Ферромагнитный абразивный материал и способ его получения
Номер патента: 6028
Опубликовано: 30.03.2004
Авторы: Дудецкая Лариса Романовна, Орлов Юрий Григорьевич, Соколова Юлия Владимировна, Сергеев Леонид Ефимович
Текст
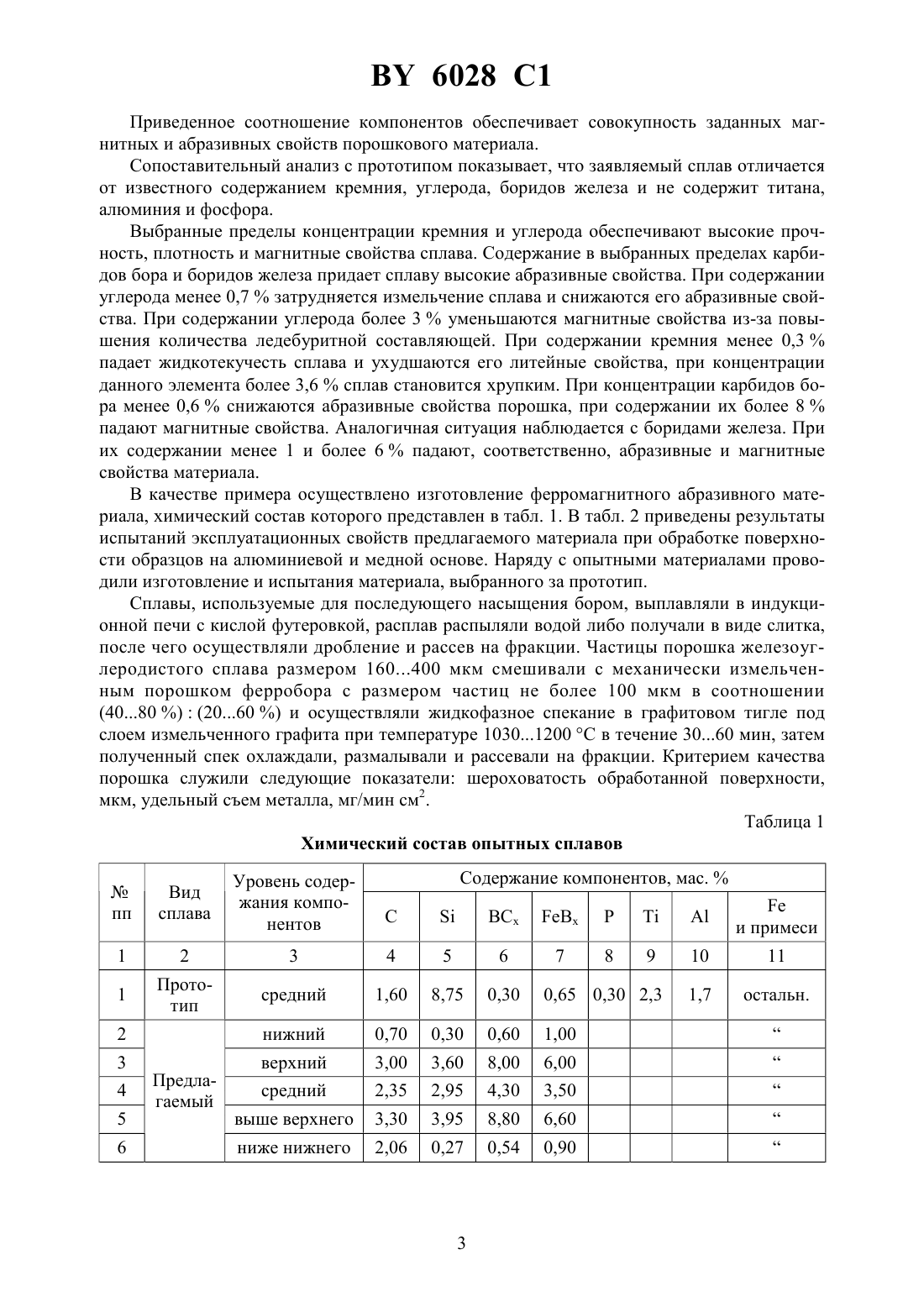
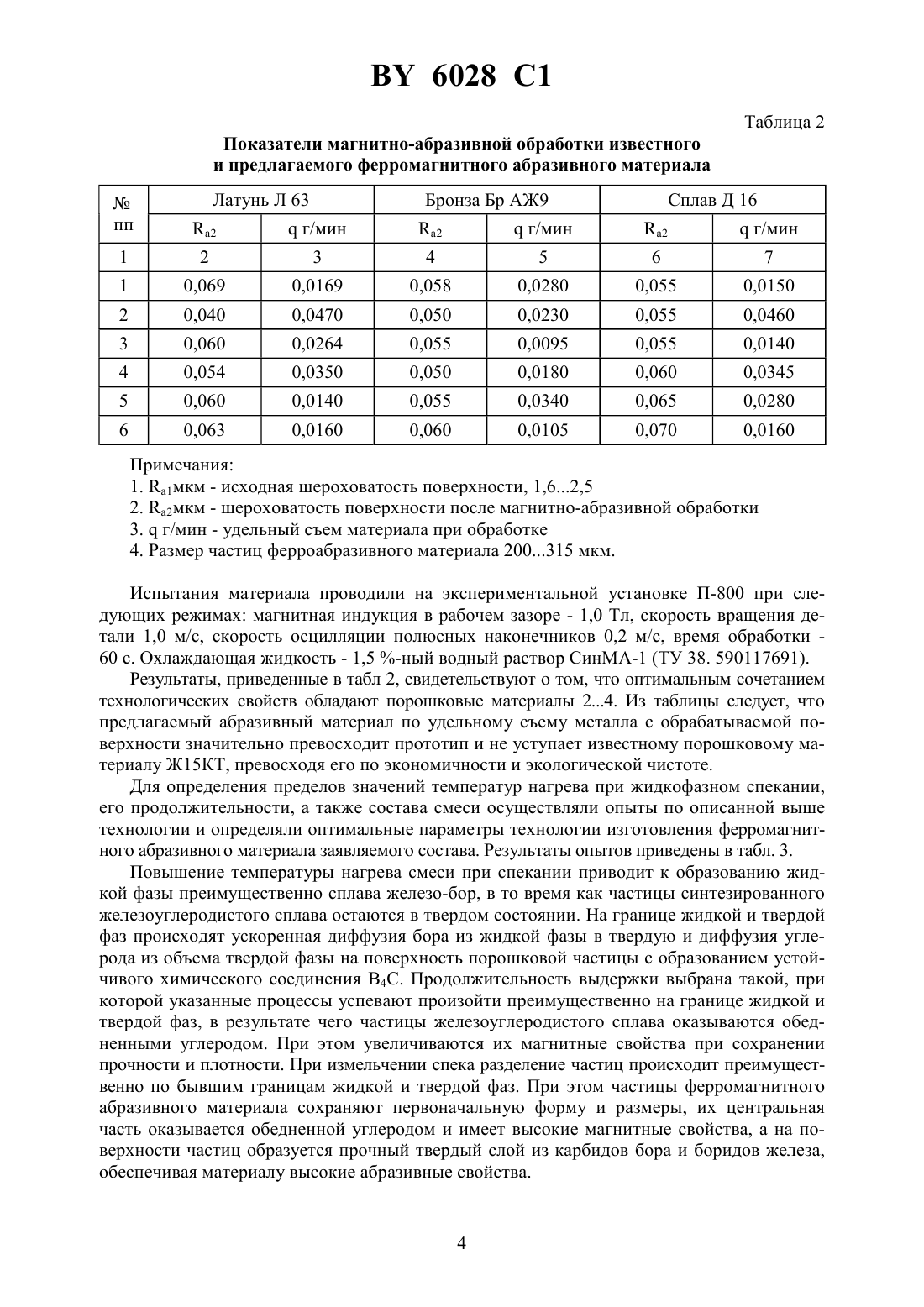
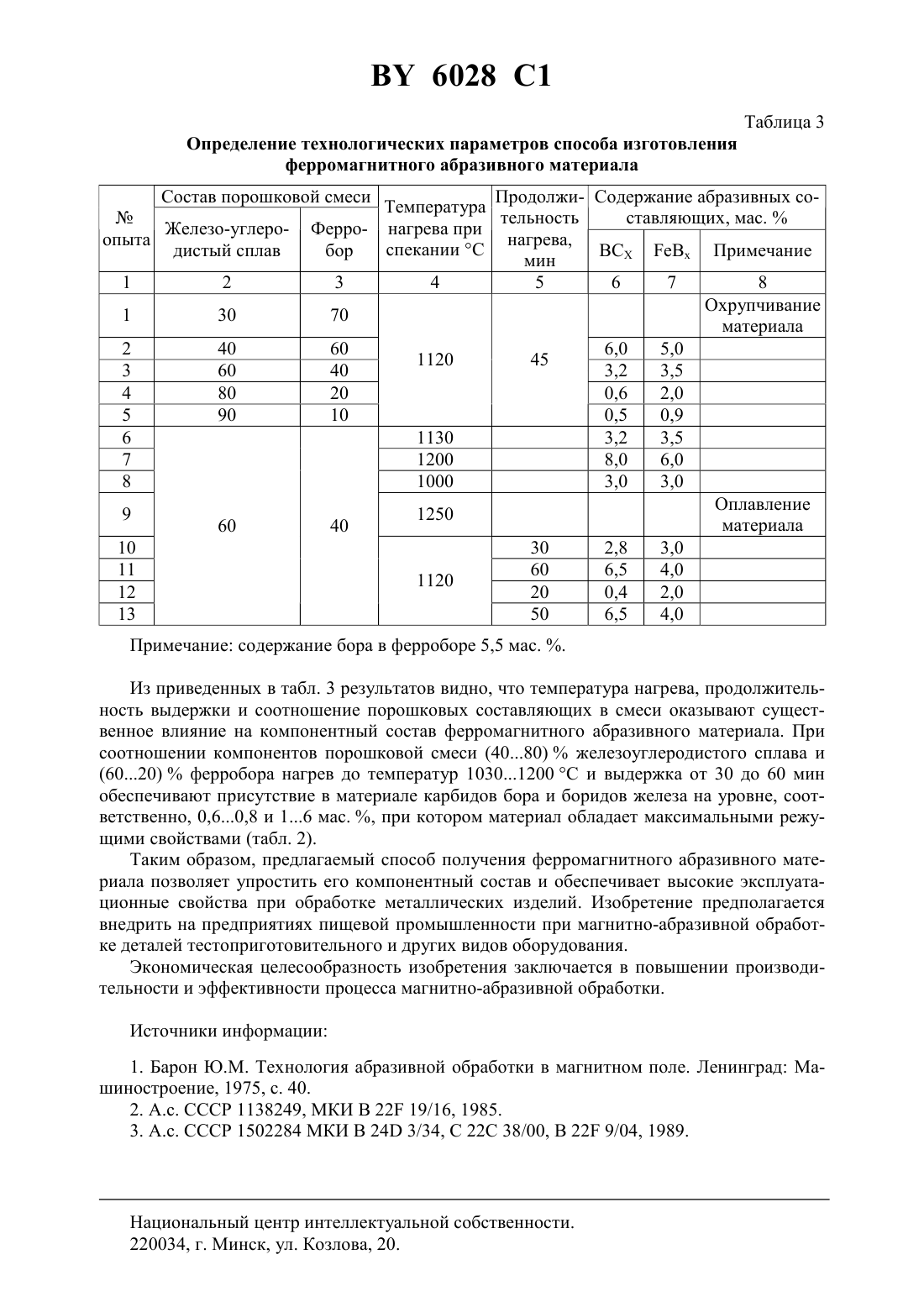
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ФЕРРОМАГНИТНЫЙ АБРАЗИВНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Орлов Юрий Григорьевич Дудецкая Лариса Романовна Сергеев Леонид Ефимович Соколова Юлия Владимировна(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) 1. Ферромагнитный абразивный материал, содержащий углерод, кремний, карбиды бора, бориды железа, железо и примеси, отличающийся тем, что содержит указанные компоненты в следующем соотношении, мас.углерод 0,7-3,0 кремний 0,3-3,6 карбиды бора 0,6-8,0 бориды железа 1-6 железо и примеси остальное. 2. Способ получения ферромагнитного абразивного материала по п. 1, включающий смешивание 40-80 мас.распыленного порошка железоуглеродистого сплава с размером частиц 160-400 мкм и 20-60 мас.механически измельченного порошка ферробора с размером частиц менее 100 мкм, спекание полученной смеси при температуре 10301200 С в течение 30-60 мин в графитовом тигле под слоем графита 1-10 мм с последующим охлаждением, измельчение спека и его рассев.(56)1502284 1, 1989.4187084 , 1980.2176471 , 1986.500975, 1976.99/51693 1. Изобретение относится к получению ферромагнитных абразивных материалов, применяемых в машиностроении на операциях финишной обработки деталей в электромагнитном поле. Ферроабразивные материалы должны удовлетворять определенным требованиям, а именно обладать магнитными свойствами, высокой режущей способностью, быть техно 6028 1 логичными в изготовлении, обладать достаточной живучестью и не загрязнять окружающую среду при эксплуатации. Известен, например, ферромагнитный абразивный материал для магнитно-абразивной обработки, имеющий в виде основы железо и содержащий абразивную составляющую в виде окиси алюминия и карбида кремния 1. Недостатком данного материала является