Концевая фреза с изменяемым, в процессе работы ею, диаметром
Текст
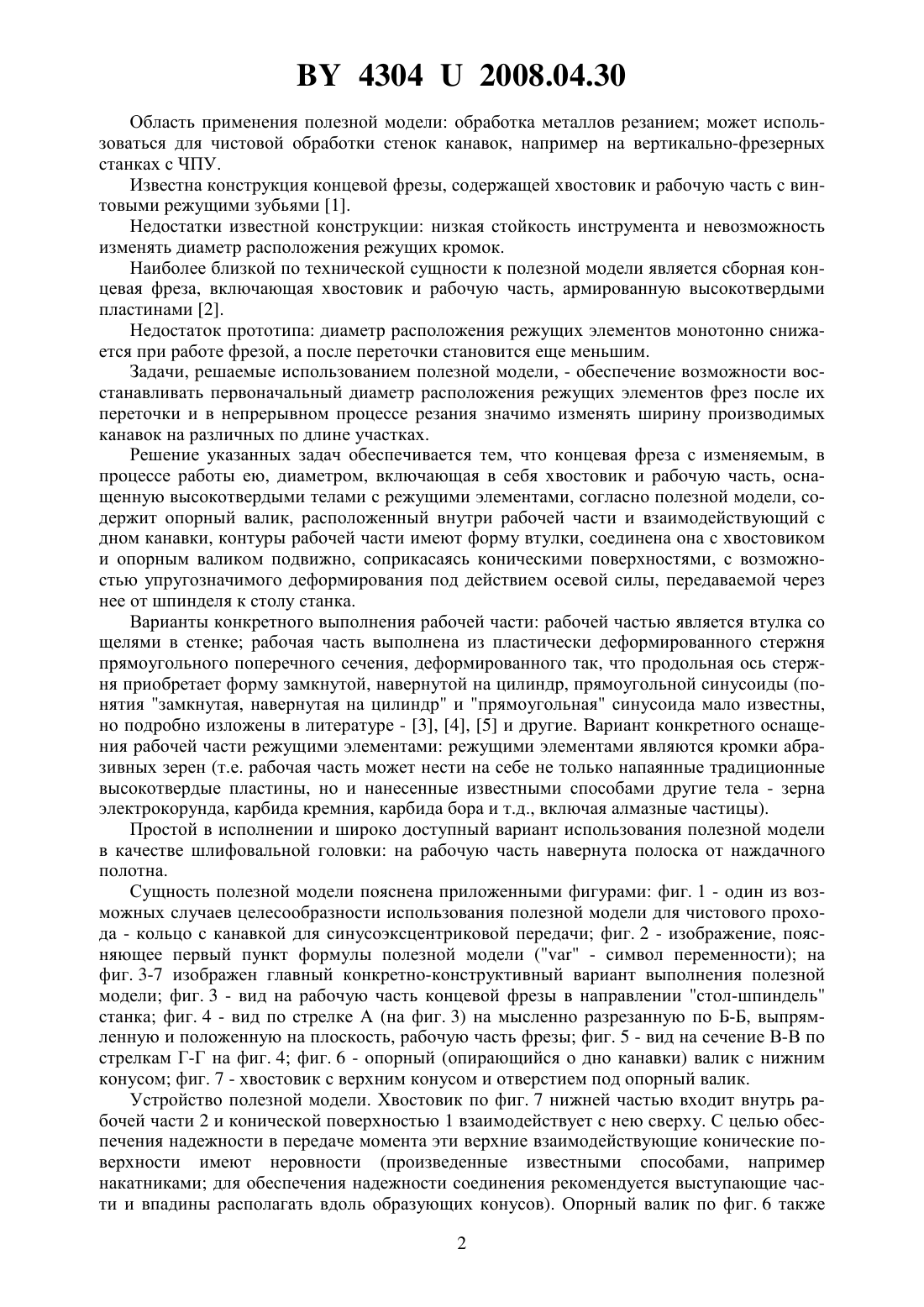
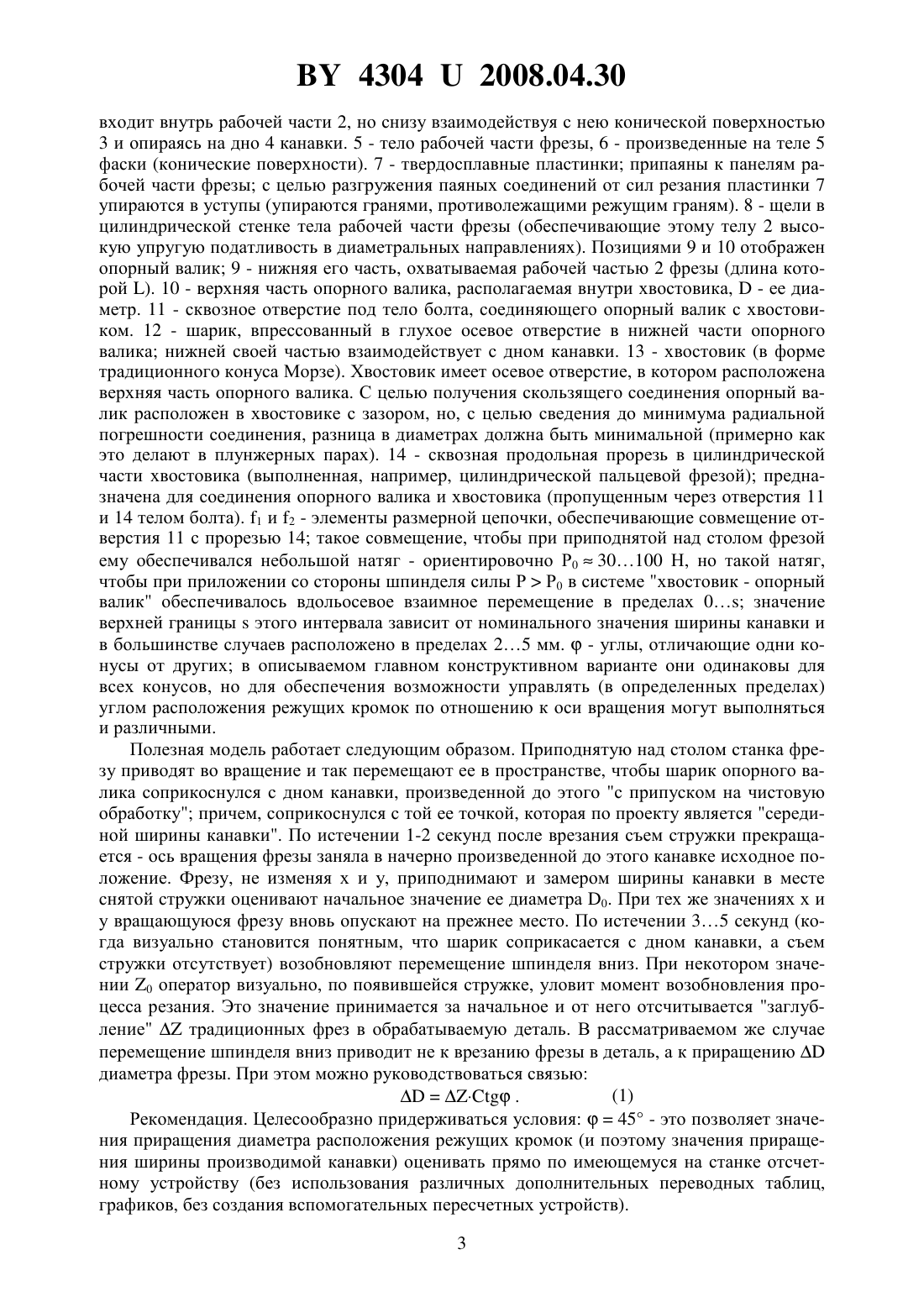
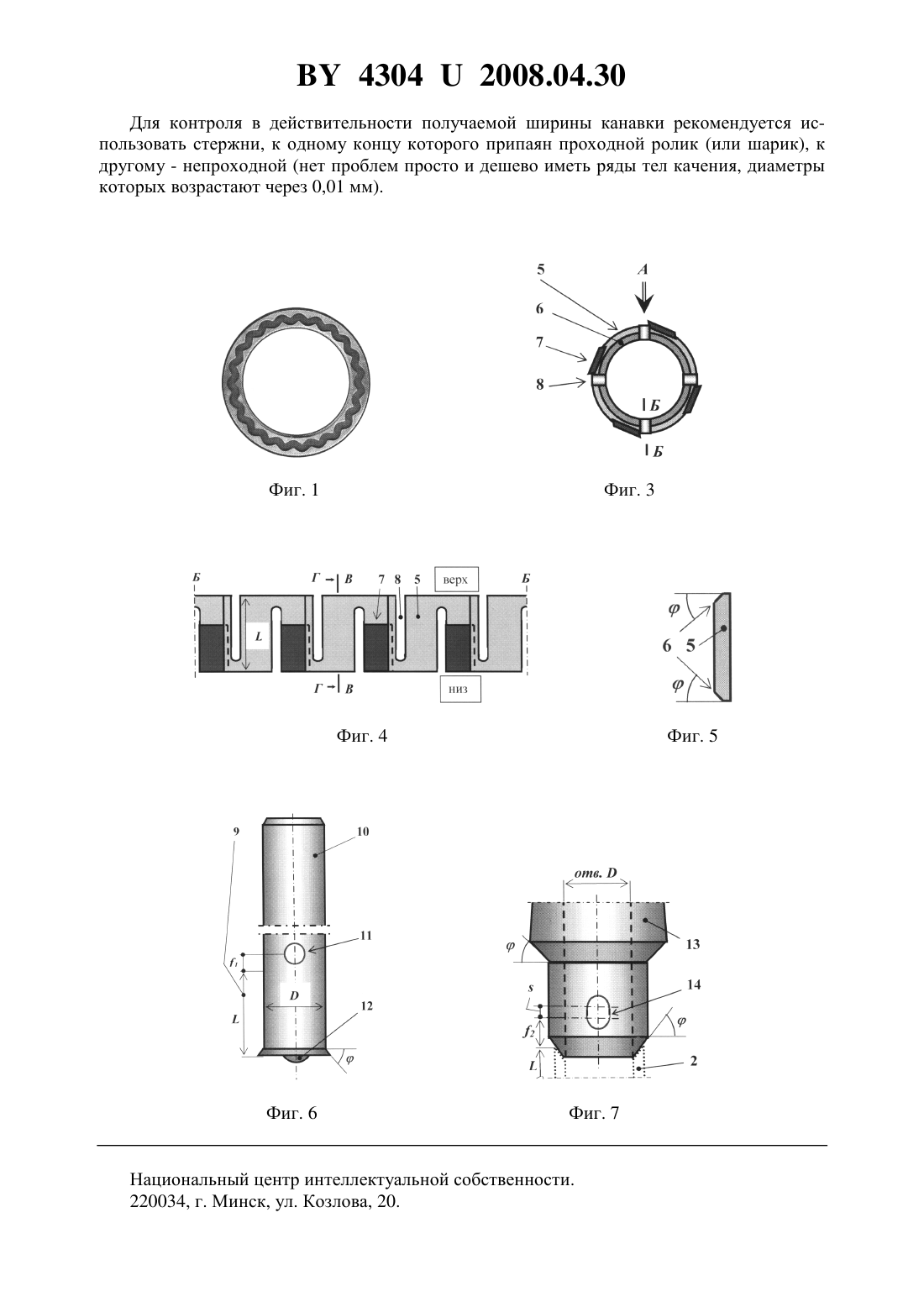
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Игнатищев Руслан Михайлович(72) Автор Игнатищев Руслан Михайлович(73) Патентообладатель Игнатищев Руслан Михайлович(57) 1. Концевая фреза с возможностью изменения в процессе работы ею диаметра, включающая в себя хвостовик и рабочую часть, оснащенную высокотвердыми телами с режущими элементами, отличающаяся тем, что содержит опорный валик, расположенный внутри рабочей части и взаимодействующий с дном канавки, контуры рабочей части имеют форму втулки, соединена она с хвостовиком и опорным валиком подвижно, соприкасаясь коническими поверхностями, с возможностью упругозначимого деформирования под действием осевой силы, передаваемой через нее от шпинделя к столу станка. 2. Концевая фреза по п. 1, отличающаяся тем, что рабочей частью является втулка со щелями в стенке. 3. Концевая фреза по п. 1, отличающаяся тем, что рабочая часть выполнена из пластически деформированного стержня прямоугольного поперечного сечения, деформированного так, что продольная ось стержня приобретает форму замкнутой, навернутой на цилиндр, прямоугольной синусоиды. 4. Концевая фреза по п. 2 или 3, отличающаяся тем, что режущими элементами являются кромки абразивных зерен. 5. Концевая фреза по п. 2 или 3, отличающаяся тем, что на рабочую часть навернута полоска от наждачного полотна.(56) 1. Справочник технолога-машиностроителя. В 2-х т. Т. 2 / Под ред. А.Г. Косиловой и Р.К. Мещерякова. - 4-е изд., перераб. и доп. - М. Машиностроение, 1985. - 496 с. - С. 176. 2. Патент на изобретение 2265501, МПК В 23 С 5/10, 2001. 3. Игнатищев Синусошариковые редукторы. - Мн. Выш. школа, 1983. - 107 с. - С. 6-7. 4. Фролов К.В. Вибрация друг или враг - М. Наука, 1984. - 144 с. - С. 7-8. 5. Маркушевич А.