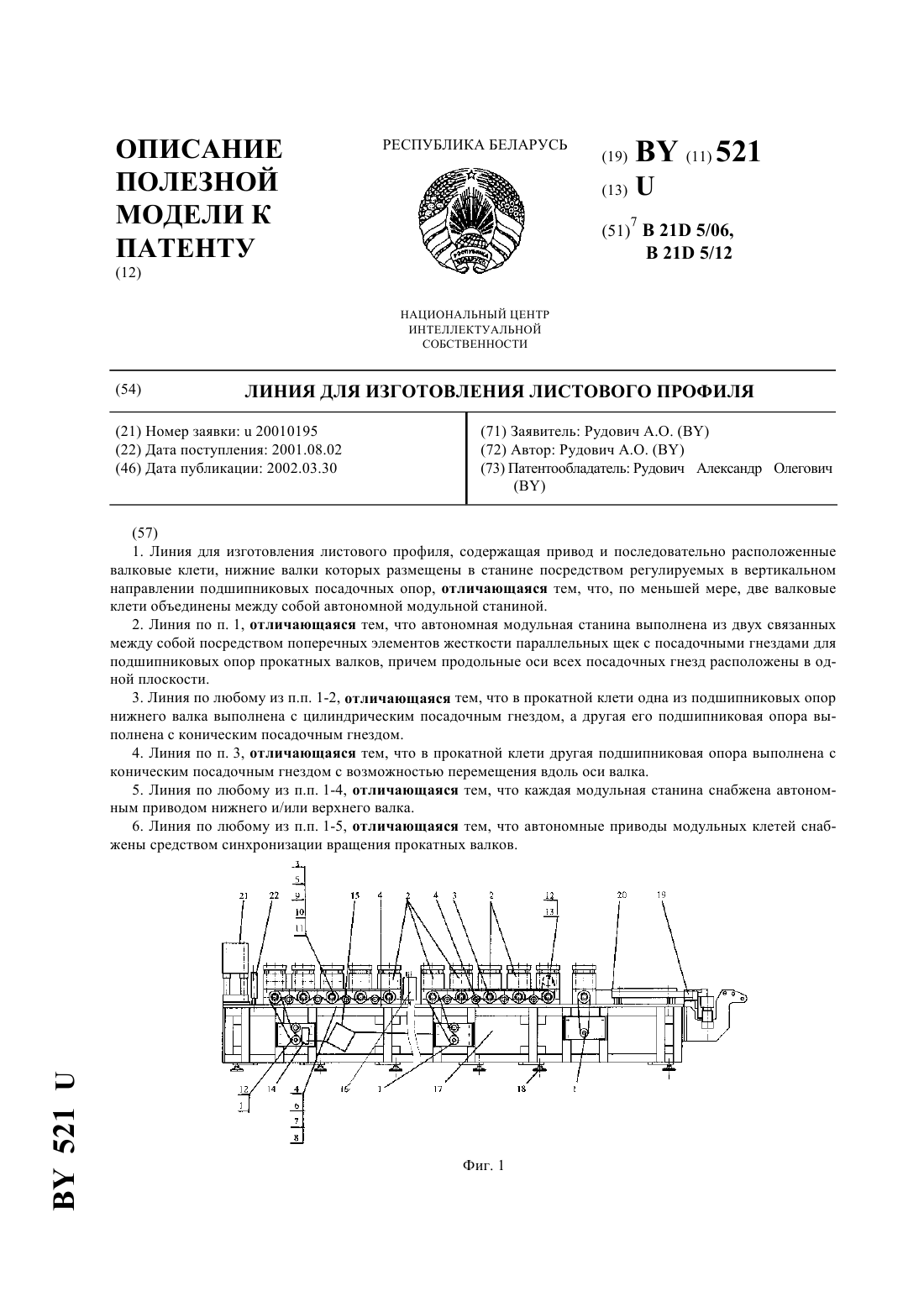
...Такая связь придает полезной модели новое качество и обуславливает ее промышленную применимость. Между отличительными признаками и техническим результатом имеется следующая причинноследственная связь наличие новых конструктивных признаков, их исполнение и взаимное расположение,конструкция заявленной полезной модели не только направлена на повышение качества, производительности, но и на расширение технологических возможностей изготовления...
