Устройство для заточки ножей
Номер патента: U 5551
Опубликовано: 30.10.2009
Авторы: Алампиев Олег Александрович, Андросенко Александр Павлович, Кротиков Сергей Петрович, Шейбут Геннадий Евгеньевич
Текст
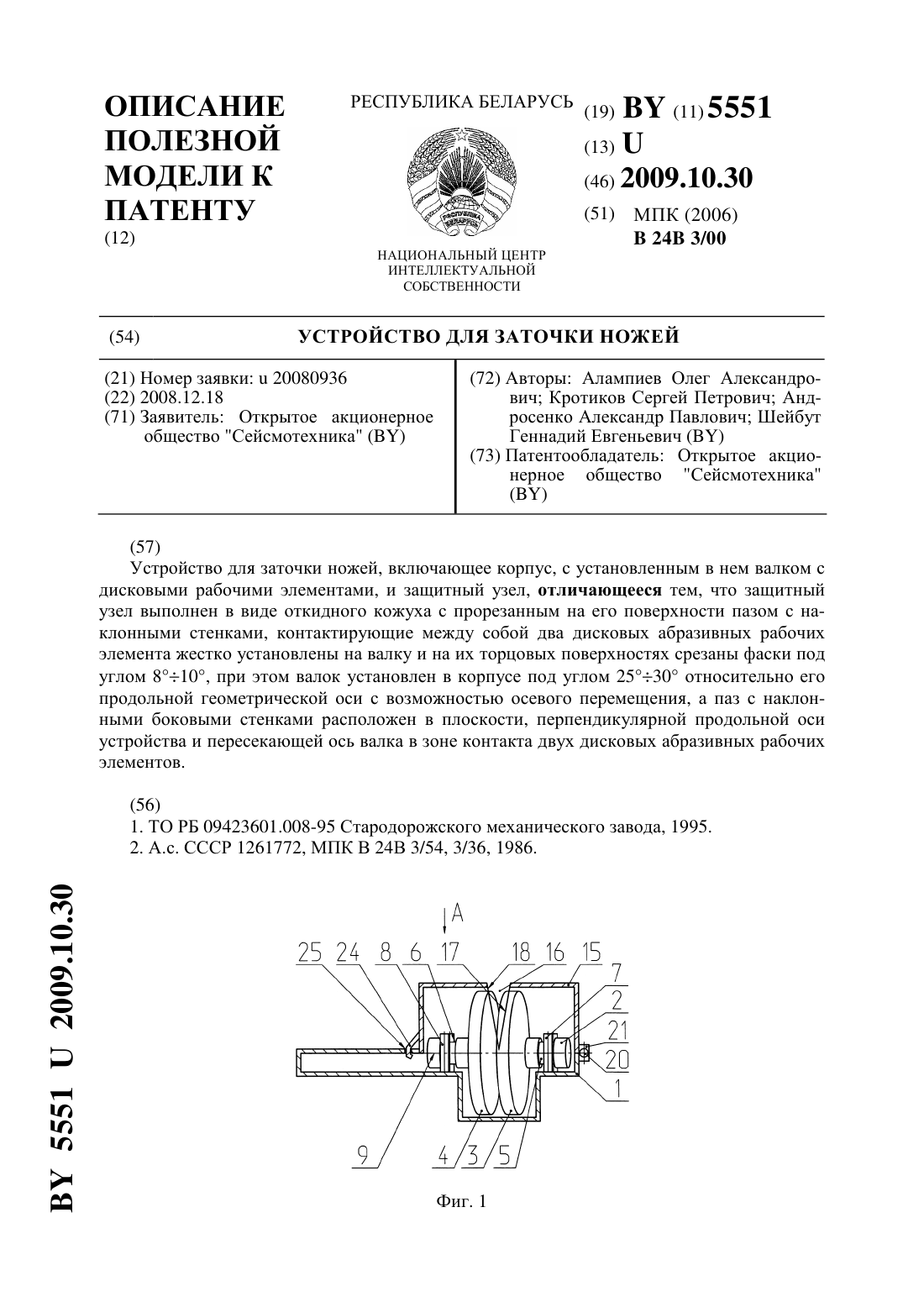
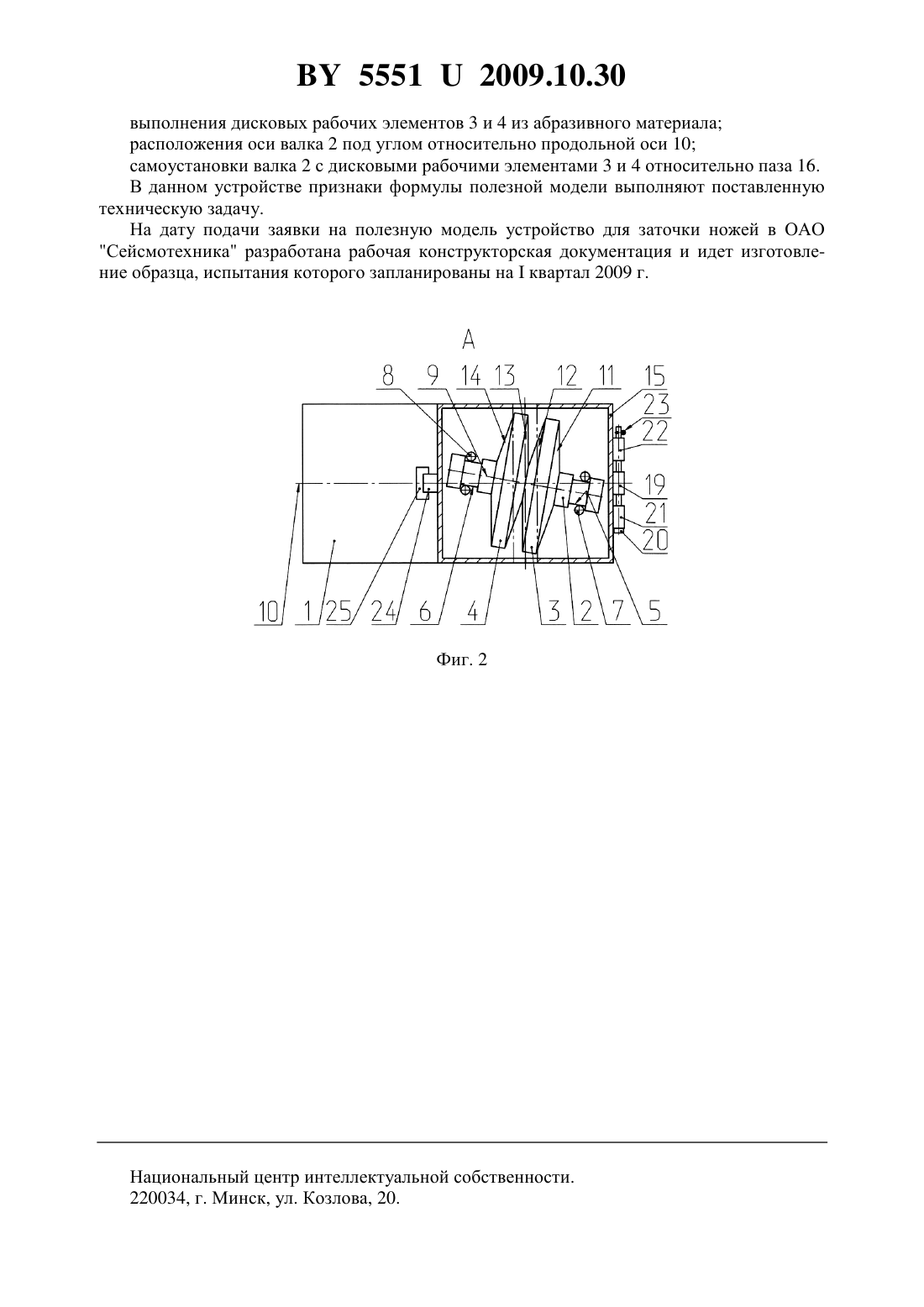
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ЗАТОЧКИ НОЖЕЙ(71) Заявитель Открытое акционерное общество Сейсмотехника(72) Авторы Алампиев Олег Александрович Кротиков Сергей Петрович Андросенко Александр Павлович Шейбут Геннадий Евгеньевич(73) Патентообладатель Открытое акционерное общество Сейсмотехника(57) Устройство для заточки ножей, включающее корпус, с установленным в нем валком с дисковыми рабочими элементами, и защитный узел, отличающееся тем, что защитный узел выполнен в виде откидного кожуха с прорезанным на его поверхности пазом с наклонными стенками, контактирующие между собой два дисковых абразивных рабочих элемента жестко установлены на валку и на их торцовых поверхностях срезаны фаски под углом 810, при этом валок установлен в корпусе под углом 2530 относительно его продольной геометрической оси с возможностью осевого перемещения, а паз с наклонными боковыми стенками расположен в плоскости, перпендикулярной продольной оси устройства и пересекающей ось валка в зоне контакта двух дисковых абразивных рабочих элементов. 55512009.10.30 Полезная модель относится к области шлифования и касается заточки прямолинейных режущих кромок, в частности бытовых ножей, топоров, кос, тяпок и ножниц. Известно устройство для заточки ножей 1, включающее корпус в котором на двух параллельных валках установлены дисковые рабочие элементы, выполненные из инструментальной стали. Между дисковыми рабочими элементами установлены на валках шайбы, при этом суммарная толщина шайб, расположенных между дисковыми