Устройство для изготовления групповых пакетов монолитных конденсаторов
Номер патента: 320
Опубликовано: 30.12.1994
Авторы: Баранок П. И., Чепелов И. А., Горбуков Е. Н., Прищепов В. Н., Зенькович И. Г., Рубаник И. В., Кац И. М., Дубонос А. Ю.
Текст
СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИКгосуддрственньли комитет по изоБРЕтЕниям и откРытиям при гкнт сссв(71) Витебское производственное объедине ние Монолит им.Б 0-летия Великого Октяб ря ч 1(73) Витебское производственное объединение Монолит им.60-летия Великого Октяб я .(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГРУППОВЫХ ПАКЕТОВ МОНОЛИТНЫХ КОНДЕНСАТОРОВ(57) Использование изобретение относится к производству радиодеталей. СущностьДЕБТЗУТ Ваз да 72 ащЫфш 17698097519(21) 4878610/21 изобретения цель повышение выхода год ных и снижение себестоимости изделий достигается тем, что установка снабжена механизмом сушки нанесенного металлизационного покрытия и блоком электронного управления. устройство подачи и укладки пластин на пакетоносители 35 совмещена с устройством сборки пластин в пакет и снабжено механизмом подпрессовки. а механизм металлизации выполнен в виде каретки 12 с сеткотрафаретом 13, двух шариковых направляющих 14. передачи винтгаика 15 с шаговым двигателем 16. эластичного ракеля П с приводом и подвижной платформы 20 для пакетоносителей 35. В атом случае достигается высокая точность совмещения электродного рисунка пластин В ПЗКВТЗ. ЧТО повышает попадание В НОМИ нал И СНИЖЭЗТ ТЕХНОЛОГИЧЕСКИЕ потери. 1 ИЛ.Изобретение относится к области производства радиодеталей. в частности к устройствам для получения групповых пакетов радиодеталей. и может быть использовано в конденсаторостроении при изготовлении керамических монолитных конденсаторов.Известно наиболее близкое к заявляемому устройству для изготовления пакетовкерамических конденсаторов. содержащее связанные с приводным механизмом мехаНИЗМ подачи ПЛЕНОЧНЫХ керамических ЗЗГО тонок. клеханизм транспортировки и базирования заготовок с ва куумными захватами и механизмом подачи и отделения заготовок электродов. механизм нанесения электродов на заготовки в виде пуансона и матрицы, механизм вырубки И сборки пларгин в пакеты и механизм горячего прессования пакетов.Данное устройство предназначено для изготовления металлизированных пакетов КЕПЭМИЧВСКИХ МОНОЛИТНЫХ КОНДЭНСЭТОРОБ И позволяет улучшить качество и снизить себЕСТОИМОСТЬ ИЗДЕЛИЙ на ОСНОВВ ПОЛуЧЭеМЫХ групповых пакетов. уВ то же время существенным недостатком устройства является точто оно в результате своих конструктивных особенностей не обеспечивает дальнейшего более существенного снижения себестоимости и повышения выхода годных пакетов и изделий на их основе. Это связано с тем. что при использовании данного устройства не достигается высокой точности изготовления пакетов, т.к. металлизация и сборка пластин. собираемых в один пакет, производятся на различных пленконосителях. которые имеют свои различные допуски и погреш ности изготовления. Эти допуски и погрешности накапливаются и дополнительно суммируются с погрешностями. возникающими при транспортировке и перекладке керамических пластин из одной технологической позиции их изготовления найдругую. вызывая в конечном итоге значительные смещения металлизационного покрытия(электрода) пластин в многослойном групповом пакете. что отрицательно сказывается на достижении заданных емкостей конденсаторов и полезном удельном расходе дорогостоящих металлизационных паст. определяющих выход годных и себестоимость пакетов и изделий на их основе.Цель изобретения повышение выхода годных и снижение себестоимости изделий путем повыхиения точности совмещения металлизационных покрытий пластин в многослойном групповом пакете.