Устройство для изготовления, наполнения продуктом и запечатывания пакетов из материала, включающего термопластик
Текст
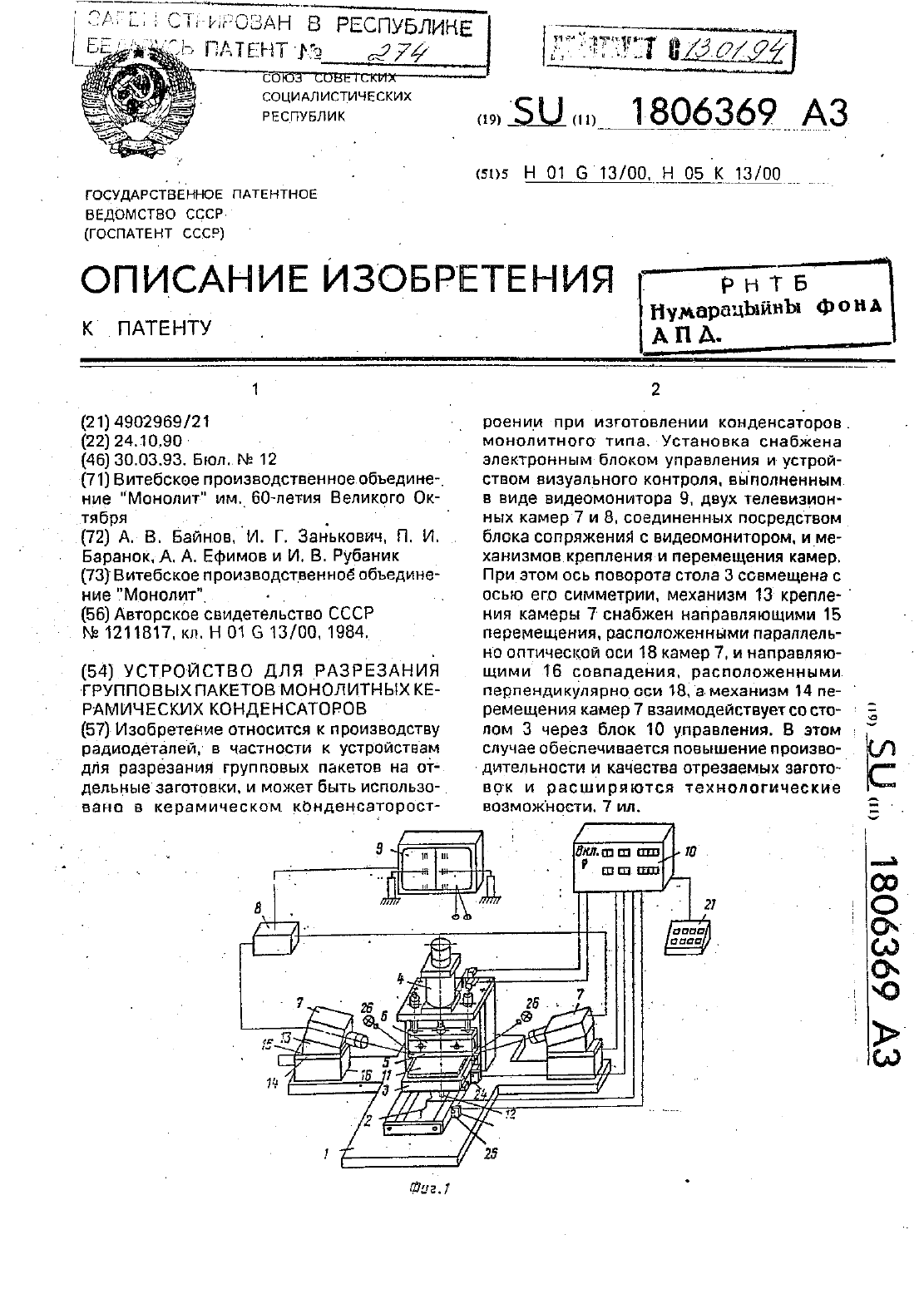
1 2 Изобретение относится к устрой ван) в рукавообраэователе 6, в рестван для изготовления, наполнения зультате чего получают трубку 7-с непродуктом и запечатывания пакетовнз проницаемым для жидкости продольным материала, включающего термопластик 5 швом. НепрЕРЫВН 0 Перемещаемую через н может быть использовано в различ- УПЗКОВОЧНУЮ МЗШННУ ВНИЗ ТРУбКУ 7 заных отраслях народного хозяйства. нЮТ ТребУ 9 д 9 РдММ- У НИШ Целью изобретения является повы- еГ КнЦд ТРУ 5 к 7 РЕДУСЧОТРЕНО шение надежности Б рабте - две пары сварочным губок 8, снабженНа фиг.1.схематично показано уст- 10 Ых фрУЮщн губкам 9 брааТн ройство (траектория двиения прохо- ВЗКШШХ ТРУ 5 КУ 7 УПЗКОВОЧНОГО Натедит через машину ленты материала) риала такн 5 ра 3 г 9 т В реэудьтд на фнг.2 - часть устройства, в ното- Те дУЧат 3 ддеы-Н 3 аУП рои осуществляют преобразование упа- ренные 93 ГТ 3 к О Удк 3 Чк ед новочного материала в отдельные упа 15 кТед- - ковочные емкости на фиг.3 - то же, оТфРаые 3 дгТ 3 к 1 Уад ддд спердди на фгд И 5 то же, вочнык емостей отделяют от трубки 7. вид сбоку(сварочные губки приспособ- надравддют дннз 5 УТРйЧТ 5 11 пения для образования поперечных Шов для окончательной загибки располо показаны В разным положениях о 5 работ 2 о женное на переднем конце устройства д кпд т, где с помощью транспортер-а 12 ихпропускают черезнесколько позиций обработки, на-ноторыщ нм прнцаЬт окончательную форму, В результате 25 чего получаются готовые пакеты 13,имеющие ФОРМУ параллелепипеда, которые можно брать с устройства 1 н транспортировать дальше для укладки в поддоны и транспортировкия Пункты продали.Устройство 1 содержит в нижней задней части (фиг.1) магазин, в котором находится лента 2 упаковочного НЕТЕВНЭЛВ В ВИДЕ РУЛОНЕ, УСТЗНОЛЕН ного на рулонодержателе 3. Упаковочнын материалом является обычный сло- . истый упаковочный материал, содержапня расположенную в середине бумажную подложку, слои алюминиевойфопь 39 ги и наружные слои непрониаемого для жидкости и поддающегося сварке пластического материала, обычно поли этилена. Не магазина лента 2 проходит по целому ряду реверсивнх н направ- 35 ляющнх ролиов 4 в -верхню часть устройства 1, где осуществляют несколько операций обработки ленты 2,таких, как установка приспособлений для открытия, вылавливание линий сгн-40 бы н стерилизаця. Кроме тоголента 2 проходит а верхней части устройства 1 через устройство 5 для фисг дин совпадения, которое, воспринимая поперечные лини сгиба, имеющиеся на 45 ленте 2, обеспечивает совпадение обработки ленты 2 с линиям сги 6 а.