Устройство для формирования труб из термопластичного материала
Номер патента: 418
Опубликовано: 30.03.1995
Авторы: Сидоренко Ф. Д., Сиканевич А. В., Шустов В. П., Горбачев Ю. И., Гайдук В. Ф.
Текст
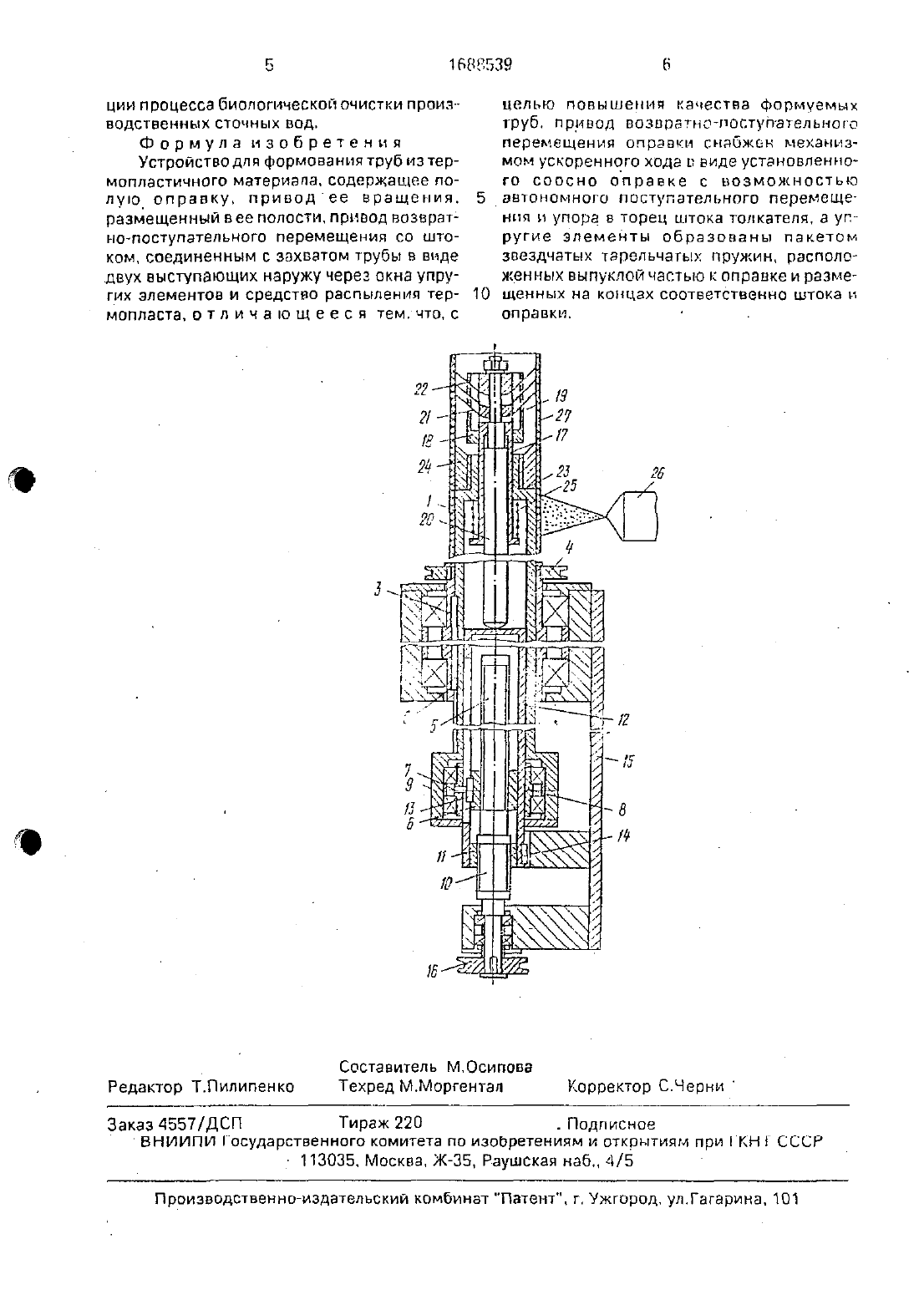
ГОСУДАРСТВЕННЫЙ КОМИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ(71) Институт механики металлополимерных систем АН БССР .(56) Авторское свидетельство СССР Мг 703348, кл. В 29 С 41 1011-1977.(54) УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ТРУБ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА(57) Изобретение относится к оборудованию дляуизготовления труб методом напыленияИзобретение относится к устройствам для формования труб из термопластичного материалана вращающуюся оправку. преимуществен но многослойных фильтрующих труб. методом распыления расплавов полимеров.Целыо изобретения является повышение качества формуемых труб.На чертеже показано устройство. разрез общего вида. Устройство для формования труб из термопластичного материала содержит оправку 1, которая смонтирована в направляющей втулке 2 и соединена с ней шпонкой 3. На торце направляющей втулки 2 закреплен шкив 4. который соединен с приводом вращательного движения. Привод возвратно-поступательного перемещения оправки размещен в ее полости и выполнен в виде ходового винта 5 с пересекающимися резь 110-91повышение качества формуемых труб. Дляэтого устройство в виде вращающейся оправки и средства распыления термопласта снабжено механизмом ускоренного хода в виде установленного в полости оправки с возможностью автономного поступательного перемещения и упора в торец штока толкателя. причем на концах оправки и штока 2 размещены звездчатые тарельчатые пружины. выпуклой стороной к оправке. Изобретение позволяет повысить качествотруб за счет равномерности процесса напыления. 1 ил.бами противоположного направления и гайки.6. соединенной через палец 7 и втулку 8 сподшипниковым узлом 9. который располо жен на нижнем конце- оправки 1. Привод снабжен механизмом увеличенного хода. выполненным в виде дополнительного участка 10 с пересекающимися резьбами противоположного направления. расположенного на ходовом винте 5. причем шаг нарезки его больше шага нарезки ходового винта. Участок 10 взаимодействует с гайкой 11, смонтированной в толкателе 12. который соединен шпонкой 13 с гайкой б и шпонкой 14 с рамой 15 устройства. Ходовой винт 5 соединен через шкив 16 с приводом вращательного движения. В верхнем конце оправки 1 установлен захват 17, включающий корпус 18 с окнами 19 и шток 20. На штоке 20 закреплен один из пакетов звездчатых тарельчатых пружин 21 лепестки 22 которых проходят через. окна 19. На торце3 ительному участку ходового винта 5 пере З 16885323 оправки 1 закреплен другои пакет звездчатых тарельчатых пружин 2. Захват 17 подпруживтен пружиной 25 относительно оправки 1.