Способ крепления образца на ступенчатом коническом концентраторе-волноводе для высокочастотных усталостных испытаний
Номер патента: 12691
Опубликовано: 30.12.2009
Авторы: Блохин Алексей Владимирович, Бельский Сергей Евграфович
Текст
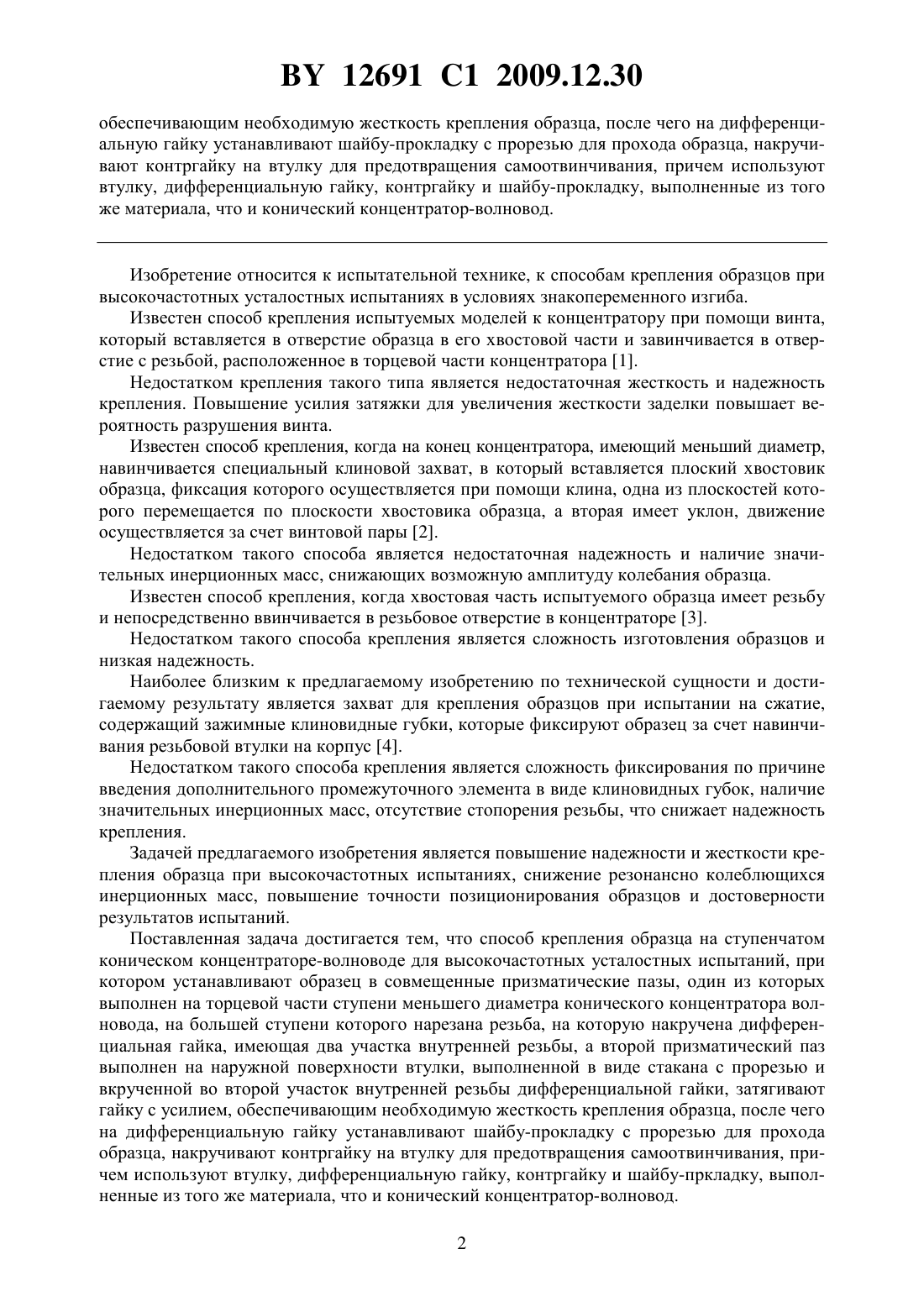
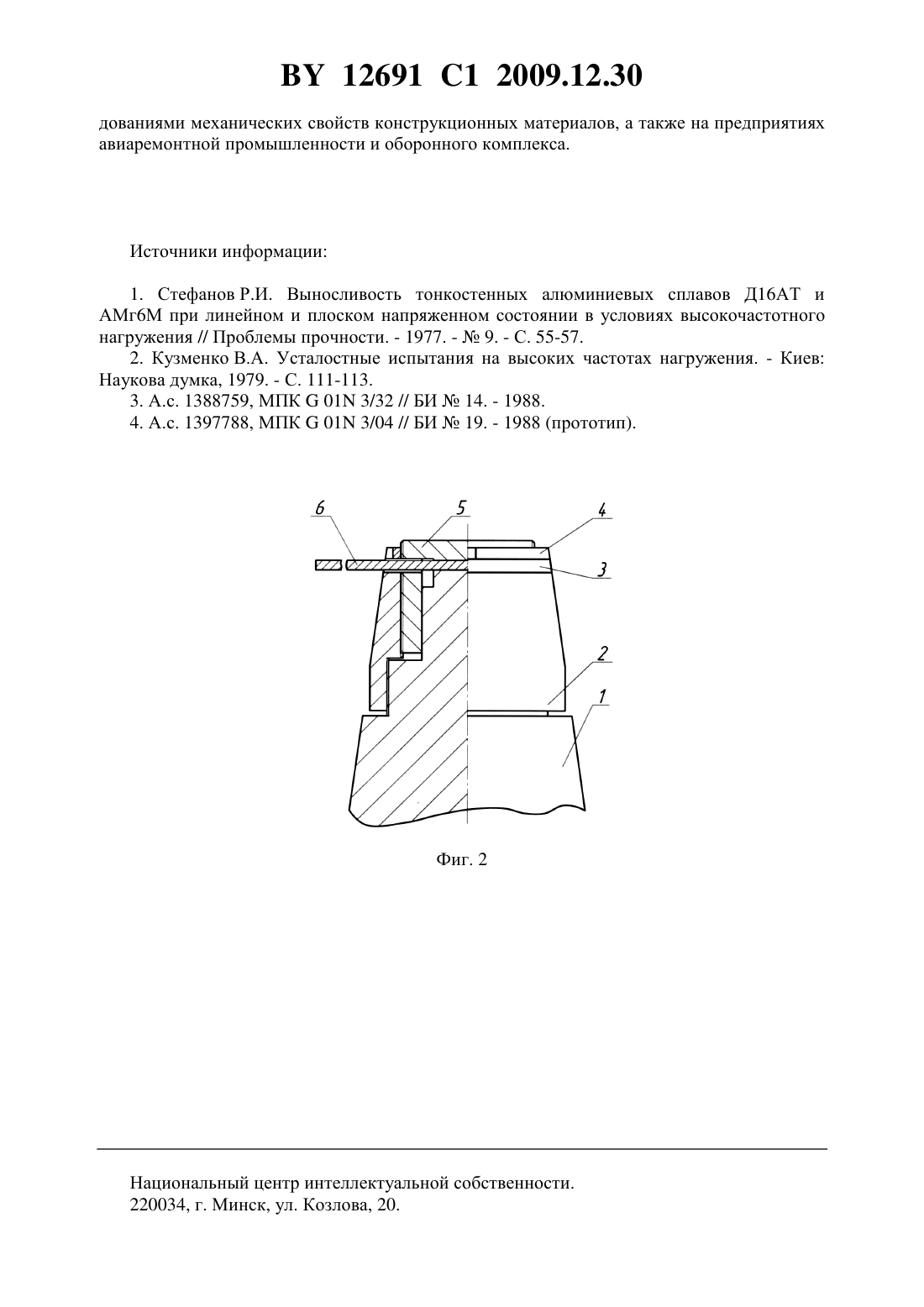
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ КРЕПЛЕНИЯ ОБРАЗЦА НА СТУПЕНЧАТОМ КОНИЧЕСКОМ КОНЦЕНТРАТОРЕ-ВОЛНОВОДЕ ДЛЯ ВЫСОКОЧАСТОТНЫХ УСТАЛОСТНЫХ ИСПЫТАНИЙ(71) Заявитель Учреждение образования Белорусский государственный технологический университет(72) Авторы Блохин Алексей Владимирович Бельский Сергей Евграфович(73) Патентообладатель Учреждение образования Белорусский государственный технологический университет(57) Способ крепления образца на ступенчатом коническом концентраторе-волноводе для высокочастотных усталостных испытаний, при котором устанавливают образец в совмещенные призматические пазы, один из которых выполнен на торцевой части ступени меньшего диаметра конического концентратора-волновода, на большей ступени которого нарезана резьба, на которую накручена дифференциальная гайка, имеющая два участка внутренней резьбы, а второй призматический паз выполнен на наружной поверхности втулки, выполненной в виде стакана с прорезью и вкрученной во второй участок внутренней резьбы дифференциальной гайки, затягивают дифференциальную гайку с усилием, Фиг. 1 12691 1 2009.12.30 обеспечивающим необходимую жесткость крепления образца, после чего на дифференциальную гайку устанавливают шайбу-прокладку с прорезью для прохода образца, накручивают контргайку на втулку для предотвращения самоотвинчивания, причем используют втулку, дифференциальную гайку, контргайку и шайбу-прокладку, выполненные из того же материала, что и конический концентратор-волновод. Изобретение относится к испытательной технике, к способам крепления образцов при высокочастотных усталостных испытаниях в условиях знакопеременного изгиба. Известен способ крепления испытуемых моделей к концентратору при помощи винта,который вставляется в отверстие образца в его хвостовой части и завинчивается в отверстие с