элементами,превышает на 0,5 мм толщину дисковых рабочих элементов. На валках дисковые рабочие элементы установлены таким образом, что они могут наклоняться вдоль валков и их наружные диаметры заходят друг за друга на величину 1,52 мм. Устройство работает следующим образом. Затачиваемый нож лезвием вводят до контакта с дисковыми рабочими элементами. Затем, перемещая затачиваемый нож или другой любой инструмент с прямолинейными режущими кромками, возвратно-поступательно вдоль поверхности дисковых рабочих элементов, производят заточку. Дисковые рабочие элементы, отклоняясь на угол ориентировочно 75-82, при взаимодействии с лезвием ножа производят его заточку. Недостатком данного устройства является низкое качество заточки по причине взаимодействия двух закаленных стальных поверхностей, а также неравномерности контакта поверхностей с лезвием затачиваемого инструмента. Наиболее близким по технической сущности и достигаемому результату является устройство для заточки ножей 2, включающее корпус, в котором установлены и закреплены два параллельных валка. На валках свободно установлены дисковые рабочие элементы, между которыми расположены шайбы. На корпусе в верхней его части установлены два предохранителя, выполненные в виде пластин, которые могут перемещаться вдоль корпуса. Так как оптимальный задний угол при обработке стали составляет 8-15, то угол наклона дисковых рабочих элементов будет равен 90- (8-15)75-82. Устройство работает следующим образом. Затачиваемый нож вводят в промежуток между предохранителями до контакта его лезвия с дисковыми рабочими элементами. Затем, перемещая затачиваемый нож возвратно-поступательно вдоль поверхности дисковых рабочих элементов, производят заточку. Дисковые рабочие элементы, отклоняясь на угол 75-82 при взаимодействии с лезвием ножа, обеспечивают