Дляподачи на оправку термопластичного материала предусмотрено устройство 26,например генератор волоконлвьтполнеътнькй на базе зкструдера. который подает распыленньтй на волокна потоком гор-ячего воздуха расплав полимера в виде факела. образующего на оправке 1 трубу.Устройство работает следующим 0598 зом.Привод вращательного двюкенъчя через шкив 4 приводит во вращение направляю щую втулку 2. Шпонка 3 передает вращение оправке 1. Через шкив 16 привод вращаТЕПЬНОГО ДВИЖЕНИЯ ПРИВОДИТ 0 вращение ходовой винт 5.Гайка 6 совершает поступательное перемещения и черезепалец 7. втулку В и подшипниковый узел 9 передает егоправке 1. Таким образом, оправка 1 соверЕ ает одновременно вращательное и воз вратно-поступательное движение. От устройства 26 на оправкул подается распыленный на волокна потоком горячего воздуха расплав полимера в виде факела. Находясь в вязкотекучем состоянии. волокна наслаиваются на оправку Ъсплавпятотся в местах контакта между собой. образуя волокнисто-пористую трубу. Съем трубы с оправки 1 осуществляется за счет ее сдвига. после набора заданной толщины в направлении захвата 17. так чтобы зеездчатьве тарельчатые пружины 21 и 24 вошли в контактнейшем автоматическим съем трубы производится следующим образом. При прибпиженииоправки 1 в крайнее нижнее положение шток 20 упирается в толкатель 12, который посредством гайюи 11 по допол мещается вверх с большей скоростью. чем скорость поступательного перемещения оправки 1. Это позволяет исключить разнотолщинностъ трубы и оплаврение участков. которые формуются в момент съема трубы с оправки 1. что повышает качество труб. Для этого шаг нарезки дополнительного участка должен быть больше шага нарезки ходового винта. Так какпри равенстве шагов нарезкивстречном поступательно движении оправ-ки 1 и захвата 1 Тскорость тгтеремещения последнего равна нулю относительно неподвижного устройства 26 для распыления расплава полимера таким образом распыПСННЫЙ на НОЛОКНЭ ПЭСППЯВПОВИМЕЮЗ ПОПЕ дает на один и тот же участок оправки. локально увеличивая топщт-тну трубы или да Е дже оплавляя этот участок трубы. чтобы исключить этот недостаток шаг нарезки дополнительного участка 10 должен быть больше шага нарезки ходового винта 5. ОптимальНЫМ ЯВЛЯЕТСЯ двухкратное отношение, т.е. шаг нарезки дополнительного участка 10 в- два раза больше шага ходового винта 5Тогда в относительном встречном перемещении оправки 1 и захвата 17 скорость поСПЕДНВГО будет равна двум скоростям оправки 1. Скорость захвата 11. а следовательио. и трубы. относительно неподвижного устройства 26 для распыления расплава полимера будет равна скорости оправки 1. Таким образом на трубу будет наслаиваться равномерно распределенная масса распыленного полимера. что повышает равнотолщинность трубы. а следовательно. и ее качество. Шток 20 начинает перемещаться вверх,и давит на звездчатые тарельчатые пружины 21. лепестки 22 которых контактируют с ВНУТЗЮННеЙ поверхностью трубы 27. Так как