Устройство для чистовой обработки наружных поверхностей профильных деталей
Номер патента: U 3789
Опубликовано: 30.08.2007
Авторы: Масальский Юрий Юльянович, Данилов Виктор Алексеевич

Текст
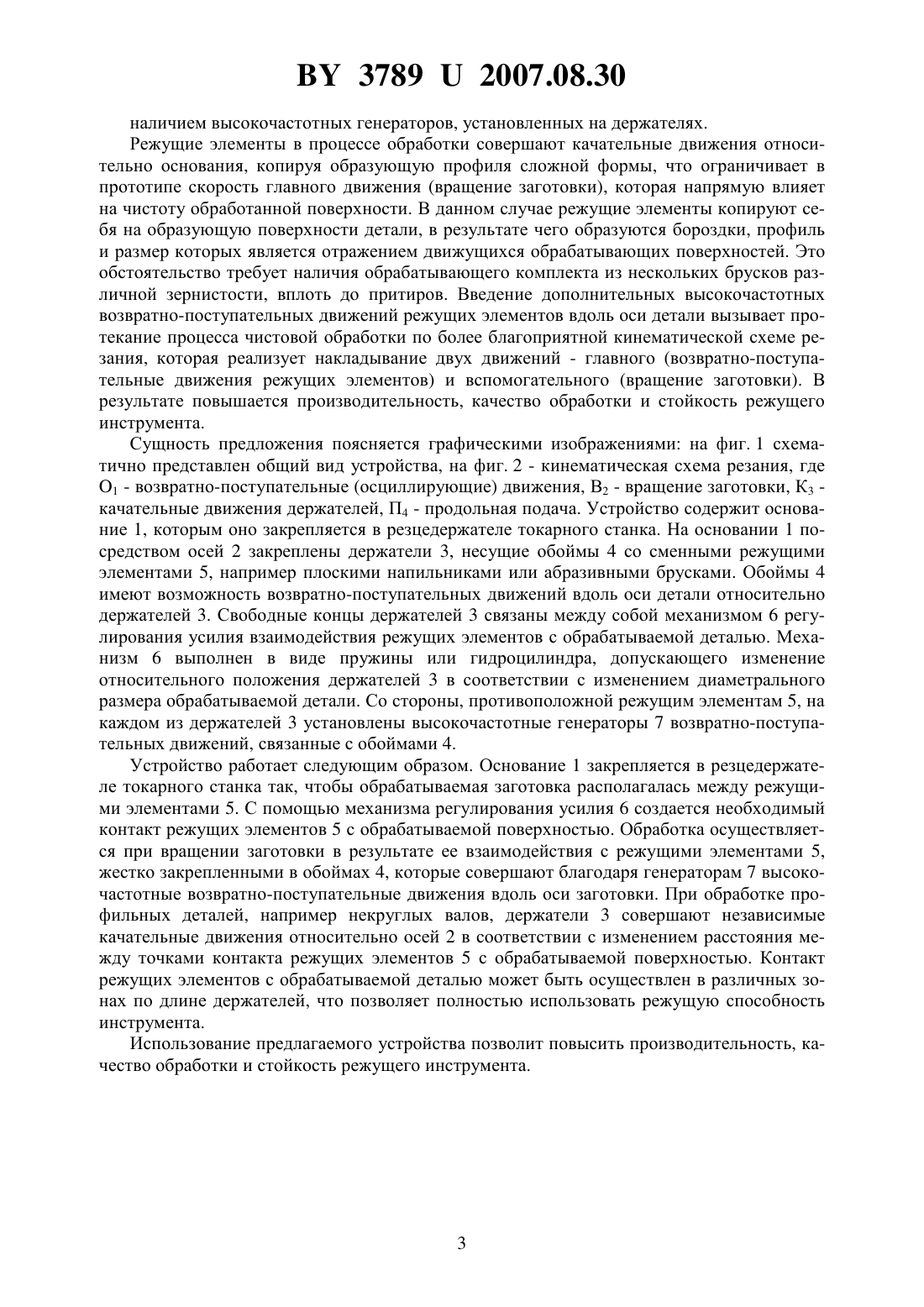
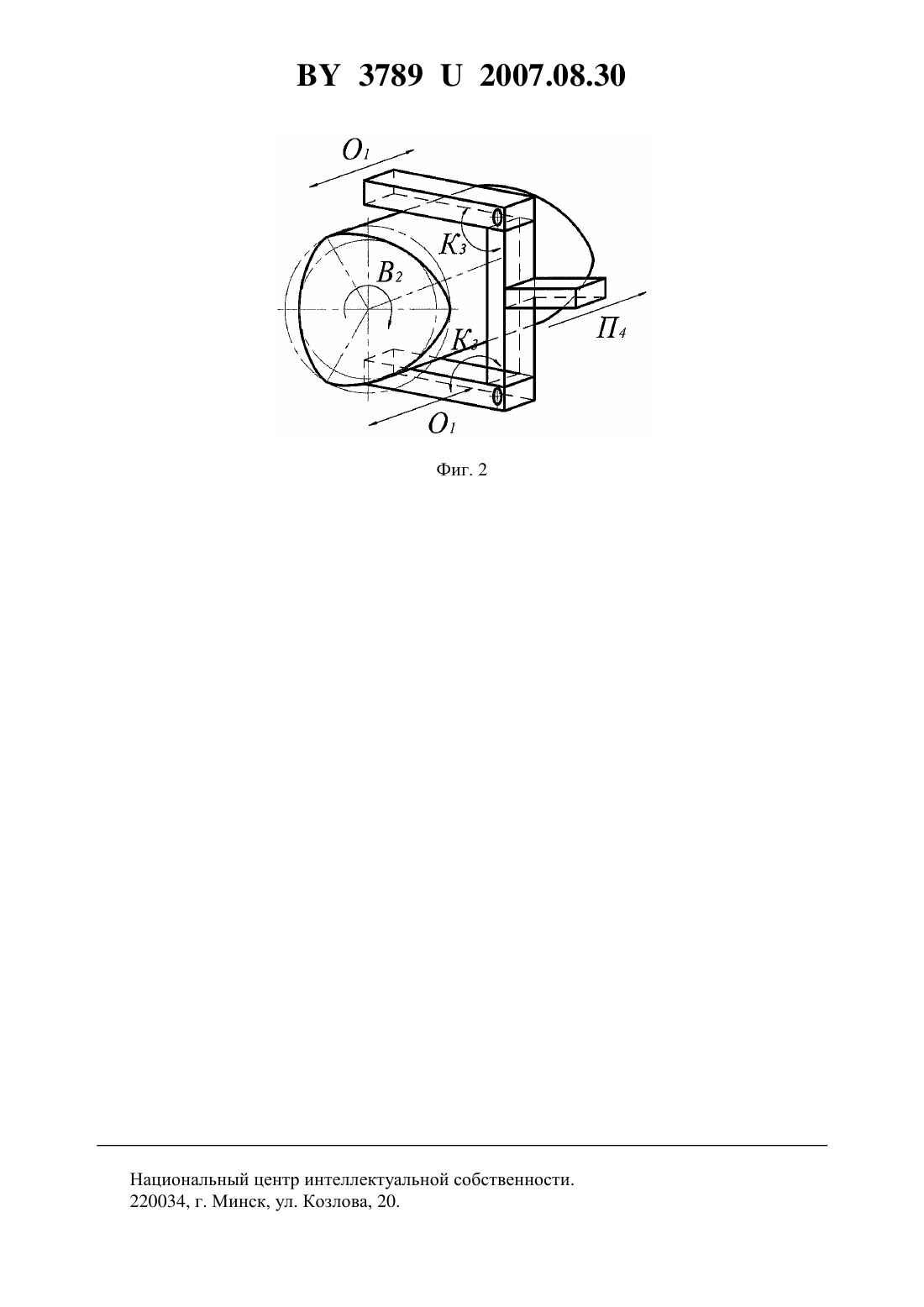
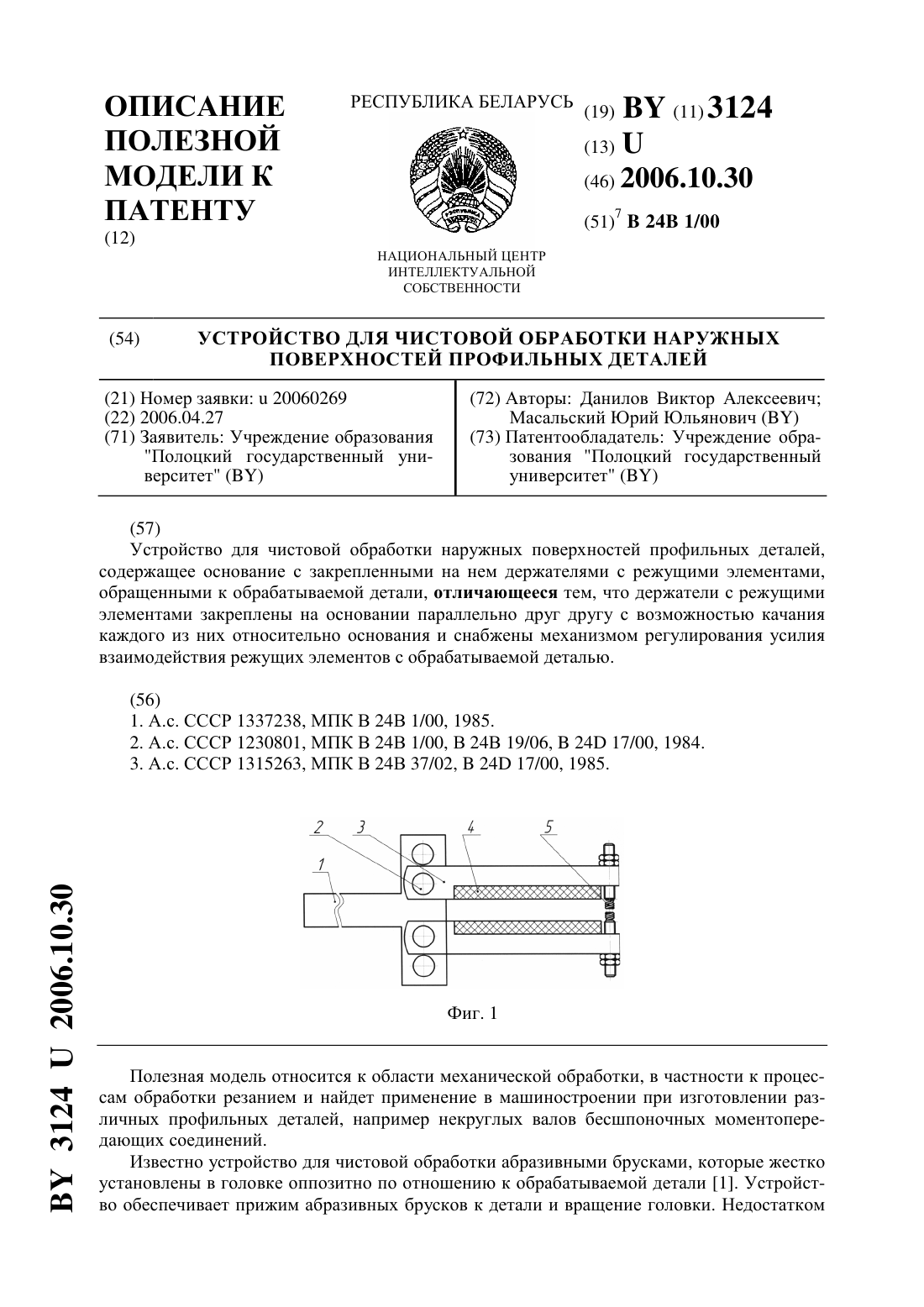
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ПРОФИЛЬНЫХ ДЕТАЛЕЙ(71) Заявитель Учреждение образования Полоцкий государственный университет(72) Авторы Данилов Виктор Алексеевич Масальский Юрий Юльянович(73) Патентообладатель Учреждение образования Полоцкий государственный университет(57) Устройство для чистовой обработки наружных поверхностей профильных деталей,содержащее основание с закрепленными на нем держателями с параллельно расположенными режущими элементами с возможностью качания каждого из них относительно основания, механизм регулирования усилия взаимодействия режущих элементов с обрабатываемой деталью, отличающееся тем, что режущие элементы вмонтированы в обоймы и имеют возможность возвратно-поступательного движения вдоль оси обрабатываемой детали посредством высокочастотных генераторов, установленных на держателях.(56) 1. Способ обработки криволинейных поверхностей А.с. 1230801 (СССР) МПК В 24 В 1/00,В 24 В 19/06,24 17/00, рег.3272901/25-08 / Воронцов А.В., 10.04.84. 2. Устройство для полирования А.с. 1315263 (СССР) МПК В 24 В 37/02,24 17/00,рег.3964015/40-08 / Лысянный Ю.К. и др., 08.10.85. 3. Устройство для чистовой обработки наружных поверхностей профильных деталей Патент 3124 МПК В 24 В 1/00, рег.20060269 / Данилов В.А., Масальский Ю.Ю.,27.04.2006. 37892007.08.30 Полезная модель относится к области механической обработки, в частности к процессам обработки резанием, и найдет применение в машиностроении при изготовлении различных профильных деталей, например некруглых валов бесшпоночных моментопередающих соединений. Известно устройство для обработки криволинейных поверхностей, содержащее пакет установленных в державке