Автоматическая автозаправочная станция
Номер патента: U 466
Опубликовано: 30.03.2002
Автор: Центер Александр Львович
МПК: B67D 5/00
Метки: станция, автоматическая, автозаправочная
Текст:
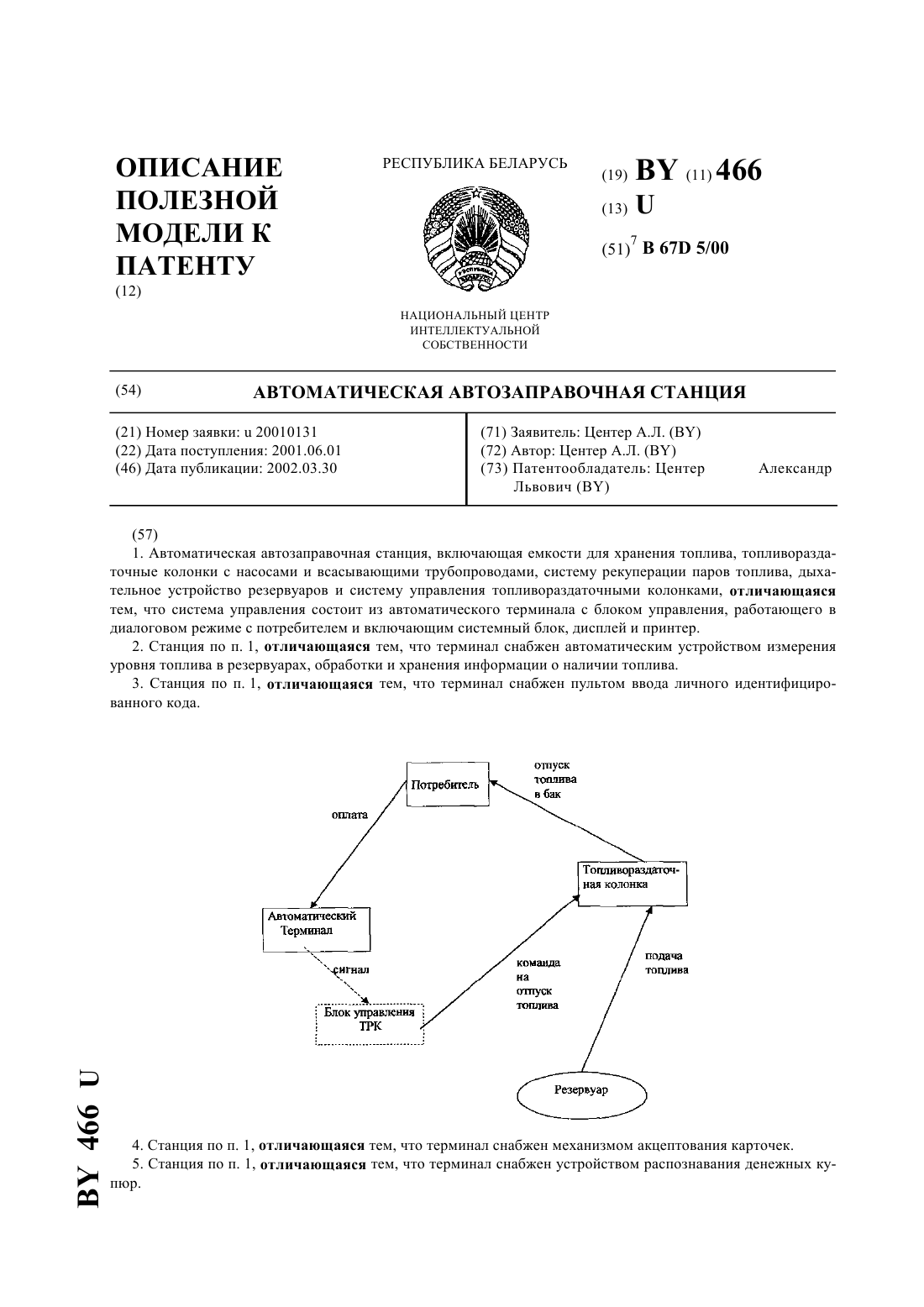
...топлива в резервуарах, обработки и хранения информации о наличии топлива в автозаправочной станции терминал снабжен пультом ввода личного идентифицированного кода в автозаправочной станции терминал снабжен механизмом акцептования карточек в автозаправочной станции терминал снабжен устройством распознавания денежных купюр в автозаправочной станции терминал снабжен устройством сохранения данных по расчетным операциям с клиентом и отпуском...