н Пройди верхнюю часть устройства, лен то 2 упаковочного материала идет вертикнльно вниз с передней стороны 50 устройства (фнгд, справа). В то же самое врем с помощью роликов (не-показаны) и рукавообразователяпб осуществляют последовательное сгибаниеУстройство 1 может также предстанпять собой устройство любой другой уже известной конструкция. Кроме того, устройство 1 долно работать с упаковочнм материалом в виденепре рывной ленты 2, которую непрерывно преобразуют в трубку 7, после чего.Передняя часть устройства(фиг.2) содержит устройство для обработки н формования трубки 7 проходящсй через устройство 1 вертикально вниз. В линей части устройства 1 установлен привод 1 д-содержащим электродвигатель и редуктор и приводящшй во вращенеглавный приводной вал 15, которн проходит горизонтально через устройство 1 н на котором установлено много раднальннш КУП 3 Ч ков. Для предлагаемого устройства вежны в основном первый Радиальный кулачок 16 н второй Радиадьднд КУЛ 8этом обеспечивают наложение одной Устройство 1 (фнг.2 н 3) содержит продольной кромки ленты 2 не другуби левую Н ПРВВУЮ П 0 П 0 ВННэ КОТОРЫЕн соединение их с помощью элемента идентичны один другому, но расположе длл продольного соединения (пе пока- .ны так, что являются зеркальным отображеннем один другого. Протнволежа ройства 1, имеется аналогичный зубЩе ПОЛОВИНЫ Устройства 1 сконструи. чатый ремень, В свою очередь соедированы и работают одинаково. Таким ненный посредством другой пружины С образомимеется две пары кулачков Б другим плечомгкоромысла 28. С помо 16 И 17 ПРИЧеМ Компоновка с обеих щью пружин 29 н коромсла 28 зубчасторон привода 1 д такова, что первый- тьй ремень 25 создает посредствомкулачок 16 (фнг.2) располоен.наибо . шкивов на верхнем рычаге 18 и креплелее близкок приводу 14, а второй ку ния на нижнем рычаге 19 силу стягилачок 17 отнесен дальше, к концу при 1 о ванив, которая тянет оба рычага в на В 0 дНОГ 0 Вала 15- правленниоднн к другому, в резуль-7тате чего они постоянно опираются наВыше и ниже кулачков 16 и 17 уста Й кулачки 16 н 17 соответственно. Разновлены приводные рычаги 18 и 19,ко личные перемещения двух рьшагов 18 дторые.