брусков из многослойной спрессованной абразивной ленты и гидравлический прижим абразивных брусков к обрабатываемой детали 1. Недостатком данного устройства является расположение режущих элементов с одной стороны детали,что отрицательно влияет на производительность и не позволяет обрабатывать нежесткие детали. Достаточно сложно обеспечить перемещение брусков относительно друг друга изза возникающих в месте контакта значительных сил трения. Известно устройство для полирования цилиндрических заготовок с эллиптичным в поперечном сечении профилем, выполненное в виде держателя полировальных подложек,которые выполняют функцию режущих элементов 2. Полировальные подложки обращены к обрабатываемой детали и установлены под углом друг к другу с возможностью качания держателя на шаровой основе, являющейся основанием. Шаровая опора имеет возможность перемещения вдоль биссектрисы угла, образованного рабочими поверхностями подложек, а их линия пересечения совмещена с центром шаровой опоры. Недостатком данного устройства является то, что держатели полировальных подложек расположены под углом друг к другу, в результате чего они контактируют с обрабатываемой деталью на небольшой длине, что не позволяет полностью использовать режущую способность инструмента. Кроме того, при таком расположении полировальных подложек имеет место неуравновешенность силового замыкания системы инструмент-деталь, что затрудняет обработку нежестких деталей. Эти недостатки приводят к снижению надежности и универсальности устройства. Наиболее близким к заявляемому является устройство для чистовой обработки наружных поверхностей профильных деталей 3, выполненное в виде основания с закрепленными на нем держателями с режущими элементами, обращенными к обрабатываемой детали, которые закреплены на основании параллельно друг другу с возможностью качания каждого из них относительно основания и снабжены механизмом регулирования усилия взаимодействия режущих элементов с обрабатываемой