И. Замечательные синусы. - М. Наука, 1974. - 96 с. 43042008.04.30 Область применения полезной модели обработка металлов резанием может использоваться для чистовой обработки стенок канавок, например на вертикально-фрезерных станках с ЧПУ. Известна конструкция концевой фрезы, содержащей хвостовик и рабочую часть с винтовыми режущими зубьями 1. Недостатки известной конструкции низкая стойкость инструмента и невозможность изменять диаметр расположения режущих кромок. Наиболее близкой по технической сущности к полезной модели является сборная концевая фреза, включающая хвостовик и рабочую часть, армированную высокотвердыми пластинами 2. Недостаток прототипа диаметр расположения режущих элементов монотонно снижается при работе фрезой, а после переточки становится еще меньшим. Задачи, решаемые использованием полезной модели, - обеспечение возможности восстанавливать первоначальный диаметр расположения режущих элементов фрез после их переточки и в непрерывном процессе резания значимо изменять ширину производимых канавок на различных по длине участках. Решение указанных задач обеспечивается тем, что концевая фреза с изменяемым, в процессе работы ею, диаметром, включающая в себя хвостовик и рабочую часть, оснащенную высокотвердыми телами с режущими элементами, согласно полезной модели, содержит опорный валик, расположенный внутри рабочей части и взаимодействующий с дном канавки, контуры рабочей части имеют форму втулки, соединена она с хвостовиком и опорным валиком подвижно, соприкасаясь коническими поверхностями, с возможностью упругозначимого деформирования под действием осевой силы, передаваемой через нее от шпинделя к столу станка. Варианты конкретного выполнения рабочей части рабочей частью является втулка со щелями в стенке рабочая часть выполнена из пластически деформированного стержня прямоугольного поперечного сечения, деформированного так, что продольная ось стержня приобретает форму замкнутой, навернутой на цилиндр, прямоугольной синусоиды (понятия замкнутая, навернутая на цилиндр и прямоугольная синусоида мало известны,но подробно изложены в литературе - 3, 4, 5 и другие. Вариант конкретного оснащения рабочей части режущими элементами режущими элементами являются кромки абразивных зерен (т.е. рабочая часть может нести на себе не только напаянные традиционные высокотвердые пластины, но и нанесенные известными способами другие тела - зерна электрокорунда, карбида кремния, карбида бора и т.