опираются посредством следлщх 15 Н 19 восприниманпся пружинами 29 н роликов на кулачки 16 н 17 соответ коромыслом 28 дкоторое вследствие поственно. Рычаг 18 расположен выше ку очередной работы двух половин устройЗ пачка 16 н закреплен одним концом с - СТВа 1 Сбйершает Качтдьное Двине возможностью поворота вокруг осн, . вне. Зубчатый ремень 25 вместе со проходящей параллельноглавному при 20 шкивами 26 и 27 образует тягонынэлед - водному валу-15. Свободным концом ры- НВНТ- . одр 13 соедннен.посредСТВ 0 М рычажной Способ удержания двух рычагов 18 . передачи 20 с первой приводной штан - И 19 в контакте с кулачками 16 и 17 в гон 21 которая проходит черее устч . соответственно посредством нагруженройство 1 вертнкальнон всвою оче- 25 ных пружинами элементов 25, способныш редь соединена с приспособлением 22 воспринимать растягивающее усилие,для.образования поперечных швов. весьма экономичен с точки зрения загычаг 19, опирающийся на кулачок ннмаемого пространства н безопасен 17, подобно рычагу 18-закреплен од . в работе. В непосредственной близосним концом с возможностью поворота д 39 ти от кулачков нпривода находится.вокругоси проходящей параллельно . только элемент, воспринимающий растя главному приврдномувалу 15. Однако гивашщее усилие, а пружины 29 могут рычаг 19 расположен ниже кулачка 17, быть.размещены в какомнибудь другом на которой он опирается посредством подходнщем месте Устройства 1. дверолика закрепленного на рычаге 19 с .35 половины устройства 1, работающие возможностью свободного вращения. Цеч поочередно, могут быть соединены по редннм концом (фигД 2 слева) рычаг средством разных зубчатый ремней с 19, дд 5 н 0 рыцагу 18,-соединен по одним и тем же пружиннымуэлом, если 5 средством рычажной передачи 23 со он выполнен в виде коромысла 28. Этою диарея приводной тон-гонад, проходя- дп- дает дополнительную экономию простщей черезустройство 1 вертнкапьноь - ранства с одновременной возможность) 1 - уменьшения (благодаря поочередному. на небольшом расстоннии от перед дь 35 аЮ РУд) Ра 3 Р РУж них концов.двук рычагов 18 и 19 про 29 Рб 3 ТЪ На 503 Р 3 Т ходит зубчатый ремень или какой-ни 45 5 л 3 гда 9 я Уеъшейд рУ будь другон элемент 25, способный аратрта 7 дУЧшаетя воспринимать растягивающее усилие У два рьтага 18 н 19 соединены С ПО между креплением на нннем рычаге 19 МОЩЬЮ рычажных передач ОЙН 23 СОФ н шкивом 26, закрепленным с возможч ветственно с вертикальным приводными ностъю вращения на-верхнем рычаге 18. 