образование оптимального заднего угла на своих режущих кромках, при этом обеспечивая его заточку. Недостатком данного устройства является следующее. Из практики достаточно ясно,что заточку ножей, тяпок, ножниц и др. с прямолинейными режущими кромками производят абразивными брусками. А поскольку дисковые рабочие элементы выполнены из стали, то это снижает качество заточки. Дополнительно качество заточки снижается по причине отклонения дисковых рабочих элементов на разные углы, что не обеспечивает постоянный равномерный контакт их рабочих кромок с лезвием ножа. Техническая задача, на решение которой направлена заявляемая полезная модель устранение вышеуказанных недостатков, а именно повышение качества заточки устройства для заточки ножей. Решение технической задачи достигается тем, что в устройстве для заточки ножей,включающем корпус, с установленным в нем валком с дисковыми рабочими элементами,и защитный узел, который выполнен в виде откидного кожуха, с прорезанным на его поверхности пазом с наклонными стенками, контактирующие между собой два дисковых,абразивных рабочих элемента жестко установлены на валку и на их торцовых поверхностях срезаны фаски под углом 810, при этом валок установлен в корпусе под углом 1015 относительно его продольной геометрической оси с возможностью осевого перемещения, а паз с наклонными боковыми стенками расположен в плоскости, перпендику 2 55512009.10.30 лярной продольной оси устройства и пересекающей ось валка в зоне контакта двух дисковых абразивных рабочих элементов. Сущность полезной модели поясняется чертежами, где на фиг. 1 представлен общий вид устройства, а на фиг. 2 - вид по стрелке А на фиг. 1. Устройство для заточки ножей содержит корпус 1 (см. фиг. 1 и 2), в котором расположен валок 2. На наружном диаметре валка 2 установлены дисковые рабочие