Устройство для ориентационной вытяжки полимерных лент
Номер патента: 9075
Опубликовано: 30.04.2007
Авторы: Пинчук Леонид Семенович, Винидиктова Наталья Сергеевна, Безруков Сергей Владимирович, Гольдаде Виктор Антонович, Дегтяренко Надежда Николаевна, Чой Унг-Су, Хонг Сунг-Чул
Текст
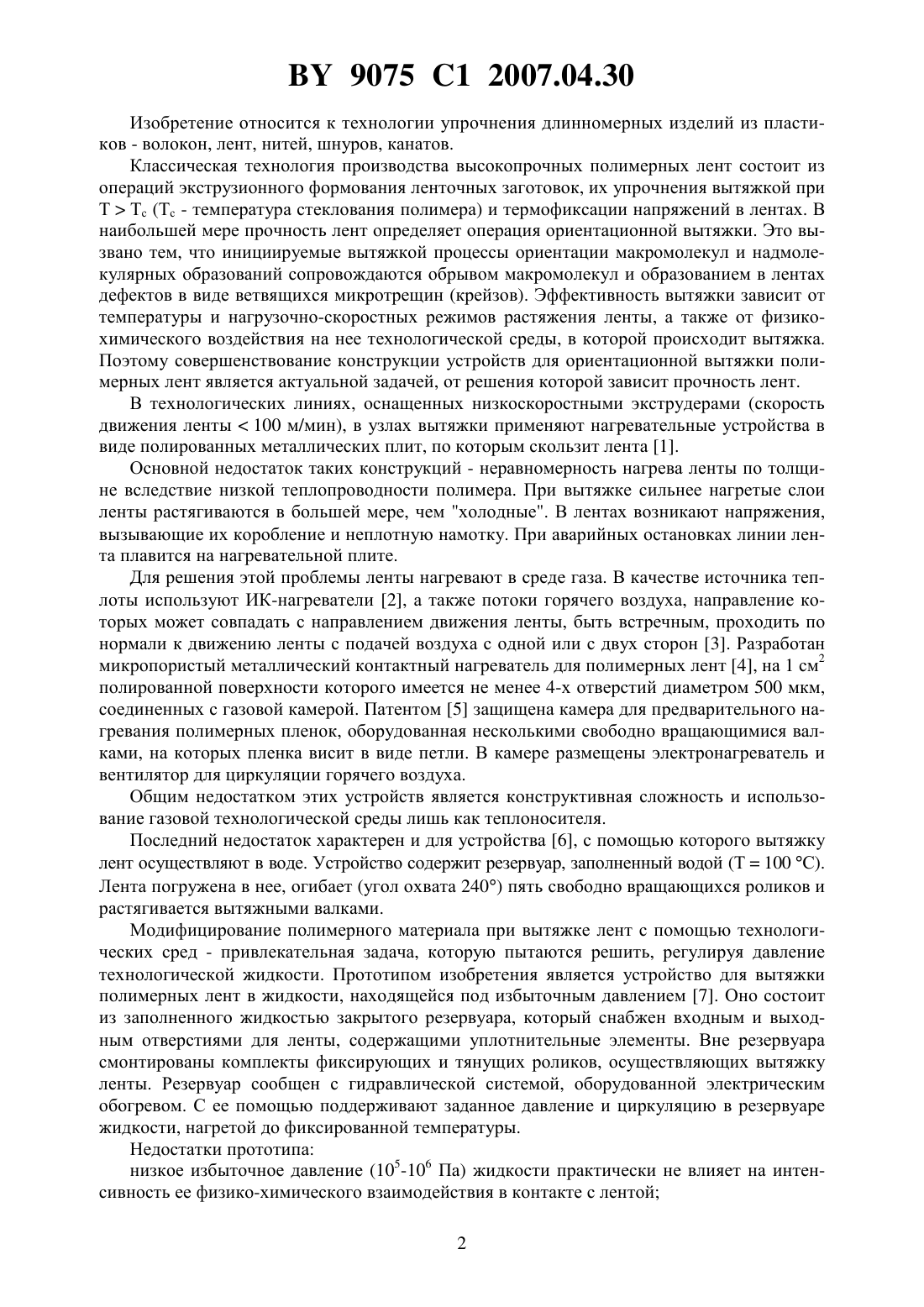
УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИОННОЙ ВЫТЯЖКИ ПОЛИМЕРНЫХ ЛЕНТ(71) Заявитель Государственное научное учреждение Институт механики металлополимерных систем имени В.А.Белого Национальной академии наук Беларуси(72) Авторы Пинчук Леонид Семенович Винидиктова Наталья СергеевнаГольдаде Виктор АнтоновичБезруков Сергей ВладимировичДегтяренко Надежда НиколаевнаЧой УнгСуХонг Сунг-Чул(73) Патентообладатель Государственное научное учреждение Институт механики металлополимерных систем имени В.А.Белого Национальной академии наук Беларуси(57) Устройство для ориентационной вытяжки полимерных лент, содержащее резервуар,наполненный жидкостью, через которую проходит лента и в которой осуществляют вытяжку, приводной механизм для вытяжки ленты и источник гидравлического давления на ленту, выполненный в виде гидравлической системы, сообщающейся с резервуаром и оборудованной узлом обогрева жидкости, отличающееся тем, что в качестве источника гидравлического давления используют ультразвуковой генератор, содержащий стержневой акустический концентратор, узкий конец которого погружен в жидкость, а его торец расположен над лентой так, что точка пересечения его акустической оси с плоскостью ленты находится в пределах участка ленты, на котором происходит наибольшее уменьшение ее ширины при ориентационной вытяжке без воздействия ультразвука. 9075 1 2007.04.30 Изобретение относится к технологии упрочнения длинномерных изделий из пластиков - волокон, лент, нитей, шнуров, канатов. Классическая технология производства высокопрочных полимерных лент состоит из операций экструзионного формования ленточных заготовок, их упрочнения вытяжкой при ТТс (Тс - температура стеклования полимера) и термофиксации напряжений в лентах. В наибольшей мере прочность лент определяет операция ориентационной вытяжки. Это вызвано тем, что инициируемые вытяжкой процессы ориентации макромолекул и надмолекулярных образований сопровождаются обрывом макромолекул и образованием в лентах дефектов в виде ветвящихся микротрещин (крейзов). Эффективность вытяжки зависит от температуры и нагрузочно-скоростных режимов растяжения ленты, а также от физикохимического воздействия на нее технологической среды, в которой происходит вытяжка. Поэтому совершенствование конструкции устройств для ориентационной вытяжки полимерных лент является актуальной задачей, от решения которой зависит прочность лент. В технологических линиях, оснащенных низкоскоростными экструдерами (скорость движения ленты 100 м/мин), в узлах вытяжки применяют