резьбой, расположенное в торцевой части концентратора 1. Недостатком крепления такого типа является недостаточная жесткость и надежность крепления. Повышение усилия затяжки для увеличения жесткости заделки повышает вероятность разрушения винта. Известен способ крепления, когда на конец концентратора, имеющий меньший диаметр,навинчивается специальный клиновой захват, в который вставляется плоский хвостовик образца, фиксация которого осуществляется при помощи клина, одна из плоскостей которого перемещается по плоскости хвостовика образца, а вторая имеет уклон, движение осуществляется за счет винтовой пары 2. Недостатком такого способа является недостаточная надежность и наличие значительных инерционных масс, снижающих возможную амплитуду колебания образца. Известен способ крепления, когда хвостовая часть испытуемого образца имеет резьбу и непосредственно ввинчивается в резьбовое отверстие в концентраторе 3. Недостатком такого способа крепления является сложность изготовления образцов и низкая надежность. Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является захват для крепления образцов при испытании на сжатие,содержащий зажимные клиновидные губки, которые фиксируют образец за счет навинчивания резьбовой втулки на корпус 4. Недостатком такого способа крепления является сложность фиксирования по причине введения дополнительного промежуточного элемента в виде клиновидных губок, наличие значительных инерционных масс, отсутствие стопорения резьбы, что снижает надежность крепления. Задачей предлагаемого изобретения является повышение надежности и жесткости крепления образца при высокочастотных испытаниях, снижение резонансно колеблющихся инерционных масс, повышение точности позиционирования образцов и достоверности результатов испытаний. Поставленная задача достигается тем, что способ крепления образца на ступенчатом коническом концентраторе-волноводе для высокочастотных усталостных испытаний, при котором устанавливают образец в совмещенные призматические пазы, один из которых выполнен на торцевой части ступени меньшего диаметра конического концентратора волновода, на большей ступени которого