деталью. Недостатками данного устройства являются недостаточно высокие производительность и качество обработки, обусловленные малоэффективной схемой резания. Данный недостаток обусловлен образованием рисок режущими элементами на образующей заготовке, что требует для уменьшения шероховатости поверхности применения нескольких комплектов сменных режущих элементов различной зернистости. Также вышеуказанная схема резания негативно влияет на стойкость режущих элементов. Задачей настоящего предложения является повышение производительности, качества обработки и стойкости режущего инструмента. Указанная задача решается за счет того, что устройство для чистовой обработки наружных поверхностей профильных деталей содержит основание с закрепленными на нем держателями с параллельно расположенными режущими элементами с возможностью качания каждого из них относительно основания и механизм регулирования усилия взаимодействия режущих элементов с обрабатываемой деталью. Режущие элементы вмонтированы в обоймы и имеют возможность возвратно-поступательного движения вдоль оси обрабатываемой детали посредством высокочастотных генераторов, установленных на держателях. Заявляемая полезная модель отличается наличием обоймы, в которую вмонтирован каждый из режущих элементов возможностью возвратно-поступательных движений обойм с режущими элементами вдоль оси детали 2 37892007.08.30 наличием высокочастотных генераторов, установленных на держателях. Режущие элементы в процессе обработки совершают качательные движения относительно основания, копируя образующую профиля сложной формы, что ограничивает в прототипе скорость главного движения (вращение заготовки), которая напрямую влияет на чистоту обработанной поверхности. В данном случае режущие элементы копируют себя на образующую поверхности детали, в результате чего образуются бороздки, профиль и размер которых является отражением движущихся обрабатывающих поверхностей. Это обстоятельство требует наличия обрабатывающего комплекта