низкая полирующая способность, не позволяющая обеспечить требуемую чистоту обработанной поверхности, и недостаточная режущая способность абразивной составляющей материала. Известен способ получения ферромагнитного абразивного материала 2, заключающийся в борировании измельченной стружки легированной стали. Недостатком такого способа является получение пористых порошковых частиц с пониженными магнитными свойствами. Наиболее близким по технической сущности к предлагаемому изобретению является ферромагнитный абразивный материал и способ его получения 3, выбранный в качестве прототипа. Материал имеет следующий компонентный состав, мас.кремний 7,5-2,0 углерод 1,0-2,2 титан 1,2-3,4 алюминий 1,0-2,5 фосфор 0,1-0,5 карбиды бора 0,1-0,5 бориды железа 0,3-0,9 железо остальное. Способ получения данного материала включает получение слитка железокремнистого сплава, его измельчение, карбоборирование в контейнере с порошкообразной борсодержащей смесью при нагреве, охлаждение смеси в жидкой среде, рассев на фракции. Недостатком данного материала и способа его получения является повышенная пористость синтезированных порошковых частиц, что снижает их магнитные свойства, а также низкое содержание карбидов бора вследствие замедленной диффузии бора при контакте твердых фаз. Кроме того, охлаждение материала в жидких средах связано с технологическими затруднениями. Задачей настоящего изобретения является повышение магнитных и абразивных характеристик ферромагнитного абразивного материала. Поставленная задача решается за счет того, что ферромагнитный абразивный материал содержит углерод, кремний, карбиды бора, бориды железа, железо и примеси при следующем соотношении ингредиентов, мас.углерод 0,7-3,0 кремний 0,3-3,6 карбиды бора 0,6-8,0 бориды железа 1-6 железо и примеси остальное,а в способе получения ферромагнитного абразивного материала, включающем смешивание распыленного порошка железоуглеродистого сплава и механически измельченного порошка ферробора, спекание смеси порошков, измельчение спека и его рассев, спекание смеси порошков осуществляют при температуре 10301200 С в течение 3060 мин,компоненты исходной смеси принимают при следующем соотношении, мас.