50 штангами 21 н 2 соответственно ПриОт шкива 26, служащего в качестве водные штанги 21 н 2 д установлены с направляющего шкива для зубчатого возможностью перемещения в вертикаль-ремия 25, ремень идет через друггй нон направлении вдоль пакета 13 вшкив 27, установленны на верхнем ры- подшипниках 30 скольжения, закрепленчаге 18, в направлении к одному из 55 ных в раме устройства 1, аддве ры 5 концов коромысла 28, с которым он сот ечажные передачи 20 н 23 выполнены с едннен посредством винтовой пружины - возможностью передачи без бокового 29 растяжения На противоположной действня движения поворота рычагов 18зеркально отображенной стороне уст- н 19 к приводным штангам 21 н 2 Ь.ЭТУ возможность обеспечивают многоШапннрные рычажные передачи.Два зеркально расположенных и поочередно действующн приспособления 22 для образования поперечных швов устройства 1 содержат сварочные губки 8 и форнующне губки 9. Каждое приспособление 22 для образования поперечин швов содержит обойму 31, которая с одной стороны неподвижно соединена с первой приводной штангой 21 н ьюкет быть перемещена посредством этой штанги в направлении вверх Ин выполненные с обеспечением воэмож-Д ностн сдавливания трубки 7 в поперечной зоне при рабочем положении сваРочнк губок 8. Одна из двух взаимодействующк сварочных шин 37 имеет два раслоложеннык на небольшом рас СТОЯНКИ ДРУГ ОТ ДРУГЗ электрическнк Проводника, которые обеспечивают путем Нагрева термопластнческнх слоев упаковочного материала сварку трубки д ППРеЧныш зонах, расположенным на некотором расстоянии одна от другой. Сварочные шны 37 соединены известнымвниз. Вторая приводная штанга 24 про-15 образом с подкодящм источниом тока, ходит через обойму 31 без непосредственного с ней соединения. С той н другой стороны приводных штанг 21 н 2 д обойма 31 имеет поддерживающие осн 32 для двух сварочных губок З.Оси 32 проходят под ттдтямым углом кприводным штангам 21 и 24 параллельно главному приводному валу Т 5 машины. Сварочне губки 8 могут поворачиваться между нерабочим раэведенны (разомкнуты) положением н рабочим сведеннын-(сомкнутыМ 3 положением, в котором губки 8 проходят параллельно приводным штангам 21 и 2 Ь (фиг,д). Управление поворотом сварочных губок 8, расподоженньхх в обойме 31 прямо напротив одна другой, осуществляют посредством кронштейна 33. От кронштейна 33 отходят вниз тяги 34, соединенные с консолями 35, отходящими от нжией части сварочным губок 8 в сторону друг друга. В результате такой конструкции сварочные губки 8 пока первани вторая приводные штанги 21 и 24 соответственно движутся одинаково, но в случае какой-либо разницы В ДЕН женин двух приводныкптанг 21 и 24вверх или вниз относительно обоймыМежду двумя проводниками сварочной шины 37 действует отрезное устройство (не показано), которое во время сварки разрезает трубку 7 упаковочного материала между двумя поперечньши сварными швами. Отрезное УСТРОЙСТВО ИМЕЕТ ИЗЕВСТНУЮ конструкцию и работает от гидравлического Привода (не показан). Кроме того, 25 имеются.