из нескольких брусков различной зернистости, вплоть до притиров. Введение дополнительных высокочастотных возвратно-поступательных движений режущих элементов вдоль оси детали вызывает протекание процесса чистовой обработки по более благоприятной кинематической схеме резания, которая реализует накладывание двух движений - главного (возвратно-поступательные движения режущих элементов) и вспомогательного (вращение заготовки). В результате повышается производительность, качество обработки и стойкость режущего инструмента. Сущность предложения поясняется графическими изображениями на фиг. 1 схематично представлен общий вид устройства, на фиг. 2 - кинематическая схема резания, где 1 - возвратно-поступательные (осциллирующие) движения, В 2 - вращение заготовки, К 3 качательные движения держателей, П 4 - продольная подача. Устройство содержит основание 1, которым оно закрепляется в резцедержателе токарного станка. На основании 1 посредством осей 2 закреплены держатели 3, несущие обоймы 4 со сменными режущими элементами 5, например плоскими напильниками или абразивными брусками. Обоймы 4 имеют возможность возвратно-поступательных движений вдоль оси детали относительно держателей 3. Свободные концы держателей 3 связаны между собой механизмом 6 регулирования усилия взаимодействия режущих элементов с обрабатываемой деталью. Механизм 6 выполнен в виде пружины или гидроцилиндра, допускающего изменение относительного положения держателей 3 в соответствии с изменением диаметрального размера обрабатываемой детали. Со стороны, противоположной режущим элементам 5, на каждом из держателей 3 установлены высокочастотные генераторы 7 возвратно-поступательных движений, связанные с обоймами 4. Устройство работает следующим образом. Основание 1 закрепляется в резцедержателе токарного станка так, чтобы обрабатываемая заготовка располагалась между режущими элементами 5. С помощью механизма регулирования усилия 6 создается необходимый контакт режущих элементов 5 с