порошок железоуглеродистого сплава 4080, порошок ферробора 2060, а размер частиц порошковой смеси выбирают, мкм порошок железоуглеродистого сплава 160400, порошок ферробора менее 100, причем нагрев смеси порошков, выдержку при температуре жидкофазного спекания и охлаждение осуществляют в графитовом тигле под слоем графита с размером частиц 110 мм. 2 6028 1 Приведенное соотношение компонентов обеспечивает совокупность заданных магнитных и абразивных свойств порошкового материала. Сопоставительный анализ с прототипом показывает, что заявляемый сплав отличается от известного содержанием кремния, углерода, боридов железа и не содержит титана,алюминия и фосфора. Выбранные пределы концентрации кремния и углерода обеспечивают высокие прочность, плотность и магнитные свойства сплава. Содержание в выбранных пределах карбидов бора и боридов железа придает сплаву высокие абразивные свойства. При содержании углерода менее 0,7 затрудняется измельчение сплава и снижаются его абразивные свойства. При содержании углерода более 3 уменьшаются магнитные свойства из-за повышения количества ледебуритной составляющей. При содержании кремния менее 0,3 падает жидкотекучесть сплава и ухудшаются его литейные свойства, при концентрации данного элемента более 3,6 сплав становится хрупким. При концентрации карбидов бора менее 0,6 снижаются абразивные свойства порошка, при содержании их более 8 падают магнитные свойства. Аналогичная ситуация наблюдается с боридами железа. При их содержании менее 1 и более 6 падают, соответственно, абразивные и магнитные свойства материала. В качестве примера осуществлено изготовление ферромагнитного абразивного материала, химический состав которого представлен в табл. 1. В табл. 2 приведены результаты испытаний эксплуатационных свойств предлагаемого материала при обработке поверхности образцов на алюминиевой и медной основе. Наряду с опытными материалами проводили изготовление и испытания материала, выбранного за прототип. Сплавы, используемые для последующего насыщения бором, выплавляли в индукционной