элементы 3 и 4, которые жестко соединены с валком 2, при этом на валке 2 выполнены кольцевые проточки 5 и 6. На корпусе 1 установлены две пары штифтов 7 и 8, которые размещаются в кольцевых проточках 5 и 6 и обеспечивают при этом фиксацию валка 2 в корпусе 1, а также возможность его осевого перемещения. Ось 9 валка расположена относительно продольной геометрической оси 10 устройства под углом 1015 и установлена на двух парах штифтов 7 и 8 с возможностью поворота. На каждом дисковом рабочем элементе 3 и 4 выполнены на боковых поверхностях фаски 11, 12, 13 и 14, а сами элементы изготовлены из абразивного материала. В верхней части корпуса 1 установлен защитный узел 15, в котором в средней его части прорезан паз 16 с наклонными стенками 17 и 18. Паз 16 расположен в плоскости, перпендикулярной продольной оси 10 и пересекающей ось 9 валка 2 в зоне контакта дисковых рабочих элементов 3 и 4. Защитный узел 15 посредством своего кронштейна 19 оси 20, кронштейнов 21 и 22 корпуса 1 и стопорного кольца 23 шарнирно соединен с корпусом 1, а на противоположной его стороне установлен фиксатор 24 с пазом 25 его размещения и фиксации. Устройство работает следующим образом. Первоначально на оси 20, расположенной в кронштейнах 21 и 22 поворачивают защитный узел 15 на 180 до контакта его нижней части с верхней частью корпуса 1, при этом фиксатор 24 входит в паз 25, чем обеспечивается его надежная фиксация. Стопорное кольцо 23 удерживает ось 20 от выпадания, а кронштейн 19 удерживает сам защитный узел 15 на оси 20. При закрытом положении защитного узла 15 его паз 16 со своими наклонными стенками 17 и 18 располагается между дисковыми рабочими элементами 3 и 4, при этом дополнительно обеспечивается расположение паза 16 между дисковыми рабочими элементами за счет выполненных на валке 2 кольцевых проточек 5 и 