объениые створки (не показа ны),-оказывающе влияние на формирование пакетов 1 З н управляеме механически с помощью Установленных в31, в результате чего сварочные губ кнВ поворачиваются вокруг поддержит вающих осей 32. с . На верхах частях двух сварочных. губок 8 предусмотрены выступающие вбок консоли 36, расположенные прямонапротив одна другой с двух сторонторые действует через управляющи рычаг 38 кулачок 39, закрепленный на раме устройства 1,.при вертикальном озвратно-поступательном двнженинПообе стороны от сварочным шин 37 сварочным губок 8 установлены крючкообразне элементы 40 и 41, которые при рабочем положены сварочным губок 8 сцеплены один с другим и во время сдавлванин н свариваниятруб кн обеспечивают необходимое сильное давление сварочных шин 37 одна на другую. Одна сварочная губка 8 имеет неподвижно закрепленный крючкообраэ нй элемент 40 отходящий от нее-под прямым углом, а противоположная сварочнаягубкалс 8 снабжена крючкообраэнм элементом 41, который можетбыть повернут вокруг оси, проходящей параллельно главному валу 15 УСТРОЙСТВЗ 1 и, кроме того, ВМУ НОЖЗТ быть 0005 щено возвратно-поступательное движение посредствон силового цилиндра 42,размещенного в сварочной губке. Дви через Устройство 1. На обращенных од- 55 женне поворота крючкообразного зле на к другой боковым сторонах консолей 36 установлены сварочые шины.37 (фиг.4), проходнще по отношению к трубке 7 в поперечном направлениимента 41 в вертикальном направлении обеспечивают посредством кулачка 43,отходящего вбок от кронштейна 33, установленного на приводной штанге 25 нСоединение между кронштейном 33 и сварочной губкой 8 посредством тяг 34 н консолей 35 обеспечивает такую передачу, что цвиение приводной штандгн 24 вверх относительно обоймы 31 вызывает не только разведение сварочным губок 8 из рабочего положения в нерабочее, но н-расцепление посредством кулачка АЗ кршчкообразного эле 10 мента д 1 с взаимодействующим с ним Кршчкообразным элементом 40. При движении приводной штанги 24 относительч но обоймы 31 вниз происходит поворот-сварочных губок 8 н противоположную 15 сторону, т.ед из разведенного положения (фиг.