нагревательные устройства в виде полированных металлических плит, по которым скользит лента 1. Основной недостаток таких конструкций - неравномерность нагрева ленты по толщине вследствие низкой теплопроводности полимера. При вытяжке сильнее нагретые слои ленты растягиваются в большей мере, чем холодные. В лентах возникают напряжения,вызывающие их коробление и неплотную намотку. При аварийных остановках линии лента плавится на нагревательной плите. Для решения этой проблемы ленты нагревают в среде газа. В качестве источника теплоты используют ИК-нагреватели 2, а также потоки горячего воздуха, направление которых может совпадать с направлением движения ленты, быть встречным, проходить по нормали к движению ленты с подачей воздуха с одной или с двух сторон 3. Разработан микропористый металлический контактный нагреватель для полимерных лент 4, на 1 см 2 полированной поверхности которого имеется не менее 4-х отверстий диаметром 500 мкм,соединенных с газовой камерой. Патентом 5 защищена камера для предварительного нагревания полимерных пленок, оборудованная несколькими свободно вращающимися валками, на которых пленка висит в виде петли. В камере размещены электронагреватель и вентилятор для циркуляции горячего воздуха. Общим недостатком этих устройств является конструктивная сложность и использование газовой технологической среды лишь как теплоносителя. Последний недостаток характерен и для устройства 6, с помощью которого вытяжку лент осуществляют в воде. Устройство содержит резервуар, заполненный водой (Т 100 С). Лента погружена в нее, огибает (угол охвата 240) пять свободно вращающихся роликов и растягивается вытяжными валками. Модифицирование полимерного материала при вытяжке лент с помощью технологических сред - привлекательная задача, которую пытаются решить, регулируя давление технологической жидкости. Прототипом изобретения является устройство для вытяжки полимерных лент в жидкости, находящейся под избыточным давлением 7. Оно состоит из заполненного жидкостью закрытого резервуара, который снабжен входным и выходным отверстиями для ленты, содержащими уплотнительные элементы. Вне резервуара смонтированы комплекты фиксирующих и тянущих роликов, осуществляющих вытяжку ленты. Резервуар сообщен с гидравлической системой, оборудованной электрическим обогревом. С ее помощью поддерживают заданное давление и циркуляцию в резервуаре жидкости, нагретой до фиксированной температуры. Недостатки прототипа низкое избыточное давление (105-106 Па) жидкости практически не влияет на интенсивность ее физико-химического взаимодействия в контакте с лентой 2 9075 1 2007.04.30 давление жидкости постоянно в объеме резервуара, поэтому концентрация давления на участках ленты, испытывающих ориентационную перестройку структуры, принципиально невозможна компенсация утечек жидкости из резервуара через отверстия для