К заявляемой установке для изготовления групповых пакетов монолитных конден 10саторов. содержащей устройство подачи и укладки керамических пластин на пакетносители. устройство сборки пластин в многослойный групповой пакет, транспортное устройство и механизм металлизации пластин. поставленная цель достигается тем. что установка снабжена механизмом сушки НЭНЕСЭННОГО на ПЛЭСТИНЫ МВТЭЛЛИЗЭЦИОН ного покрытия и блоком электронного управления. устройство подачи и укладки пластин на пакетоносители выполнено совмещенным с устройством сборки пластин впакет и снабжено механизмом подпроссовки очередной укладываемой пластины к блоку формируемого пакета. а механизм металлизации пластин выполнен в виде каретки с сеткотрафаретом, двух шариковых направляющих. передачи винт-гайки. расположенного над сеткотрафаретом эластичного ракеля с приводом и фиксированно установленной под кареткой платформылс двумя фиксаторами и вакуумной камерой для размещения и фиксации посредством двух ГНЭЗД ПЭКВТОНОСИТЕЛЯ. при ЭТОМ СВТКОТ рафарет снабжен металлизационным электродным рисунком и ориентирующими знаками, наносимыми на металлизируемые пластины для обозначения мест рубки пакетов на заготовки конденсаторов, передача винт-гайка посредством шагового двигателя установлена с возможностью периодического поднятия каретки по командам блока электронного управления на величину толщины очередной напрессовываемой в пакет пластины, ракель Посредстом привода установлен с возможностью совершения по командам блока управления возвратнопоступательных движений вдоль поверхности сеткотрафарета, а пакетоноситель посредством закрепленных на платформе двух шариковых направляющих, упора и вводимого шаблона установлен с возможностью совместного С платформой перемещения в горИЗОНТЭЛЬНЦЙ ППОСКОСТИ на ВЭЛИЧИНУ керамического зазора на конденсаторной пластине для обеспечения необходимой схемы сборки группового пакета.В данном случае положительный эффект. соответствующий цели изобретения. обеспечивается в результате того. что конструктивное решение всех механизмов и устройств установки позволяет достичь высокой точности совмещения электродного (металлизационного) рисунка на всех керамических пластинах монолитного конденсатора. а соответственно повышается точность попадания емкости в заданный номинал. сокращается разбросемкости- в партии изделий. снижается количество технологических потерь и соответственно сни 5 1769809 6жается себестоимость и повышается выход годных изделий. Например. оснащение сеткотрафарета наряду с электродным рисунком специальными ориентирующими знаками. наносимыми при металлизации на пластины, позволяет при последующей резке пакета на заготовки достичь высокой точности ориентации режущего ножа относительно металлизационного р-исунка, а для точной подачи пакетоносителя в зону металлизации пластин механизм металлизации снабжен фиксированной платформой. на которой г-ъадежно закрепляется пакетоноситель с металлизируемой керамической пленкой, причем вознгожность совместного перемещения пакетоноситетъя с платформой в горизонтальной плоскости навеличину КЕВЭМИЧЕСКОГО 3330133 ПОЗВОЛЯЕТ осуществить полный цикл сборки пакета наодном носителе с высокой точно тыо совмещения металлизационного рисунка пластин в пакете и т.д.На чертеже показана кинематическая схема установки для изготовления групповых пакетов монолитных конденсаторов.Установка состоит из устройства подачи и укладки керамических пластин на пакетоносители. устройства сборки пластин в многослойный пакет. механизма подпрессовкут очередной укладываемой пластины к блоку формируемого пакета, транспортного устрОЙСТВЭ. механизма МВТВЛЛИЗЭЦЪЛИ ППЗСТИН. гиеханизма сушки нанесенного на пластины металлизационного (электродного) покрыТИЯ блока ЭЛЕКТРОННОГО управления И при вода рабочих органов установки.