B24B 31/10 — с другими средствами для галтовки обрабатываемых изделий
Полюсный наконечник электромагнита
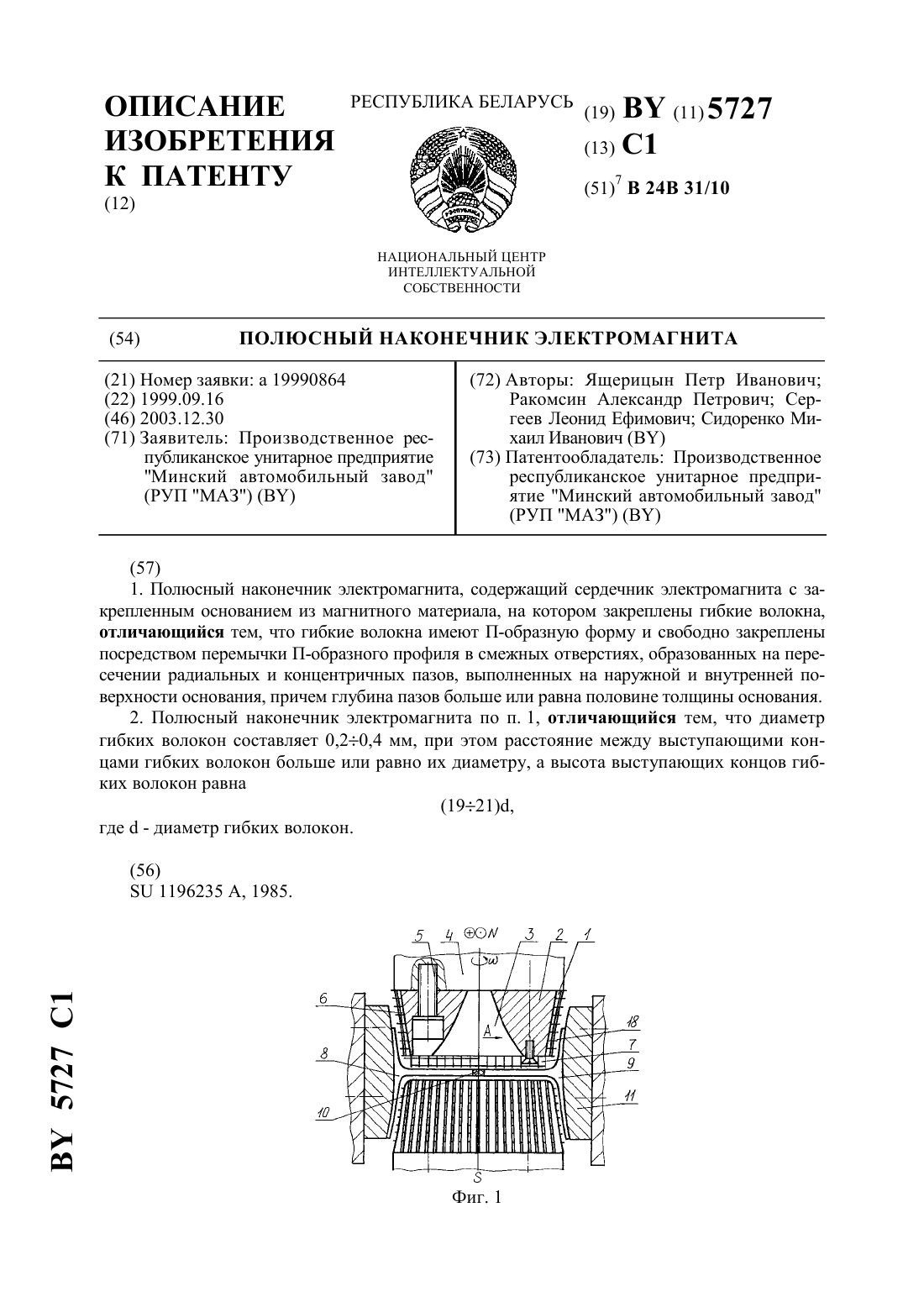
Номер патента: 5727
Опубликовано: 30.12.2003
Авторы: Ящерицын Петр Иванович, Ракомсин Александр Петрович, Сергеев Леонид Ефимович, Сидоренко Михаил Иванович
МПК: B24B 31/10
Метки: электромагнита, наконечник, полюсный
Текст:
...Таким образом, волокна представляют собой концентраторы магнитного поля, которые позволяют стабильно удерживать порошок в рабочем заворе и тем самым осуществлять обработку не только торцовой поверхностью полюсного наконечника, но и боковой. За счет дополнительной подвижности волокон возникла возможность дополнительного увеличения диаметра волокна, что повышает прочность щетки в целом. Кроме того, за счет этого же фактора (подвижности...
