Способ обработки наружных поверхностей деталей машин
Номер патента: 5643
Опубликовано: 30.12.2003
Авторы: Булавин Владимир Алексеевич, Сакевич Валерий Николаевич, Угодников Андрей Валерьевич, Олехнович Валентин Станиславович, Клубович Владимир Владимирович
Текст
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОБРАБОТКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН(71) Заявитель ГОСУДАРСТВЕННОЕ НАУЧНОЕ УЧРЕЖДЕНИЕ ИНСТИТУТ ТЕХНИЧЕСКОЙ АКУСТИКИ НАНБ(72) Авторы Булавин Владимир Алексеевич Клубович Владимир Владимирович Олехнович Валентин Станиславович Сакевич Валерий Николаевич Угодников Андрей Валерьевич(73) Патентообладатель ГОСУДАРСТВЕННОЕ НАУЧНОЕ УЧРЕЖДЕНИЕ ИНСТИТУТ ТЕХНИЧЕСКОЙ АКУСТИКИ НАНБ(57) Способ обработки наружных поверхностей деталей машин путем ультразвуковой обработки цилиндрическим инструментом, отличающийся тем, что ультразвуковую обработку осуществляют боковой поверхностью цилиндрического инструмента, который устанавливают таким образом, что его ось перпендикулярна оси детали, а величину подачи цилиндрического инструмента определяют из соотношения(1,272),где- радиус цилиндрического инструмента,причем подачу цилиндрического инструмента осуществляют в одном направлении до конца обрабатываемой поверхности, а затем в противоположном направлении, не меняя направления вращения детали.(56)1426764 1, 1988.1291378 1, 1987.1199598 , 1985.93056084 , 1996.2095217 1, 1997. Изобретение относится к области ультразвукового поверхностного пластического деформирования твердых тел и может быть использовано в различных отраслях промышленности для повышения износостойкости трущихся деталей машин. Известен способ 1 упрочнения ультразвуком наружных цилиндрических поверхностей деталей, заключающийся в том, что в качестве инструмента выбирают цилиндрический ролик, образующую которого располагают параллельно образующей цилиндрической детали, а его ось располагают под углом к оси детали и дополнительно сообщают ему принудительное вращение относительно собственной оси и угловое возвратно-поступательное перемещение 5643 1 по образующей детали, а ультразвуковые колебания передают на две зоны цилиндрического ролика, отстоящих от центра пятна контакта цилиндрического ролика с деталью на расстоянии не менее чем величина хода цилиндрическою ролика вдоль своей оси. Недостатком известного способа является невозможность получить необходимый микрорельеф на поверхности обрабатываемой детали. Техническая задача, на решение которой направлено изобретение, состоит в том, что на поверхности детали необходимо получить регулярный ромбовидный микрорельеф с шероховатостью 0,20,5 мкм. Проведенные эксперименты показали, что именно оптимальные параметры шероховатости в диапазоне 0,20,5 мкм и ромбовидность микрорельефа позволяют повысить износостойкость шеек валов двигателей внутреннего сгорания в 33 раза, а сопрягаемых вкладышей в 9,3 раза по сравнению с новыми полированными деталями. Известно, что средняя высота неровностейпри поверхностной пластической обработке может быть найдена по формуле 22/8, где- радиус деформирующего элемента,- величина подачи,1 - множитель, зависящий от механических свойств материала. Преобразуя известную формулу с учетом оптимальных параметров шероховатости, получим выражение для оптимальной величины подачи(1,272). Обработка боковой поверхностью цилиндрического инструмента позволяет обрабатывать поверхности, имеющие отверстия типа маслоподающих отверстий на шейках коленчатых валов. Осуществляя подачу цилиндрического инструмента вдоль образующей детали в одном направлении до конца обрабатываемого участка, а затем в противоположном, не меняя направления вращения детали, тем самым наносим