входа и выхода ленты значительно усложняет конструкцию и удорожает эксплуатацию устройства. Задачи, на решение которых направлено изобретение 1) упрощение конструкции устройства 2) снижение степени повреждения заготовок в процессе ориентационной вытяжки и увеличение прочности вытянутых лент 3) использование технологической жидкости как среды-носителя ударных волн, сфокусированных на участках ленты, испытывающих наибольшую перестройку структуры при вытяжке. Поставленные задачи решаются тем, что известное устройство для ориентационной вытяжки полимерных лент, состоящее из резервуара, наполненного жидкостью, через которую проходит лента и в которой осуществляют вытяжку, приводного механизма для вытяжки ленты и источника давления на ленту в виде гидравлической системы, которая сообщается с резервуаром и оборудована узлом обогрева жидкости, содержит новые элементы. В качестве источника гидравлического давления используют ультразвуковой генератор, снабженный стержневым акустическим концентратором, узкий конец которого погружен в жидкость. Торец концентратора расположен над лентой так, что точка пересечения его акустической оси с плоскостью ленты находится в пределах участка ленты, на котором происходит наибольшее уменьшение ее ширины при ориентационной вытяжке без воздействия ультразвука. Поясним сущность изобретения с помощью рисунка. Акустический концентраторпогружен в жидкость 2, в которой осуществляют ориентационную вытяжку ленты 3. Его торец удален от плоскости ленты на расстояниев направлении акустической оси фронта колебаний. Точка А пересечения акустической оси с плоскостью ленты находится в пределах участка ленты длиной 0. На нем при ориентационной вытяжке ленты с помощью предложенного устройства без воздействия ультразвука происходит наибольшее уменьшение ее ширины. Абсцисса точки 0. Участок ленты длиной 0 отчетливо виден при любой технологии ориентационной вытяжки полимерных лент. Таким образом, сущность изобретения состоит в том, что на участке ленты, претерпевающим наибольшую перестройку структуры при вытяжке, фокусируют наибольшее звуковое давление. Это обусловливает наименьшую степень повреждения заготовок при вытяжке и высокую прочность ленты. Приведем примеры реализации устройства. Ориентационной вытяжке подвергают заготовки ленты с размерами поперечного сечения 100,5 мм, полученные экструзией из полипропилена марки 21030-16 Н (индекс расплава - 4,2 г/10 мин, производитель - Томский завод пластмасс). Вытяжку производят с помощью предложенного устройства в глицерине (ГОСТ 6259-75) при 120 С. Над растягиваемым участком заготовки в глицерин погружен стержневой конический концентратор продольных акустических колебаний, соединенный с генератором ультразвука УЗДН 1 УЧ.2, который работает на частоте 15 кГц. Расстояние от торца концентратора до ленты 3 мм. Длина участка заготовки, на