Способ заточки ножей, имеющих гибкое полотно с симметричным лезвием, образованным несколькими фасками и прямолинейной режущей кромкой
Номер патента: 3776
Опубликовано: 30.03.2001
Авторы: Хаги Григорий Яковлевич, Давгилов Николай Иванович, Негрей Валерий Павлович, Симаков Виктор Васильевич, Коновалов Геннадий Иосифович
Текст
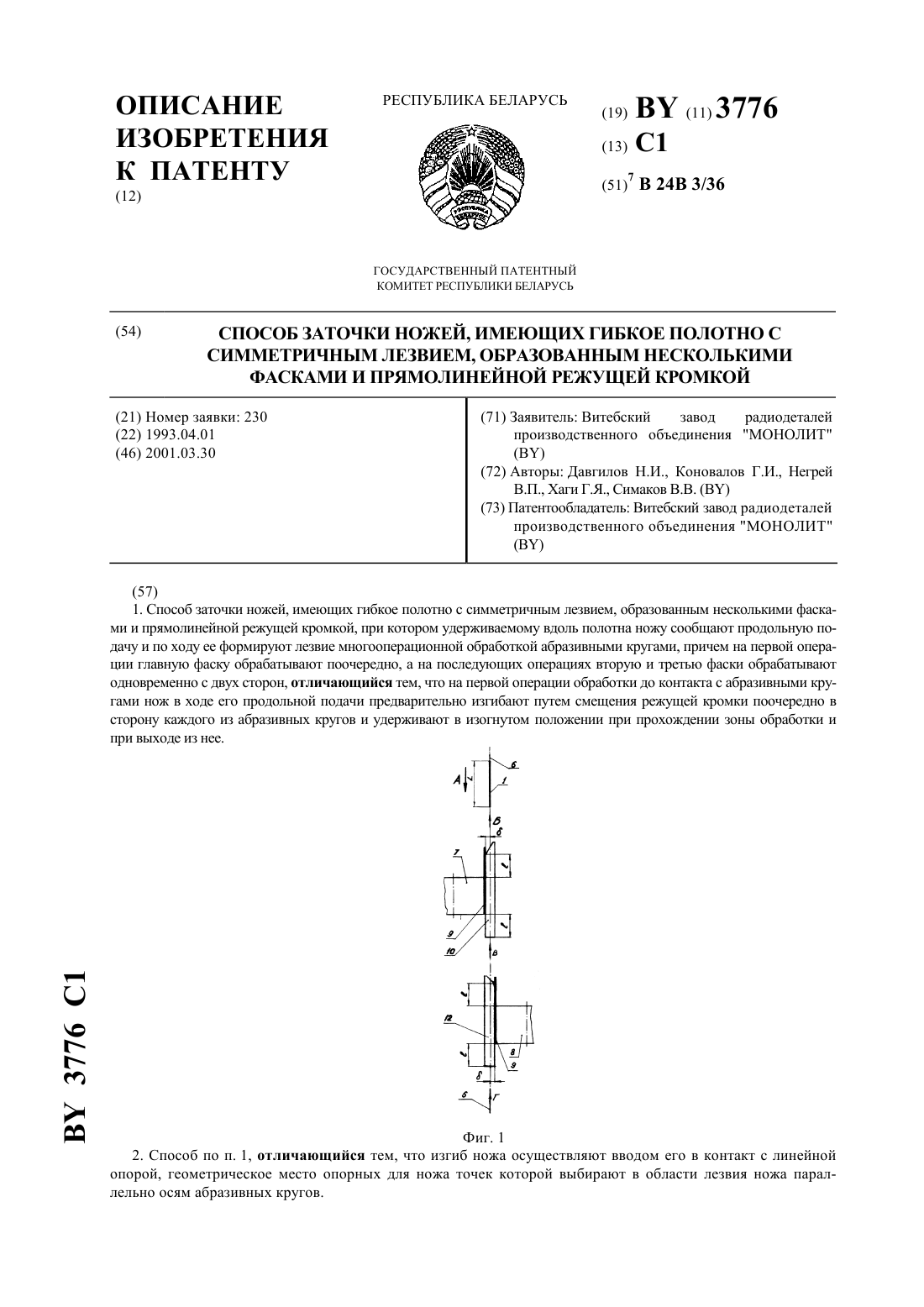
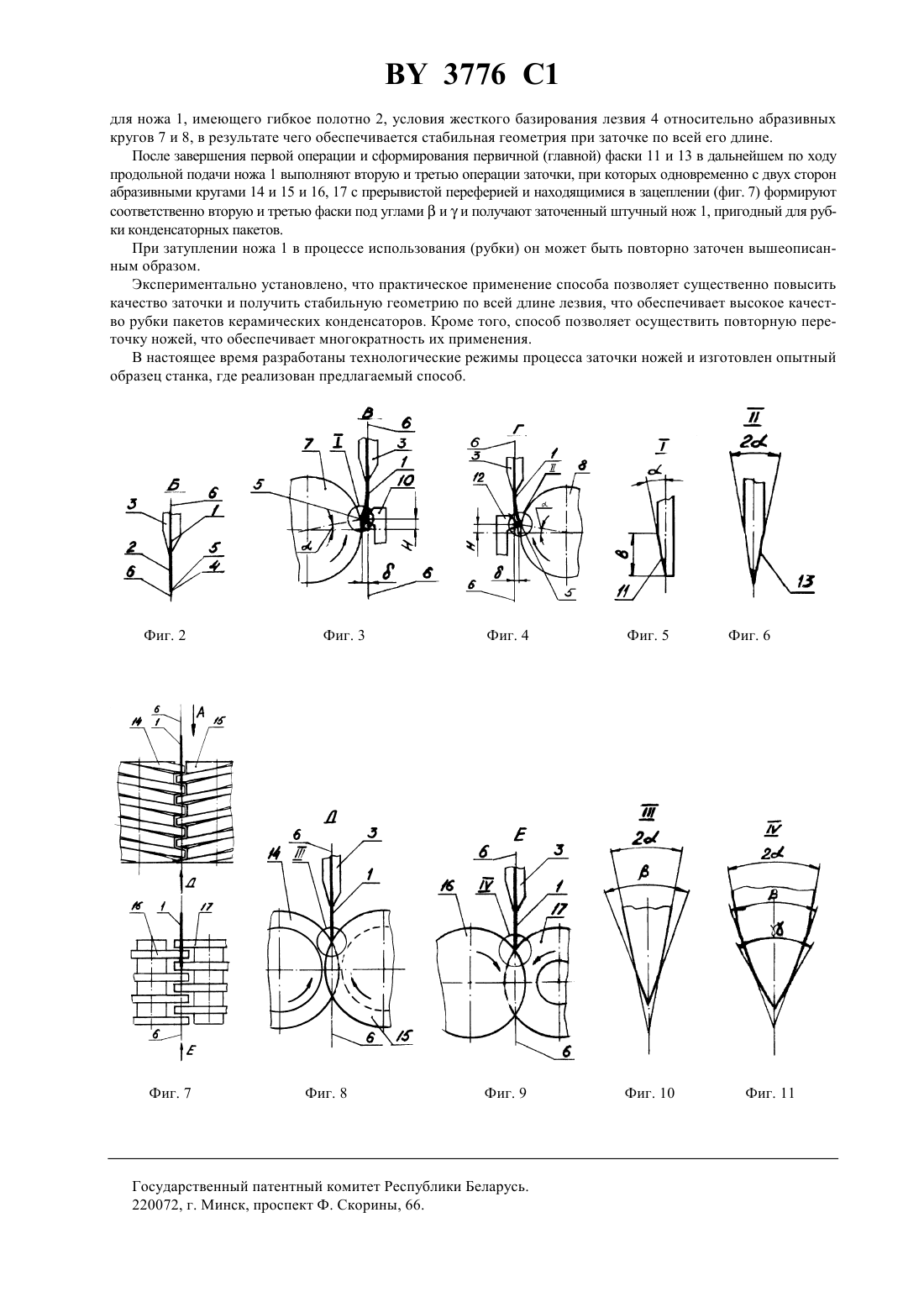
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ЗАТОЧКИ НОЖЕЙ, ИМЕЮЩИХ ГИБКОЕ ПОЛОТНО С СИММЕТРИЧНЫМ ЛЕЗВИЕМ, ОБРАЗОВАННЫМ НЕСКОЛЬКИМИ ФАСКАМИ И ПРЯМОЛИНЕЙНОЙ РЕЖУЩЕЙ КРОМКОЙ(71) Заявитель Витебский завод радиодеталей производственного объединения МОНОЛИТ(73) Патентообладатель Витебский завод радиодеталей производственного объединения МОНОЛИТ(57) 1. Способ заточки ножей, имеющих гибкое полотно с симметричным лезвием, образованным несколькими фасками и прямолинейной режущей кромкой, при котором удерживаемому вдоль полотна ножу сообщают продольную подачу и по ходу ее формируют лезвие многооперационной обработкой абразивными кругами, причем на первой операции главную фаску обрабатывают поочередно, а на последующих операциях вторую и третью фаски обрабатывают одновременно с двух сторон, отличающийся тем, что на первой операции обработки до контакта с абразивными кругами нож в ходе его продольной подачи предварительно изгибают путем смещения режущей кромки поочередно в сторону каждого из абразивных кругов и удерживают в изогнутом положении при прохождении зоны обработки и при выходе из нее. Фиг. 1 2. Способ по п. 1, отличающийся тем, что изгиб ножа осуществляют вводом его в контакт с линейной опорой, геометрическое место опорных для ножа точек которой выбирают в области лезвия ножа параллельно осям абразивных кругов. 3776 1 3. Способ по п. 1 или 2, отличающийся тем, что ввод в контакт и прекращение контакта ножа с линейной опорой производят на расстоянии от абразивных кругов, которое выбирают в прямо пропорциональной зависимости от жесткости полотна ножа. 4. Способ по п. 1, отличающийся тем, что величину смещения режущей кромки при изгибе ножа выбирают в пределах упругих деформаций в обратно пропорциональной зависимости от жесткости его полотна.(56) 1.4608782 , 1986. 2.2047583 , 1980. 3.2375001 1, 1978. 4.0517192 1, 1992. Изобретение относится к области инструментального производства, в частности к способам заточки ножей, имеющих гибкое полотно с симметричным лезвием, образованным несколькими фасками и прямолинейной режущей кромкой, используемых во многих отраслях народного хозяйства для различных технических целей, например в конденсаторостроении для рубки пакетов керамических конденсаторов. Наиболее близким по технической сущности к изобретению является способ заточки ножей, имеющих гибкое полотно с симметричным лезвием, образованным несколькими фасками и прямолинейной режущей кромкой, предусматривающий их заточку в ленте, при которой осуществляют продольную подачу ленты и по ходу ее формируют лезвие многооперационной обработкой абразивными кругами, причем на первой операции первичную фаску обрабатывают поочередно, а на последующих операциях вторую и третью фаски обрабатывают одновременно с двух сторон и производят после заточки ломку лезвия на штучные (единичные) ножи 1. Этот способ обеспечивает удовлетворительное качество заточки ножей, имеющих гибкое полотно, и характеризуется сравнительно высокой производительностью, т.