ромбовидньй микрорельеф. Таким образом, для повышения износостойкости трущихся деталей в известном способе обработки наружных поверхностей деталей машин путем ультразвуковой обработки цилиндрическим инструментом ультразвуковую обработку осуществляют боковой поверхностью цилиндрического инструмента, который устанавливают таким образом, что его ось перпендикулярна оси детали, а величину подачи цилиндрического инструмента определяют из соотношения(1,272), где- радиус цилиндрического инструмента, причем подачу цилиндрического инструмента осуществляют в одном направлении до конца обрабатываемой поверхности, а затем в противоположном направлении, не меняя направления вращения детали. Для лучшего понимания изобретения приведем конкретные примеры его исполнения. Пример 1. В качестве исходной детали берется вал двигателя внутреннего сгорания, шейки которого шлифуют в ремонтный размер. Исходная твердость шейки вала 552. В качестве ультразвукового инструмента использовался магнитострикционный преобразователь ПМС 1-1 с закрепленным на торце волновода-концентратора цилиндром радиусом 6 мм из твердого сплава ВК 6. Обработка велась боковой поверхностью цилиндра с амплитудой 12 мкм и статической силой поджатия инструмента к детали 40 Н, причем инструмент устанавливали таким образом,чтобы его ось была перпендикулярна оси детали, а величину подачи ультразвукового инструмента определяли из соотношения(1,272) 610 3(98,4155) мкм/об, причем подачу инструмента осуществляют в одном направлении до конца обрабатываемой поверхности, а затем в противоположном направлении, не меняя направления вращения детали. После испытаний на стендах упрочненных таким образом шеек коленчатых валов их износостойкость повысилась в 33 раза, а сопрягаемых вкладышей в 9,3 раза по сравнению с новыми полированными деталями, которые не подвергались обработке по предлагаемому способу. Пример 2 (сравнительный). Параметры обработки те же, что и в примере 1, кроме величины подачи ультразвукового инструмента. Величину подачи выбирали равной (5495) мкм/об. После испытаний установили, что износостойкость вала повысилась до 25 раз, вкладышей до 3 раз по срав 2 5643 1 нению с новыми полированными деталями. Отметим, что при таких подачах шероховатость соответствует 0,060,18 мкм. Пример 3 (сравнительный). Параметры обработки те же, что и в примере 1, причем подачу инструмента осуществляли в одном направлении до конца обрабатываемой поверхности. После испытаний установили, что износостойкость вала и вкладыша повысилась до 1,5 раза по сравнению с новыми полированными деталями. Пример 4 (сравнительный). Параметры обработки те же, что и в примере 1. Величину подачи выбирали равной(160200) мкм/об. После испытаний установили, что износостойкость вала повысилась до 20 раз, вкладышей до 2 раз по сравнению с полированными деталями. Как следует из приведенных примеров обработки шеек валов двигателей внутреннего сгорания, обработка по предлагаемому способу повышает их износостойкость в 33 раза и исключает операцию полировки. Источники информации 1. А.с. СССР 1426764, МПК В 24 39/00, 1988 (опубликовано). 2. Горобило В.М. Алмазное выглаживание. - М Машиностроение, 1972. - С.104. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B24B 39/00
Метки: поверхностей, способ, деталей, обработки, машин, наружных
Код ссылки
<a href="https://by.patents.su/3-5643-sposob-obrabotki-naruzhnyh-poverhnostejj-detalejj-mashin.html" rel="bookmark" title="База патентов Беларуси">Способ обработки наружных поверхностей деталей машин</a>
Способ упрочнения ультразвуком наружных цилиндрических поверхностей деталей
Номер патента: 678
Опубликовано: 30.06.1995
Авторы: Кукин С. Ф., Пасах Е. В.