нарезана резьба, на которую накручена дифференциальная гайка, имеющая два участка внутренней резьбы, а второй призматический паз выполнен на наружной поверхности втулки, выполненной в виде стакана с прорезью и вкрученной во второй участок внутренней резьбы дифференциальной гайки, затягивают гайку с усилием, обеспечивающим необходимую жесткость крепления образца, после чего на дифференциальную гайку устанавливают шайбу-прокладку с прорезью для прохода образца, накручивают контргайку на втулку для предотвращения самоотвинчивания, причем используют втулку, дифференциальную гайку, контргайку и шайбу-пркладку, выполненные из того же материала, что и конический концентратор-волновод. 2 12691 1 2009.12.30 Способ крепления образца при высокочастотных усталостных испытаниях в условиях нагружения знакопеременным изгибом поясняется чертежами фиг. 1 - конструкция элементов крепления образца при высокочастотных усталостных испытаниях, вид спереди фиг. 2 - конструкция элементов крепления образца при высокочастотных усталостных испытаниях, вид слева в разрезе. Конический концентратор-волновод 1 имеет ступенчатый хвостовик, на торцевой части ступени меньшего диаметра выполнен призматический паз, ширина которого определяется размером хвостовой части образца 6, а глубина составляет около 40 процентов высоты поперечного сечения. На ступени большего диаметра выполнен участок резьбы,на который накручивается дифференциальная гайка 2, которая имеет два участка внутренней резьбы с различным шагом и две лыски А на наружной конической поверхности под ключ. Отношение длин ступеней выбирается равным отношению шагов резьб дифференциальной гайки 2. Втулка 5 выполнена в виде стакана, имеющего прорезь для установки образца и призматический паз, имеющий аналогичную форму, как у концентратора-волновода 1. На наружной поверхности втулки 5 нарезана резьба. Контргайка 4 имеет на наружной поверхности четыре шлицевые прорези, расположенные через 90 градусов. Для снижения инерционно колеблющихся масс число полных витков резьбы контргайки принято равным трем. Шайба 3 имеет прорезь для установки образца. Высота шайбы выбирается