к. заточка ножей осуществляется в ленте. Существенным недостатком способа является то, что он не может быть применен для заточки штучных ножей и для осуществления повторной их переточки, т.к. предназначен для заточки ножей в ленте. Заточка ножей по указанному способу предусматривает разовое использование ножа до его затупления без последующей переточки, что нерационально, так как ширина полотна ножа допускает возможность неоднократной переточки, а следовательно, и возможность многоразового использования. Предлагаемый способ заточки ножей, имеющих гибкое полотно с симметричным лезвием, позволяет устранять недостатки известных способов аналогичного назначения и обеспечивает достижение более высокого технического результата, заключающегося в дальнейшем более высоком повышении качества заточки и достижении высокой стабильности геометрии по всей длине лезвия в результате обеспечения жесткого базирования затачиваемого ножа относительно абразивного круга, что в свою очередь обеспечивает возможность заточки штучных ножей и возможность повторной их переточки. Сущность изобретения заключается в том, что в заявляемом способе заточки ножей, имеющих гибкое полотно с симметричным лезвием, образованным несколькими фасками и прямолинейной режущей кромкой,при котором удерживаемому вдоль полотна ножу сообщают продольную подачу и по ходу ее формируют лезвие многооперационной обработкой абразивными кругами, причем на первой операции главную фаску обрабатывают поочередно, а на последующих операциях вторую и третью фаски обрабатывают одновременно с двух сторон, вышеуказанный технический результат обеспечивается тем, что на первой операции обработки до контакта с абразивными кругами нож в ходе его продольной подачи предварительно изгибают путем смещения режущей кромки поочередно в сторону каждого из абразивных кругов и удерживают в изогнутом положении при прохождении зоны обработки и при выходе из нее. Другими особенностями способа является то, что изгиб ножа осуществляют вводом его в контакт с линейной опорой, геометрическое место опорных для ножа точек которой располагают в области лезвия параллельно осям абразивных кругов ввод в контакт и прекращение контакта ножа с линейной опорой производят на расстоянии от абразивных кругов в прямой зависимости от жесткости его полотна, а величину смещения режущей кромки при изгибе ножа выбирают в пределах упругих деформаций в обратной зависимости от жесткости его полотна. В данном случае повышение качества заточки и достижение высокой стабильности геометрии по всей длине лезвия, а также