д) в сведенное или рабочее положение (фиг.5). При этом кулачок41, благодаря чему он может быть бес-26ным элементом 40. После завершения сцепления приводят в действие силовой цилиндр 42, в результате чего крючко-обраэный элемент 41 оттягивается не 25 много назад, т.е. в сварочную губку 8, обеспечивая тем самым требуемую силу сдавливания между двумя сварочныи шинами 37. Действие силового цилиндра 42 поддерживают в течение все-30 го процесса сварки и отрезки и пре кращают только непосредственно перед началом разведения сварочны губок 8 в нерабочее положение. Бьщш сварочных шин 37 сварочных губок 8 расположены упомянутые ранееформующе губки 9. Поперечное сечение формующижгубок 9 имеет ПобразнуюП форму и вместе эти губки 9 0 бРаЗУЮТпрямоугольный канал, ВНУТРеННИеРаЗ- до меры которого соответствуЮТ НЗРУЖНЫМ размерам готового пакета 13. две форнуюне губки 9 подвешены с возможностью поворота вокруг ОСН, РЗСПОЛОЖЗН ной немного выше сварочных шин 37и проходящей параллельно им. На верхнем конце формуюяцих ГУбОК 9 ВЬЕСТУПЗЮТ вбок оси с направляющими РОЛИКЗМ 44, которые при движении обоймы 31 вниз входят в контакт с кулачкомд 5,закрепленньш на раме устройства 1 Иформующие губки 9, пока они не УПРУТкн 7. Формующие губки 9 снабжены пруд жинамм, оттягнвающимм их в направлет 55 ни от трубки 7, так что ПРИ Б 3 ВР 3 Т нон двиении обойм 31 вверх они будут находиться в заданном разведением Йположении. Взаимное положение формуютщих губок 9 определяет форму готового пакета 13 и, следовательно, также его объем. Таким образом, объем па кета 13 можно регулировать путем бокового смещения кулачков 45, которые Подвешены к раме устройства 1 с возможностью поворота и могут быть перемещены в направлении один к другому или один от дРУгого посредством маховичков 46 для регулировки объема упаковочного материала, подаваемого в ВИДЕ РУП 0 на, которьй устанавливаютна рулонодержателе 3 в задней части устройства 1. 0 т.рулона лента 2 проходит по целому ряду реверсивных и направляющих роликов 4 и через уст ройство 5 для фиксации совпадения,которое обеспечивает правильное положение линий сгиба или отпечатанного рисунка на ленте 2 относительно операций обработки, осуществляемых Ф в устройстве 1. Часть выполняемы в устройстве 1 операций это традиционные операции, такие, как установка приспособлений для открытия, печатат.