д., включая алмазные частицы). Простой в исполнении и широко доступный вариант использования полезной модели в качестве шлифовальной головки на рабочую часть навернута полоска от наждачного полотна. Сущность полезной модели пояснена приложенными фигурами фиг. 1 - один из возможных случаев целесообразности использования полезной модели для чистового прохода - кольцо с канавкой для синусоэксцентриковой передачи фиг. 2 - изображение, поясняющее первый пункт формулы полезной модели ( - символ переменности) на фиг. 3-7 изображен главный конкретно-конструктивный вариант выполнения полезной модели фиг. 3 - вид на рабочую часть концевой фрезы в направлении стол-шпиндель станка фиг. 4 - вид по стрелке А (на фиг. 3) на мысленно разрезанную по Б-Б, выпрямленную и положенную на плоскость, рабочую часть фрезы фиг. 5 - вид на сечение В-В по стрелкам Г-Г на фиг. 4 фиг. 6 - опорный (опирающийся о дно канавки) валик с нижним конусом фиг. 7 - хвостовик с верхним конусом и отверстием под опорный валик. Устройство полезной модели. Хвостовик по фиг. 7 нижней частью входит внутрь рабочей части 2 и конической поверхностью 1 взаимодействует с нею сверху. С целью обеспечения надежности в передаче момента эти верхние взаимодействующие конические поверхности имеют неровности (произведенные известными способами, например накатниками для обеспечения надежности соединения рекомендуется выступающие части и впадины располагать вдоль образующих конусов). Опорный валик по фиг. 6 также 2 43042008.04.30 входит внутрь рабочей части 2, но снизу взаимодействуя с нею конической поверхностью 3 и опираясь на дно 4 канавки. 5 - тело рабочей части фрезы, 6 - произведенные на теле 5 фаски (конические поверхности). 7 - твердосплавные пластинки припаяны к панелям рабочей части фрезы с целью разгружения паяных соединений от сил резания пластинки 7 упираются в уступы (упираются гранями, противолежащими режущим граням). 8 - щели в цилиндрической стенке тела рабочей части фрезы (обеспечивающие этому телу 2 высокую упругую податливость в диаметральных направлениях). Позициями 9 и 10 отображен опорный валик 9 - нижняя его часть, охватываемая рабочей частью 2 фрезы (длина которой ). 10 - верхняя часть опорного валика, располагаемая внутри хвостовика,- ее диаметр. 11 - сквозное отверстие под тело болта, соединяющего опорный валик с хвостовиком. 12 - шарик, впрессованный в глухое осевое отверстие в нижней части опорного валика нижней своей частью взаимодействует с дном канавки. 