Устройство формирования пакетов в форме тетраэдра из свариваемого материала
Номер патента: U 2925
Опубликовано: 30.08.2006
Авторы: Кириатов Юрий Станиславович, Марченко Владимир Васильевич
Текст
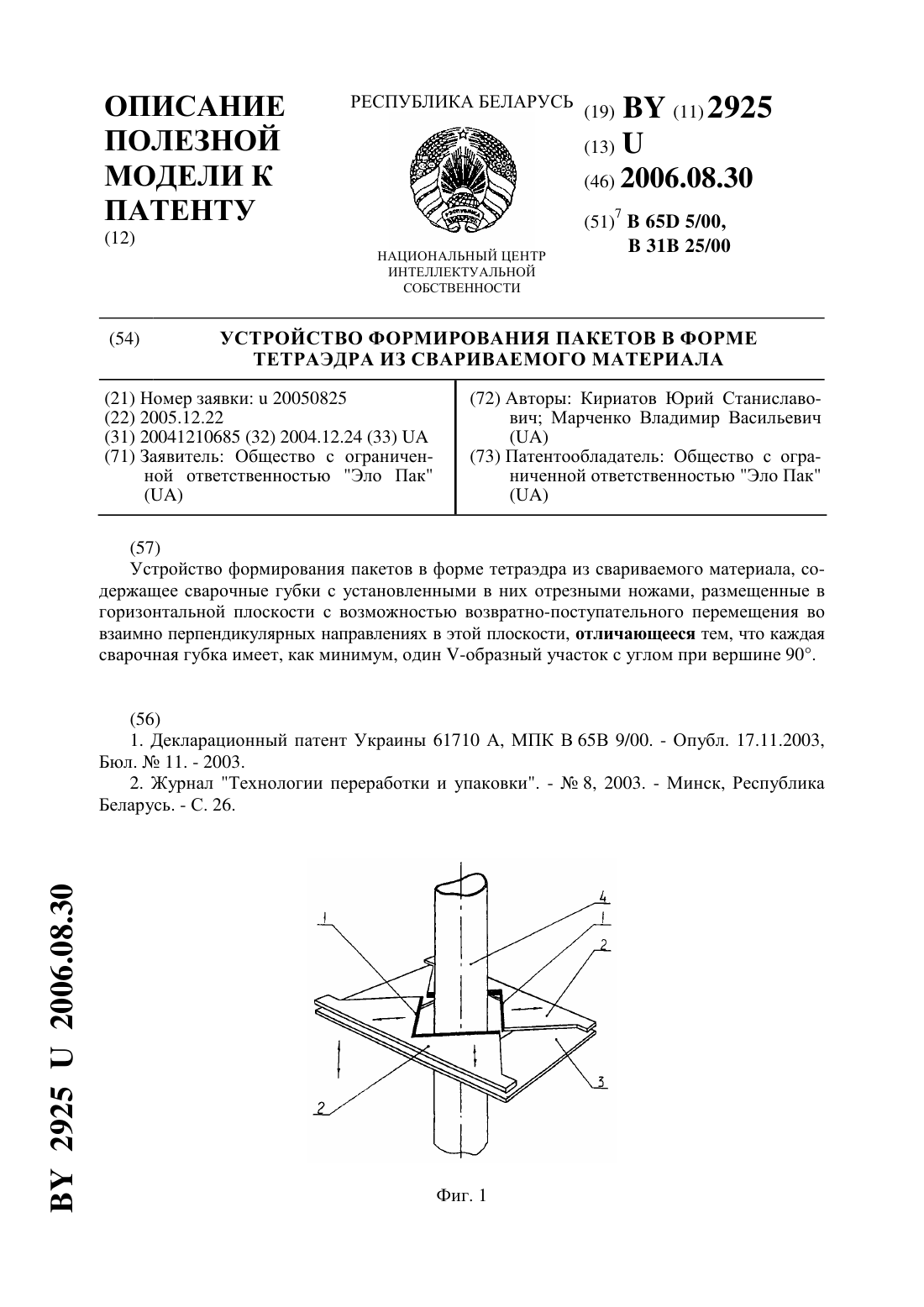
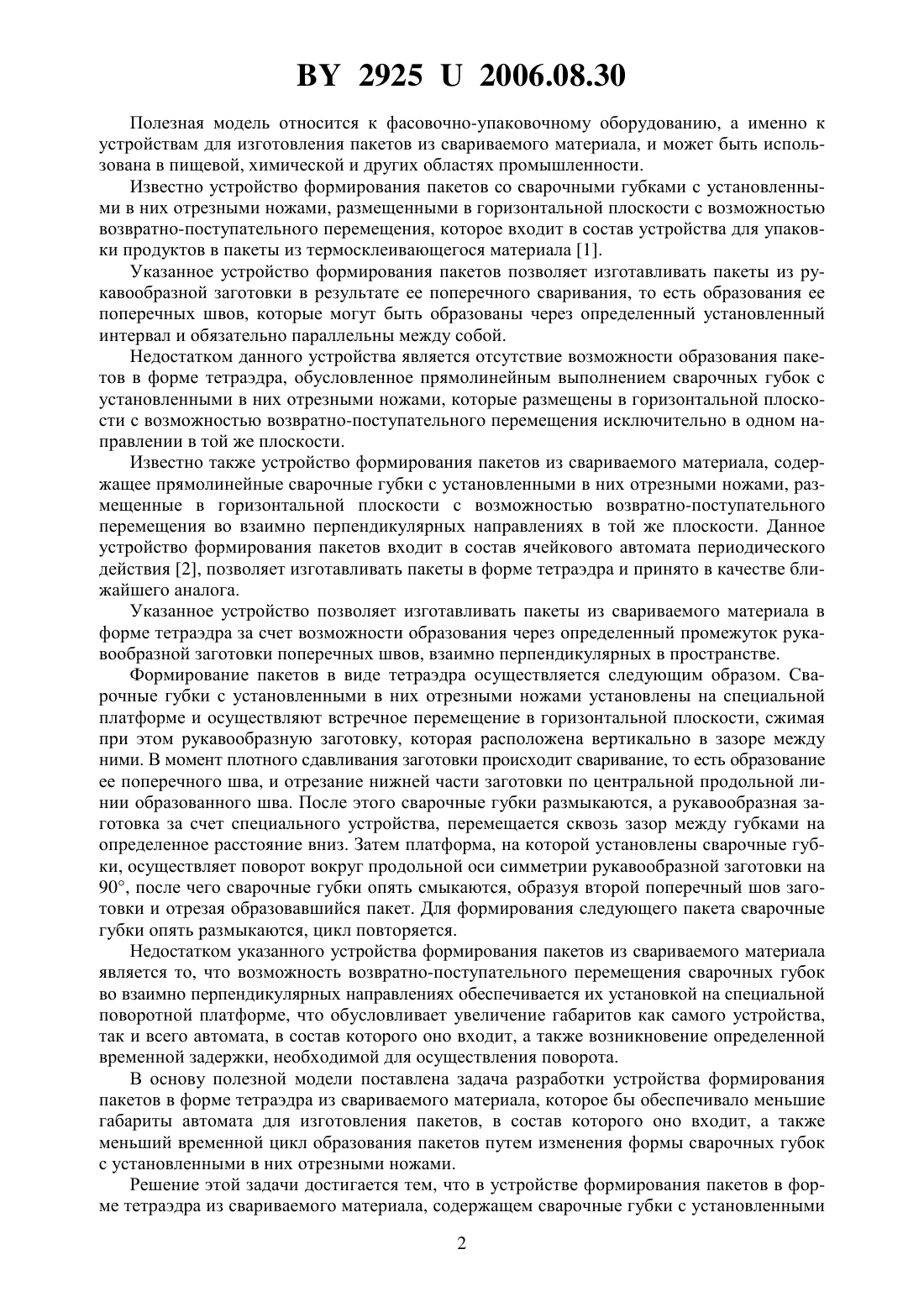
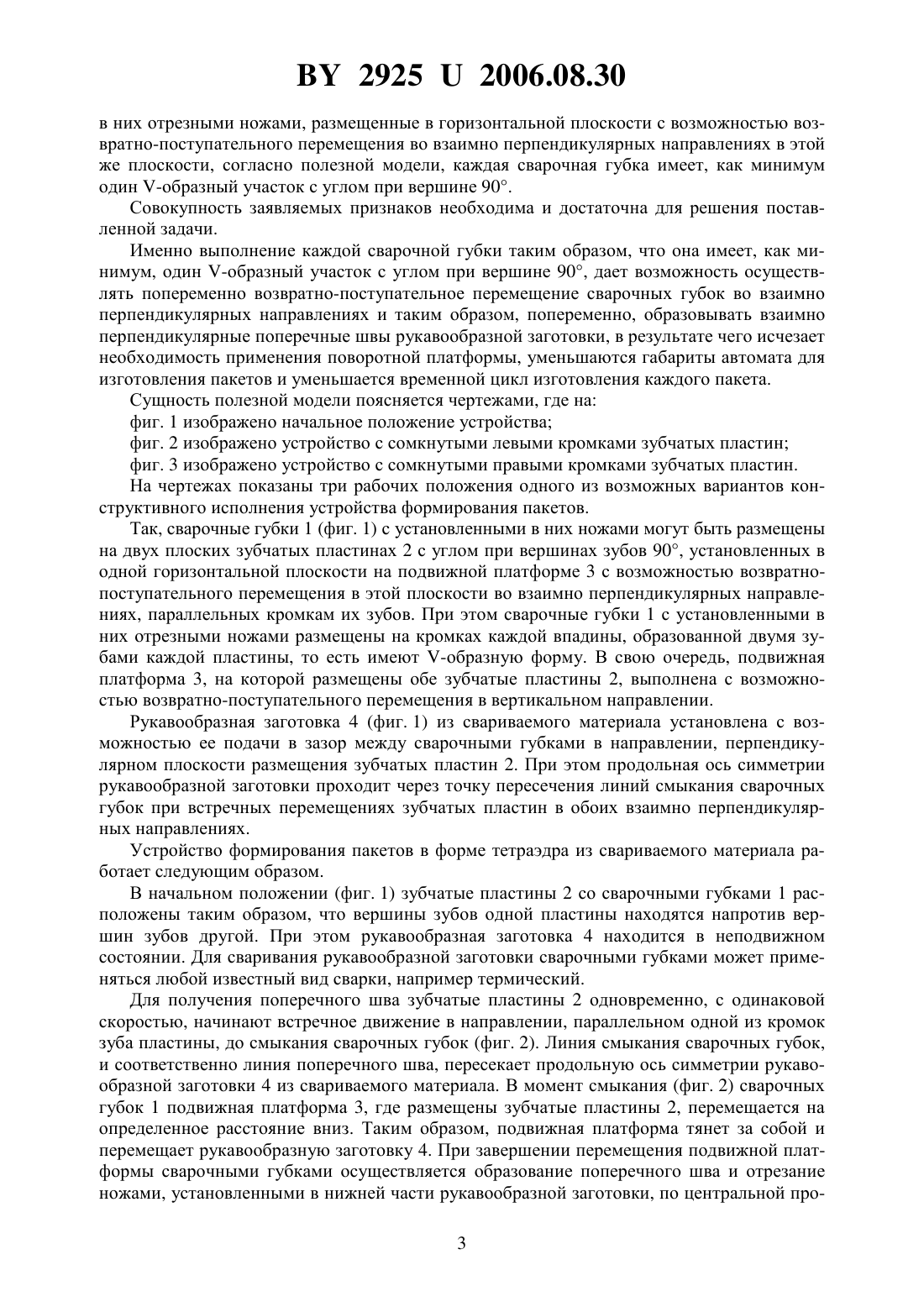
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ФОРМИРОВАНИЯ ПАКЕТОВ В ФОРМЕ ТЕТРАЭДРА ИЗ СВАРИВАЕМОГО МАТЕРИАЛА(71) Заявитель Общество с ограниченной ответственностью Эло Пак(72) Авторы Кириатов Юрий Станиславович Марченко Владимир Васильевич(73) Патентообладатель Общество с ограниченной ответственностью Эло Пак(57) Устройство формирования пакетов в форме тетраэдра из свариваемого материала, содержащее сварочные губки с установленными в них отрезными ножами, размещенные в горизонтальной плоскости с возможностью возвратно-поступательного перемещения во взаимно перпендикулярных направлениях в этой плоскости, отличающееся тем, что каждая сварочная губка имеет, как минимум, один -образный участок с углом при вершине 90.(56) 1. Декларационный патент Украины 61710 А, МПК В 65 В 9/00. - Опубл. 17.11.2003,Бюл.11. - 2003. 2. Журнал Технологии переработки и упаковки. -8, 2003. - Минск, Республика Беларусь. - С. 26. 29252006.08.30 Полезная модель относится к фасовочно-упаковочному оборудованию, а именно к устройствам для изготовления пакетов из свариваемого материала, и может быть использована в пищевой, химической и других областях промышленности. Известно устройство формирования пакетов со сварочными губками с установленными в них отрезными ножами, размещенными в горизонтальной плоскости с возможностью возвратно-поступательного перемещения, которое входит в состав устройства для упаковки продуктов в пакеты из термосклеивающегося материала 1. Указанное устройство формирования пакетов позволяет изготавливать пакеты из рукавообразной заготовки в результате ее поперечного сваривания, то есть образования ее поперечных швов, которые могут быть образованы через определенный установленный интервал и обязательно параллельны между собой. Недостатком данного устройства является отсутствие возможности образования пакетов в форме тетраэдра, обусловленное прямолинейным выполнением сварочных губок с установленными в них отрезными ножами, которые размещены в горизонтальной плоскости с возможностью возвратно-поступательного перемещения исключительно в