6, контактирующих с двумя парами штифтов 7 и 8. Наклонные стенки 17 и 18 открывают доступ к плоскостям фасок 12 и 13. В процессе заточки ножа (на фиг. не показан) его лезвие вводят в наклонный паз 16 до контакта с поверхностями фасок 12 и 13 и, производя возвратно-поступательное движение, производят заточку. Поскольку ось 9 валка 2 расположена под углом 1015 относительно оси 10 устройства и выполненным на боковых поверхностях дисковых рабочих элементов 3 и 4 фаскам 12 и 13 происходит одновременная заточка обоих сторон лезвия ножа. В случае износа поверхностей фасок 12 и 13 дисковых рабочих элементов 3 и 4 валок 2 извлекают и переустанавливают дисковые рабочие элементы 3 и 4 таким образом, чтобы фаски 11 и 14 расположились смежно и обеспечивали заточку. Таким образом, в устройстве для заточки ножей, включающем корпус 1 с установленным в нем валком 2 с дисковыми рабочими элементами 3 и 4 и защитный узел 15, который выполнен в виде откидного кожуха с прорезанным на его поверхности пазом 16 с наклонными стенками 17 и 18, контактирующие между собой два дисковых абразивных рабочих элемента 3 и 4, жестко установлены на валку 2 и на их торцовых поверхностях срезаны фаски 11, 12, 13 и 14 под углом 810, при этом валок 2 установлен в корпусе 1 под углом 1015, относительно его продольной оси 10 с возможностью осевого перемещения, а паз 16 с наклонными боковыми стенками 17 и 18 расположен в плоскости, перпендикулярной продольной оси 10 устройства и пересекающей ось валка 9 в зоне контакта дисковых абразивных рабочих элементов 3 и 4 обеспечивается качественная заточка ножей в результате 3 55512009.10.30 выполнения дисковых рабочих элементов 3 и 4 из абразивного материала расположения оси валка 2 под углом относительно продольной оси 10 самоустановки валка 2 с дисковыми рабочими элементами 3 и 4 