в зависимости от высоты поперечного сечения образца 6 и от необходимых зазоров между образцом 6 и торцами дифференциальной гайки 2 и контргайки 4. Для снижения влияния элементов крепления на коэффициент усиления концентратора-волновода 1 дифференциальная гайка 2, втулка 5, шайба 3 и контргайка 4 выполняются из материала концентратора-волновода 1, а образующие их наружной поверхности являются продолжением образующей концентратора-волновода 1. Крепление работает следующим образом. Дифференциальная гайка 2 накручивается на 1,5-2 витка на концентратор-волновод 1. Втулка 5 вкручивается на 2-3 в дифференциальную гайку 2 таким образом, чтобы совместить призматические пазы втулки 5 и концентратора-волновода 1. Далее, придерживая втулку 5 от прокручивания, затягивают дифференциальную гайку 2 практически полностью, оставляя необходимый зазор для установки образца 6. Образец 6 вставляется в прорезь во втулке 5 и совмещается с пазами на хвостовике концентратора-волновода 1 и во втулке 5, после чего затягивают дифференциальную гайку 2 с усилием, создающим напряжения растяжения в теле дифференциальной гайки 2 и втулки 5, обеспечивающие необходимый уровень жесткости заделки. Для предотвращения самоотвинчивания в процессе испытания на наружную резьбу втулки 5 навинчивается контргайка 4 и тем самым обеспечивает относительную неподвижность дифференциальной гайки 2 и втулки 5. Между дифференциальной гайкой 2 и контргайкой 4 устанавливается шайба 3 с прорезью, через которую выходит консольная часть образца 6. Дифференциальную гайку 2 относительно концентратора-волновода 1 фиксирует хвостовая часть образца, которая находится одновременно в призматических пазах втулки 5 и торцевой части концентратора-волновода 1. Применение предлагаемого способа крепления образца при высокочастотных усталостных испытаниях в условиях нагружения знакопеременным изгибом позволит повысить жесткость и надежность крепления, снизить инерционно колеблющиеся массы, повысить точность позиционирования образца, что позволит повысить эффективность и достоверность испытаний. Предлагаемый способ крепления можно использовать при определении