Устройство для абразивной обработки в магнитном поле деталей типа тел вращения
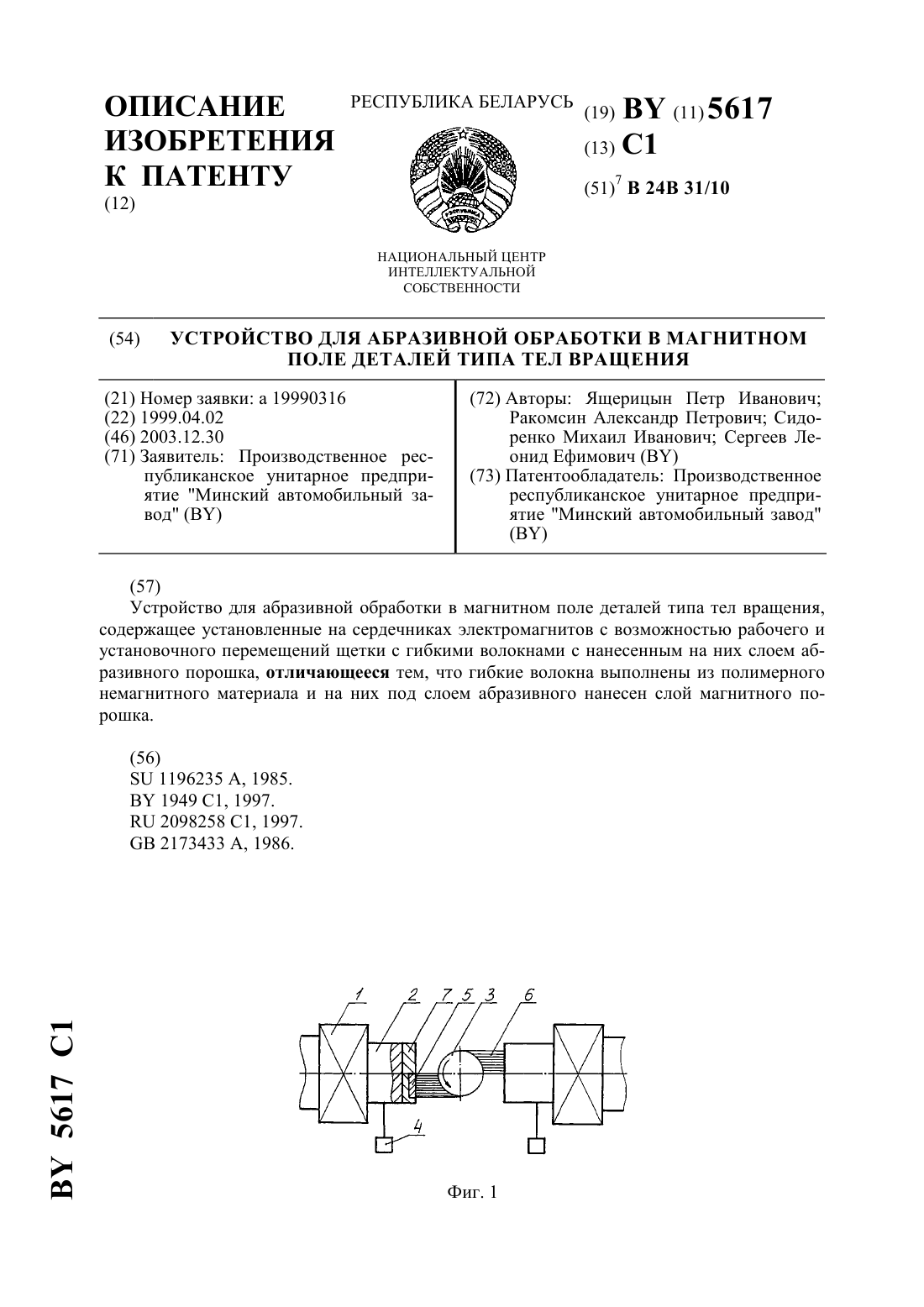
Номер патента: 5617
Опубликовано: 30.12.2003
Авторы: Сергеев Леонид Ефимович, Ящерицын Петр Иванович, Ракомсин Александр Петрович, Сидоренко Михаил Иванович
МПК: B24B 31/10
Метки: обработки, устройство, деталей, тел, поле, абразивной, магнитном, типа, вращения
Текст:
...на сердечниках электромагнитов с возможностью рабочего и установочного перемещения щетки с гибкими волокнами с нанесенным на них слоем абразивного порошка, гибкие волокна выполнены из полимерного немагнитного материала и на них под слоем абразивного нанесен слой магнитного порошка. Гибкие волокна из полимерного немагнитного материала, например из пластика, нанесенными на них слоями магнитного и абразивного порошков, за счет имеющегося...
