Способ изготовления шлифовального инструмента
Номер патента: 7042
Опубликовано: 30.06.2005
Авторы: Лысов Александр Аркадьевич, Аршиков Александр Сергеевич
Текст
НАЦИОНАЛЬНЫЙ ЦЕНтР ИНТЕЛЛЕКТУАЛЬНОИ СОБСТВЕННОСТИ(54) СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОГ О ИНСТРУМЕНТА(71) Заявитель Учреждение образования Полоцкий государственный университет (ВУ)(72) Авторы Арщиков Александр Сергеевич Лысов Александр Аркадьевич(73)Патентообладатель Учреждение образования ПолоЦкий государственный университет (ВУ)Способ изготовления щлифовального инструмента, включающий укладку в полость вращающейся формы вкладыща со сквозной пористостью, формирование абразивного слоя, заливку расплава металлической связки, пропитку абразивного порощка с последующим охлаждением формы, извлечением отливки и ее механическую обработку, отличающийся тем, что вкладыщ со сквозной пористостью укладывают в полость формы без зазора, засыпают в нее абразивный порощок и, сообщая форме вращение, формируют абразивный слой на внутренней поверхности вкладыща, а после формирования абразивного слоя и заливки расплава металлической связки форме сообщают угловые крутильные колебания с частотой 40-60 ГЦ и ускорением 3-5 3 в течение 150 с.Изобретение относится К области Изготовления шлифовальных инструментов и может быть использовано для изготовления абразивных и алмазных шлифовальных инструментов на металлических связках во вращающейся форме.Известен способ изготовления шлифовального инструмента во вращающейся форме,при котором абразивное зерно пропитывают расплавленной металлической связкой через промежуточный пористый слой металла 1.Недостатком этого способа является то, что наличие в форме слоя вязкой жидкости(адгезива) препятствует равномерному распределению абразивных частиц в поле действия центробежных сил. Кроме того, после нагрева формы для удаления адгезива в абразивном слое остаются продукты сгорания, которые затрудняют последующую пропитку и снижают режущие свойства инструмента, в особенности фасонного.Наиболее близким к изобретению по технической сущности является способ изготовления шлифовального инструмента, включающий укладку в полость вращающейся формы вкладыша со сквозной пористостью в виде кольца, засыпку абразивного слоя, заливку расплава металлической связки, пропитку абразивного слоя с последующим охлаждением формы, извлечением отливки и ее механическую обработку 2. По этому способу абразивный слой засыпается в зазор между внутренней поверхностью формы и вкладышем. Затем форме придают вращение и заливают расплав металлической связки, который пропитывает вкладыш и абразивный слой. После этого в форму дополнительно заливают новый расплав металла, образующий корпус инструмента, при этом вкладыш является составной частью инструмента.Однако известный способ имеет следующие недостатки. Засыпка абразивного слоя и сборка формы производится в статичном состоянии, т.е. без вращения формы, что приводит к неравномерному распределению и невысокой плотности абразивного порошка в промежутке между пористым вкладышем и внутренней стенкой формы и малопроизводительна. С другой стороны, расплав металлической связки должен пропитать сначала пористый вкладыш, а только затем абразивный слой. В этих условиях пропитка абразивного слоя будет неравномерной, вследствие того, что при достижении расплавом внутренней стенки формы его вязкость повышается, и движение жидкости прекращается. Это также ухудшает качество режущего слоя инструмента.Задачей предлагаемого изобретения является повышение качества шлифовального инструмента за счет равномерного распределения и создания высокой концентрации абразивных зерен в режущем слое и уменьшения остаточной пористости за счет равномерной пропитки.Поставленная задача достигается тем, что вкладыш со сквозной пористостью укладь 1 вают в полость формы без зазора, засыпают в нее абразивный порошок и, сообщая форме вращение, формируют абразивный слой на внутренней поверхности вкладыша. Затем осуществляют заливку расплава металлической связки и пропитку абразивного слоя и вкладыша. После засыпки абразивного слоя и после заливки расплава металлической связки форме сообщают угловые крутильные колебания с частотой 40-60 Гц, ускорением 3-5 3 в течение 150 с. После охлаждения формы, отливку извлекают и подвергают механической обработке.Отличительными признаками заявляемого способа являютсяиное расположение в форме вкладыша со сквозной пористостью и абразивного слоя, а именно вкладыш со сквозной пористостью укладывается в форму без зазора, а абразивный порошок засыпается и формируется за счет центробежных сил на его внутренней поверхности. Такое расположение позволяет получать равномерно пропитанный абразивный слой за счет того, что пропитка слоя абразивного порошка происходит в условиях сквозной пористости, что устраняет последствия краевого эффекта, вызываемого поверхностными силами натяжения.