возможность заточки штучных ножей и возможность повторной их переточки достигается в результате того, что обеспечивается жесткое базирование затачиваемого ножа относительно абразивных кругов путем изгиба ножа в ходе его продольной подачи в сторону каждого из кругов с последующим удерживанием в изогнутом положении при прохождении и выходе из зоны обработки. В этом случае нож занимает стабильное положение относительно абразивных кругов и достигается стабильная геометрия лезвия при заточке ножа по всей длине, что определяет повышение качества заточки, связанное с ним качество рубки и конденсаторных пакетов, а также возможность заточки штучных ножей и возможность их повторной переточки после затупления в процессе использования. 3776 1 Техническая сущность изобретения поясняется прилагаемым чертежом, где на фиг. 1 приведена схема взаимного расположения абразивных кругов, линейных опор и ножа по ходу продольной его подачи на первой операции заточки на фиг. 2 показана схема взаимного расположения зажимного устройства и ножа до ввода последнего в контакт с линейной опорой (вид Б на фиг. 1) на фиг. 3 и 4 приведены схемы взаимного расположения абразивного круга, линейной опоры, зажимного устройства и ножа в процессе обработки первичной (главной) фаски с одной и другой стороны лезвия соответственно (вид В и Г на фиг. 1) на фиг. 5 и 6 показано поперечное сечение лезвия после обработки первичной фаски с одной и с другой стороны соответственно на фиг. 7 приведена схема взаимного расположения абразивных кругов и ножа на ходу продольной его подачи на второй и третьей операциях заточки на фиг. 8 и 9 показаны схемы взаимного расположения абразивных кругов, зажимного устройства и ножа в процессе обработки второй и третьей фасок соответственно (вид Д и Е на фиг. 7) и на фиг. 10 и 11 показано поперечное сечение лезвия после обработки второй и третьей фасок соответственно. Предлагаемый способ заточки ножей реализуется следующим образом. Предварительно полученную штучную заготовку ножа 1, имеющего гибкое полотно 2, устанавливают в зажимном устройстве 3 консольно, располагая подлежащее заточке лезвие 4 с прямолинейной режущей кромкой 5 на консольной части (фиг. 2). Зажимным устройством 3 удерживают зажатую в нем часть ножа 1 вдоль всей длины его полотна 2 и сообщают ножу 1 продольную подачу в направлении А (фиг. 1), при этом зажатую часть ножа 1 располагают в плоскости 6-6 симметрии осей вращающихся абразивных кругов, установленных попарно по обе стороны полотна 2 ножа 1. После этого производят заточку ножа 1 за три операции, в процессе которых формируют профиль его лезвия 4 фасками, причем каждой парой абразивных кругов обрабатывают по ходу продольной подачи ножа 1 по одной фаске с обоих сторон лезвия 4, т.