усталостных характеристик различных конструкционных материалов, как металлических, так и неметаллических, в различных научно-исследовательских лабораториях, занимающихся иссле 3 12691 1 2009.12.30 дованиями механических свойств конструкционных материалов, а также на предприятиях авиаремонтной промышленности и оборонного комплекса. Источники информации 1. Стефанов Р.И. Выносливость тонкостенных алюминиевых сплавов Д 16 АТ и АМг 6 М при линейном и плоском напряженном состоянии в условиях высокочастотного нагружения // Проблемы прочности. - 1977. -9. - С. 55-57. 2. Кузменко В.А. Усталостные испытания на высоких частотах нагружения. - Киев Наукова думка, 1979. - С. 111-113. 3. А.с. 1388759, МПК 01 3/32 // БИ 14. - 1988. 4. А.с. 1397788, МПК 01 3/04 // БИ 19. - 1988 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: G01N 3/00
Метки: концентраторе-волноводе, испытаний, высокочастотных, способ, образца, ступенчатом, усталостных, коническом, крепления
Код ссылки
<a href="https://by.patents.su/4-12691-sposob-krepleniya-obrazca-na-stupenchatom-konicheskom-koncentratore-volnovode-dlya-vysokochastotnyh-ustalostnyh-ispytanijj.html" rel="bookmark" title="База патентов Беларуси">Способ крепления образца на ступенчатом коническом концентраторе-волноводе для высокочастотных усталостных испытаний</a>
Устройство для вибрационных усталостных испытаний изделий
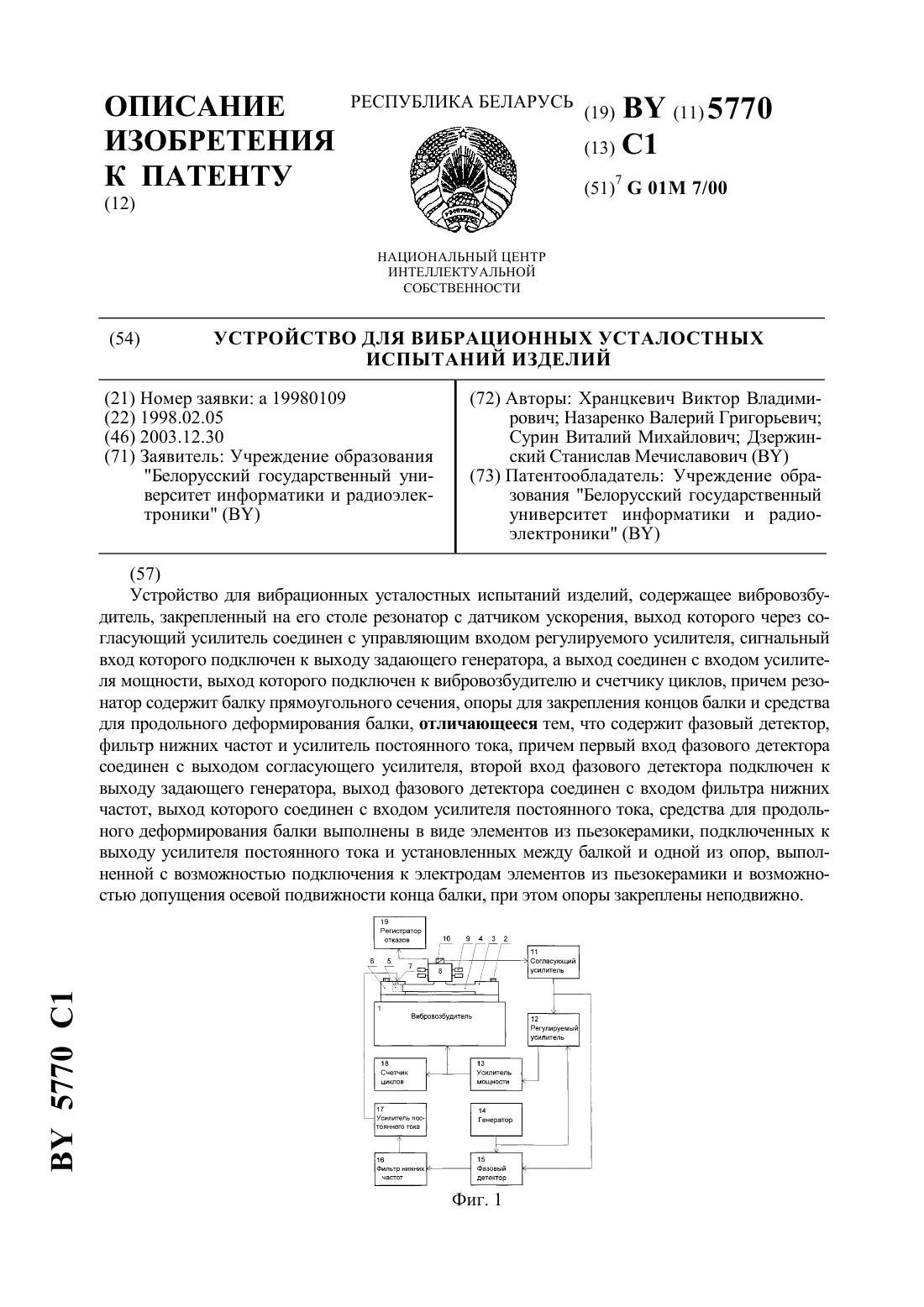
Номер патента: 5770
Опубликовано: 30.12.2003
Авторы: Назаренко Валерий Григорьевич, Хранцкевич Виктор Владимирович, Дзержинский Станислав Мечиславович, Сурин Виталий Михайлович
МПК: G01M 7/00
Метки: изделий, вибрационных, усталостных, испытаний, устройство
Текст:
...болтами 2 закреплен резонатор 3, имеющий балку 4 прямоугольного сечения и средства для ее продольного деформирования, выполненные в виде пьезокерамических элементов 5, установленных между опорой 6 с прорезью 7 для подключения к электродам элементов и балкой 4, на которой закреплено приспособление 8 с испытуемыми элементами 9 и датчиком ускорения 10. Кроме того, имеется согласующий усилитель 11, регулируемый усилитель 12, усилитель мощности...