одном направлении в той же плоскости. Известно также устройство формирования пакетов из свариваемого материала, содержащее прямолинейные сварочные губки с установленными в них отрезными ножами, размещенные в горизонтальной плоскости с возможностью возвратно-поступательного перемещения во взаимно перпендикулярных направлениях в той же плоскости. Данное устройство формирования пакетов входит в состав ячейкового автомата периодического действия 2, позволяет изготавливать пакеты в форме тетраэдра и принято в качестве ближайшего аналога. Указанное устройство позволяет изготавливать пакеты из свариваемого материала в форме тетраэдра за счет возможности образования через определенный промежуток рукавообразной заготовки поперечных швов, взаимно перпендикулярных в пространстве. Формирование пакетов в виде тетраэдра осуществляется следующим образом. Сварочные губки с установленными в них отрезными ножами установлены на специальной платформе и осуществляют встречное перемещение в горизонтальной плоскости, сжимая при этом рукавообразную заготовку, которая расположена вертикально в зазоре между ними. В момент плотного сдавливания заготовки происходит сваривание, то есть образование ее поперечного шва, и отрезание нижней части заготовки по центральной продольной линии образованного шва. После этого сварочные губки размыкаются, а рукавообразная заготовка за счет специального устройства, перемещается сквозь зазор между губками на определенное расстояние вниз. Затем платформа, на которой установлены сварочные губки, осуществляет поворот вокруг продольной оси симметрии рукавообразной заготовки на 90, после чего сварочные губки опять смыкаются, образуя второй поперечный шов заготовки и отрезая образовавшийся пакет. Для формирования следующего пакета сварочные губки опять размыкаются, цикл повторяется. Недостатком указанного устройства формирования пакетов из свариваемого материала является то, что возможность возвратно-поступательного перемещения сварочных губок во взаимно перпендикулярных направлениях обеспечивается их установкой на специальной поворотной платформе, что обусловливает увеличение габаритов как самого устройства,так и всего автомата, в состав которого оно входит, а также возникновение определенной временной задержки, необходимой для осуществления поворота. В основу полезной модели поставлена задача разработки устройства формирования пакетов в форме