Устройство подачи и укладки пластин и устройство сборки пластин в пакет конструктивно совмещены. снабжены механизкмом подпресссвки укладываемых пластин и включают верхний неподвижный пугансон 1,нижний подвижный пуансон 2 с гидтроцилиндром 3 и подвижную платформу 4 с направляющими 5. Это устройство предназначено для укладки пластин на пакетоноситель 35 для осуществления сборки МНОГОСЛОЙНОГО пакета. подачи ПЭКЭТОНПСИтеля 35 с собираемым пакетом в зону подпрессовки и подпрессовки очередной укладываемой пластины к формируемому пакета.Транспортное устройство предназначено для перемещения пакетоносителя 35 с пластинами в зону металлизации и включает транспортерную ленту б. закрепленную на ведомом 7 и ведущем 8 барабанах. апоследний получает вращение от электродМеханизм металлизации предназначен для нанесенияалектродного (металлизациОННОГО) покрытия на КЗРЭМИЧВСКИВ ПЛВСТИ ны и состоит из каретки 12 с сеткотрафаретом 13, двух шариковых направляющих 14. передачи винт-гайка 15. шагового двигателя 16, эластичного ракеля 17, соединенного через шток 18 с пневмоцилиндром 19. подвижной платформы 20 с фиксаторами 21 и акуумной камерой 22. перемещаемой в шариковых направляющих 23 до упора 24 с шаблоном 25. и упора 26. При этом сеткотрафарет 13 снабжен метал лизеционныьл (электродным) рисунком испециальными ориентирующими знаками. наносимыми при металлизации на пластины для обозначения тлеет рубки пакетов на заготовки конденсаторов. Передача винтгайка 15 посредством шагового двигателя 16 обеспечивает перьюдическии подъем каретки 12 пс командам блока электронного управления, (на черт. не показан) на величиНУ ТОЛЦЦИНЫ ОЧЕШЪДНОЙ нагэрессоаьаваемойт пластины. Ракель 17 оасполсженгнад сеткотрафаретом 13 и посредством подвода. состоящего из штока 18 и пневмоцилиндра 19. совершает по командам блока электронного упраэлегтия развратно-поступательные перерождения по поверхности сетко-графтарета 13. Платформа 20 фиксировано устансгьяъгна под кареткой 12 и снабжен на двумя филксгторалти 21 и вакуумной каг-терой 22 для разгледдения и фиксации на ней пакетоносителя 35, снабженного двумя гнездами (на черт. не показаны). При этомпакетонослтель 35 вместе с платформой 20 имеет возможность перемещаться посредством закрепленных на лгаатгроргие 20 двух шарикоаьах направляющих 23 и упора 2-4 с зводимьпл шаблоном 25 в горизонтальной плоскость на зелье-тигр керамического заасра металлизируемой пластины для обеспечения несбходитмои схемы сборки хонденсаторного пакета.Механизм сушки наг-носимого на пластины металлизации-енота покры и состоит из сушильной камеры 33 и транспортера. вкл ючающего транспортерную ленту 27, закрепленную на ведомом 25 и ведущем 29 валах. последний из которых получает вращение от электродвигателя 3 С через редуктор 31 и цепную передачу 32. и упор 34.Пакотоноситель 35 является технологической подложкой д э осуществления полного цикла сборки и транспортирования группового пакета и представляет собой прямоугольную пластинку с гнездами для фьпксироеанного ее закрепления на платформе 20 ь-теханиама металлизации. Устройство снабжено датчиком 36 толщиныпластин индикаторного типа. Блок электронного управления (на черт. не показан) служит для задания технологических режиМОВ ИЗГОТОВЛЕНИЯ ГРУППОВЫХ ПЭКВТОЕ И УПравления рабочими органами установки.Привод установки (на черт. не показан). включающий элементы гидро и пневмосистем. служит для обеспечения работы рабочих органов установки.Описываемая установка работает спедующим образом.и подготавливают установку к работе. Затем из стопки предварительно полученных керамических пластин размером 150-200 мм берут ОДНУ ПЛЗСТИНУ И УКЛЗДЫВЭЮТ ее на предварительно смазанную клеящим веществом поверхность пакетоносителя 35. После этого Пакетоноситель 35 с керамической пластиной устанавливают на подвижную платформу 4 и по направляющим 5 подаютна нижний подвижный пуансон 2 механиз ма подпрессовки. входящего в состав совмещенных устройств укладки пластин на пакетоноситель 35 и сборки пластин в групповой пакет. После включения гидроцилиндра 3 последний вертикально перемещает пуансон 2 с пластиной расположенной на пакетоносителе 35 до упора с верхним неподвижным пуансоном 1. в результате чего керамическая пластина разглаживается (выравниваетсят надежно закрепляется на пакетоносител.