13 - хвостовик (в форме традиционного конуса Морзе). Хвостовик имеет осевое отверстие, в котором расположена верхняя часть опорного валика. С целью получения скользящего соединения опорный валик расположен в хвостовике с зазором, но, с целью сведения до минимума радиальной погрешности соединения, разница в диаметрах должна быть минимальной (примерно как это делают в плунжерных парах). 14 - сквозная продольная прорезь в цилиндрической части хвостовика (выполненная, например, цилиндрической пальцевой фрезой) предназначена для соединения опорного валика и хвостовика (пропущенным через отверстия 11 и 14 телом болта). 1 и 2 - элементы размерной цепочки, обеспечивающие совмещение отверстия 11 с прорезью 14 такое совмещение, чтобы при приподнятой над столом фрезой ему обеспечивался небольшой натяг - ориентировочно Р 030100 Н, но такой натяг,чтобы при приложении со стороны шпинделя силы РР 0 в системе хвостовик - опорный валик обеспечивалось вдольосевое взаимное перемещение в пределах 0 значение верхней границыэтого интервала зависит от номинального значения ширины канавки и в большинстве случаев расположено в пределах 25 мм.- углы, отличающие одни конусы от других в описываемом главном конструктивном варианте они одинаковы для всех конусов, но для обеспечения возможности управлять (в определенных пределах) углом расположения режущих кромок по отношению к оси вращения могут выполняться и различными. Полезная модель работает следующим образом. Приподнятую над столом станка фрезу приводят во вращение и так перемещают ее в пространстве, чтобы шарик опорного валика соприкоснулся с дном канавки, произведенной до этого с припуском на чистовую обработку причем, соприкоснулся с той ее точкой, которая по проекту является серединой ширины канавки. По истечении 1-2 секунд после врезания съем стружки прекращается - ось вращения фрезы заняла в начерно произведенной до этого канавке исходное положение. Фрезу, не изменяя х и у, приподнимают и замером ширины канавки в месте снятой стружки оценивают начальное значение ее диаметра 0. При тех же значениях х и у вращающуюся фрезу вновь опускают на прежнее место. По истечении 35 секунд (когда визуально становится понятным, что