котором зафиксировано самое значительное ее сужение при ориентационной вытяжке без воздействия ультразвука, составляла 021 мм. При одинаковых скоростно-силовых режимах осуществляют ориентационную вытяжку ленты, варьируя расстояниеот участка заготовок с исходными размерами до фокуса концентратора. Регистрируют фактическую линейную плотность Тф лент в тексах (ГОСТ 10213.1-75). Фактическую разрывную нагрузку Рф (мН) определяли по ГОСТ 10213.2-75 с помощью машины 5567 (США) и пересчитывали в удельную разрывную нагрузку Ру (мН/текс). 3 9075 1 2007.04.30 В таблице приведены средние параметры прочности исследованных лент (количество образцов каждого номера - не менее 15). Давление жидкости в резервуаре устройства-прототипа превышает атмосферное давление в пределах 10 из-за сильной утечки жидкости через отверстия для входа-выхода ленты. Такое повышение давления незначительно влияет на физико-химическое взаимодействие глицерина и полипропилена. Поэтому результаты, полученные с помощью предложенного устройства без наложения ультразвука, можно с достаточной степенью приближения считать за прототип.образца-5 597 203834 341,43 3 0 599 267879 447,21 410 607 285096 469,68 5 21 605 268493 443,79 6 27 646 223083 345,33 Анализ данных таблиц приводит к следующим заключениям. 1. Прочность всех лент, вытянутых с помощью предложенного устройства, выше, чем лент, изготовленных с помощью устройства-прототипа. 2. При размещении акустического концентратора вне пределов вытягиваемого участка ленты длиной 0 (образцы 2 и 6) прочность лент соизмерима с прототипом. 3. Наибольшая прочность лент соответствует позиции акустического концентратора на оси ленточной заготовки с координатой 0/2. Устройство для ориентационной вытяжки полимерных лент может найти применение на предприятиях по переработке пластмасс, выпускающих волокна, нити, ленты, шнуры,канаты и т.п. Источники информации 1. Патент 48-92379, МПК В 29 7/24, 1976. 2. Патентная заявка 54-11182, МПК В 297/01, 1979. 3. Гурвич Ю.В. Нагревательные устройства одноосной ориентации (вытяжения) плоских полимерных нитей. Сравнительные характеристики // Пластические массы. - 2002.4. - С. 37-38. 4. Патент 5-23581, МПК В 29 С 51/47, 1993. 5. Патент 4111315, МПК В 29 С 51/42, 1992. 6. А.с. СССР 1466949, МПК В 29 7/01 //29 7/00, 1989. 7. Патентная заявка 2-54775, МПК В 29 С 55/00 //02 1/22, 1990 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: D02J 1/22, B29C 55/00
Метки: устройство, ориентационной, лент, вытяжки, полимерных
Код ссылки
<a href="https://by.patents.su/4-9075-ustrojjstvo-dlya-orientacionnojj-vytyazhki-polimernyh-lent.html" rel="bookmark" title="База патентов Беларуси">Устройство для ориентационной вытяжки полимерных лент</a>
Устройство для непрерывной сварки полимерных пленок
Номер патента: 430
Опубликовано: 30.03.1995
Авторы: Жемчугов Н. П., Дронченко М. И.