е. выполняют одну операцию заточки. Конкретно на первой операции обработки (заточки) формируют главную (первичную) фаску. В этом случае обработку первичной фаски на первой операции заточки производят поочередно с одной и с другой стороны лезвия 4 ножа 1 абразивными кругами 7 и 8 с непрерывной переферией 9, установленными со смещением относительно друг друга в направлении продольной подачи (фиг. 1). На этой операции до контакта с абразивным кругом 7 нож 1 в ходе продольной подачи предварительно изгибают путем смещения режущей кромки 5 лезвия 4 на величину б в сторону круга 7 (фиг. 3). Изгиб осуществляют вводом ножа 1 в контакт с линейной опорой 10, а последующим продвижением ножа 1 вдоль опоры 10 его удерживают в изогнутом положении при прохождении зоны обработки кругом 7 и при выходе из нее. В результате обработки абразивным кругом 7 формируют фаску 11 с одной стороны лезвия 4(фиг. 5). Обработку другой стороны лезвия 4 на первой операции производят абразивным кругом 8 аналогично вышеописанной обработке кругом 7, т.е. до контакта с кругом 8 нож 1 в ходе продольной его подачи изгибают, смещая кромку 5 на величину б в сторону абразивного круга 8 (фиг. 4). В этом случае изгиб осуществляют вводом ножа 1 в контакт с линейной опорой 12, а последующим продвижением ножа 1 вдоль опоры 12 его удерживают в изогнутом положении при прохождении зоны обработки кругом 8 и продвижением ножа 1 вдоль опоры 12 его удерживают в изогнутом положении при прохождении зоны обработки кругом 8 и при выходе из нее. В результате обработки формируют фаску 13 с другой стороны лезвия 4 (фиг. 6). Нож 1 изгибают в пределах его упругости и используют напряжения деформации в качестве усилия прижима ножа 1 к линейным опорам 10 и 12. При этом величину б смещения режущей кромки 5 при изгибе ножа 1,которая определяет достаточность этих напряжении деформации для гарантированного прижима ножа 1 к опорам 10 и 12, выбирают в обратно пропорциональной зависимости от жесткости полотна 2 ножа 1, а геометрическое место опорных для ножа 1 точек опор 10 и 12 располагают в области лезвия 4 параллельно осям кругов 7 и 8, т.е. максимально приближают установочную базу лезвия 4 к зоне обработки. Для этого положение опор 10 и 12 над уровнем осей абразивных кругов 7 и 8 определяют из следующей зависимости 0,5 Н 0,5 в,где Н - координата расположения линейных опор над уровнем осей абразивных кругов, - наибольший диаметр абразивных кругов, - угол заточки одной стороны лезвия на первой операции,в - ширина лезвия ножа. Ввод ножа в контакт с линейными опорами 10 и 12 для его изгиба и прекращение этого контакта для возврата ножа 1 в исходное состояние осуществляют на расстоянииот абразивных кругов 7 и 8 для того, чтобы отклоненная при изгибе режущая кромка 5 в ходе продольной подачи ножа 1 в изогнутом положении вдоль опор 10 и 12 вновь приняла и сохранила прямолинейность и устойчивое положение, которое характеризуется наличием гарантированного контакта лезвия 4 с опорами 10 и 12, при входе, прохождении и выходе из зоны обработки. Величинувыбирают в прямо пропорциональной зависимости от жесткости полотна 2 ножа 1. Например, для ножа с длиной 140 мм, шириной 18 мм и толщиной 0,08 мм расстояниевыбирают в пределах 1/3 длины, т.