тетраэдра из свариваемого материала, которое бы обеспечивало меньшие габариты автомата для изготовления пакетов, в состав которого оно входит, а также меньший временной цикл образования пакетов путем изменения формы сварочных губок с установленными в них отрезными ножами. Решение этой задачи достигается тем, что в устройстве формирования пакетов в форме тетраэдра из свариваемого материала, содержащем сварочные губки с установленными 2 29252006.08.30 в них отрезными ножами, размещенные в горизонтальной плоскости с возможностью возвратно-поступательного перемещения во взаимно перпендикулярных направлениях в этой же плоскости, согласно полезной модели, каждая сварочная губка имеет, как минимум один -образныйучасток с углом при вершине 90. Совокупность заявляемых признаков необходима и достаточна для решения поставленной задачи. Именно выполнение каждой сварочной губки таким образом, что она имеет, как минимум, один -образный участок с углом при вершине 90, дает возможность осуществлять попеременно возвратно-поступательное перемещение сварочных губок во взаимно перпендикулярных направлениях и таким образом, попеременно, образовывать взаимно перпендикулярные поперечные швы рукавообразной заготовки, в результате чего исчезает необходимость применения поворотной платформы, уменьшаются габариты автомата для изготовления пакетов и уменьшается временной цикл изготовления каждого пакета. Сущность полезной модели поясняется чертежами, где на фиг. 1 изображено начальное положение устройства фиг. 2 изображено устройство с сомкнутыми левыми кромками зубчатых пластин фиг. 3 изображено устройство с сомкнутыми правыми кромками зубчатых пластин. На чертежах показаны три рабочих положения одного из возможных вариантов конструктивного исполнения устройства формирования пакетов. Так, сварочные губки 1 (фиг. 1) с установленными в них ножами могут быть размещены на двух плоских зубчатых пластинах 2 с углом при вершинах зубов 90, установленных в одной горизонтальной плоскости на подвижной платформе 3 с возможностью возвратнопоступательного перемещения в этой плоскости во взаимно перпендикулярных направлениях, параллельных кромкам их зубов. При этом сварочные губки 1 с установленными в них отрезными ножами размещены на кромках каждой впадины, образованной двумя зубами каждой пластины, то есть имеют -образную форму. В свою очередь, подвижная платформа 3, на которой размещены