относительно паза 16. В данном устройстве признаки формулы полезной модели выполняют поставленную техническую задачу. На дату подачи заявки на полезную модель устройство для заточки ножей в ОАО Сейсмотехника разработана рабочая конструкторская документация и идет изготовление образца, испытания которого запланированы наквартал 2009 г. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B24B 3/00
Метки: ножей, заточки, устройство
Код ссылки
<a href="https://by.patents.su/4-u5551-ustrojjstvo-dlya-zatochki-nozhejj.html" rel="bookmark" title="База патентов Беларуси">Устройство для заточки ножей</a>
Устройство для заточки ножей барабанного измельчителя

Номер патента: 7504
Опубликовано: 30.12.2005
Авторы: Агиевич Василий Михайлович, Шуринов Валентин Алексеевич, Рехлицкий Олег Валентинович, Паршиков Николай Павлович
МПК: A01F 29/22
Метки: ножей, барабанного, измельчителя, заточки, устройство
Текст:
...вдоль продольной оси барабанного измельчителя, и привод каретки, содержащий двигатель, вал которого связан с бесконечной гибкой связью, взаимодействующей с корпусом каретки, взаимодействие корпуса каретки с бесконечной гибкой связью осуществлено с помощью ролика, установленного на кронштейне, закрепленном на гибкой связи, и упоров, установленных на корпусе каретки, причем упоры расположены и выполнены таким образом, что ролик...
Устройство для заточки ножей дискового измельчителя
Номер патента: 12081
Опубликовано: 30.06.2009
Авторы: Пигенко Владислав Анатольевич, Жмайлик Валерий Алексеевич, Давиденко Михаил Николаевич, Чупрынин Юрий Вячеславович, Дюжев Андрей Анисимович, Рехлицкий Олег Валентинович
МПК: A01D 41/00, A01F 29/00
Метки: заточки, устройство, измельчителя, дискового, ножей
Текст:
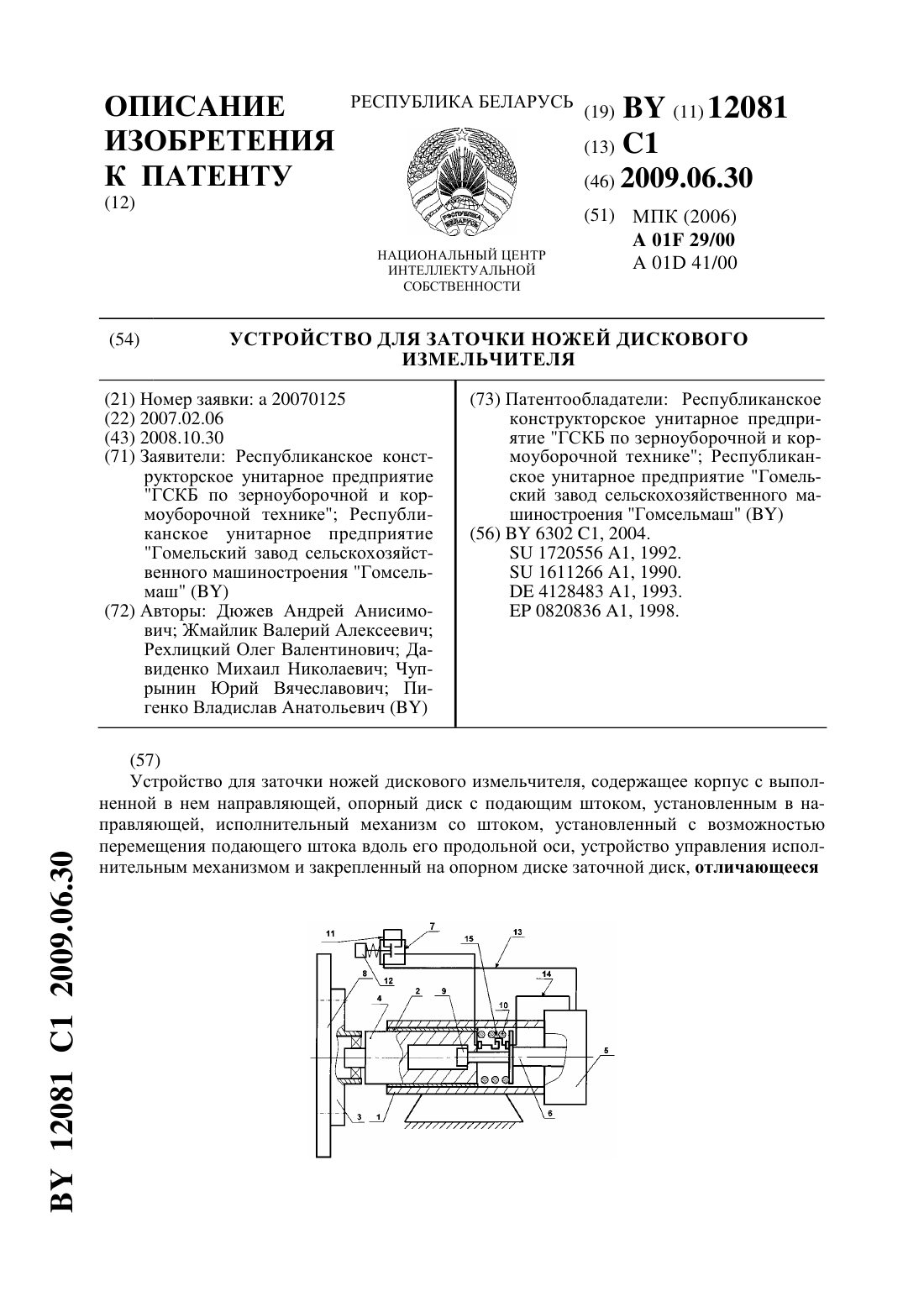