е. порядка 4650 мм, а для более жесткого ножа (длина 140 мм, ширина 14 мм, толщина 0,22 мм) расстояниевыбирают в пределах 1/2 длины, т.е. порядка 70-75 мм. Наличие силового замыкания ножа 1 в области его лезвия 4 с линейными опорами 10 и 12 за счет напряжений деформации при изгибе в совокупности с закреплением ножа 1 вдоль его полотна 2 позволяет создать 3 3776 1 для ножа 1, имеющего гибкое полотно 2, условия жесткого базирования лезвия 4 относительно абразивных кругов 7 и 8, в результате чего обеспечивается стабильная геометрия при заточке по всей его длине. После завершения первой операции и сформирования первичной (главной) фаски 11 и 13 в дальнейшем по ходу продольной подачи ножа 1 выполняют вторую и третью операции заточки, при которых одновременно с двух сторон абразивными кругами 14 и 15 и 16, 17 с прерывистой переферией и находящимися в зацеплении (фиг. 7) формируют соответственно вторую и третью фаски под угламиии получают заточенный штучный нож 1, пригодный для рубки конденсаторных пакетов. При затуплении ножа 1 в процессе использования (рубки) он может быть повторно заточен вышеописанным образом. Экспериментально установлено, что практическое применение способа позволяет существенно повысить качество заточки и получить стабильную геометрию по всей длине лезвия, что обеспечивает высокое качество рубки пакетов керамических конденсаторов. Кроме того, способ позволяет осуществить повторную переточку ножей, что обеспечивает многократность их применения. В настоящее время разработаны технологические режимы процесса заточки ножей и изготовлен опытный образец станка, где реализован предлагаемый способ. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 4
МПК / Метки
МПК: B24B 3/36
Метки: гибкое, способ, полотно, прямолинейной, кромкой, режущей, заточки, образованным, лезвием, имеющих, фасками, несколькими, симметричным, ножей
Код ссылки
<a href="https://by.patents.su/4-3776-sposob-zatochki-nozhejj-imeyushhih-gibkoe-polotno-s-simmetrichnym-lezviem-obrazovannym-neskolkimi-faskami-i-pryamolinejjnojj-rezhushhejj-kromkojj.html" rel="bookmark" title="База патентов Беларуси">Способ заточки ножей, имеющих гибкое полотно с симметричным лезвием, образованным несколькими фасками и прямолинейной режущей кромкой</a>
Станок для заточки ножей
Номер патента: 1976
Опубликовано: 30.12.1997
Авторы: Бондарев Анатолий Федорович, Симаков Виктор Васильевич, Хаги Григорий Яковлевич, Давгилов Николай Иванович, Коновалов Геннадий Иосифович
Текст:
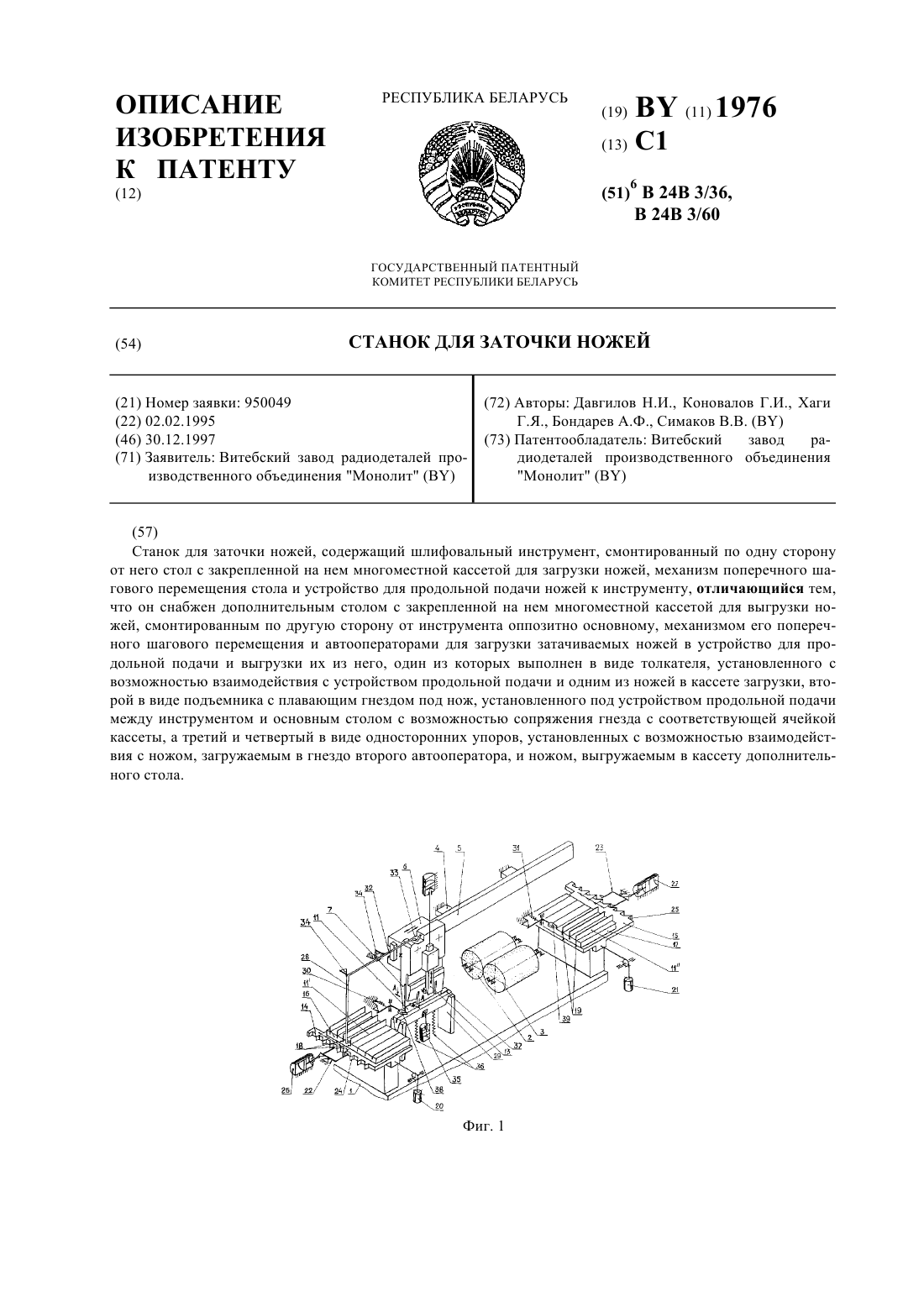
...на станке 1 оппозитно установленные шлифовальные головки 2, 3 и устройство 4 продольной подачи ножей. Устройство 4 содержит установленную на траверсе 5 подвижную каретку 6, несущую зажим 7, губки 8 и 9 которого образуют щелеобразный паз 10 для размещения затачиваемого ножа 11. Нож 11 в пазу 10 уста 2 1976 1 навливается до упора в опоры 12 и зажимается губкой 9 под воздействием клинового механизма 13, для чего губка 9 выполнена в виде...