печи с кислой футеровкой, расплав распыляли водой либо получали в виде слитка,после чего осуществляли дробление и рассев на фракции. Частицы порошка железоуглеродистого сплава размером 160400 мкм смешивали с механически измельченным порошком ферробора с размером частиц не более 100 мкм в соотношении(4080 )(2060 ) и осуществляли жидкофазное спекание в графитовом тигле под слоем измельченного графита при температуре 10301200 С в течение 3060 мин, затем полученный спек охлаждали, размалывали и рассевали на фракции. Критерием качества порошка служили следующие показатели шероховатость обработанной поверхности,мкм, удельный съем металла, мг/мин см 2. Таблица 1 Химический состав опытных сплавов Содержание компонентов, мас. 6028 1 Таблица 2 Показатели магнитно-абразивной обработки известного и предлагаемого ферромагнитного абразивного материала Латунь Л 63 Бронза Бр АЖ 9 Примечания 1. 1 мкм - исходная шероховатость поверхности, 1,62,5 2. 2 мкм - шероховатость поверхности после магнитно-абразивной обработки 3.г/мин - удельный съем материала при обработке 4. Размер частиц ферроабразивного материала 200315 мкм. Испытания материала проводили на экспериментальной установке П-800 при следующих режимах магнитная индукция в рабочем зазоре - 1,0 Тл, скорость вращения детали 1,0 м/с, скорость осцилляции полюсных наконечников 0,2 м/с, время обработки 60 с. Охлаждающая жидкость - 1,5 -ный водный раствор СинМА-1 (ТУ 38. 590117691). Результаты, приведенные в табл 2, свидетельствуют о том, что оптимальным сочетанием технологических свойств обладают порошковые материалы 24. Из таблицы следует, что предлагаемый абразивный материал по удельному съему металла с обрабатываемой поверхности значительно превосходит прототип и не уступает известному порошковому материалу Ж 15 КТ, превосходя его по экономичности и экологической чистоте. Для определения пределов значений температур нагрева при жидкофазном спекании,его продолжительности, а также состава смеси осуществляли опыты по описанной выше технологии и определяли оптимальные параметры технологии изготовления ферромагнитного абразивного материала заявляемого