лепестки 22 находятся в окнах 19 корпуса 17, то происходит распрямпение лепестков 22 без их поступательного перемещения. Так-им образом. звездчатые тарельчатые пружины 21 позволяют повысить удельные давления на внутреннюю поверхность трубы в месте контакта лепестков 22 этих пружин. увеличив тем сам-ям сцепление между захватом 17 и трубой и исключить проскальзывание лепестков 22 пружин 21 по поверхности трубы и тем самым ее истирание. за счет заклинивания лепестков 22 в теле трубы вдиапазоне упругих деформаций стенки трубыПри дальнейшем перемещении шток 20 упирается в буртик захвата 17 итолкает его. Происходит съем трубы на заданную величину. Гайка 11 доходит до верхнего крайнего положения на участке 10 ходового винта 5. а оправка 1 до своего крайнего нижнего положения. Цикл формования трубы повторяется. Гайка 11 по участку 10 ходового винта 5 перемещается вниз. а захват 17 под давлением пружины возвращается в исходное положение. При этом тарельчатые пружины 24 тормозят перемещение трубы. которое может возникнуть от сил трения между лепестками 22 и внутренней поверхностъютрубы. Оправка 1 посредством гайки 6 по кодовому винту 5 перемещается вверх.Таким образом. данное устройством позвонит повысить равномерность формования и качество труб. Устройство предлагается использоватьдля получения трубчатых пневмоаэраторовИЗ ПВрИСТОГОПОЛИЭТИЛЕНЗ ДЛЯ ИНТЭНСИФИКЭции процесса биологической очистки проще водственньчх сточных под.Устройство для формования труб из термопластичного материала. содержащее ПОлупо оправку привод ее вращения. размещенный в ее полости. пръ-нэод возврат нотоступатепьного перемещения со штоком. соединенным с захватом трубы в виде ДВУХ ВЫСТУПВЮЩИХ наружу через ОКНЗ упругих элементов и средство распыления термопласта. о т л и ч а по Щ е е с я тем. что. сцелью повышения качества формуегыяых труб. пртавод возвратно-постугтательного перемещения оправки снабжен гьтекаьть-взмом ускоренного ходе о виде установленнт го соосно оправке с возможностью автономного поступательного перемеще нпя и упора в торец штока толкателя. а упругие Элементы образованы пакетом звездчатых тарельчатых пружин. расположенных выпуклой частью к оправке и размещенных не концах соответственно штока н оправки. 1ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035. Москва, Ж-ЗБ. Раушская наб. 4/5
МПК / Метки
МПК: B29C 67/20, B29C 41/08
Метки: устройство, труб, термопластичного, материала, формирования
Код ссылки
<a href="https://by.patents.su/3-418-ustrojjstvo-dlya-formirovaniya-trub-iz-termoplastichnogo-materiala.html" rel="bookmark" title="База патентов Беларуси">Устройство для формирования труб из термопластичного материала</a>
Способ изготовления стальных укладочных труб виткоукладчика катанки
Номер патента: 137
Опубликовано: 30.09.1994
Авторы: Дышлевич В. Ф., Жучков С. М., Горбанев А. А., Токмаков В. А., Кармазин Ю. Я., Борщев С. М., Бондаренко А. Н.