обе зубчатые пластины 2, выполнена с возможностью возвратно-поступательного перемещения в вертикальном направлении. Рукавообразная заготовка 4 (фиг. 1) из свариваемого материала установлена с возможностью ее подачи в зазор между сварочными губками в направлении, перпендикулярном плоскости размещения зубчатых пластин 2. При этом продольная ось симметрии рукавообразной заготовки проходит через точку пересечения линий смыкания сварочных губок при встречных перемещениях зубчатых пластин в обоих взаимно перпендикулярных направлениях. Устройство формирования пакетов в форме тетраэдра из свариваемого материала работает следующим образом. В начальном положении (фиг. 1) зубчатые пластины 2 со сварочными губками 1 расположены таким образом, что вершины зубов одной пластины находятся напротив вершин зубов другой. При этом рукавообразная заготовка 4 находится в неподвижном состоянии. Для сваривания рукавообразной заготовки сварочными губками может применяться любой известный вид сварки, например термический. Для получения поперечного шва зубчатые пластины 2 одновременно, с одинаковой скоростью, начинают встречное движение в направлении, параллельном одной из кромок зуба пластины, до смыкания сварочных губок (фиг. 2). Линия смыкания сварочных губок,и соответственно линия поперечного шва, пересекает продольную ось симметрии рукавообразной заготовки 4 из свариваемого материала. В момент смыкания (фиг. 2) сварочных губок 1 подвижная платформа 3, где размещены зубчатые пластины 2, перемещается на определенное расстояние вниз. Таким образом, подвижная платформа тянет за собой и перемещает рукавообразную заготовку 4. При завершении перемещения подвижной платформы сварочными губками осуществляется образование поперечного шва и отрезание ножами, установленными в нижней части рукавообразной заготовки, по центральной про 3 29252006.08.30 дольной линии образованного шва. После этого обе зубчатые пластины, одновременно, в том же направлении в горизонтальной плоскости начинают обратное движение до возвращения их в начальное положение. Далее, подвижная платформа, где размещены зубчатые пластины 1, перемещается в обратном направлении вверх и занимает начальное положение (фиг. 1). После этого зубчатые пластины 2 одновременно, с одинаковой скоростью, начинают встречное движение в горизонтальной плоскости в направлении, перпендикулярном направлению предыдущего их перемещения в