состава. Результаты опытов приведены в табл. 3. Повышение температуры нагрева смеси при спекании приводит к образованию жидкой фазы преимущественно сплава железо-бор, в то время как частицы синтезированного железоуглеродистого сплава остаются в твердом состоянии. На границе жидкой и твердой фаз происходят ускоренная диффузия бора из жидкой фазы в твердую и диффузия углерода из объема твердой фазы на поверхность порошковой частицы с образованием устойчивого химического соединения В 4 С. Продолжительность выдержки выбрана такой, при которой указанные процессы успевают произойти преимущественно на границе жидкой и твердой фаз, в результате чего частицы железоуглеродистого сплава оказываются обедненными углеродом. При этом увеличиваются их магнитные свойства при сохранении прочности и плотности. При измельчении спека разделение частиц происходит преимущественно по бывшим границам жидкой и твердой фаз. При этом частицы ферромагнитного абразивного материала сохраняют первоначальную форму и размеры, их центральная часть оказывается обедненной углеродом и имеет высокие магнитные свойства, а на поверхности частиц образуется прочный твердый слой из карбидов бора и боридов железа,обеспечивая материалу высокие абразивные свойства. 6028 1 Таблица 3 Определение технологических параметров способа изготовления ферромагнитного абразивного материала Состав порошковой смеси Продолжи- Содержание абразивных соТемпература тельность ставляющих, мас.Ферро- нагрева при нагрева,спекании С бор ВСХПримечание мин 3 4 5 6 7 8 Охрупчивание 70 материала 60 6,0 5,0 1120 45 40 3,2 3,5 20 0,6 2,0 10 0,5 0,9 1130 3,2 3,5 1200 8,0 6,0 1000 3,0 3,0 Оплавление 1250 материала 40 30 2,8 3,0 60 6,5 4,0 1120 20 0,4 2,0 50 6,5 4,0 Примечание содержание бора в ферроборе 5,5 мас. . Из приведенных в табл. 3 результатов видно, что температура нагрева, продолжительность выдержки и соотношение порошковых составляющих в смеси оказывают существенное влияние на компонентный состав ферромагнитного абразивного материала. При соотношении компонентов порошковой смеси (4080)железоуглеродистого сплава и(6020)ферробора нагрев