Блок ножей для резки рулонного материала
Номер патента: 1950
Опубликовано: 30.12.1997
Автор: Рябченков Николай Иванович
МПК: B21D 3/36
Метки: материала, ножей, рулонного, резки, блок
Текст:
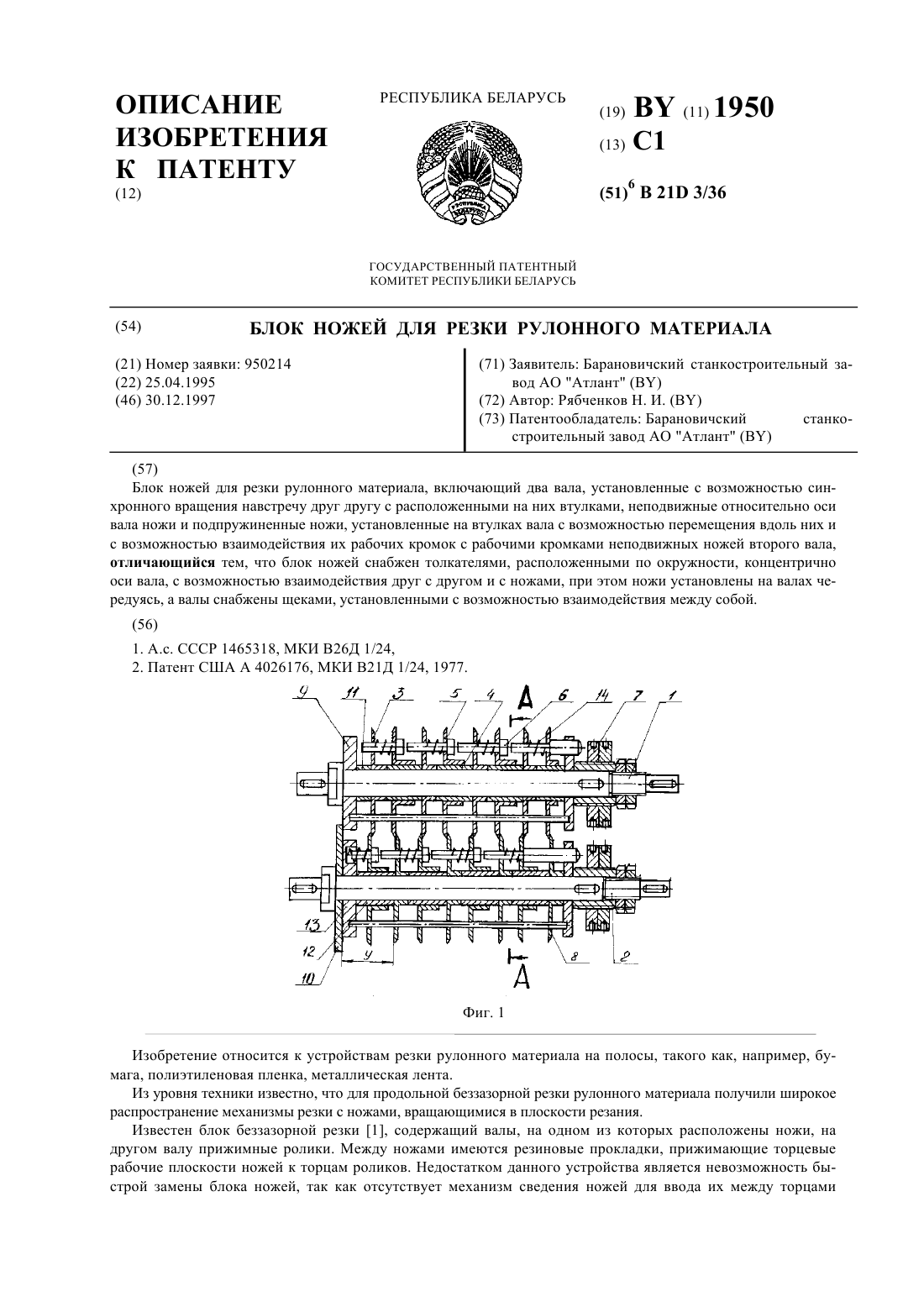
...возможностью синхронного вращения навстречу друг другу, с расположенными на них втулками и неподвижными относительно оси вала ножами, подпружиненные ножи установлены на втулках вала с возможностью взаимодействия их рабочих кромок с рабочими кромками неподвижных ножей второго вала, блок ножей снабжен толкателями расположенными по окружности, концентрично оси вала, толкатели выполнены с возможностью взаимодействия друг с другом и с ножами, и...
Станок для заточки пил
Номер патента: 2796
Опубликовано: 30.06.1999
Авторы: Зиндер Анатолий Михайлович, Вайнштейн Вячеслав Наумович, Калугин Аркадий Павлович
МПК: B24B 3/58, B23D 63/12
Текст:
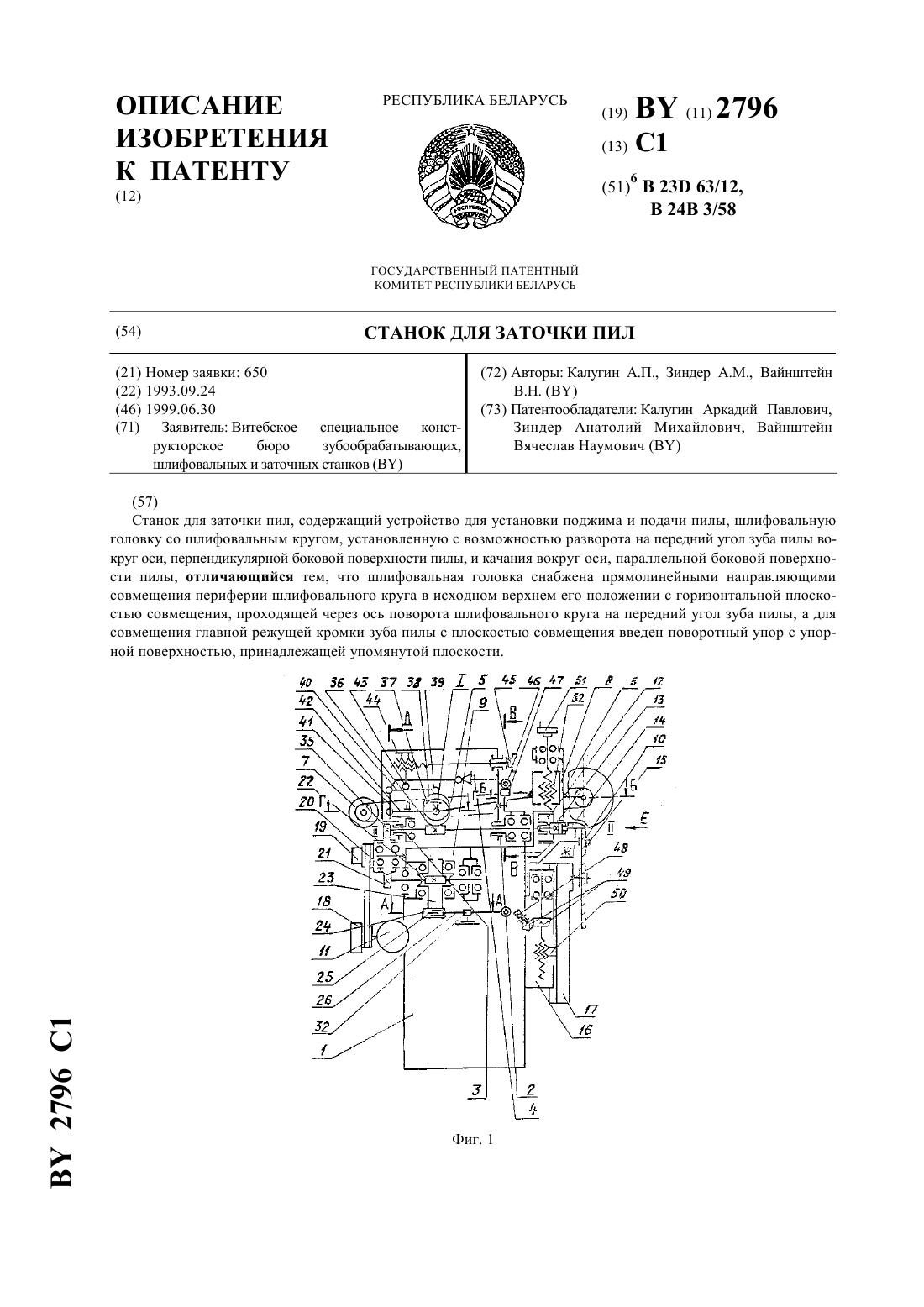