МПК: B21D 9/12
Метки: виткоукладчика, катанки, труб, способ, изготовления, укладочных, стальных
Текст:
...последующий отпуск или вообще не устраняемая при нем. что приводит к повы 10шению хрупкости материала трубы. Выдер--кка апроцессе отпуска укладочной трубы впечи при температуре выше 75 ОС (выше А 1 5-10 С) полностью устранит эффект предыдущей термообработки (в металле трубы образуется аустенитно-ферритная структура) ниже 710 С-(ниже А 1 5 О-55 С) образу ющаяся- структура металла трубы будет проявлять склонность к отпускной хрупкости....
Резьбовое соединение бурильных труб
Номер патента: 387
Опубликовано: 30.03.1995
Автор: Жан Дюре
МПК: F16B 33/02, F16L 15/00
Метки: бурильных, резьбовое, труб, соединение
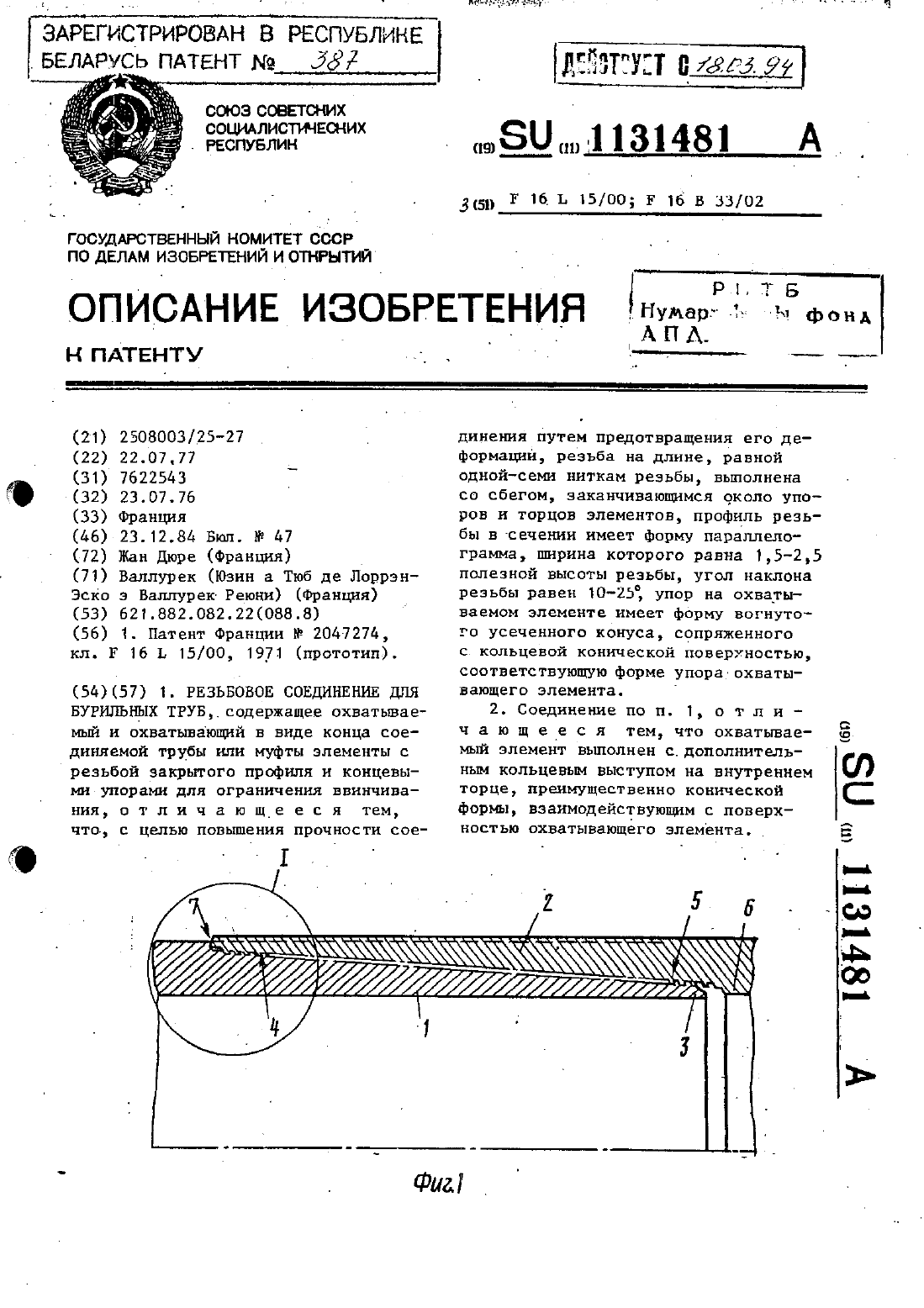
Текст:
...конической поверхностью, соот ветствующую форме упора охватывающе-го элемента.При этом охватываемй элемент выполнен с дополнительным кольцевым 5 выступом на внутреннем торце, преимущественно конической формы взаимодействующм с поверхностью охватывающего элемента.На фиг. 1 изображенорезьбовое 50 соединение, общий вид на фиг. 2 узел 1 на фиг. на фиг. 3 резьбоНОВ СОЕДИНЕНИЕ С ВНУТРЕННИМ УПОРОМрезьбового соединения с исчезающей резьбой на...
Соединение стальных труб
Номер патента: 388
Опубликовано: 30.03.1995
Автор: Бернар Плакэн
МПК: F16L 15/00