до температур 10301200 С и выдержка от 30 до 60 мин обеспечивают присутствие в материале карбидов бора и боридов железа на уровне, соответственно, 0,60,8 и 16 мас. , при котором материал обладает максимальными режущими свойствами (табл. 2). Таким образом, предлагаемый способ получения ферромагнитного абразивного материала позволяет упростить его компонентный состав и обеспечивает высокие эксплуатационные свойства при обработке металлических изделий. Изобретение предполагается внедрить на предприятиях пищевой промышленности при магнитно-абразивной обработке деталей тестоприготовительного и других видов оборудования. Экономическая целесообразность изобретения заключается в повышении производительности и эффективности процесса магнитно-абразивной обработки. Источники информации 1. Барон Ю.М. Технология абразивной обработки в магнитном поле. Ленинград Машиностроение, 1975, с. 40. 2. А.с. СССР 1138249, МКИ В 22 19/16, 1985. 3. А.с. СССР 1502284 МКИ В 24 3/34, С 22 С 38/00, В 22 9/04, 1989. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: C22C 29/14, B22F 9/04, C22C 29/02, B24D 3/34, C22C 33/02
Метки: получения, материал, ферромагнитный, абразивный, способ
Код ссылки
<a href="https://by.patents.su/5-6028-ferromagnitnyjj-abrazivnyjj-material-i-sposob-ego-polucheniya.html" rel="bookmark" title="База патентов Беларуси">Ферромагнитный абразивный материал и способ его получения</a>
Абразивный материал для прецизионной обработки поверхности
Номер патента: 809
Опубликовано: 15.08.1995
Авторы: Акулич В. В., Селифанов О. В., Точицкий Э. И.
МПК: C30B 29/04, B24D 3/00, C23C 14/32...
Метки: абразивный, поверхности, обработки, материал, прецизионной
Текст:
...СОДВВШЭЩИЙ МНОГО водорода, материала, НИЗКОЙ ВЛЭЖНОСТЬЮ.НЭЛИЧИЭ препятствует ДОСТИЖВНИЮ ОЧЗНЬ ВЫСОКИХ ЗНЭЧЗНИЙ твердости, ХаракТЭРНЫХ ДЛЯ алмазов, И ЯБЛЯЭТСН ПРЫЧИНОЙ РЭЗЛОМОБ И ОТСЛОВНИН ПЛЕНОК.В источнике информации 4 описан абразивный материал в виде абразивной ленты, содержащей пластиковый носитель и тонкопленочный абразивный слои. Этот абразивный материал, твыбранный в обладает твердостью по Виккерсу более 500 иповерхностным...