МПК: B29C 65/18, B29C 65/02
Метки: полимерных, непрерывной, пленок, устройство, сварки
Текст:
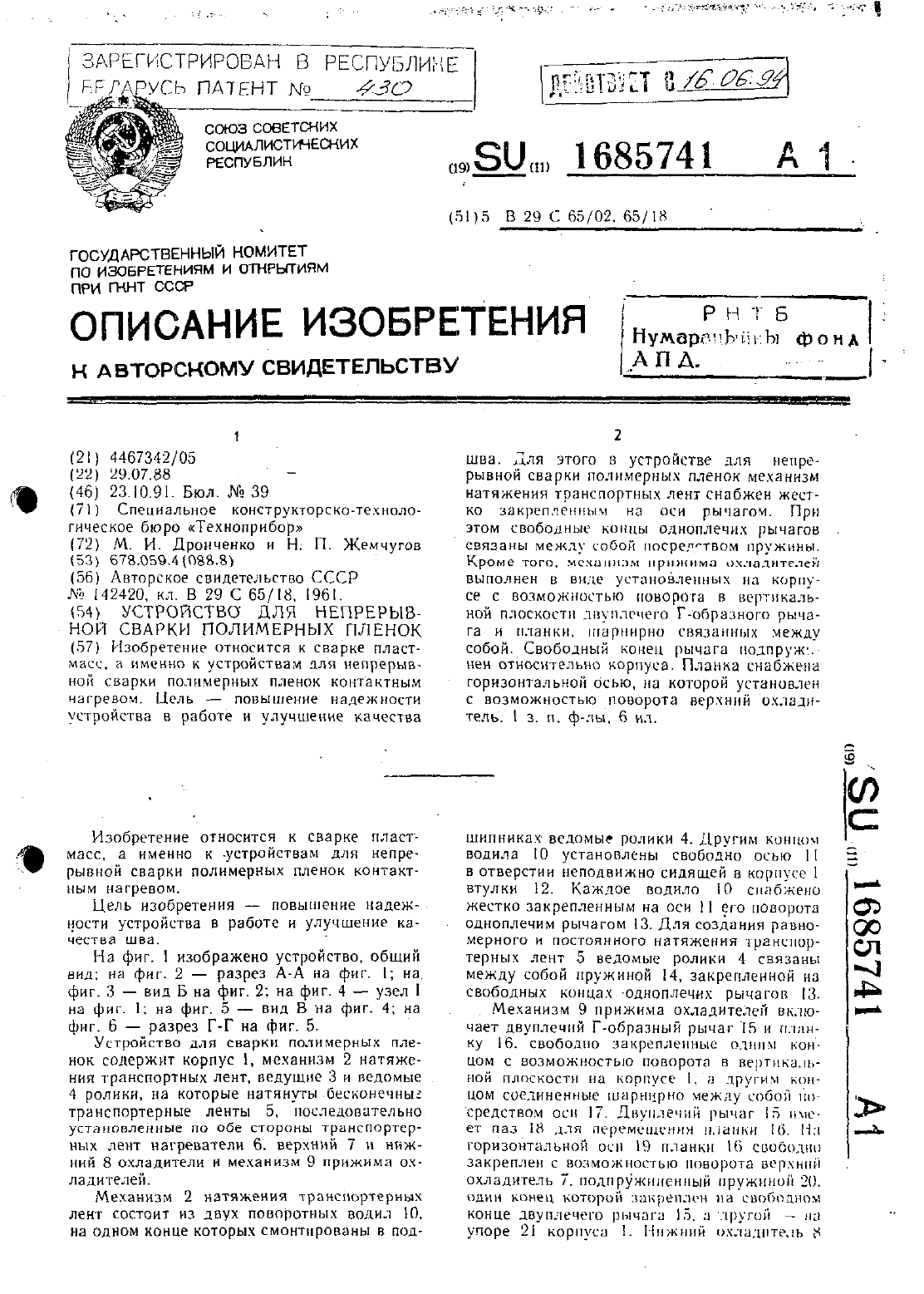
...горизонтальной осн 19 планки 16 свободно закреплен с возможностью поворота верхний охладитель Т. подпружъяпенгъый пружиной 20. ОДИН КОНЕЦ КОТОРОЙ ЗЦНБНПДЦ На 53306921110 конце двуплечего рычага 5 ц тругой а на упоре 2 корпуса 1. Нижний хта 1 пте.ь 8жестко закреплен на корпусе 1. Охладители 7 и 8 выполнены из теп.попроводного материала с обращенными одна к другой рабочими поверхностями Т-образной формы и шириной рабочей части, равной ширине...