шарик соприкасается с дном канавки, а съем стружки отсутствует) возобновляют перемещение шпинделя вниз. При некотором значении 0 оператор визуально, по появившейся стружке, уловит момент возобновления процесса резания. Это значение принимается за начальное и от него отсчитывается заглублениетрадиционных фрез в обрабатываемую деталь. В рассматриваемом же случае перемещение шпинделя вниз приводит не к врезанию фрезы в деталь, а к приращениюдиаметра фрезы. При этом можно руководствоваться связью(1). Рекомендация. Целесообразно придерживаться условия 45 - это позволяет значения приращения диаметра расположения режущих кромок (и поэтому значения приращения ширины производимой канавки) оценивать прямо по имеющемуся на станке отсчетному устройству (без использования различных дополнительных переводных таблиц,графиков, без создания вспомогательных пересчетных устройств). 3 43042008.04.30 Для контроля в действительности получаемой ширины канавки рекомендуется использовать стержни, к одному концу которого припаян проходной ролик (или шарик), к другому - непроходной (нет проблем просто и дешево иметь ряды тел качения, диаметры которых возрастают через 0,01 мм). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23C 5/00
Метки: ею, фреза, концевая, изменяемым, работы, процессе, диаметром
Код ссылки
<a href="https://by.patents.su/4-u4304-koncevaya-freza-s-izmenyaemym-v-processe-raboty-eyu-diametrom.html" rel="bookmark" title="База патентов Беларуси">Концевая фреза с изменяемым, в процессе работы ею, диаметром</a>
Фреза для перфорирования костной ткани
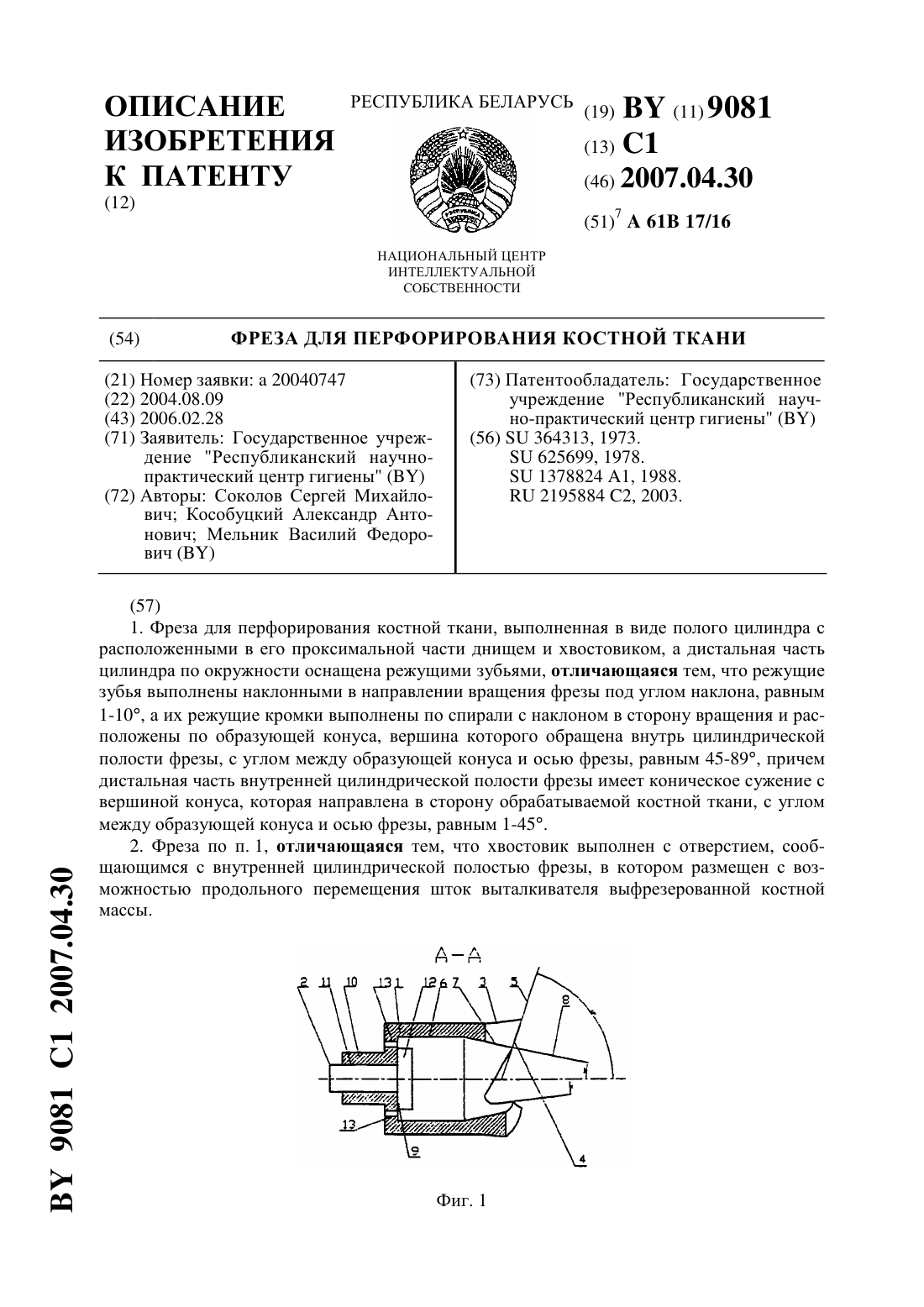
Номер патента: 9081
Опубликовано: 30.04.2007
Авторы: Соколов Сергей Михайлович, Кособуцкий Александр Антонович, Мельник Василий Федорович
МПК: A61B 17/16
Метки: перфорирования, костной, ткани, фреза
Текст:
...оснащена режущими зубьями, при этом режущие зубья выполнены наклонными в направлении вращения фрезы под углом наклона, равным 1-10, а их режущие кромки выполнены по спирали с наклоном в сторону вращения и расположены по образующей конуса, вершина которого обращена внутрь цилиндрической полости фрезы, с углом между образующей конуса и осью фрезы, равным 45-89, причем дистальная часть внутренней цилиндрической полости фрезы имеет...