...исполнительного механизма, устройство управления исполнительным механизмом выполнено в виде двухпозиционного переключателя с кнопкой управления, связанного с исполнительным механизмом двумя линиями управления таким образом, что при замыкании первой линии управления происходит втягивание штока исполнительного механизма, а при замыкании второй линии управления путем удержания кнопки управления в нажатом состоянии происходит выдвижение штока...
Устройство для заточки ножей дискового измельчителя

Номер патента: 6302
Опубликовано: 30.06.2004
Авторы: Давиденко Михаил Николаевич, Шуринов Валентин Алексеевич, Рехлицкий Олег Валентинович
МПК: A01F 29/22
Метки: заточки, дискового, измельчителя, устройство, ножей
Текст:
...недостатком данного устройства. Задача, решаемая изобретением, - повышение удобства обслуживания. Для этого в устройстве для заточки ножей дискового измельчителя, содержащем опорный диск с подающим штоком, расположенным в корпусе, закрепленный на опорном диске заточный диск, связанную с корпусом и закрепленную на рамной части измельчителя стойку и механизм установки заточного диска параллельно диску измельчителя, связь корпуса со...
Станок для заточки ножей
Номер патента: 1976
Опубликовано: 30.12.1997
Авторы: Коновалов Геннадий Иосифович, Симаков Виктор Васильевич, Бондарев Анатолий Федорович, Хаги Григорий Яковлевич, Давгилов Николай Иванович
Текст:
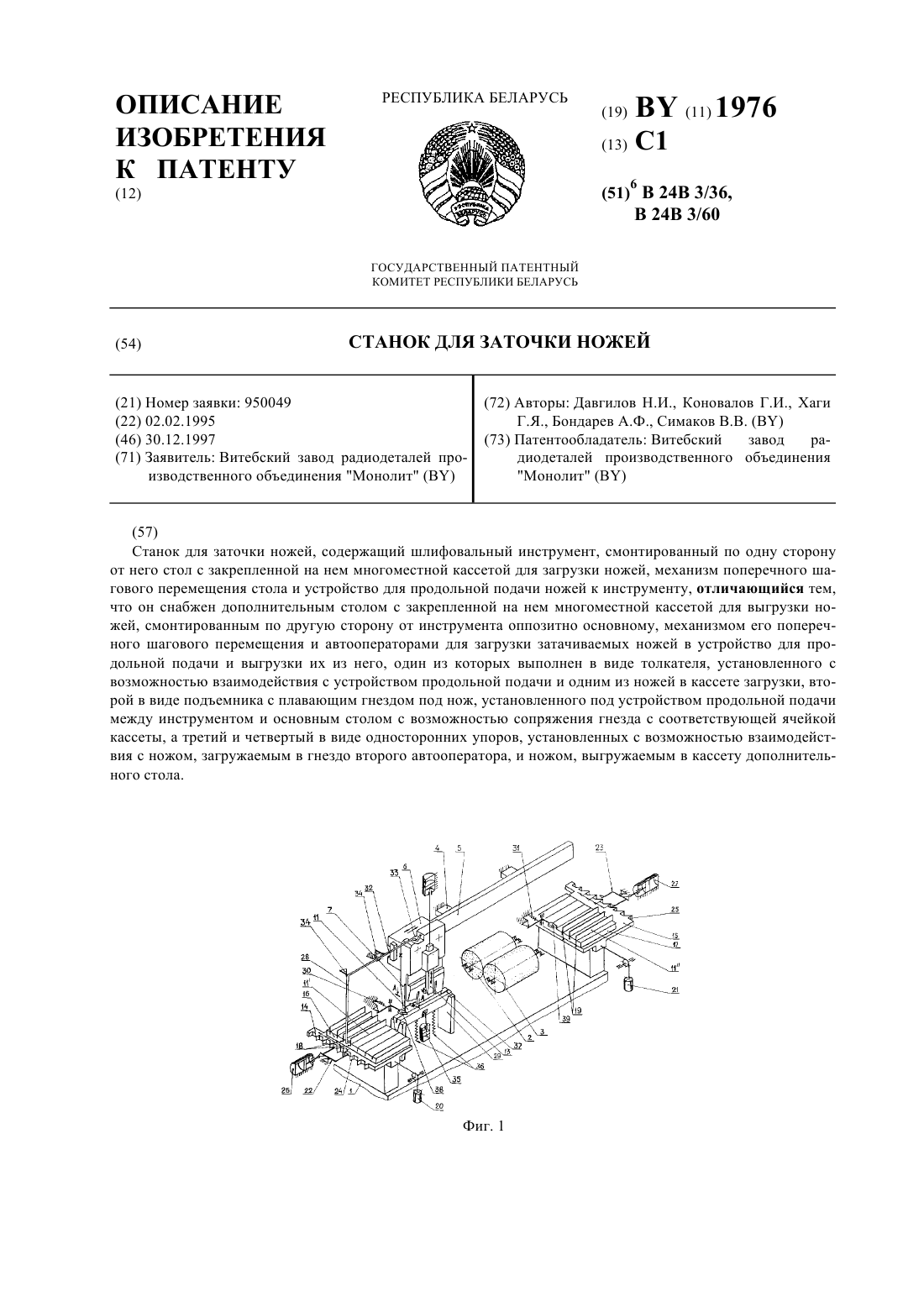
...на станке 1 оппозитно установленные шлифовальные головки 2, 3 и устройство 4 продольной подачи ножей. Устройство 4 содержит установленную на траверсе 5 подвижную каретку 6, несущую зажим 7, губки 8 и 9 которого образуют щелеобразный паз 10 для размещения затачиваемого ножа 11. Нож 11 в пазу 10 уста 2 1976 1 навливается до упора в опоры 12 и зажимается губкой 9 под воздействием клинового механизма 13, для чего губка 9 выполнена в виде...