иные условия формирования абразивного слоя, а именно абразивный слой формируется под действием центробежных сил на внутренней поверхности вкладыша со сквознойпористостью с последующим виброактивированием процесса, что позволяет получить равномерно распределенный высококонцентрированнь 1 й абразивный слой.иные условия процесса пропитки, а именно после заливки в форму расплава металлической связки ей сообщают угловые Крутильные колебания с частотой 40-60 Гц, ускорением 3-5 5 в течение 150 с, Которые увеличивают подвижность абразивных частиц, улучшают их смачиваемость и ускоряют процесс пропитки.На чертеже представлена схема реализации предлагаемого способа. В форму 1 уложен вкладыш со сквозной пористостью 2. Форма приводится во вращение. Затем засыпается и формируется абразивный слой 3. После этого заливается расплав металлической связки 4.Предлагаемый способ реализовывали следующим образомВ цилиндрическую форму, установленную на валу двигателя постоянного тока типа 2 ПБ 9 ОЛУ-ХЛ 4 с электроприводом ЭТ 1 Е 2, экспериментальной установки УВЦП-01 укладывали пористый вкладыш с размерами 5505 мм. Вкладыш изготавливали методом прессования и спекания из бронзового порошка БрОФ-10-1 ТУ 26-130-76 (грануляция 400 315 мкм, пористость - 60 ). Затем в форму засыпали абразивный порошок и приводили ее во вращение. В качестве абразива использовали алмазный порошок АС-6 зернистостью 125/ 100. Частота вращения формы - 1500 об/мин.После разгона форме сообщались угловые крутильные колебания. Угловые колебания формы с помещенной в ее внутреннюю полость засыпкой алмазного порошка задавались в процессе ее вращения вокруг собственной оси с помощью схемы тиристерного фазоимпульсного блока управления электроприводом, который обеспечивает угловые колебания с частотой до 200 Гц. Для регистрации параметров вибрации на торце формы устанавливался датчик виброускорений, который через ртутный токосъемник подключался к преобразователю вибросигнала типа ВИ 6-5 МА и осциллографу НОЧ 3.1. Скорость вращения формы регистрировали с помощью цифрового тахометра ТЦ-1.После вибровоздействия в форму заливали дозу расплава металлической связки и вновь подвергали вибровоздействию. Расчетное время вибровоздействия 150 с. В качестве связок использовалирасплав двойного сплава (С 11 80 - 511 20 )расплав двойного сплава (Си 80 - А 1 20 )расплав тройного сплава (Си 75 - 511 20 - Т 1 5 ).После охлаждения форму останавливали и вынимали отливку. Пористый вкладыш удаляли токарной обработкой.Для проведения сравнительных характеристик заявляемого способа и прототипа использовался метод определения остаточной пористости расчетным и гидростатическим методами по ГОСТ 18 898-73 3 и метод подсчета количества алмазных зерен на 1 мм 2 площади, видимых в поле зрения микроскопа 4. Образцы для проведения сравнительного анализа изготавливались методом излома полученного режущего слоя.Качество шлифовального инструмента оценивалось средней концентрацией абразивных зерен на единице площади (шт/мм 2) и остаточной пористостью абразивного слоя ( ).Данные сравнительного анализа приведены в таблице.Оптимальными режимами вибровоздействия представляются режимы опытов 2 и 3. Средняя концентрация повышается в 1,5 раза, по сравнению с прототипом. Остаточная пористость снижается по сравнению с прототипом в 4,5 раза.Предлагаемый способ получения шлифовального инструмента может быть реализован на предприятиях выпускающих абразивный и алмазный инструмент и на предприятиях,занимающихся обработкой твердых металлических и неметаллических материалов.Использование способа наиболее эффективно для изготовления шлифовального инструмента, в том числе и фасонного с повышенной концентрацией абразивных зерен.Параметры виб ровоздействия Частота, УскореГц ние, 3Остаточная пористость абразивного слоя,3. Роман О.В., Габриелов И.П. Справочник по порошковой металлургии порошки, материалы, процессы. - Мн. БеларусЬ, 1988.- С. 163-164.Национальный Центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B24D 3/06
Метки: шлифовального, инструмента, изготовления, способ
Код ссылки
<a href="https://by.patents.su/4-7042-sposob-izgotovleniya-shlifovalnogo-instrumenta.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления шлифовального инструмента</a>
Масса для изготовления абразивного шлифовального инструмента
Номер патента: 458
Опубликовано: 30.03.1995
Авторы: Мороз В. В., Мастюгин Л. И., Медведев В. Б., Якимахо А. П.