е 35. После требуемой выдержки отключают давление в гидроцилиндре 3 и пуансон 2 с пластиной на пакете носителе 35 опускается з исходное положение на платформу 4. которая по направляющим 5 выдвигается из зоны механизмас платформы 4 и устанавливают на движущуюся посредством барабанов 7 и 8, двигателя 9. редуктора 10 и цепной передачи 11После установки пакетоносителя 35 на ленту б транспортного устройства вышеописанным образом производят укладку. подачу и подпрессовку новых керамических пластин на последующие пакетоносители 35. которые также устанавливаются на транспортерную ленту 6.Первый пакетоноситель 35 с напрессованной керамической лентой за это время переместится лентой 6 до упора 26 и остановится возле механизма металлизации пластин. После этого его снимают с ленты 6 и устанавливают на подвижную платформу 20 механизма металлизации так. чтобыгнезда на пакетоносителе 35 совпали с фиксаторами 21 платформы 20. и с помощьювакуумной камеры 22 надежно фиксируют и прижимают к поверхности платформы 20. После этого платформу 20 с закрепленным ней пакетоносителем 35 по шариковым направляющим 23 перемещают до упора 24 или до вводимого шаблона 25. где она занимает строго фиксированное положение при котором производят металлизацию керамической пластины, закрепленной на пакетоносителе 35.В этом случае металлизацию осуществляют следующим образом, а именно после установки платформы 20 в заданном положении посредством шагового двигателя 16. передачи винт-гайка 15 и направляющих 14 каретку 12 с сеткотрафаретом 13 и ракелем 17 с пневмоцилиндром 19 и штоком 18 по команде блока электронного управления (на черт. не показан) поднимают. где она занимает ПЭЮБОНЗЧЭПЬНОВ, рабочее ПОЛОЖЕНИЗ. при котором обеспечивается необходимый зазор в пределах 0.30.Б мм между нижней поверхностью трафарета 13 и верхней плоскостью керамической пластины. находящейся под кареткой 12 на пакетоносителе 35. закрепленном на платформе 20. Затем в сеткотрафарет 13 закладывают металлизационную пасту. по команде блока электронного управления срабатывает пневмоцилиндр 19 и шток 18 перемещает вперед и обратно ракель 17 по поверхности сеткотрафарета 13. производя нанесениезнаков на поверхность керамической пластины. После этого платформу 20 с пакетоносителем 35 и заметаллизированной пластиной выдвигают из зоны металлизации. пакетоноситель 35 с пластиной снимают с платформы 20 и устанавливают на транспортерную ленту 27 механизма сушки нанесенного на пластину металлизационного покрытия. а на место снятого пакетоносителя 35 устанавливают следующий и производят метаплизацию вышеописанным образом.В это время первый пакетоноситель 35 с заметаллизированной пленкой движется с транспортной лентой 27. перемещаемой посредством барабанов 28 и 29. электродвигателя 30 редуктора 31 и цепной передачи 32. и проходят камеру сушки 33. где происходит обдувторячим воздухом и сушка электродного (металлизационного) покрытия. Пройдя сушильную камеру 33 пакетоноситель 35 упирается в упор 34 и останавливается. после чего его снимают с ленты 27 ина первую заметаллиэированную пластину укладывают следующую неметалпизированную керамическую пластину. После этого пакетоноситель 35 устанавливают на плат
МПК / Метки
МПК: H01G 13/00
Метки: изготовления, устройство, конденсаторов, пакетов, групповых, монолитных
Код ссылки
<a href="https://by.patents.su/5-320-ustrojjstvo-dlya-izgotovleniya-gruppovyh-paketov-monolitnyh-kondensatorov.html" rel="bookmark" title="База патентов Беларуси">Устройство для изготовления групповых пакетов монолитных конденсаторов</a>
Устройство для соединения двух монолитных пакетов конденсаторов в блок
Номер патента: 286
Опубликовано: 30.12.1994
Авторы: Спевацкий А. А., Рябов А. П., Афанасенко Н. Л.