Фреза холодная
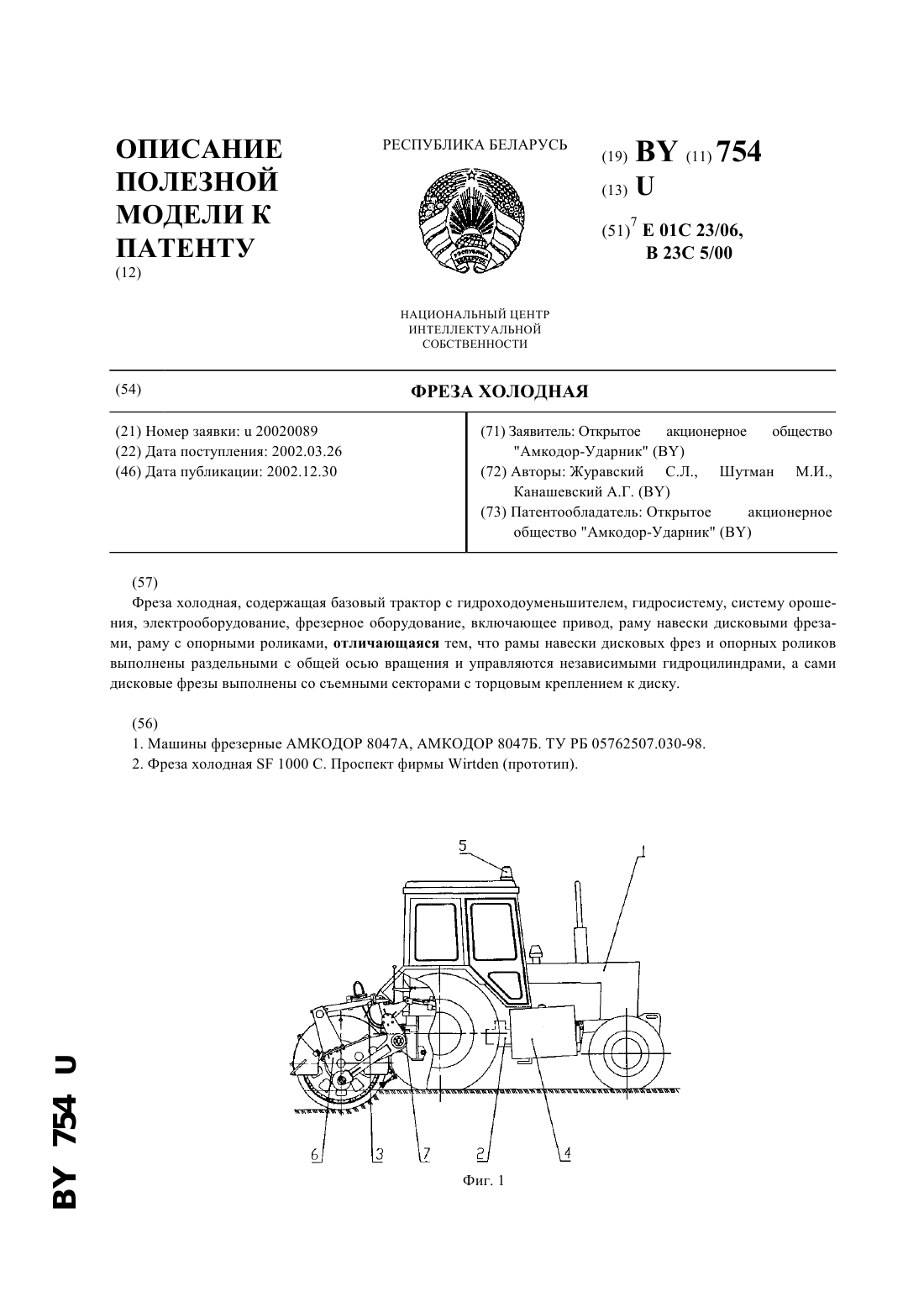
Номер патента: U 754
Опубликовано: 30.12.2002
Авторы: Шутман Марат Иосифович, Журавский Сергей Леонидович, Канашевский Александр Георгиевич
МПК: E01C 23/06, B23C 5/00
Текст:
...общий вид. Фиг. 2 - фрезерное оборудование, общий вид. Фиг. 3 - то же, вид сверху. Фиг. 4 - сечение по А-А по фиг. 2. Фиг. 5 - дисковая фреза. Фреза холодная содержит базовый трактор 1 с гидроходоуменьшителем 2, гидросистему 3, систему орошения 4, электрооборудование 5, фрезерное оборудование 6, включающее привод 7, раму навески 8 дисковых фрез 9 и 10 и раму 11 с опорными роликами 12 и 13. Фрезерное оборудование 6 закреплено в задней...
Непрерывно передвигающаяся в процессе работы выправочно-подбивочно-отделочная машина
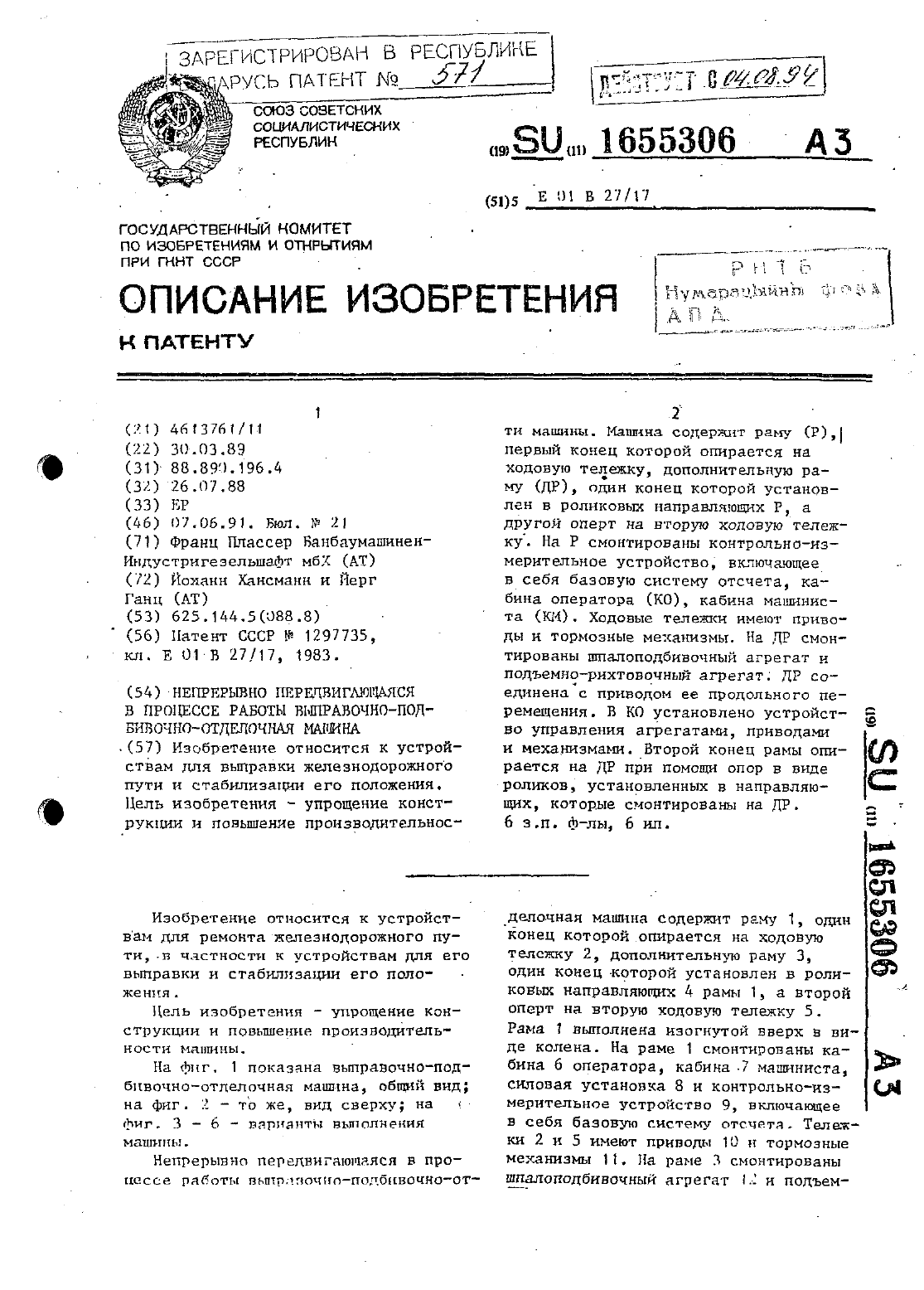
Номер патента: 571
Опубликовано: 30.06.1995
Авторы: Йёрг Ганц, Йоханн Хансманн
МПК: E01B 27/17
Метки: работы, процессе, выправочно-подбивочно-отделочная, непрерывно, передвигающаяся, машина
Текст:
...агрегаты 12 и 13. В зоне агрегата 12 установлен взаимодействующий с рельсовым скреплениями индуктивный датчик 31, соединенный с устройством 15 управления и предназначен НЫЙ для точного центрирования шпале подбивочного агрегата 12 относительно подбиваемы шпал. Гидроцилиндр 28 фиксирует рамы 1 и 3 одна относительно другой при переезде машны с одного ремонтируемого участка пути на другой (в транспортном положении машны). Рама 3...
Фреза холодная
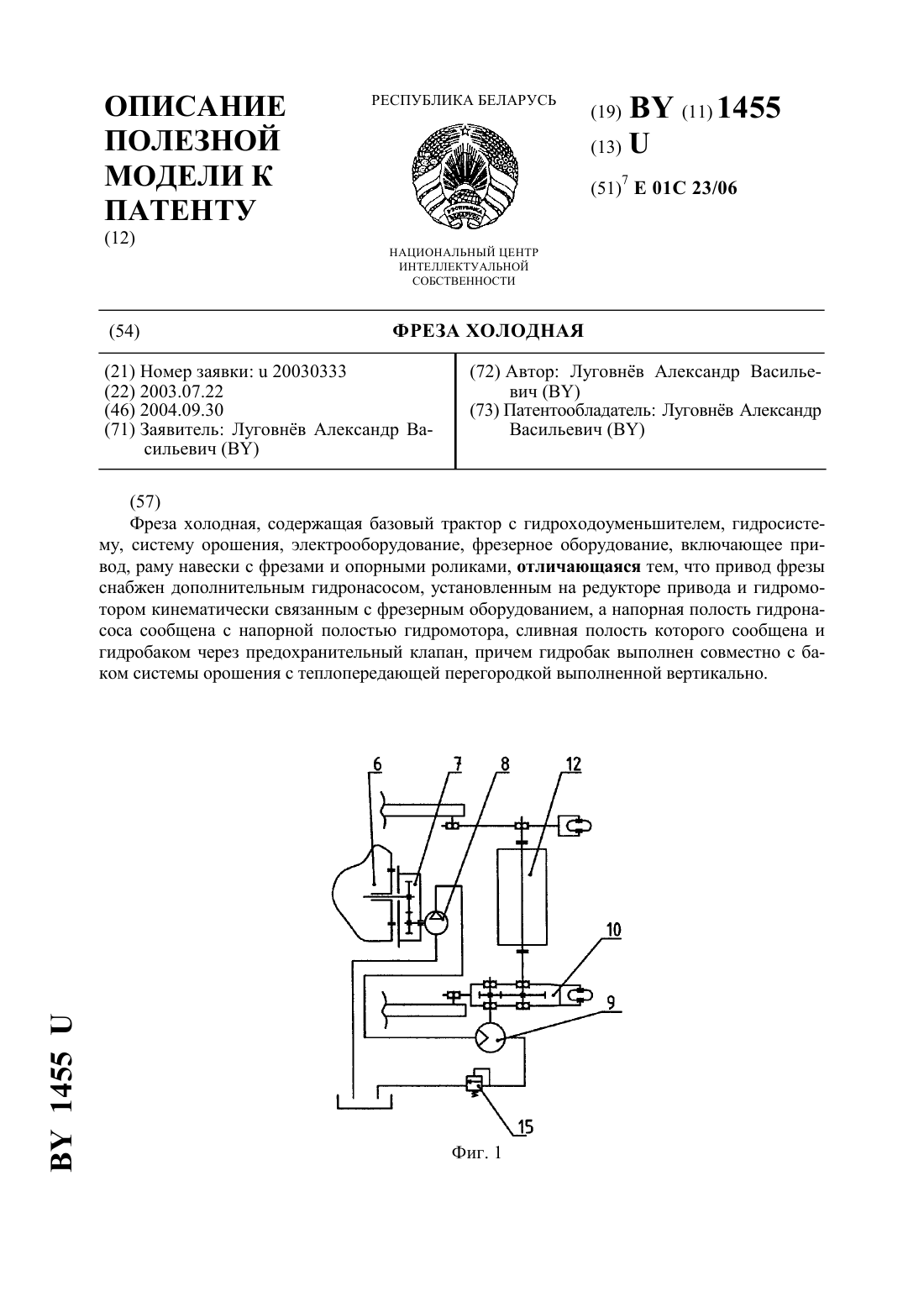
Номер патента: U 1455
Опубликовано: 30.09.2004
Автор: Луговнёв Александр Васильевич
МПК: E01C 23/06
Текст:
...заявленной полезной модели является повышение эксплуатационной надежности работы и снижения энергоемкости при рабочем режиме движения фрезы. 2 1455 Поставленная задача достигается тем, что фреза холодная содержит базовый трактор с гидроходоуменьшителем, гидросистему, систему орошения, электрооборудование, фрезерное оборудование, включающее привод, раму навески с фрезами и опорными роликами, причем фрезы снабжены дополнительным...