Устройство для очеса лент льна

Номер патента: U 2818
Опубликовано: 30.06.2006
Автор: Райлян Геннадий Антонович
МПК: A01D 45/06
Метки: устройство, лент, льна, очеса
Текст:
...из двух эластичных секционных барабанов, расположенных друг над другом и под углом к направлению движения стеблей, вращающихся навстречу друг другу, и зажимного транспортера. Недостатком такой конструкции, принятой за прототип, является высокая материалоемкость. Задача заявляемой полезной модели - уменьшение материалоемкости. Указанная задача достигается тем, что в отличие от прототипа очесывающие барабаны выполнены в виде пневмокамер с...
Устройство для обмолота лент льна
Номер патента: U 2522
Опубликовано: 28.02.2006
Автор: Райлян Геннадий Антонович
МПК: A01D 45/06
Метки: лент, льна, обмолота, устройство
Текст:
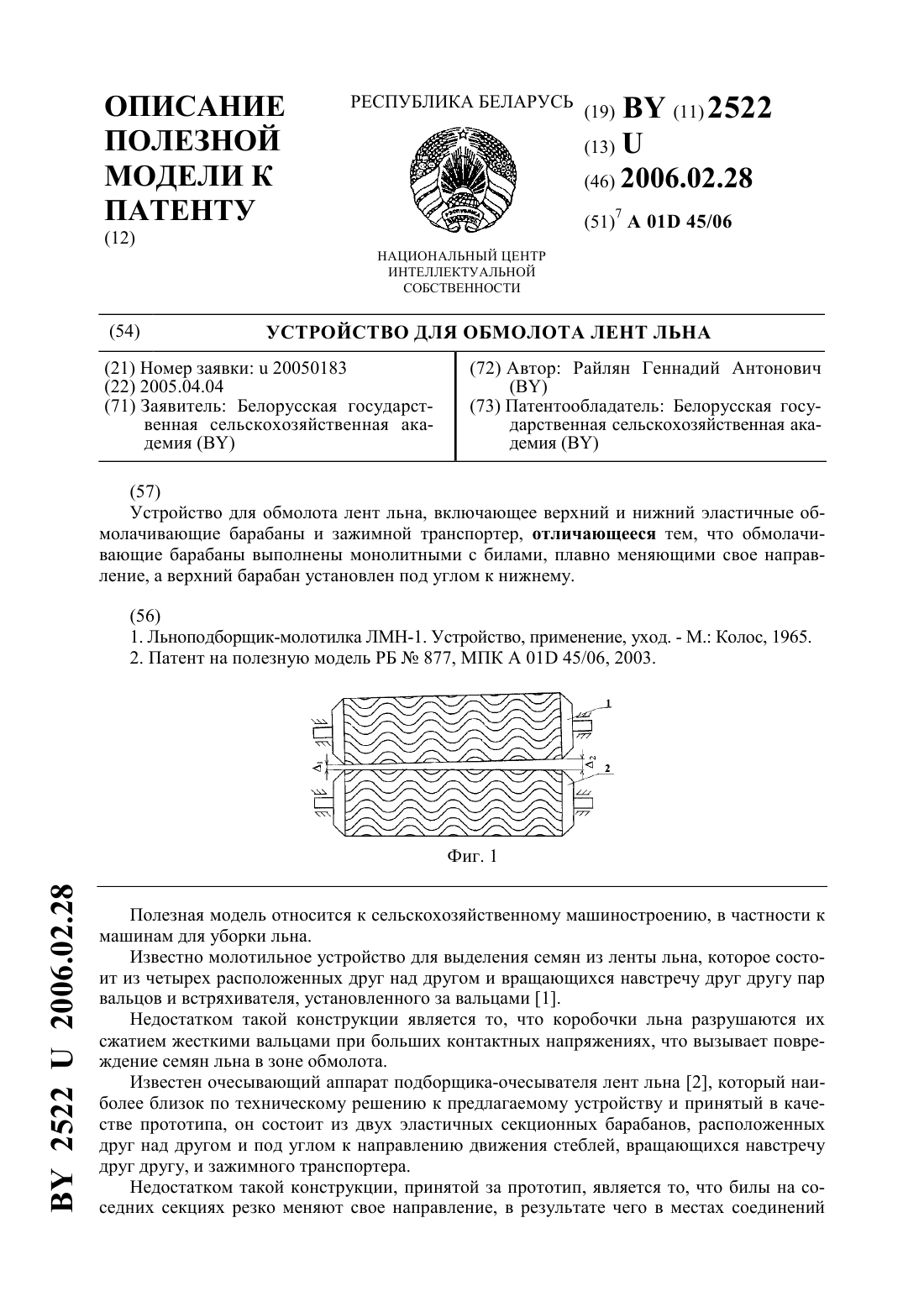
...Указанная задача достигается тем, что в отличие от прототипа обмолачивающие барабаны выполнены монолитными с билами, плавно меняющими свое направление, а верхний барабан установлен под углом к нижнему. На фиг. 1 изображены обмолачивающие барабаны, вид с боку на фиг. 2 показано устройство для обмолота лент льна, вид сверху. Устройство для обмолота лент льна состоит из верхнего 1 и нижнего 2 эластичных барабанов, вращающихся навстречу...
Устройство для поверхностной обработки лент жидкостями
Номер патента: 1325
Опубликовано: 16.09.1996
Авторы: Йоханн Дейер, Эмиль Хула
МПК: C23G 3/02
Метки: устройство, обработки, лент, жидкостями, поверхностной
Текст:
...зацеплялась за края углублений 25. край 26 тоже скошен (фиг.9).Благодаря некоторому наклону днища и расположению углублений с патрубками создается благоприятное гидродинамическое распределение травильной жидкости внутри резервуара Б. предотвращаются всплески травильной жидкости при отсутствии ленты в резервуаре Б. Небольшой наклон днища к середине служит также определенной мерой длясамоцентрирования ленты при ее движении в продольном...