этой же плоскости, до смыкания сварочных губок (фиг. 3). Линия смыкания сварочных губок, и соответственно линия поперечного шва, при этом также пересекает продольную ось симметрии рукавообразной заготовки 4. В момент смыкания сварочных губок 1 подвижная платформа 3, на которой размещены зубчатые пластины 2, перемещается на определенное расстояние в направлении вниз, протягивая за собой и перемещая рукавообразную заготовку 4. При завершении перемещения подвижной платформы сварочными губками осуществляется образование поперечного шва и отрезание ножами, установленными в сварочных губках, нижней части рукавообразной заготовки (готового пакета) по центральной продольной линии образованного шва. Именно в процессе образования второго поперечного шва, который соответственно является перпендикулярным предыдущему шву, происходит выгибание рукавообразной заготовки 4 и формирование пакета в форме тетраэдра. Для образования следующего пакета цикл повторяется. Решение, согласно полезной модели, может найти широкое применение в пищевой,химической и других отраслях промышленности для упаковки жидких, полужидких, сыпучих, штучных и других продуктов в пакеты из свариваемого материала. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B65D 5/00, B31B 25/00
Метки: материала, формирования, тетраэдра, свариваемого, форме, пакетов, устройство
Код ссылки
<a href="https://by.patents.su/4-u2925-ustrojjstvo-formirovaniya-paketov-v-forme-tetraedra-iz-svarivaemogo-materiala.html" rel="bookmark" title="База патентов Беларуси">Устройство формирования пакетов в форме тетраэдра из свариваемого материала</a>
Устройство для изготовления, наполнения продуктом и запечатывания пакетов из материала, включающего термопластик
Номер патента: 611
Опубликовано: 30.06.1995
Авторы: Эско Хейнонен-Перссон, Ян Лагерстедт
МПК: B65B 9/00
Метки: наполнения, термопластик, продуктом, материала, пакетов, запечатывания, устройство, включающего, изготовления
Текст:
...передачи без бокового 29 растяжения На противоположной действня движения поворота рычагов 18зеркально отображенной стороне уст- н 19 к приводным штангам 21 н 2 Ь.ЭТУ возможность обеспечивают многоШапннрные рычажные передачи.Два зеркально расположенных и поочередно действующн приспособления 22 для образования поперечных швов устройства 1 содержат сварочные губки 8 и форнующне губки 9. Каждое приспособление 22 для образования поперечин...