Метки: труб, стальных, соединение
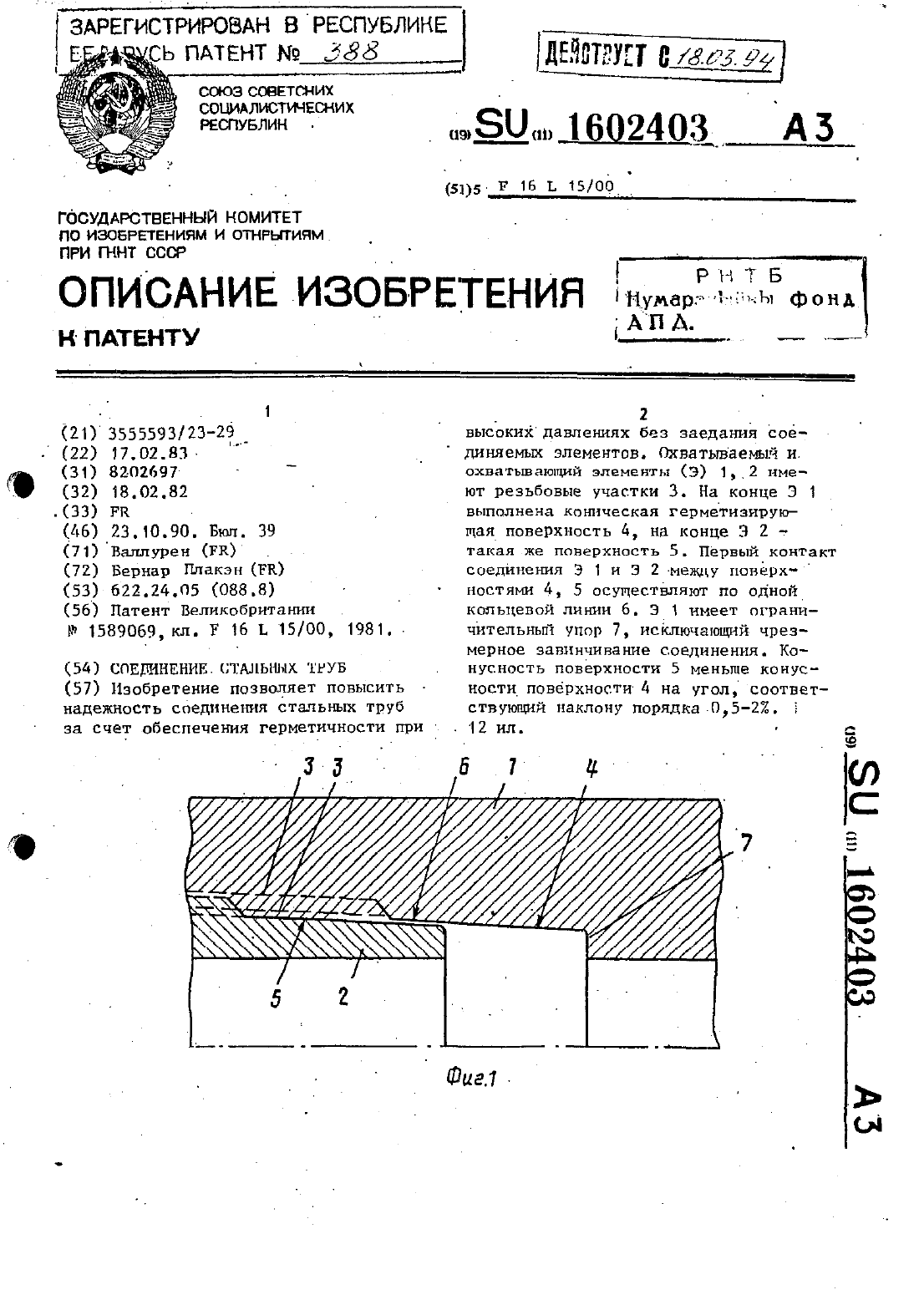
Текст:
...емого раструбного элемента 1 и осью трубного соединения, ода-ч угол между образующей конической герметизирующей поверхности 5 охватывающего Ниппель ного элемента 2.Соединение стальных труб осуществляют следующим образом.В соединении труб (фиг. 2 и.3) УГОЛ 0 С. герметизирующей поверхности 4 меньше угла ос, герметизирующей поверхности 5, В результатедего в мод мент первого контакта по линии 6 мент ду двумя герметизирующим поверк ностнми 4 и...
Устройство формирования фокусирующего напряжения кинескопа
Номер патента: 295
Опубликовано: 30.12.1994
Авторы: Войтенков А. С., Чернышов А. В.