Шихта керамического материала для высокочастотных термокомпенсирующих конденсаторов и способ его получения
Номер патента: 1695
Опубликовано: 30.06.1997
Авторы: Костомаров Владимир Степанович, Самойлов Владимир Васильевич, Голубцова Лидия Александровна
МПК: H01G 4/12, C04B 35/00
Метки: способ, высокочастотных, керамического, термокомпенсирующих, получения, конденсаторов, шихта, материала
Текст:
...Т 3 36-45,75 3 0,05-0,1525 2-6 1,6-3,1 33 2,4-4,3,а в способе получения керамического материала для высокочастотных термокомпенсирующих конденсаторов,заключающемся в приготовлении шихты путем смешивания ее компонентов, последующей термообработке,формовании из шихты заготовок и их обжиге, вышеуказанный технический результат обеспечивается тем,что при приготовлении шихты предварительно осуществляют гидротермальную обработкуи 33 путем их...
Керамический материал, преимущественно для высокочастотных конденсаторов, и способ его изготовления
Номер патента: 958
Опубликовано: 15.12.1995
Авторы: Костомаров Владимир Степанович, Егоров Леонид Ильич, Бурилова Вера Владимировна
МПК: C04B 35/46, H01G 4/12
Метки: материал, способ, конденсаторов, керамический, преимущественно, высокочастотных, изготовления
Текст:
...воде при 75-100 С с последующей сушкой при 100-120 С до сыпучего состояния.В данном случае повышение диэлектрической проницаемости, обеспечение возможности корректировки ТКЕ материала в широком интервале значешш при одновременном улучшении технологичности и сгшжении трудоемкости изготовлегшя материала посыпается в результате того, что основной керамический спек (1-х) ВаЫа 2 Т 14 О 12 - х 31203 ЗТЮ получают однократным высокотемпературным...