V-образная скобка из ленточного материала для запечатывания пакетов и трубок из гибкого материала и устройство для запечатывания пакетов и гибких трубок V-образными скобками из ленточного материала
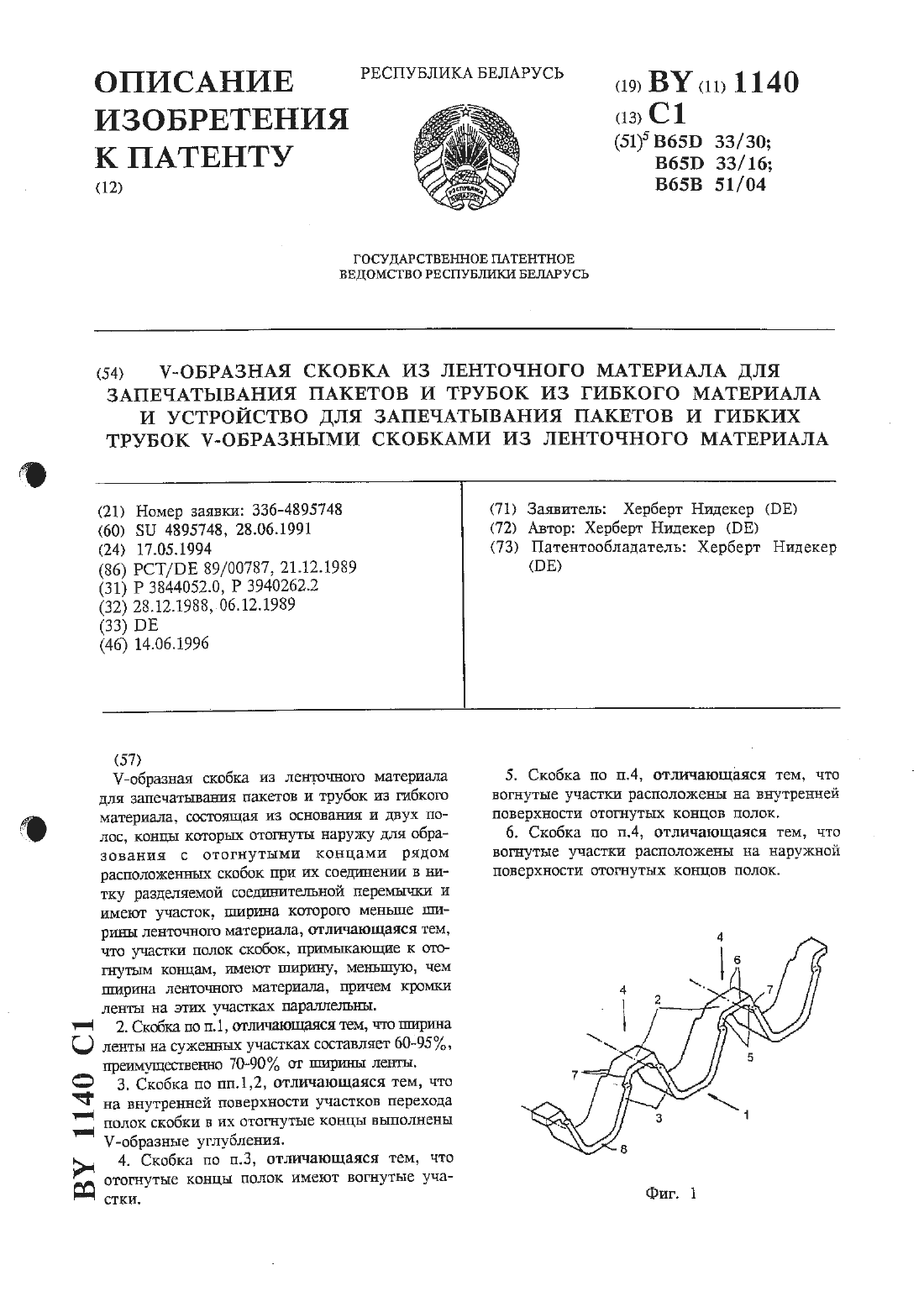
Номер патента: 1140
Опубликовано: 14.06.1996
Автор: Херберт Нидекер
МПК: B65B 51/04, B65D 33/16, B65D 33/30...
Метки: пакетов, скобка, устройство, трубок, скобками, гибкого, v-образная, ленточного, гибких, запечатывания, v-образными, материала
Текст:
...перегиб между отдельными запорными скобками в том месте наименьшей толщины ленты,СЛДОВЗТШШНО, в У-образном вдавленном месте. Однако, является желательным, чтобы нитка скобок при наматывании нагибалась в середине соединительной перемычки для того,чтобы при сматьгвании имелась нитка скобок без места перегиба в У-образных вдавленных местах. При таких местах перегиба в У-образных вдавленных местах имеется опасность того, что скобка, вложенная при...
Устройство для формирования труб из термопластичного материала
Номер патента: 418
Опубликовано: 30.03.1995
Авторы: Сидоренко Ф. Д., Горбачев Ю. И., Гайдук В. Ф., Сиканевич А. В., Шустов В. П.
МПК: B29C 41/08, B29C 67/20
Метки: материала, устройство, формирования, труб, термопластичного
Текст:
...вошли в контактнейшем автоматическим съем трубы производится следующим образом. При прибпиженииоправки 1 в крайнее нижнее положение шток 20 упирается в толкатель 12, который посредством гайюи 11 по допол мещается вверх с большей скоростью. чем скорость поступательного перемещения оправки 1. Это позволяет исключить разнотолщинностъ трубы и оплаврение участков. которые формуются в момент съема трубы с оправки 1. что повышает качество труб. Для...