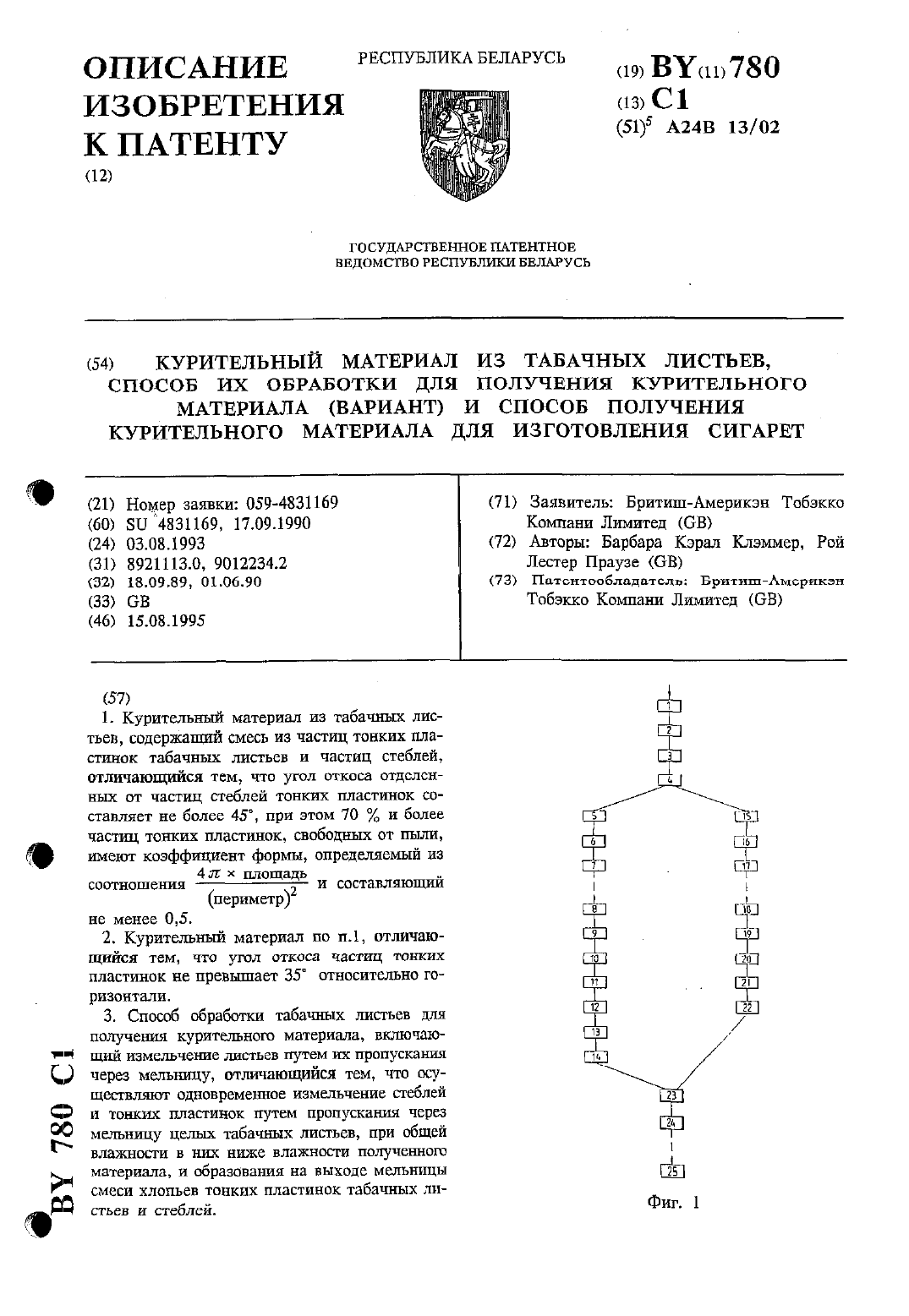
Курительный материал из табачных листьев, способ их обработки для получения курительного материала (варианты), способ получения курительного материала для изготовления сигарет
Номер патента: 782
Опубликовано: 15.08.1995
Авторы: Дейвид Джеймс Молинью, Барбара Кэрал Клэммер, Рой Лестер Праузе
МПК: A24B 13/02
Метки: курительный, способ, табачных, курительного, сигарет, получения, изготовления, листьев, материала, варианты, обработки, материал
Текст:
...как стебель.Стебель имеет существенно отличньФИЗИЧЕСКИЕ свойства ПО сравнению С ПЛЭСТИНКОЙ листа И ПОЭТОМУ, как СЛОЖИЛОСЬпроцессе многолетней пракгики, на ранней стадии обработки табачных листьеосуществляется отделение стебля от то ких пластин табачных листьев. Затем происходит независимая обработка с еблей и тонких пластин листа с использованием различных технологий.Как правило, материал, включающ й в свой состав стебли, отделяется от...