обрабатываемой поверхностью. Обработка осуществляется при вращении заготовки в результате ее взаимодействия с режущими элементами 5,жестко закрепленными в обоймах 4, которые совершают благодаря генераторам 7 высокочастотные возвратно-поступательные движения вдоль оси заготовки. При обработке профильных деталей, например некруглых валов, держатели 3 совершают независимые качательные движения относительно осей 2 в соответствии с изменением расстояния между точками контакта режущих элементов 5 с обрабатываемой поверхностью. Контакт режущих элементов с обрабатываемой деталью может быть осуществлен в различных зонах по длине держателей, что позволяет полностью использовать режущую способность инструмента. Использование предлагаемого устройства позволит повысить производительность, качество обработки и стойкость режущего инструмента. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B24B 1/00
Метки: профильных, деталей, устройство, обработки, чистовой, поверхностей, наружных
Код ссылки
<a href="https://by.patents.su/4-u3789-ustrojjstvo-dlya-chistovojj-obrabotki-naruzhnyh-poverhnostejj-profilnyh-detalejj.html" rel="bookmark" title="База патентов Беларуси">Устройство для чистовой обработки наружных поверхностей профильных деталей</a>
Устройство для чистовой обработки наружных поверхностей профильных деталей
Номер патента: U 3124
Опубликовано: 30.10.2006
Авторы: Масальский Юрий Юльянович, Данилов Виктор Алексеевич
МПК: B24B 1/00
Метки: чистовой, устройство, наружных, деталей, профильных, обработки, поверхностей
Текст:
...настоящего предложения является повышение его надежности и универсальности, а также расширение его технологических возможностей и области применения. Указанная задача решается за счет того, что устройство для чистовой обработки наружных поверхностей профильных деталей содержит основание с закрепленными на нем держателями с режущими элементами, обращенными к обрабатываемой детали, при этом держатели с режущими элементами закреплены на...