Устройство для изготовления групповых пакетов монолитных конденсаторов
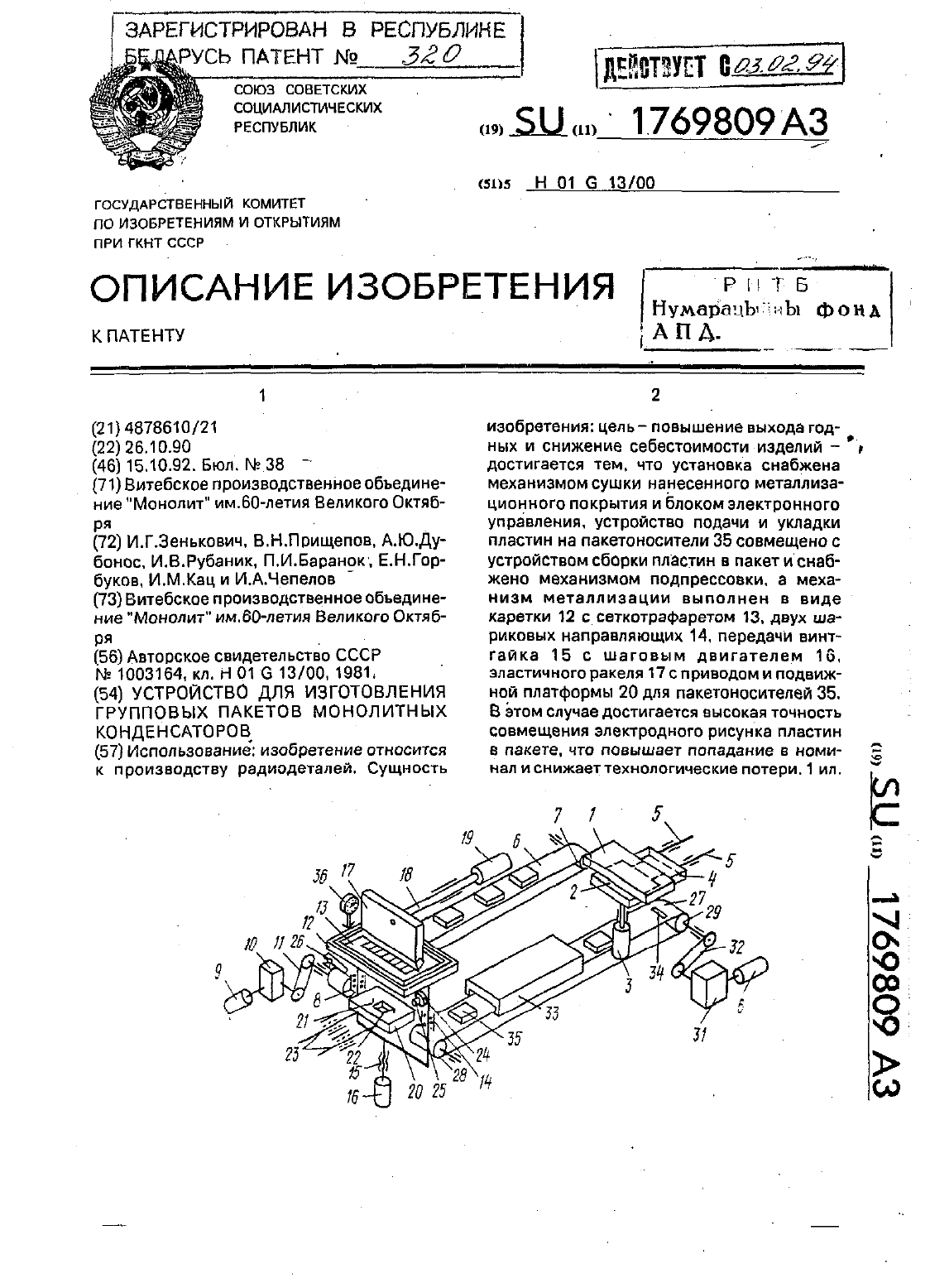
Номер патента: 320
Опубликовано: 30.12.1994
Авторы: Прищепов В. Н., Баранок П. И., Зенькович И. Г., Рубаник И. В., Кац И. М., Дубонос А. Ю., Горбуков Е. Н., Чепелов И. А.
МПК: H01G 13/00
Метки: конденсаторов, изготовления, пакетов, монолитных, устройство, групповых
Текст:
...(электродного) покрыТИЯ блока ЭЛЕКТРОННОГО управления И при вода рабочих органов установки.Устройство подачи и укладки пластин и устройство сборки пластин в пакет конструктивно совмещены. снабжены механизкмом подпресссвки укладываемых пластин и включают верхний неподвижный пугансон 1,нижний подвижный пуансон 2 с гидтроцилиндром 3 и подвижную платформу 4 с направляющими 5. Это устройство предназначено для укладки пластин на...