МПК: H01G 13/00
Метки: соединения, блок, пакетов, монолитных, устройство, конденсаторов, двух
Текст:
...значением отклонений от номинальной емкости в однозагрузсдчное устройство с положительным в ДРУГОЕ Первый механизм 3 укладки забирает пакет А вакуумной присоской и укладывает его на опорную плоскость неподвижного упора 15 механизма совмещения.Рычаг 16 с упругой вставкой 19 в это время открыт поворотом на оси 17. Затем рычаг 1 б закрывается под действием пружины 18. удерживая пакет при дальнейшем повороте стола 5. Затем стол 5 поворачивается...
Способ изготовления монолитных элементов на основе керамики
Номер патента: 302
Опубликовано: 30.12.1994
Авторы: Марченко И. В., Гелясин А. Е., Самойлов В. В., Сергеева М. В.
Метки: изготовления, основе, монолитных, керамики, способ, элементов
Текст:
...подпожки и устранения их деформации при обжиге. уП р И М е р . Для изготовления монолитных элементов на основе керамки, обладающей пьезосвойствами,готовят питьевой шликер, состоящий из порошка пьезокерамки на основе цирканата-титаната свинца (ЦТС)чИ связующего на основе растворенного каучука. Шликер разливают в виде слон.толщИт ной 90-129 мкм на движущуюся технологическую подложку, Полученную пленку разделяют на полосы, которые собирают в...
Устройство для разрушения монолитных объектов
Номер патента: 43
Опубликовано: 30.05.1994