Способ подготовки образца телескопического паяного соединения к испытанию
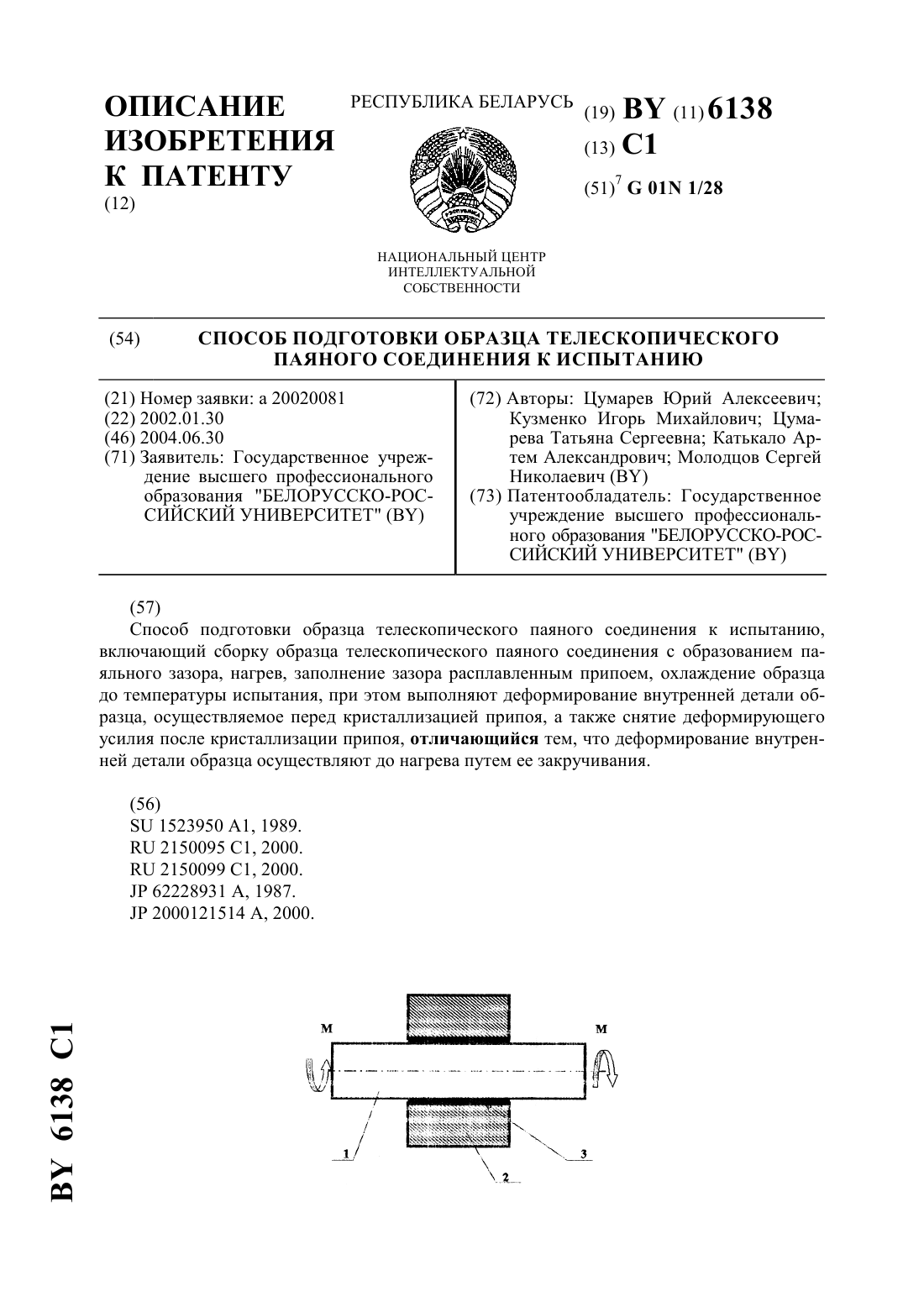
Номер патента: 6138
Опубликовано: 30.06.2004
Авторы: Цумарев Юрий Алексеевич, Катькало Артем Александрович, Молодцов Сергей Николаевич, Кузменко Игорь Михайлович, Цумарева Татьяна Сергеевна
МПК: G01N 1/28
Метки: паяного, образца, подготовки, испытанию, соединения, способ, телескопического
Текст:
...испытываемого соединения. Поэтому нагрев при пайке вспомогательного элемента может оказать заметное влияние на структуру и механические свойства материала паяемых деталей и тем самым сказаться на результатах испытания. Задачей изобретения является снижение стоимости, повышение достоверности результатов испытания и расширение диапазона остаточных напряжений, наводимых в образце. Поставленная задача достигается тем, что в способе подготовки...