МПК: B24B 39/02
Метки: деталей, способ, наружных, цилиндрических, поверхностей, ультразвуком, упрочнения
Текст:
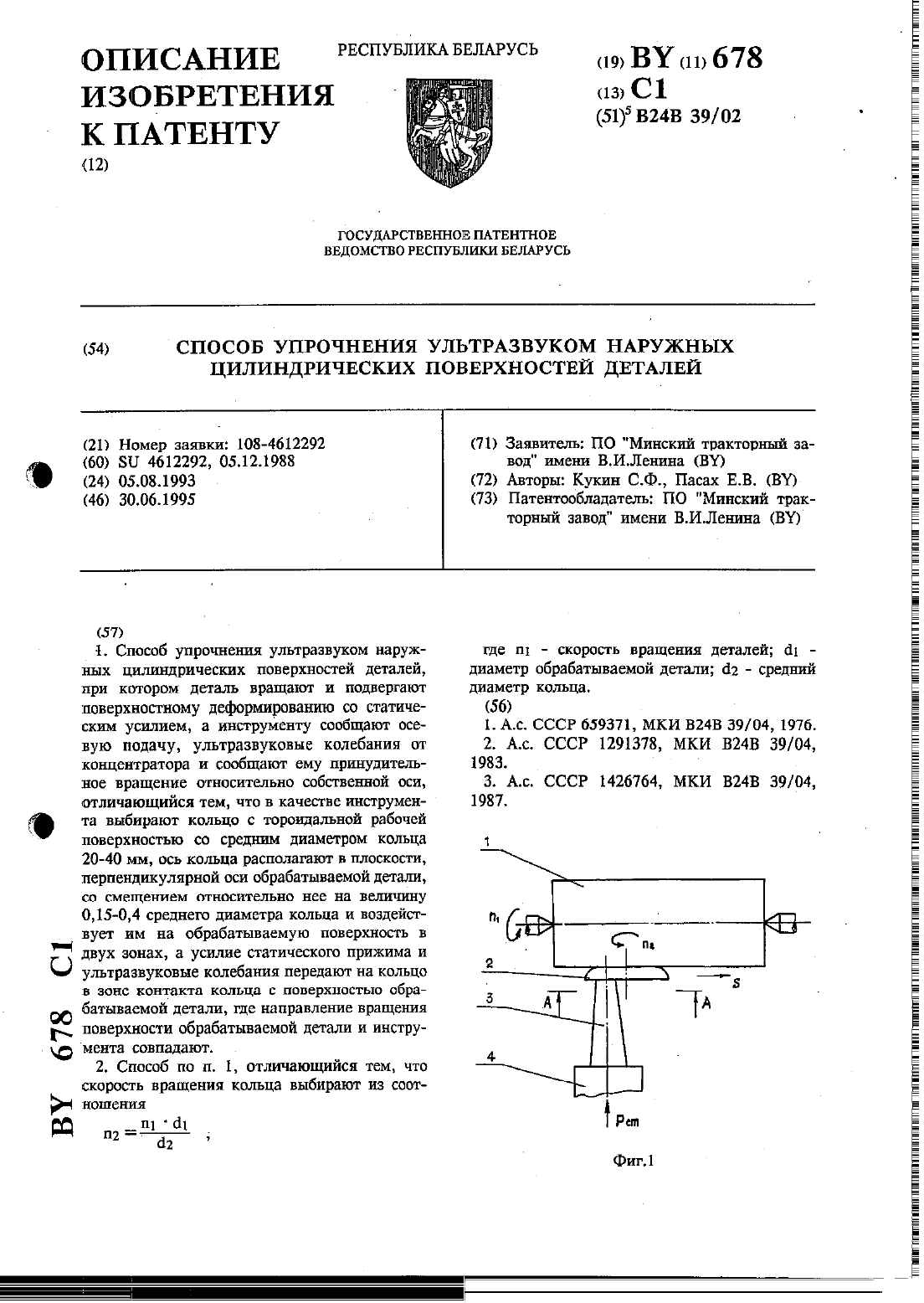
...деталь 1 диаметром с 11 вращают со скоростью щ в контакте с вращающимся со скоростью п и перемещающимся вдоль с подачей 8 кольцом 2 с тороидальной рабочей поверхностью и средним диаметром с 12, ось которого расположена от оси детали 1 на расстоянии 11. С обратной стороны кольца 2 по оси концентратора 3, проходящей через зону контакта кольца с деталью, где направление перемещения обрабатываемой поверхности и инструмента (кольца 2)...