ние даты и формование и отрезка го товых упаковочных емкостей. Достигнув передней верхней части устройства 1(фиг.1, справа), лента 2 идет дальше вертикально вниз, при этомпомощью рукавообразователя 6 ее превращаютв трубку 7 с перекрывающимся продольными кромками. Две продолвные кромки сваривают посредством сварочного устройства, расположенного на рукавооб разователе 6, в результате чего получают трубку 7 с совершенно непроницаемм для жидкости сварным швом. Сформированнаяатрубка 7 идет затем далью вниз, в ту часть устройства 1, где трубку 7 обрабатываыт и получакп из нее отдельные заполненные упаковочные емкости. Пройдя пару взаимодействующих направляющихролиов 7, РаСП 0 П 0 женных на одном уровне-с поверхностью столба жидкости внутри трубки 7,трубка 7 входит в контакт с одним ИЗ двух приспособлений 22 для ОбРаЭ 0 вания поперечньщ швов, КОТОРЫЕ ПООЧЕ редно обрабатывают трубку. ОДНО НЗ приспособлений 22 для Образования ПО перечных швов, после того, как оно бьшо перемещено ПОСРЕДСТВОМ ПЕЦВОЙ приводной штанги 21 в положение в верхней мертвой точке (фиг.3, слева). сдавливает трубку 7 в поперечной зоне посредством сварочных шин 37 сварочньш губок 8. Перемещение СБЗРОЧНЫ
МПК / Метки
МПК: B65B 9/00
Метки: материала, продуктом, запечатывания, пакетов, термопластик, устройство, наполнения, изготовления, включающего
Код ссылки
<a href="https://by.patents.su/12-611-ustrojjstvo-dlya-izgotovleniya-napolneniya-produktom-i-zapechatyvaniya-paketov-iz-materiala-vklyuchayushhego-termoplastik.html" rel="bookmark" title="База патентов Беларуси">Устройство для изготовления, наполнения продуктом и запечатывания пакетов из материала, включающего термопластик</a>
Устройство для изготовления групповых пакетов монолитных конденсаторов
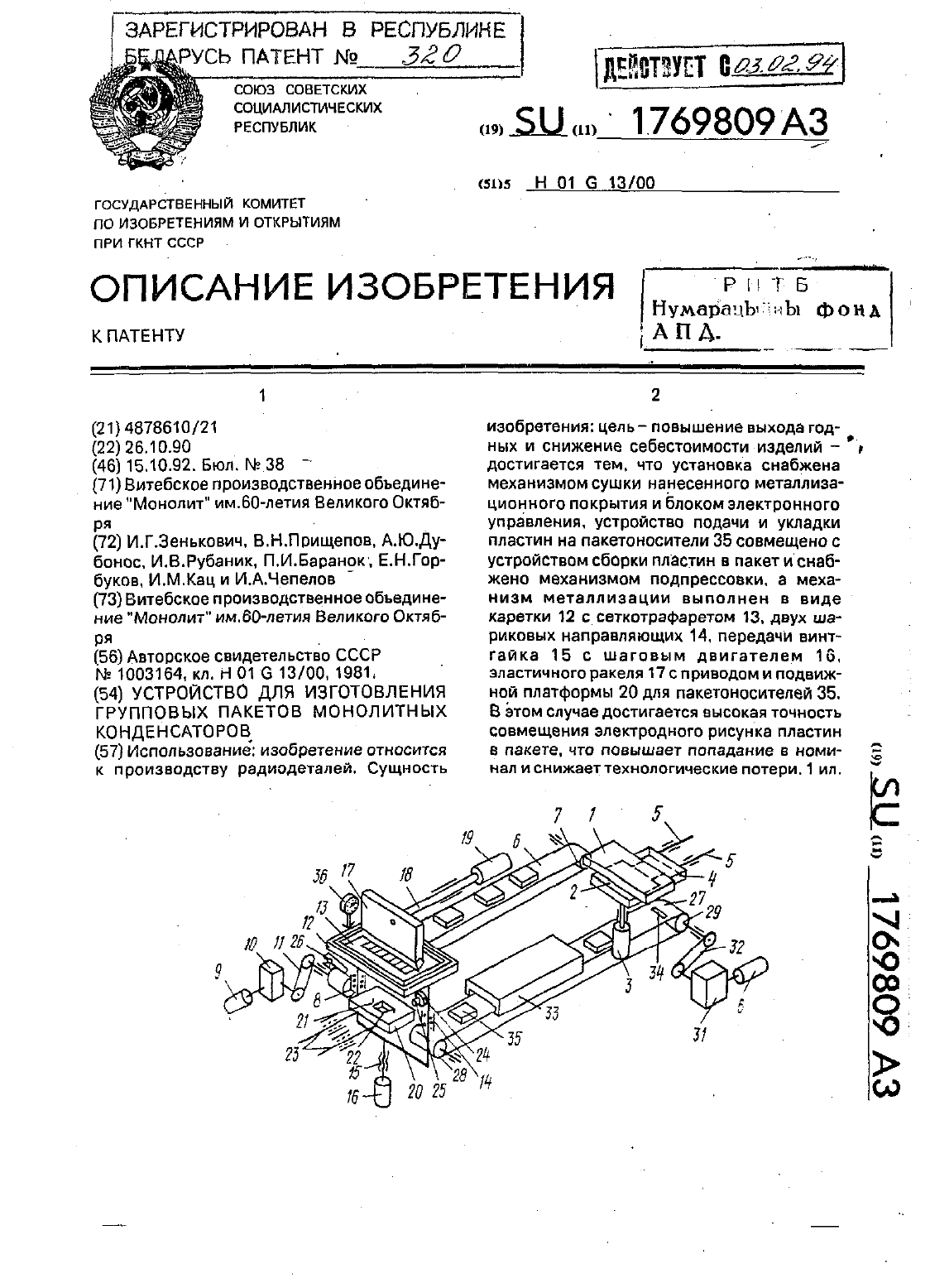
Номер патента: 320
Опубликовано: 30.12.1994
Авторы: Прищепов В. Н., Кац И. М., Горбуков Е. Н., Зенькович И. Г., Рубаник И. В., Дубонос А. Ю., Баранок П. И., Чепелов И. А.
МПК: H01G 13/00
Метки: изготовления, пакетов, групповых, устройство, монолитных, конденсаторов
Текст:
...(электродного) покрыТИЯ блока ЭЛЕКТРОННОГО управления И при вода рабочих органов установки.Устройство подачи и укладки пластин и устройство сборки пластин в пакет конструктивно совмещены. снабжены механизкмом подпресссвки укладываемых пластин и включают верхний неподвижный пугансон 1,нижний подвижный пуансон 2 с гидтроцилиндром 3 и подвижную платформу 4 с направляющими 5. Это устройство предназначено для укладки пластин на...
Устройство для соединения двух монолитных пакетов конденсаторов в блок
Номер патента: 286
Опубликовано: 30.12.1994
Авторы: Рябов А. П., Афанасенко Н. Л., Спевацкий А. А.