Устройство для чистовой обработки внутренних поверхностей профильных деталей

Номер патента: U 3209
Опубликовано: 30.12.2006
Авторы: Масальский Юрий Юльянович, Данилов Виктор Алексеевич
МПК: B24B 1/00
Метки: устройство, обработки, чистовой, внутренних, деталей, профильных, поверхностей
Текст:
...несущими режущие элементы. При этом держатели выполнены в виде двуплечих рычагов, закрепленных на основании с возможностью качания каждого из них. На одних концах плеч держателей установлен механизм регулирования усилия взаимодействия режущих элементов с обрабатываемой деталью, а на других концах плеч держателей закреплены режущие элементы с возможностью качания относительно держателей.Заявляемая полезная модель отличаетсяналичием механизма...
Способ обработки наружных поверхностей деталей машин
Номер патента: 5643
Опубликовано: 30.12.2003
Авторы: Угодников Андрей Валерьевич, Сакевич Валерий Николаевич, Олехнович Валентин Станиславович, Булавин Владимир Алексеевич, Клубович Владимир Владимирович
МПК: B24B 39/00
Метки: деталей, обработки, наружных, поверхностей, способ, машин
Текст:
...имеющие отверстия типа маслоподающих отверстий на шейках коленчатых валов. Осуществляя подачу цилиндрического инструмента вдоль образующей детали в одном направлении до конца обрабатываемого участка, а затем в противоположном, не меняя направления вращения детали, тем самым наносим ромбовидньй микрорельеф. Таким образом, для повышения износостойкости трущихся деталей в известном способе обработки наружных поверхностей деталей машин...
Устройство универсальное для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью
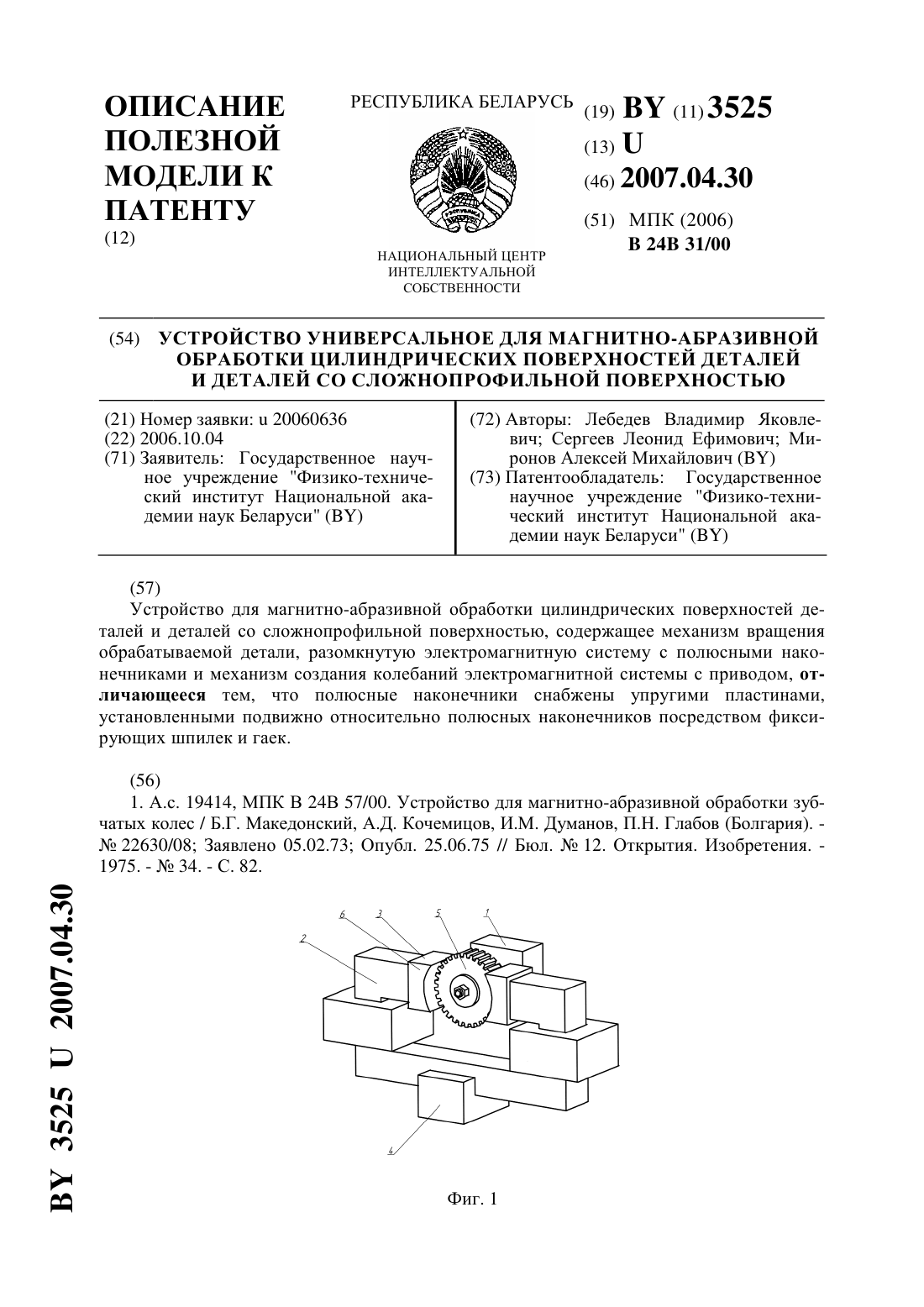
Номер патента: U 3525
Опубликовано: 30.04.2007
Авторы: Миронов Алексей Михайлович, Лебедев Владимир Яковлевич, Сергеев Леонид Ефимович
МПК: B24B 31/00
Метки: обработки, магнитно-абразивной, поверхностью, сложнопрофильной, устройство, деталей, поверхностей, цилиндрических, универсальное
Текст:
...прерывистой поверхностью, а именно венцов зубчатых колес разного модуля на одном устройстве. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью, содержащем механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с...