Способ механической обработки внутренних поверхностей дисковым резцом

Номер патента: 5536
Опубликовано: 30.09.2003
Автор: Бурский Вячеслав Александрович
МПК: B23B 1/00
Метки: механической, дисковым, резцом, внутренних, обработки, поверхностей, способ
Текст:
...вращение вокруг оси, совпадающей с осью вращения детали, а вращение резца вокруг собственной оси осуществляют также принудительно. Сообщение принудительного вращения дисковому резцу вокруг оси, совпадающей с осью вращения детали, а также принудительного вращения дисковому резцу вокруг собственной оси обеспечивает возможность обработки внутренних поверхностей. Одновременно с этим, за счет принудительного вращения дискового резца вокруг...
Способ управления процессом формообразования прецизионных поверхностей оптических деталей

Номер патента: 5253
Опубликовано: 30.06.2003
Авторы: Видмант Феликс Викентьевич, Митенков Максим Валерьевич, Филонов Игорь Павлович, Маляренко Александр Дмитриевич
МПК: B24B 13/00
Метки: управления, прецизионных, процессом, формообразования, поверхностей, деталей, способ, оптических
Текст:
...лучшей управляемости процессом формообразования толщина полировальника уменьшается от центра к краю. Сущность изобретения поясняется чертежами, где фиг. 1 - схема обработки выпуклой поверхности фиг. 2 - схема обработки вогнутой поверхности фиг. 3 - графическая зависимость точности формы полируемой поверхности от температуры суспензии фиг. 4 - зависимость производительности доводки от температуры полировальной суспензии. Устройство для...
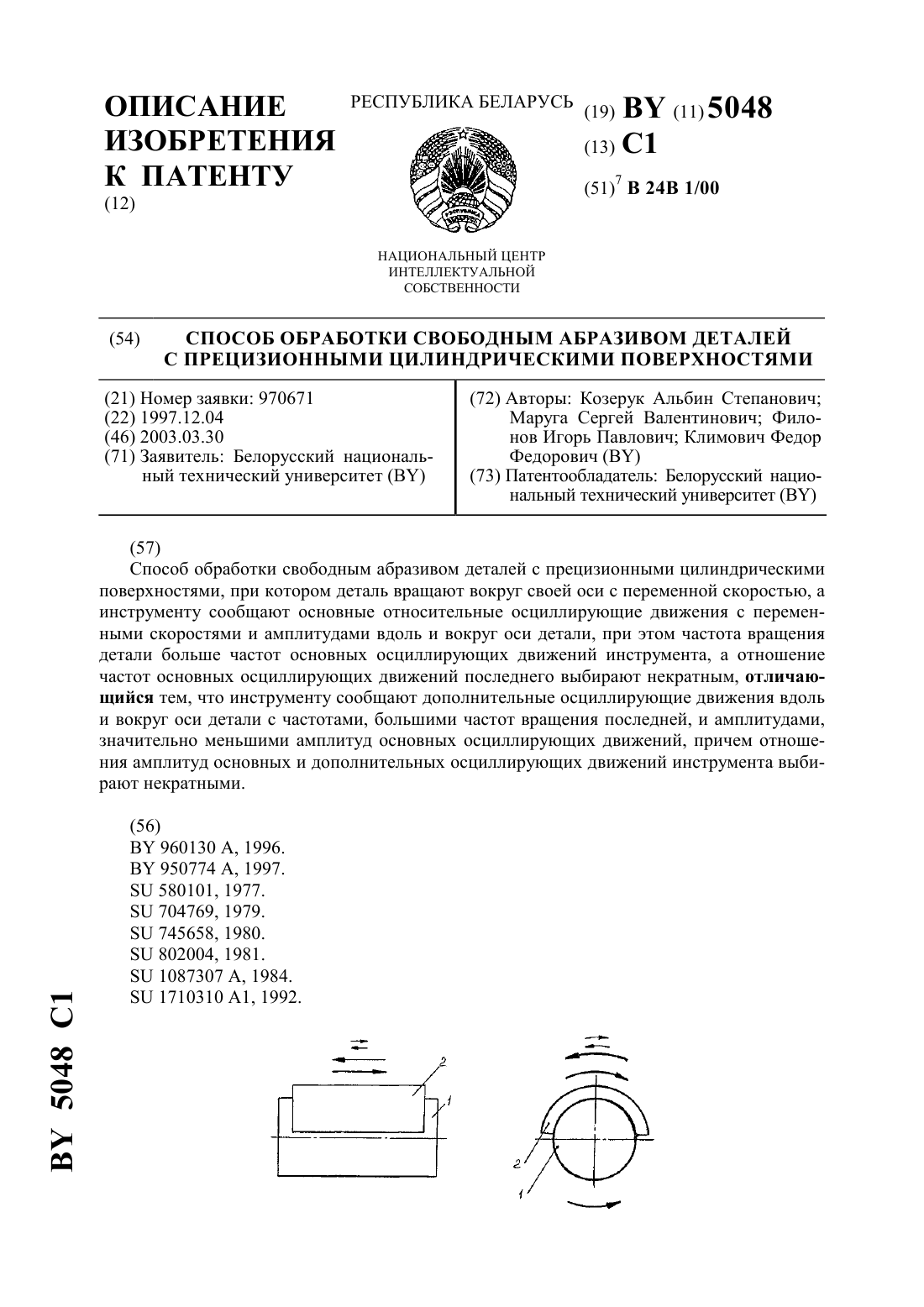
Способ обработки свободным абразивом деталей с прецизионными цилиндрическими поверхностями
Номер патента: 5048
Опубликовано: 30.03.2003
Авторы: Филонов Игорь Павлович, Климович Федор Федорович, Маруга Сергей Валентинович, Козерук Альбин Степанович
МПК: B24B 1/00
Метки: способ, деталей, абразивом, свободным, прецизионными, обработки, цилиндрическими, поверхностями
Текст:
...оси симметрии детали и дополнительные, параллельные первым двум. При этом дополнительные осцилляции инструмента осуществляют с амплитудами, значительно меньшими амплитуд его основных движений, и частотами, превышающими частоту вращения детали. Величину амплитуд основных и дополнительных перемещений инструмента назначают в зависимости от распределения припуска по длине обрабатываемой поверхности, а их отношение выбирают некратным. Способ...