МПК: B24D 3/34
Метки: инструмента, шлифовального, изготовления, абразивного, масса
Текст:
...помещают в пресс-форму. формуют при комнатной температуре с последующей термической обработкой при 100120 С в течение 824 ч.Для выяснения стабильности режущих свойств инструмента. иаготовленногомз предлагаемой абразивной массы и сравнения зтих свойств со свойствами инструмента. изготовленного из массы-прототипа. было изготовлено 6 образцов инструмента,содержащих эпоксидную смолу ГОСТ 10581584. полизтиленполиамин ТУ б 02594-80, алмазный...
Способ изготовления алмазного инструмента
Номер патента: 459
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Минец В. В.
Метки: способ, изготовления, инструмента, алмазного
Текст:
...этилового спирта. после стекла К 108. Частота вращения шпиндечего необходимую массу алмазного дпорош- ля составляла 560 об/мин. в качестве ка перемешивали с увлажнителем. взятым 10 смазочно-охл аждающего вещества исвкопичестве 13 от массы связки. Ув- пользовали жидкость СМ 7/2. Произволажненную навеску алмазного порошка в дителъность инструмента определяли как течение 8 ч смешивали с навеской металли- максимальную величину осевой подачи. при...
Способ изготовления алмазного инструмента
Номер патента: 6644
Опубликовано: 30.12.2004
Авторы: Миронович Галина Александровна, Звонарев Евгений Владимирович
МПК: B24D 18/00, B24D 3/06
Метки: инструмента, алмазного, способ, изготовления
Текст:
...также, что предлагаемый способ позволяет получать прочное покрытие с величиной зарощенности алмазного зерна менее 70 , что придает инструменту высокою режущую способность, благоприятные условия для снятия стружки, снижает возможность засаливания инструмента. Данный способ позволяет получать кольцевой инструмент как с наружным алмазным слоем, так и/или с внутренним. Предлагаемый способ осуществляли следующим образом. Изготавливали...
Устройство для изготовления абразивного инструмента