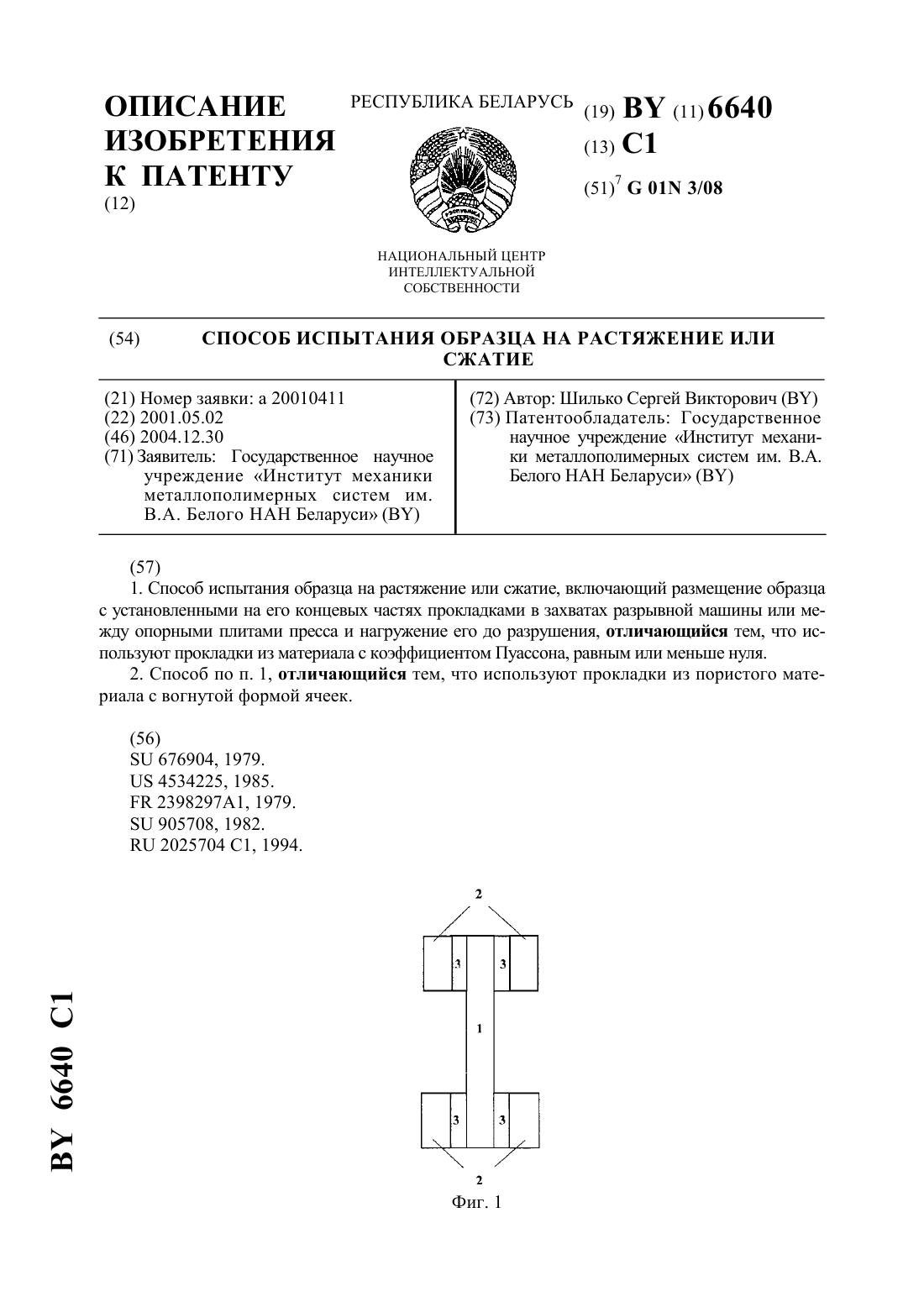
Способ испытания образца на растяжение или сжатие
Номер патента: 6640
Опубликовано: 30.12.2004
Автор: Шилько Сергей Викторович
МПК: G01N 3/08
Метки: или, образца, испытания, способ, растяжение, сжатие
Текст:
...схема установки прокладок при сжатии. Как показано на фиг. 1, при испытании на растяжение нагрузка на образец 1 от захватов 2 силовозбудителя (на фигуре не показан) передается через две пары прокладок 3. Аналогично в соответствии с фиг. 2, при испытании на сжатие нагрузка на образец 1 посредством пары прокладок 3 передается со стороны опорных плит 4. Силы трения, возникающие при сжатии концевых частей образца, пропорциональны поперечным...
Предыдущий патент: Средство для снижения уровня гомоцистеина при гипергомоцистеинемии
Следующий патент: Установка для ускоренных испытаний ленточных пил
Случайный патент: Конструкция дорожной одежды ремонтируемого ездового полотна на мостовом сооружении