Трепан-фреза
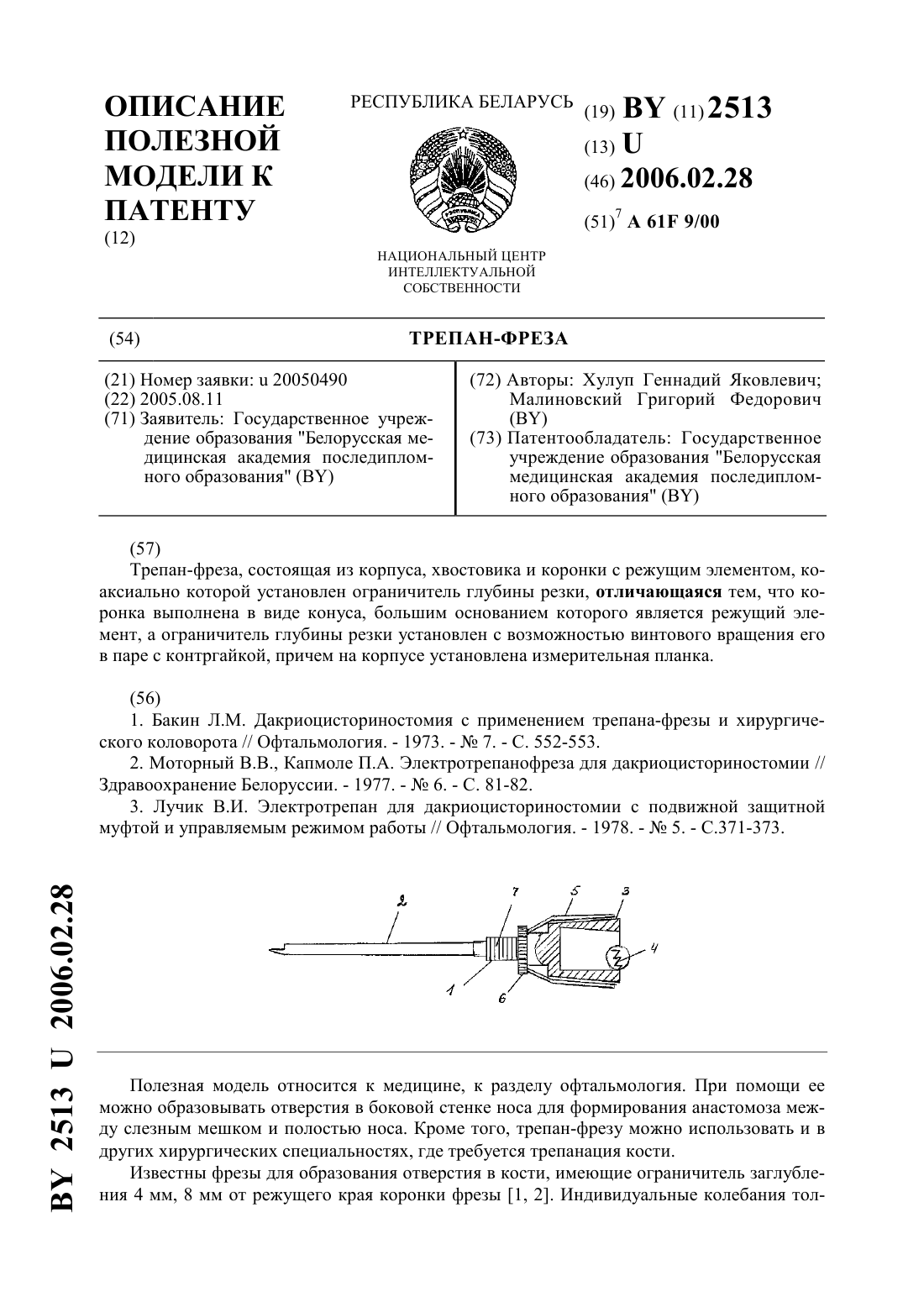
Номер патента: U 2513
Опубликовано: 28.02.2006
Авторы: Малиновский Григорий Федорович, Хулуп Геннадий Яковлевич
МПК: A61F 9/00
Метки: трепан-фреза
Текст:
...модели является создание трепан-фрезы, которая позволила бы щадяще и безопасно образовать костное отверстие в анатомически сложной по строению и труднодоступной области внутреннего угла глаза. Поставленная задача решается следующим образом. Предложена трепан-фреза, состоящая из корпуса, хвостовика и коронки с режущим элементом, коаксиально которой установлен ограничитель глубины резки, причем коронка выполнена в виде конуса, большим...
Предыдущий патент: Микрообъектив с увеличением 150x
Следующий патент: Композитный несущий элемент строительных конструкций
Случайный патент: Способ выявления стертой формы вестибулярной дисфункции у лица с пароксизмальными состояниями при минимальном неврологическом дефекте в анамнезе