Автоматическая кормораздаточная установка для жидких кормов
Номер патента: U 522
Опубликовано: 30.03.2002
Авторы: Гируцкий Иван Иванович, Павловский Владимир Александрович
МПК: A01K 5/02
Метки: установка, жидких, автоматическая, кормораздаточная, кормов
Текст:
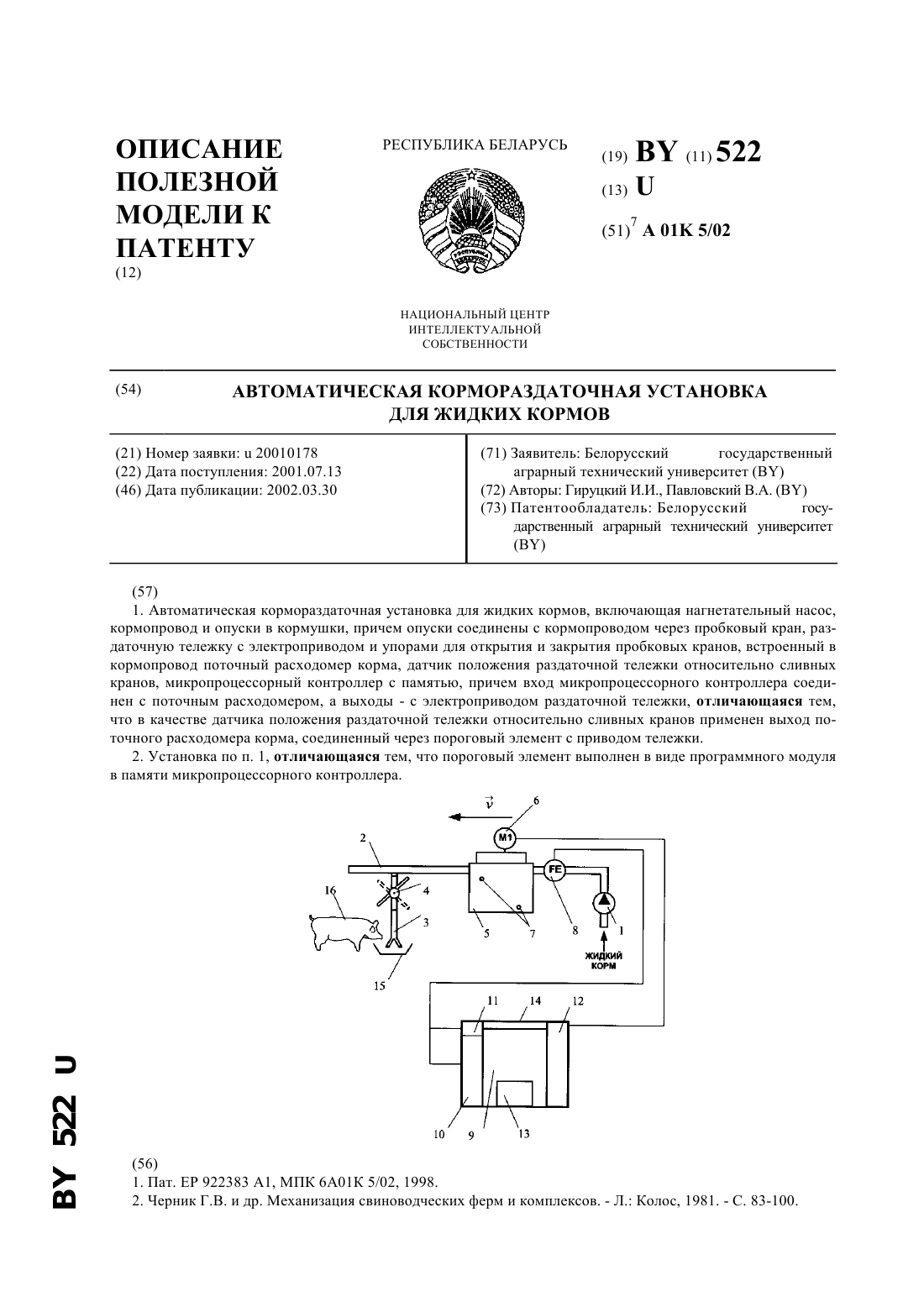
...предлагается автоматическая кормораздаточная установка для жидких кормов,включающая нагнетательный насос, кормопровод и спуски в кормушки, причем опуски соединены с кормопроводом через пробковый кран, раздаточную тележку с электроприводом и упорами для открытия и закрытия пробковых кранов, встроенный в кормопровод поточный расходомер корма, датчик положения раздаточной тележки относительно сливных кранов, микропроцессорный контроллер с...
Предыдущий патент: Система парового отопления
Следующий патент: Система охлаждения плазматрона
Случайный патент: Способ крепления образца на ступенчатом коническом концентраторе-волноводе для высокочастотных усталостных испытаний