Способ получения антимикробного материала, тонкозернистый антимикробный материал и способ его получения
Номер патента: 5421
Опубликовано: 30.09.2003
Авторы: Катрин Лаури МАКИНТОШ, Кашмир Сингх ДЖИЛЛ, Садхиндра Бхарат САНТ, Роберт Эдвард БАРРЕЛЛ, Лэрри Рой МОРРИС, Прасад Шрикришна АПТЕ, Родерик Джон ПРИХТ
МПК: A61L 31/08, C23C 14/14, A01N 59/16...
Метки: антимикробный, материал, материала, тонкозернистый, способ, антимикробного, получения
Текст:
...по п. 21, отличающийся тем, что величина отношения температуры его рекристаллизации к температуре его плавления, в градусах Кельвина (Т рек./Т пп.), составляет менее 0,3.23. Материал по п. 21, отличающийся тем, что имеет температуру рекристаллизации менее 140 С.24. Материал по п. 23, отличающийся тем, что имеет размер частиц менее 200 нм.25. Материал по п. 23, отличающийся тем, что имеет размер частиц менее 140 нм.26. Материал по п. 23,...
Курительный материал из табачных листьев, способ их обработки для получения курительного материала (вариант) и способ получения курительного материала для изготовления сигарет
Номер патента: 780
Опубликовано: 15.08.1995
Авторы: Рой Лестер Праузе, Барбара Кэрал Клэммер
МПК: A24B 13/02
Метки: обработки, курительный, способ, материала, табачных, сигарет, листьев, изготовления, получения, вариант, материал, курительного
Текст:
...стадии обработки табачных листьев осуществляется отделение стебля от тонких пластин табачных листьев. Затем происходит независимая обработка стеблей и ТОНКИХ ПЛЭСТИН листа О ИСПОЛЬЗОВЭНИЭМ различных ТЕХНОЛОГИЙ.Как правило, материал, включающий в свой состав стебли, ОТДЭЛЯЭТСЯ ОТ материала, СОДЭРЖЭЩБГО ТОНКИЭ ПЛЭСТИНЫ ТЭбЗЧНЫХлистьев, на СЛОЖНЫХ И ПЭОМОЗДКИХ МОЛОТИЛЬНЫХ УСТЭНОВКЭХ, представляющих собой несколько последовательно соединенных...
Алмазоуглеродный материал и способ его получения
Номер патента: 1687
Опубликовано: 30.06.1997
Авторы: Петров Евгений Анатольевич, Верещагин Александр Леонидович, Комаров Виталий Федорович, Сакович Геннадий Викторович, Климов Анатолий Валентинович, Козырев Николай Владимирович
МПК: B01J 3/08, C01B 31/06
Метки: получения, способ, материал, алмазоуглеродный
Текст:
...составе заявляемого материала была получена с помощью метода рентгенофазового анализа. Рентгенограммы изучаемых образцов наряду с тремя линиями, относящимися к алмазной фазе углерода, содержат отражение 002 углерода и широкий максимум с 0,418 нм,относящийся к рентгеноаморфной фазе углерода, наличие которой обусловлено условиями синтеза(наличие последнего максимума особенно отчетливо проявляется после частичного окисления вещества кислородом...
Предыдущий патент: Навесное трелевочное оборудование к самоходному шасси
Следующий патент: Проколостойкая стелька для рабочей обуви
Случайный патент: Привод независимого вала отбора мощности