Номер патента: U 635
Опубликовано: 30.09.2002
Авторы: Лысов Александр Аркадьевич, Кузнецов Михаил Евгеньевич, Аршиков Александр Сергеевич
МПК: B24D 3/10
Метки: устройство, абразивного, инструмента, изготовления
Текст:
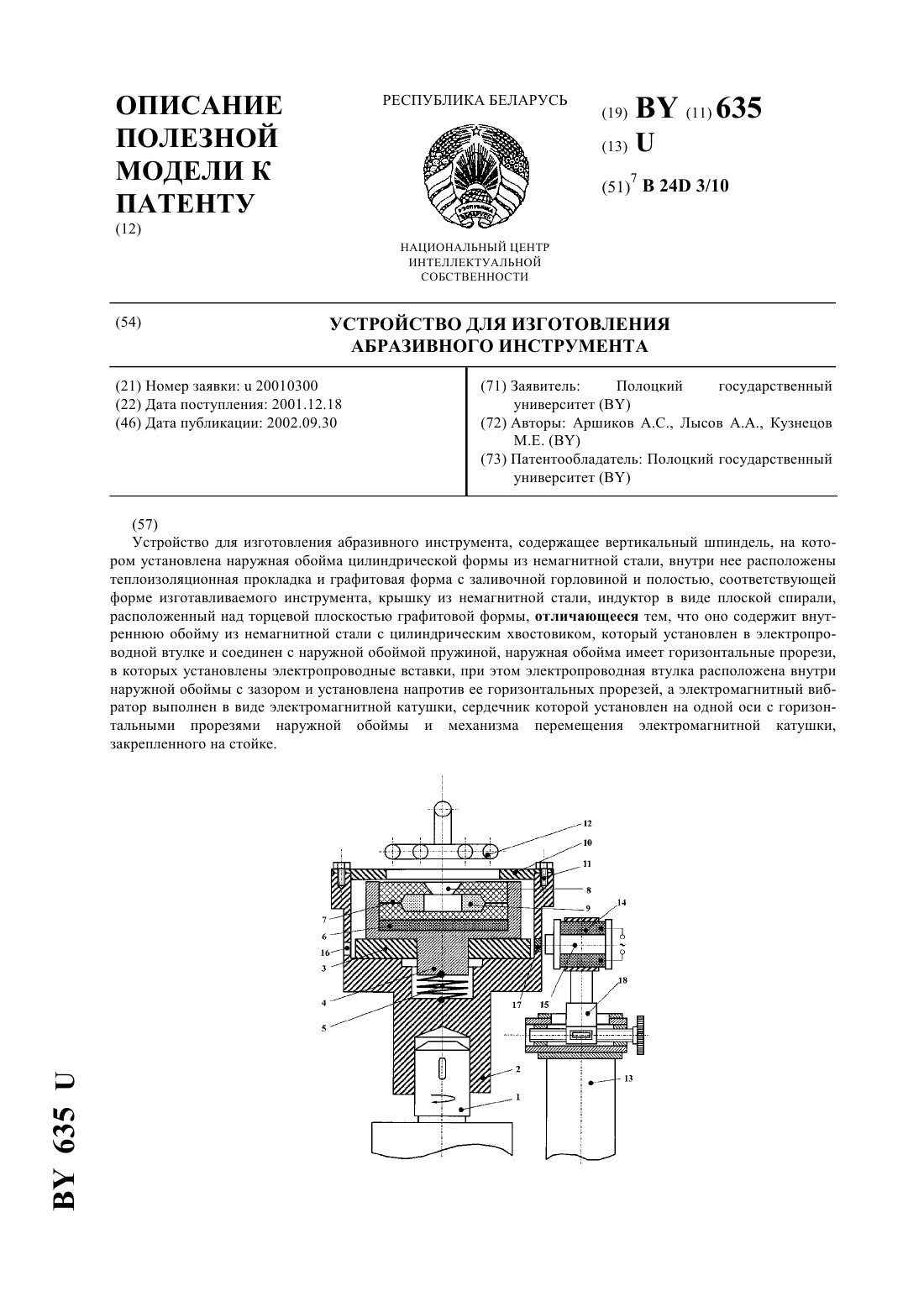
...сердечник которой располагается на одной оси с горизонтальными прорезями наружной обоймы. Наружная обойма закрывается крышкой из немагнитной стали, а над торцевой плоскостью графитовой формы располагается индуктор в виде плоской спирали. Отличительными признаками заявляемого устройства являются наличие новых элементов внутренняя обойма электропроводная втулка пружина электропроводные вставки электромагнитный вибратор иная форма выполнения...
Способ изготовления алмазно-образивного инструмента на органическом связующем
Номер патента: 2077
Опубликовано: 30.03.1998
Авторы: Зайцев Валентин Алексеевич, Барановский Александр Александрович, Моисеенко Петр Васильевич, Кузей Анатолий Михайлович, Горлач Александр Григорьевич, Гайдаленок Геннадий Михайлович
МПК: B24D 18/00, B24D 3/28
Метки: связующем, способ, органическом, изготовления, инструмента, алмазно-образивного
Текст:
...алмаза. Увеличение длительности выдержки более 300 секунд ведет к деструкции связующего и снижению эксплуатационных характеристик инструмента. К аналогичному эффекту приводит и превышение температуры выдержки более 185 С. Снижение длительности выдержки менее 10 секунд приводит к захлопыванию газов в связующем, росту пористости инструмента и снижению его эксплуатационных характеристик. Снижение температуры выдержки менее 140 С увеличивает...
Предыдущий патент: Адаптивный имитатор загрузки на рычагах управления авиационного тренажера
Следующий патент: Среда для сублимации грамотрицательных бактерий, способ ее получения и способ сублимации
Случайный патент: Устройство для дуговой наплавки неподвижным плавящимся электродом