Автор: Маслаков Аркадий Дмитриевич
МПК: E21C 37/02
Метки: разрушения, объектов, устройство, монолитных
Текст:
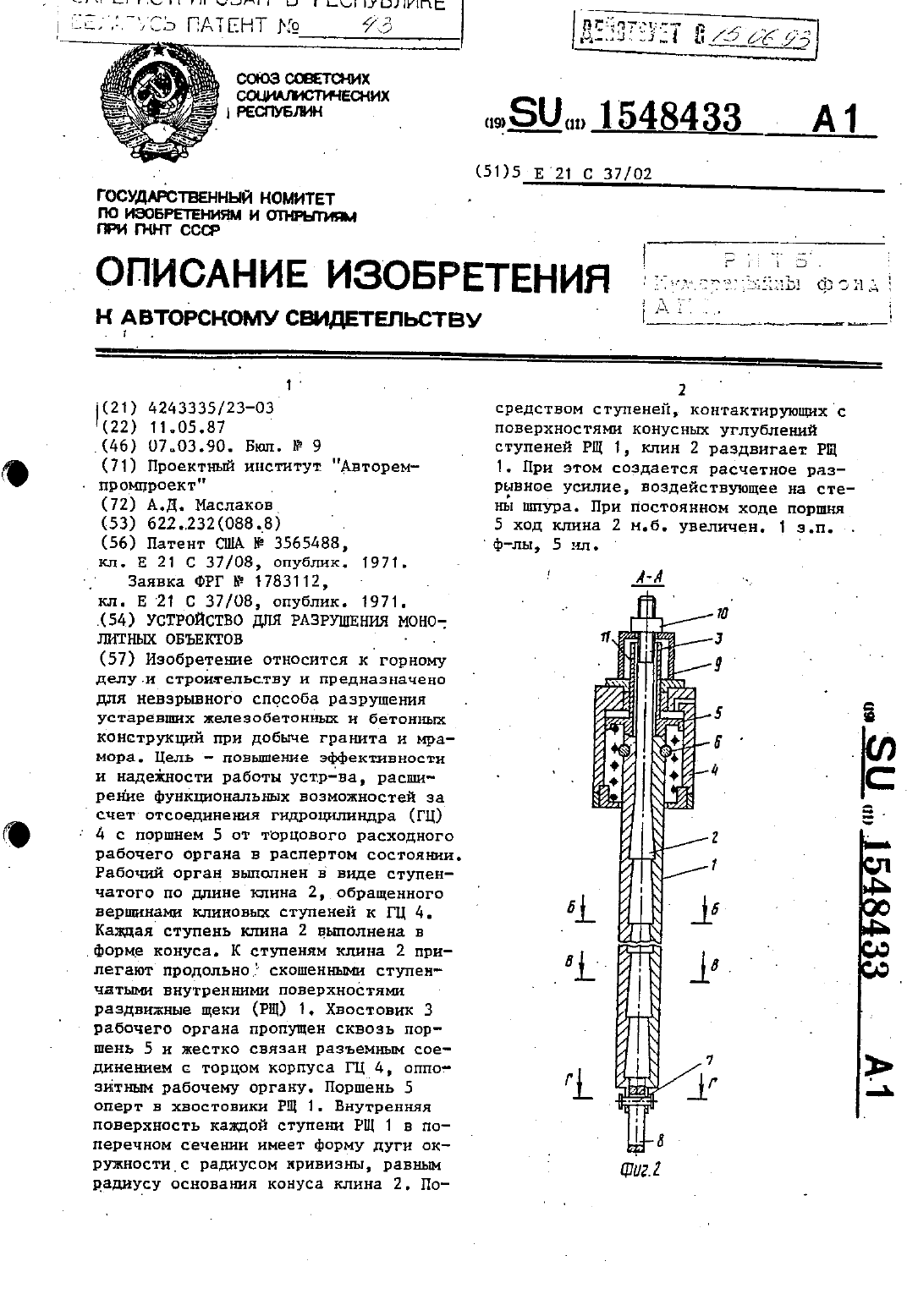
...между собой ограничительнм болтом 7 в пазе 8 клина 1.Клин 2 обращен вершинами ступеней к гндроцлнНдРУ- Угол наклона скошенныхззповерхностей ступеней клина и щек постоянен по их длине. Каждая ступень клина 2 выполнена в форме конуса, а внутренняя поверхность каждойступени раздвижных щек имеет форму доНа наружной поверхности торца гидроцилиндра, оппозитной рабочему ор гану, установлен стакан 9, обращенный 45- КЛННЗ ЖЕСТКО связан РЗЗЪЕМЪЪЪН...
Способ получения диэлектрических пластин для керамических конденсаторов
Номер патента: 276
Опубликовано: 30.12.1994
Авторы: Фомина Б. И., Короткевич Л. Н., Кабакова Г. В.
МПК: H01G 4/12
Метки: диэлектрических, способ, получения, керамических, пластин, конденсаторов
Текст:
...известным образом.менена смесЬ.этилового спирта с ДН метнлформамидом при соотношении 75 н 25 мас. соответственно. П р и м е р 5. В отходы пленки в количестве 10 кг добавляют 4,5 кг растворителя поливииилбутираля (сочотношение 1 О 45) в виде смеси этн НОВОГО СПИРТН МЛН С бУТЪ/КПОВЬШ, ИЛИ С амиповым или с изоаммловым афиром,взятых в количествах 3,825 кг и 0,675 кг (соотношение 85 и 15 мас.) соответственно. Затем путем переме шивания в течение...