МПК: H04N 3/18
Метки: фокусирующего, устройство, напряжения, кинескопа, формирования
Текст:
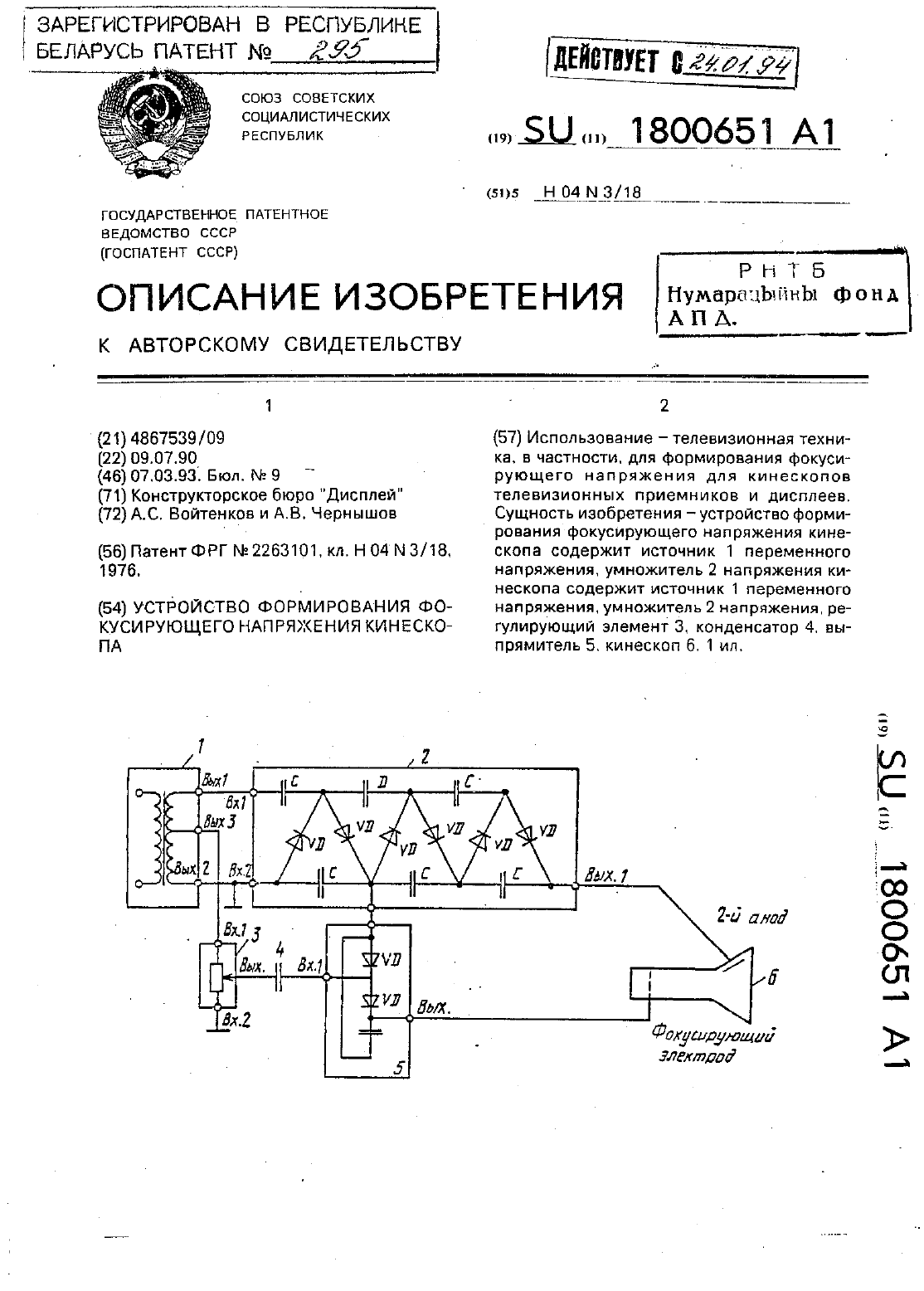
...элемент. исумножитель 2 напряжения. регулирующий ъ 5 точник переменного напряжения иумножиэлемент З. конденсатор 4. выпрямитель Б, тель напряжения, первый вход которого кинескоп б. ь соединен с первым выходом источника пе Устройство формирования фокусирую- ременного напряжения, при этом первый щего напряжения кинескопа работает сле- выход умножителя напряжения соединен с дующим образом. 20 анодом кинескопа. второй вьтход источникаВо...