Устройство для направления лент с закрепленными на них захватами уточной нити к бесчелночному ткацкому станку
Номер патента: 1797
Опубликовано: 30.12.1997
Автор: Лунджи Пеццуоли
МПК: D03D 47/27
Метки: захватами, закрепленными, направления, устройство, нити, ткацкому, них, лент, станку, уточной, бесчелночному
Текст:
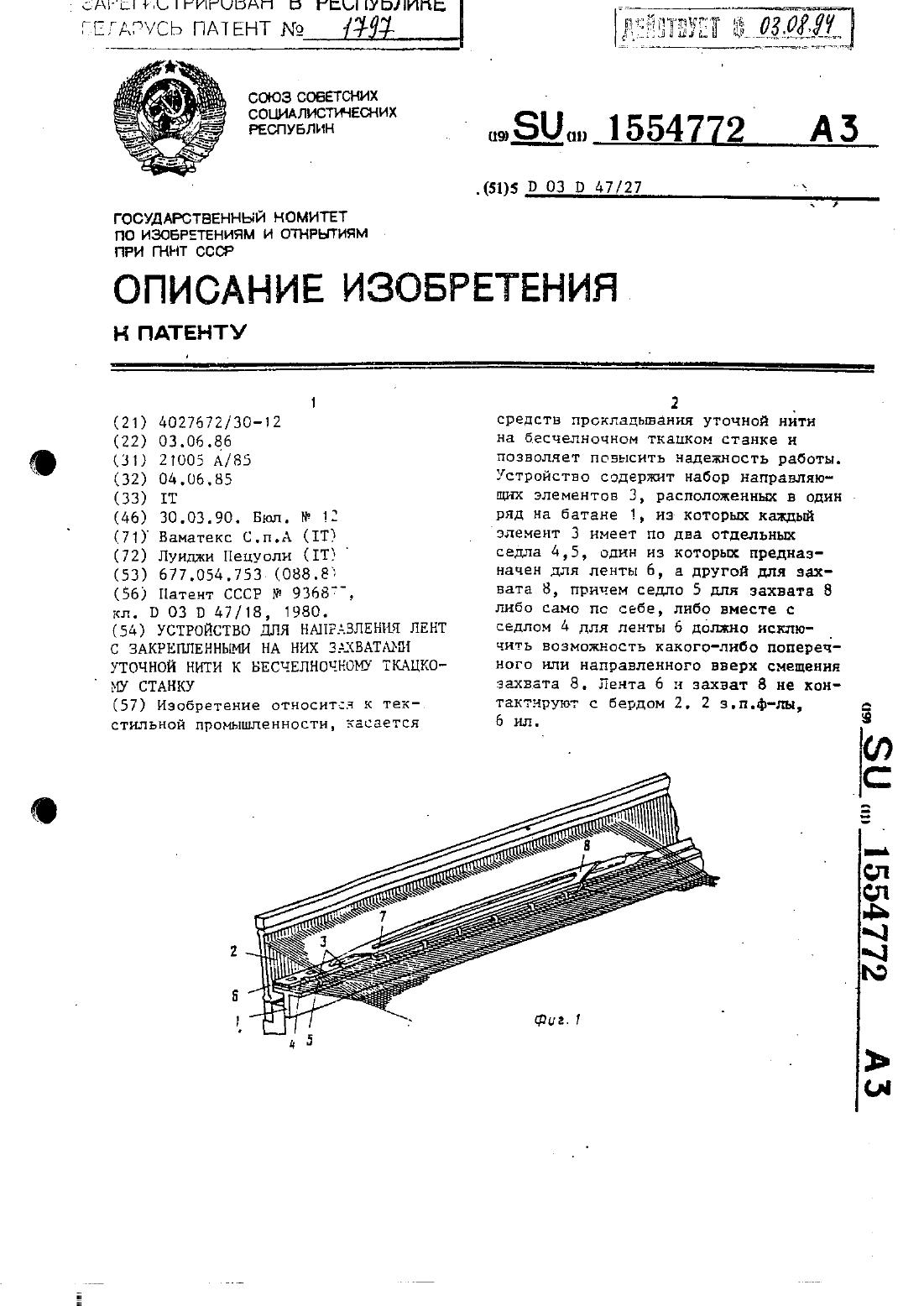
...5. Эти седла предназначеныдля ленты 6 и выступа 14 в виде вертикальной лапки, отходящей от одной стороны тела захвата 8 и соединенной с ним в точке 16.На фнг.д показан дРУгойварнант конструкции направляющих элементов 3, в которой ближайший к берду крюк 17 имеет вильчатую форму и образует седло 4, обращенное непосредственно к берду 2. В седле 4 расположена лента 6, которая является барицентрической относительно захвата 8, и подобно...
Предыдущий патент: Устройство для образования шпура
Следующий патент: Способ перемещения частиц микро- и наноразмеров
Случайный патент: Способ получения L-тироксина