Устройство для магнитно-абразивной обработки деталей
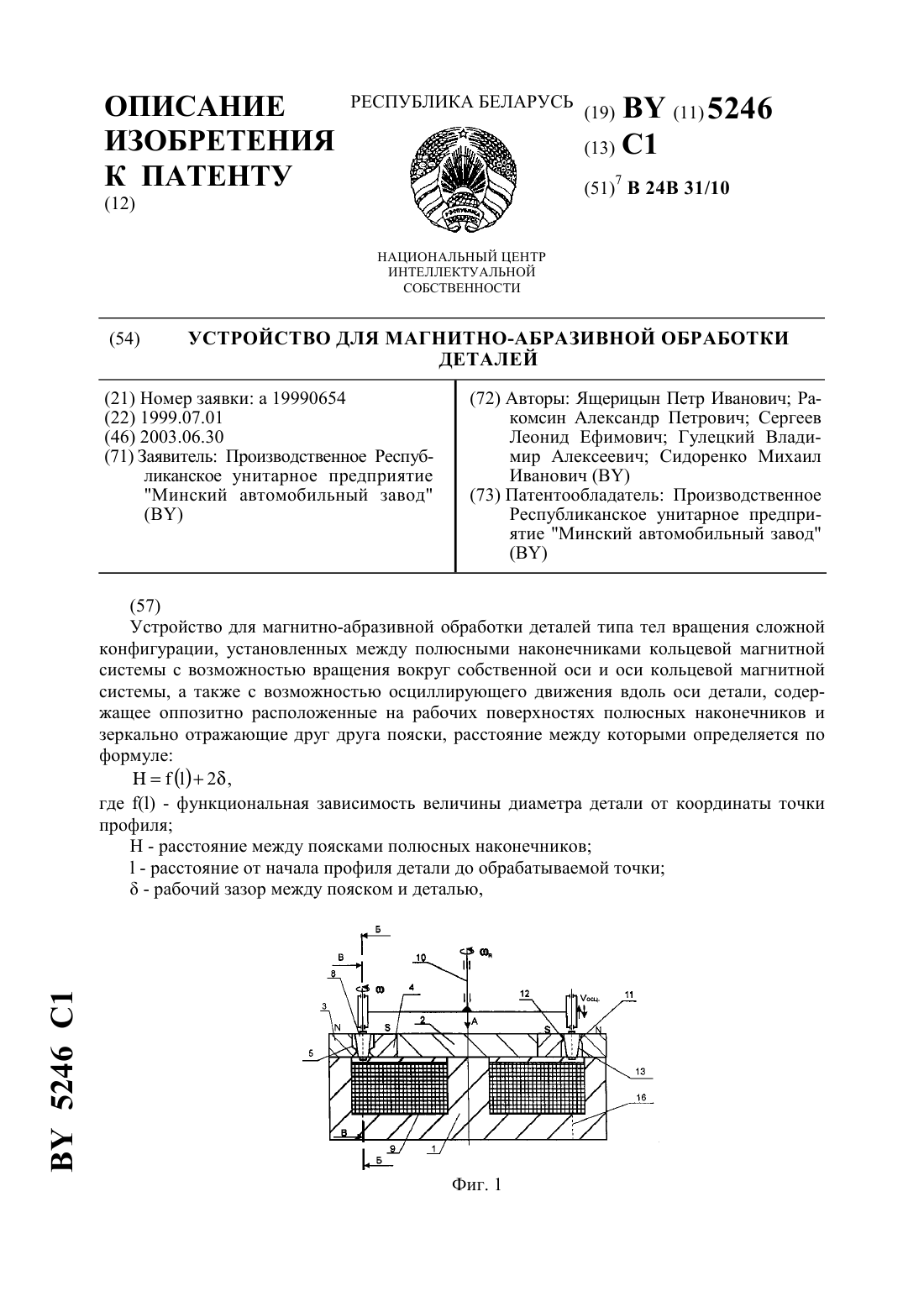
Номер патента: 5246
Опубликовано: 30.06.2003
Авторы: Ракомсин Александр Петрович, Гулецкий Владимир Алексеевич, Ящерицын Петр Иванович, Сергеев Леонид Ефимович, Сидоренко Михаил Иванович
МПК: B24B 31/10
Метки: устройство, магнитно-абразивной, деталей, обработки
Текст:
...с линейной скоростью каждая точка сложнопрофильной поверхности по всей высоте обрабатывается за одно и то же время, что позволяет осуществить равномерность съема материала для любой точки с постоянной скоростью резания без изменения скорости их вращения, а значит, без применения дополнительных дорогостоящих устройств регулирования скорости, поскольку каждая точка обрабатываемой поверхности будет находиться в контакте с ферроабразивным порошком...