...схема станка с устройством совмещения периферии шлифовального круга на фиг. 2 - разрез А-А на фиг.1, кинематическая цепь привода подающей собачки на фиг. 3 - разрез Б-Б на фиг.1, прямолинейные направляющие совмещения периферии шлифовального круга на фиг 4 - разрез В-В на фиг.1. Кинематическая цепь поворота шлифовальной головки на передний угол зуба пилы на фиг. 5 - разрез Г-Г, ось качания шлифовальной головки на фиг. 6 - разрез Д-Д, рычажная...
Дверное полотно из массивной древесины
Номер патента: 2266
Опубликовано: 30.09.1998
Автор: Исаев Олег Анатольевич
МПК: E06B 3/70
Метки: массивной, дверное, полотно, древесины
Текст:
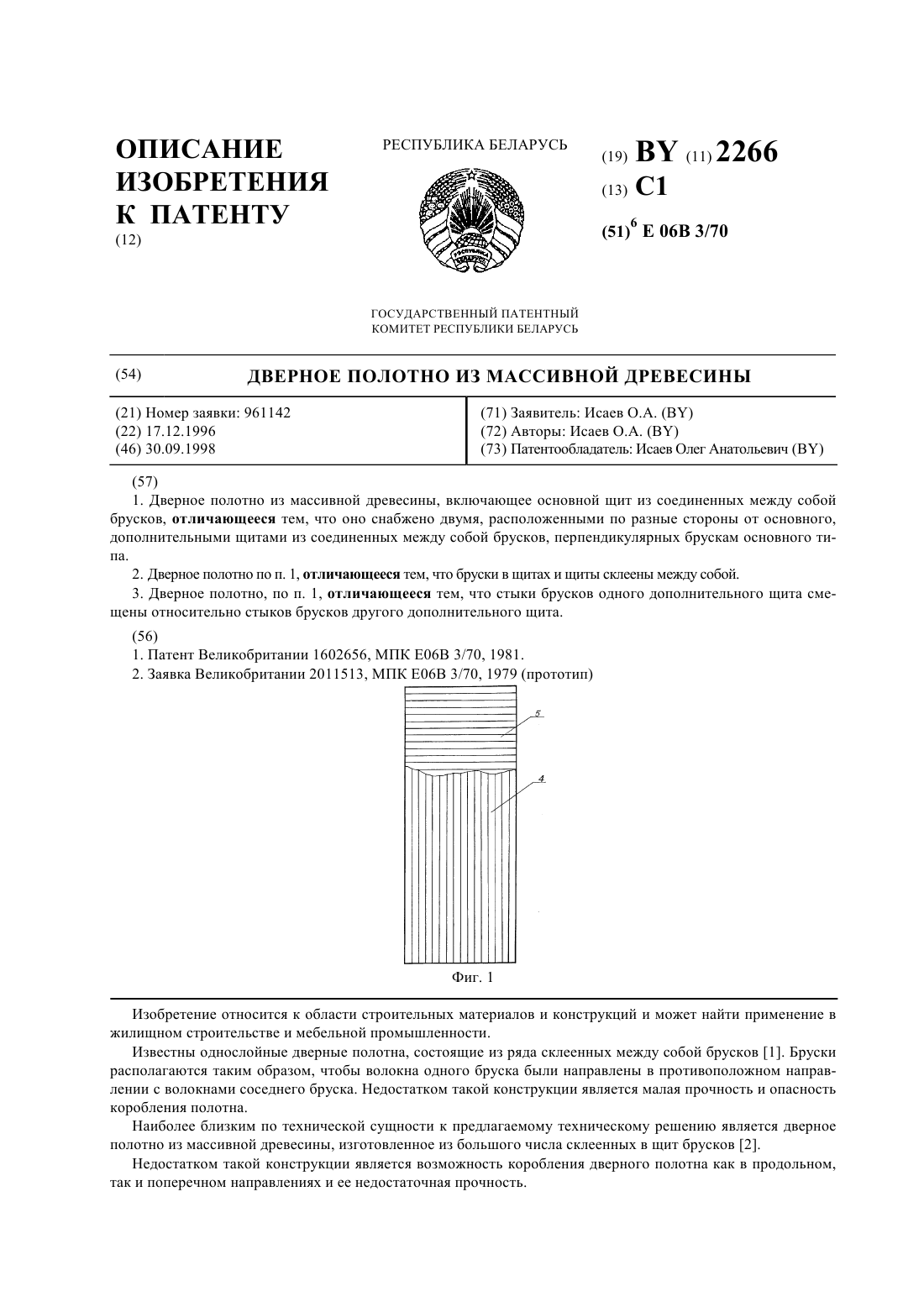
...брусков второго щита. Выполнение дверного полотна, щиты которого набраны из параллельных брусков, ведет к тому, что волокна древесины в щите расположены в одном направлении. Это позволяет при перепадах температур и влажности работать брускам равномерно, без удерживающего момента, в отличие от дверных полотен, рама которых состоит из продольных и поперечных брусков. В последних усыхание брусков происходит во взаимноперпендикулярных...