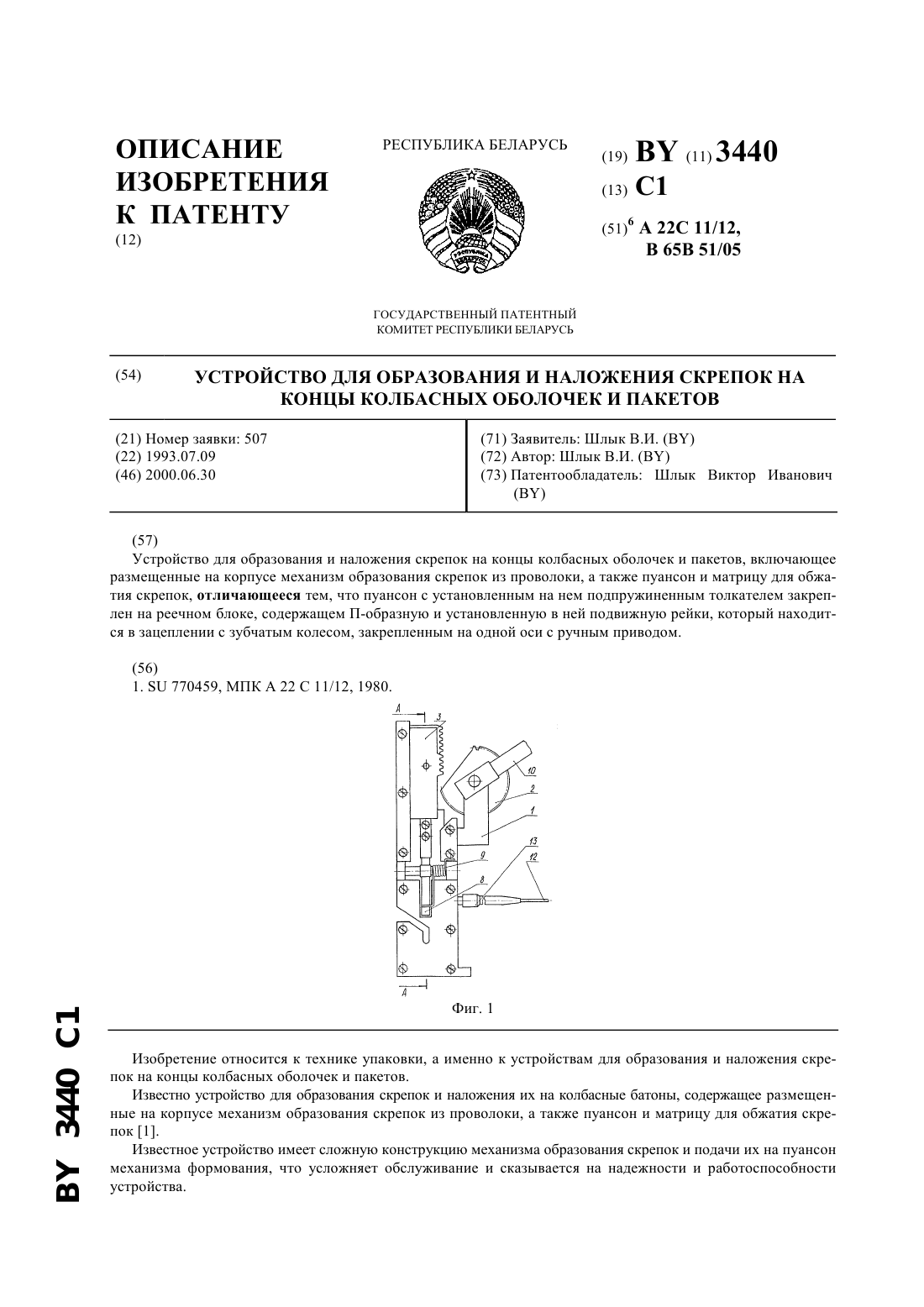
Устройство для образования и наложения скрепок на концы колбасных оболочек и пакетов
Номер патента: 3440
Опубликовано: 30.06.2000
Автор: Шлык Виктор Иванович
МПК: A22C 11/12, B65B 51/05
Метки: образования, пакетов, концы, скрепок, наложения, устройство, колбасных, оболочек
Текст:
...блоке, содержащем П-образную и установленную в ней подвижную рейки, который находится в зацеплении с зубчатым колесом, закрепленным на одной оси с ручным приводом. Сущность изобретения поясняется чертежами, где на фиг. 1 изображено устройство на фиг. 2 поперечный разрез устройства в исходном состоянии на фиг. 3 - положение, при котором с помощью пуансона на крючке образована скрепка на фиг. 4 - положение, при котором скрепка освобождена от...