Способ заточки ножей, имеющих гибкое полотно с симметричным лезвием, образованным несколькими фасками и прямолинейной режущей кромкой
Номер патента: 3776
Опубликовано: 30.03.2001
Авторы: Негрей Валерий Павлович, Хаги Григорий Яковлевич, Давгилов Николай Иванович, Коновалов Геннадий Иосифович, Симаков Виктор Васильевич
МПК: B24B 3/36
Метки: ножей, образованным, лезвием, полотно, гибкое, кромкой, симметричным, имеющих, способ, несколькими, заточки, фасками, прямолинейной, режущей
Текст:
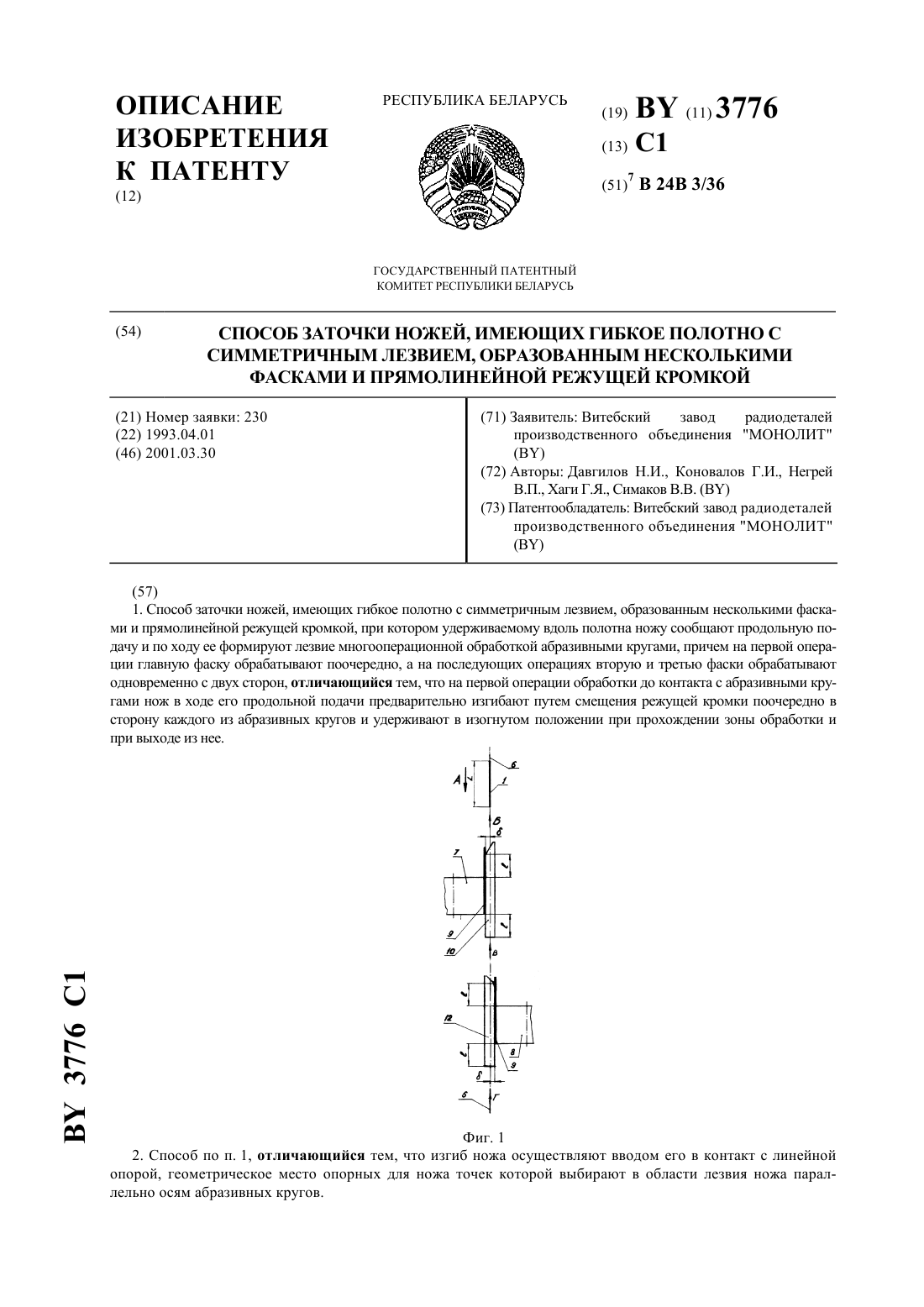
...абразивных кругов, линейных опор и ножа по ходу продольной его подачи на первой операции заточки на фиг. 2 показана схема взаимного расположения зажимного устройства и ножа до ввода последнего в контакт с линейной опорой (вид Б на фиг. 1) на фиг. 3 и 4 приведены схемы взаимного расположения абразивного круга, линейной опоры, зажимного устройства и ножа в процессе обработки первичной (главной) фаски с одной и другой стороны лезвия...
Предыдущий патент: Коагулятор высокочастотный ионно-плазменный
Следующий патент: Инструмент для демонтажа деталей
Случайный патент: Устройство для поверхностной закалки дисковых изделий с нагревом токами высокой частоты