Станок для заточки пил
Номер патента: 3268
Опубликовано: 30.03.2000
Авторы: Калугин Аркадий Павлович, Зиндер Анатолий Михайлович, Вайнштейн Вячеслав Наумович
МПК: B24B 3/58, B23D 63/12
Текст:
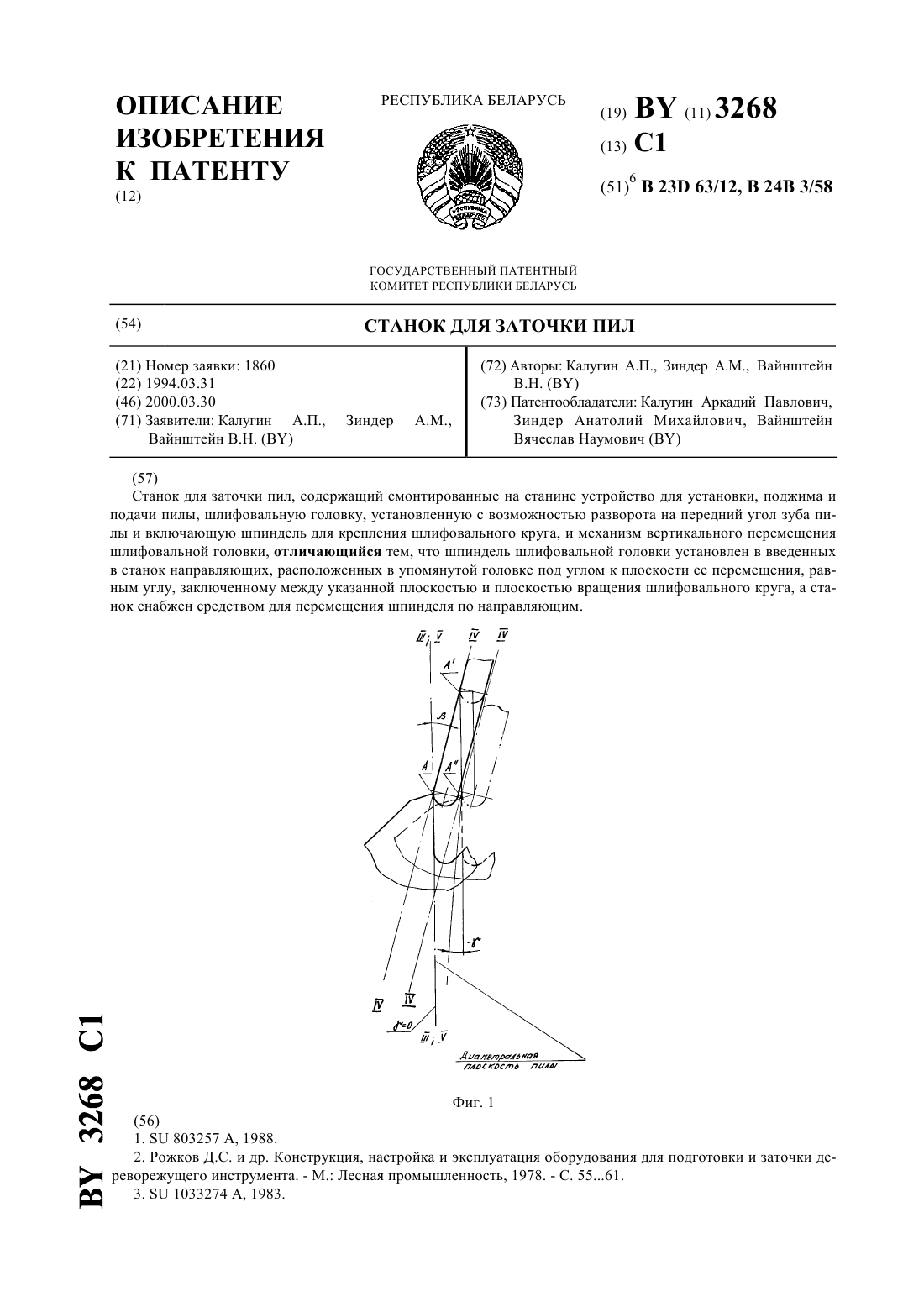
...подводит режущую кромку зуба пилы в одно и то же положение процесс съема припуска с поверхности зуба пилы возобновится без поворота пилы, а геометрические параметры профиля зуба пилы остаются без изменений (см. фиг. 2). Изобретение поясняется чертежами, где фиг. 1 - схема расположения шлифовального круга при заточке и изменении диаметра круга в результате износа и компенсации присущая аналогам и прототипу,фиг. 2 - схема расположения...
Предыдущий патент: Производные карбапенема
Случайный патент: Способ производства алкогольного напитка типа вина из молочной сыворотки