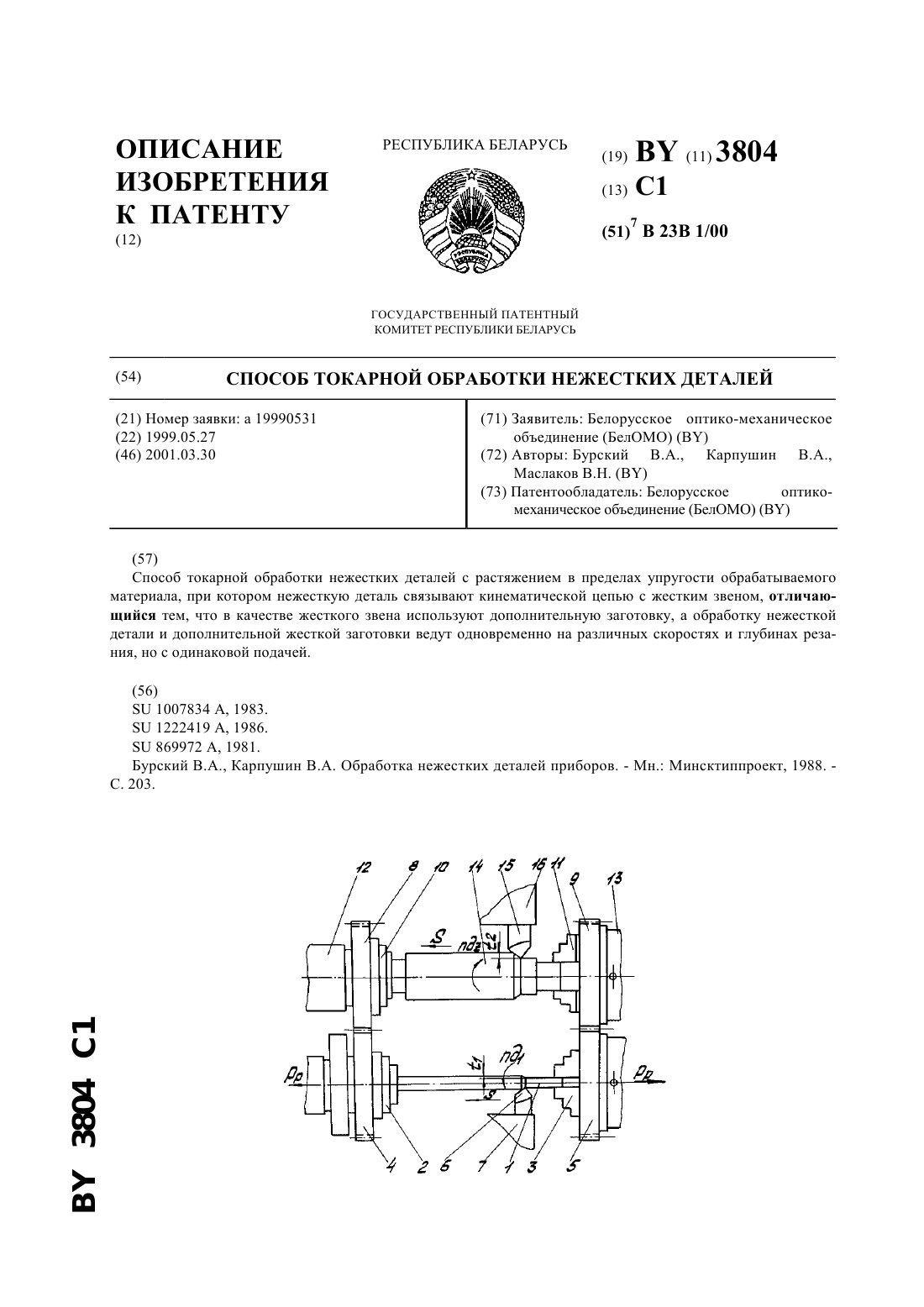
Способ токарной обработки нежестких деталей
Номер патента: 3804
Опубликовано: 30.03.2001
Авторы: Бурский Вячеслав Александрович, Маслаков Вячеслав Николаевич, Карпушин Вячеслав Алексеевич
МПК: B23B 1/00
Метки: нежестких, способ, обработки, токарной, деталей
Текст:
...резания не менее чем в 2 раза по сравнению с использованием известных технических решений. Обработка детали и жесткой заготовки с различными глубинами резания позволяет снимать припуск с жесткой заготовки значительно больший, чем с обрабатываемой детали, что также повышает производительность процесса резания. Обработка нежесткой детали и жесткой заготовки с одинаковой подачей позволяет построить простую кинематическую связь между двумя...
Предыдущий патент: Композиция ингредиентов для получения аперитива “Дыялог”
Случайный патент: Щетка-насадка