Устройство для обработки перемещаемого полотна материала
Номер патента: 516
Опубликовано: 30.03.1995
Авторы: Андерс Эдвард Хильмерсон, Хельге Андерсон
МПК: A61L 2/20
Метки: материала, обработки, перемещаемого, устройство, полотна
Текст:
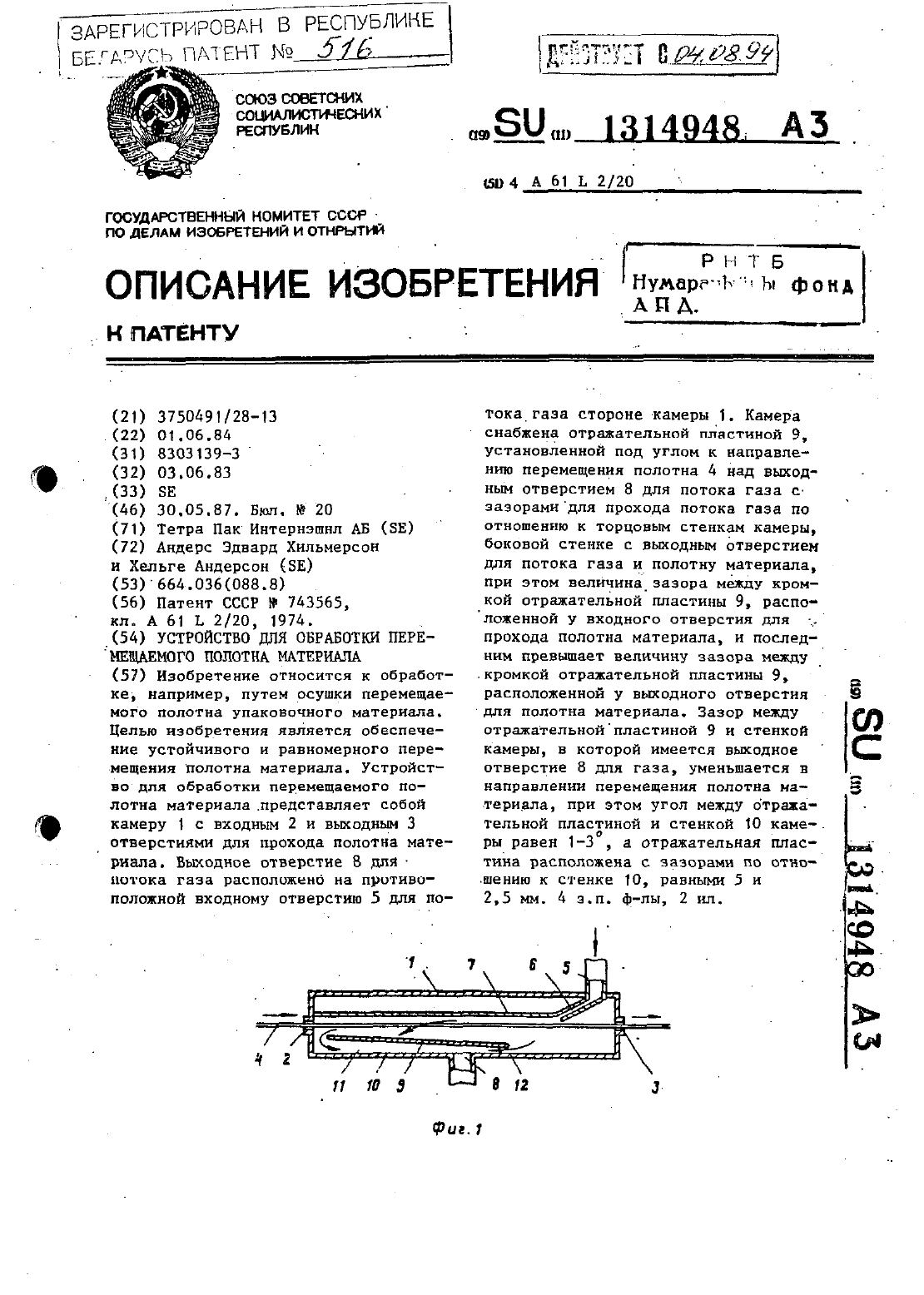
...женин указано стрелками на фнг.1ная за соплом 6, обеспечивает проте Юканне горячего воздуха из сопла 6 на заданное расстояние, соприкасаясь С полотном материала что надежно обеспечивает нагревание и испарение-ОСТЗТКОБ стерилизующего аГеНТа- Од нако наличие сильного воздушного по тока связано с возникновением так называемогоэффектаКоанда, обусловленного обраэованием частичного вакуума между направляющей стенкой 7 и полотном материала д,...
Предыдущий патент: Устройство для непрерывной сварки полимерных пленок
Следующий патент: Кассета для продольного разделения горячего раската
Случайный патент: Устройство пофрагментного сканирования графических документов