Устройство для изготовления литейных форм
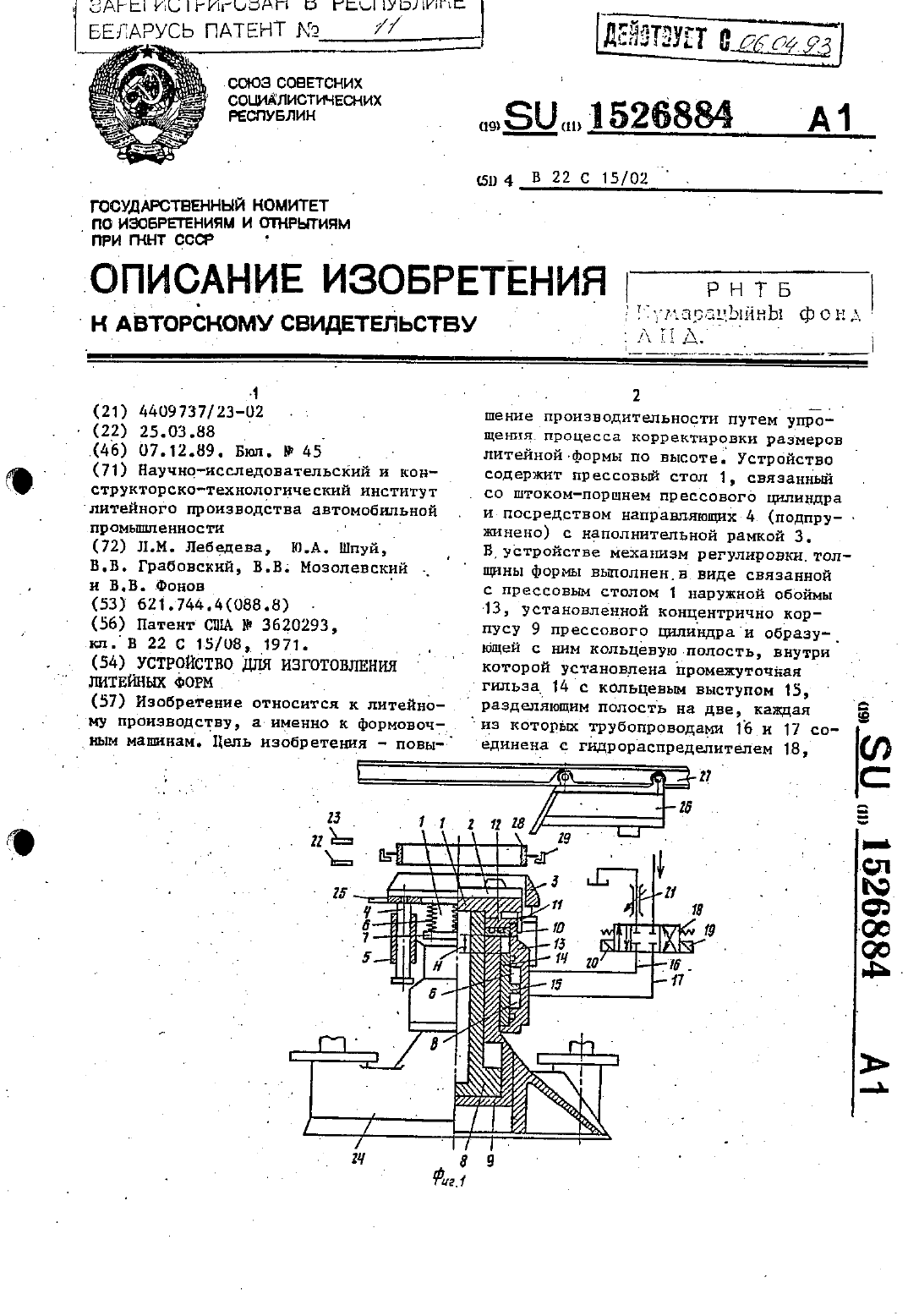
Номер патента: 11
Опубликовано: 30.05.1994
Авторы: Мозолевский В. В., Лебедева Л. М., Шпуй Ю. А., Грабовский В. В., Фонов В. В.
МПК: B22C 15/02
Метки: форм, литейных, устройство, изготовления
Текст:
...сжимая пружины 6. После снятия уплотняющего усилия - сброса давления из полости Д - прессовый стол 1 под действием давления, подаваемого в полость Г, начинает медленное двгокение вниз, а наполнительная рамка 3 подвоздействием разжимаюЩе го усилил пружин 6 поджимает какоето время-опоку 28 к модельной плите накатнойлрессовой головки 26, осуществляя протяжку модельной плиты 2 с моделями. При дальнейшем перемещении вниз прессового стола 1 с...
Предыдущий патент: Гидросистема грузоподъемного устройства
Следующий патент: Сепаратор
Случайный патент: Групповая кормушка