МПК: H01G 13/00
Метки: конденсаторов, соединения, пакетов, устройство, монолитных, двух, блок
Текст:
...значением отклонений от номинальной емкости в однозагрузсдчное устройство с положительным в ДРУГОЕ Первый механизм 3 укладки забирает пакет А вакуумной присоской и укладывает его на опорную плоскость неподвижного упора 15 механизма совмещения.Рычаг 16 с упругой вставкой 19 в это время открыт поворотом на оси 17. Затем рычаг 1 б закрывается под действием пружины 18. удерживая пакет при дальнейшем повороте стола 5. Затем стол 5 поворачивается...
Устройство для соединения двух монолитных пакетов конденсаторов в блок
Номер патента: 285
Опубликовано: 30.12.1994
Авторы: Афанасенко Н. Л., Прищепов В. Н., Рябов А. П.
МПК: H01G 13/00
Метки: пакетов, конденсаторов, двух, устройство, блок, монолитных, соединения
Текст:
...Механизм 10 базирования выполнен в виде двух планок,способных приближаться к блоку для его базирования. Механизм 11 прижима выполнен в виде подвижного рычага. Механизм 12 раскрытия рьтчагоа ВЫПОЛНЕН В виде ПО ДВИЖНОГО ШТОКЭ. ОСНЭЩВННОГО круглым УПО ром для воздействия на рычаги. Механизм 13 раскладки на транспортер выполнен в виде поворотного рычага с закрепленной на нем вакуумной лрисоской. Транспортер 14 выполнен в виде металлической...
Шихта для изготовления сегнетокерамического конденсаторного материала
Номер патента: 20
Опубликовано: 30.05.1994
Авторы: Самойлов В. В., Балакишева Т. А., Мамчиц Э. И., Питушко Е. В., Алексеева Ф. К., Бертош И. Г., Егоров Л. И., Дорохова М. П., Трояновская С. М., Ротенберг Б. А.
МПК: H01G 4/12, C04B 35/46
Метки: сегнетокерамического, материала, изготовления, конденсаторного, шихта
Текст:
...03 0,1-0,3 глина 0,2-0,7 Полученны по-обычной керамической технологии при 1280-1 ЗбОСв течение 2 ч материал имеет следующие.характеристики 5 при 125 с 104-10 к АС/Сдол(1314) количество.потерьД по трещинам после пайки 718.смесь измельчают до удельной поверхч ностн 50007000 см/г. Полученную таким образом шихту используют для получения конденсаторного диэлектрика, из которого известным образом формуют заготовки конденсаторов и...
Установка для разрезания групповых пакетов монолитных керамических конденсаторов
Номер патента: 274
Опубликовано: 30.12.1994
Авторы: Зенькович И. Г., Баранок П. И., Рубаник И. В., Байнов А. В., Ефимов А. А.
МПК: H05K 13/00, H01G 13/00
Метки: керамических, групповых, конденсаторов, монолитных, пакетов, установка, разрезания
Текст:
...координате Х и У, вых 6 - сигнал конца резов,вых. 67 сигнал счета шагов.Ячейка 30 состоит из дух двоично-деся-тичных счетчиков. элемента И. двух дешиф роторов СИГНЭПОВ ДВОИЧНСРДЭСЯТИЧНОГОА КОДЭ В СИГНЗЛЫ СЭМИСЕГМЕНТНОГО КОДЗ. ДВУХдсемисегментнвлх цифробуквенныхиндика торов и имеет входы и выходы вх. 571574 сигналы программатора. вх. 54 сигнал счета числа резов.вх 55 - сигнал записи числа резов.Ячейка 36 состоит из семи элементов НЕ, двух...
Предыдущий патент: Способ получения азоловых соединений или их кислотно-аддитивных солей, их простых или сложных эфиров
Следующий патент: Способ упаковывания жидких продуктов в рукав из термопластичного материала
Случайный патент: Система для обеспечения безопасности объектов