Способ упрочнения ультразвуком наружных цилиндрических поверхностей деталей
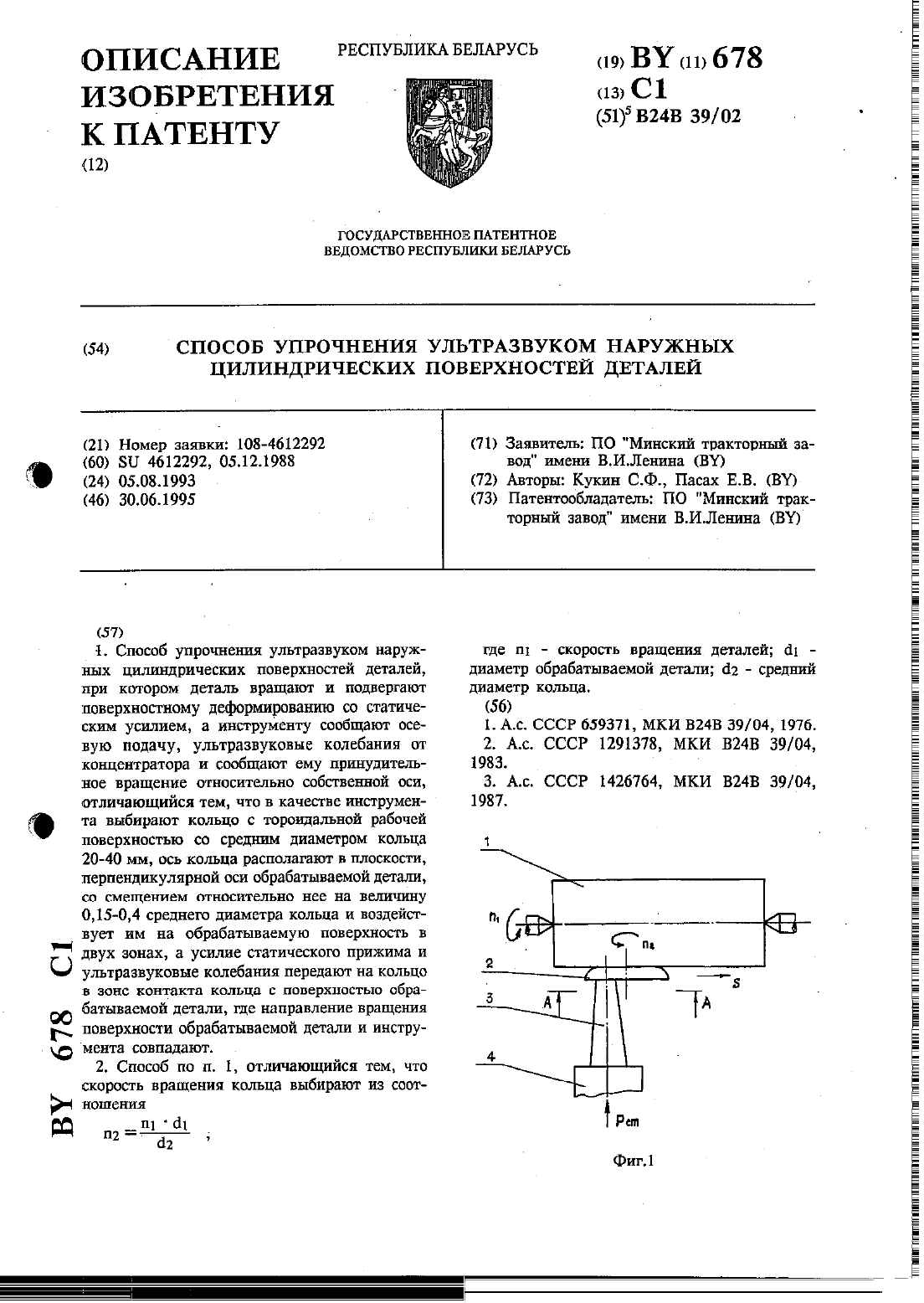
Номер патента: 678
Опубликовано: 30.06.1995
Авторы: Пасах Е. В., Кукин С. Ф.
МПК: B24B 39/02
Метки: ультразвуком, деталей, способ, цилиндрических, упрочнения, поверхностей, наружных
Текст:
...деталь 1 диаметром с 11 вращают со скоростью щ в контакте с вращающимся со скоростью п и перемещающимся вдоль с подачей 8 кольцом 2 с тороидальной рабочей поверхностью и средним диаметром с 12, ось которого расположена от оси детали 1 на расстоянии 11. С обратной стороны кольца 2 по оси концентратора 3, проходящей через зону контакта кольца с деталью, где направление перемещения обрабатываемой поверхности и инструмента (кольца 2)...
Предыдущий патент: Устройство визуализации скрытых изображений наблюдаемого объекта
Следующий патент: Долото плуга
Случайный патент: Вакцина против пастереллеза птиц