Правящий инструмент
Номер патента: U 2557
Опубликовано: 30.04.2006
Авторы: Кузей Анатолий Михайлович, Ишимов Сергей Дмитриевич, Францкевич Алла Владимировна, Клименкова Наталья Николаевна
Текст
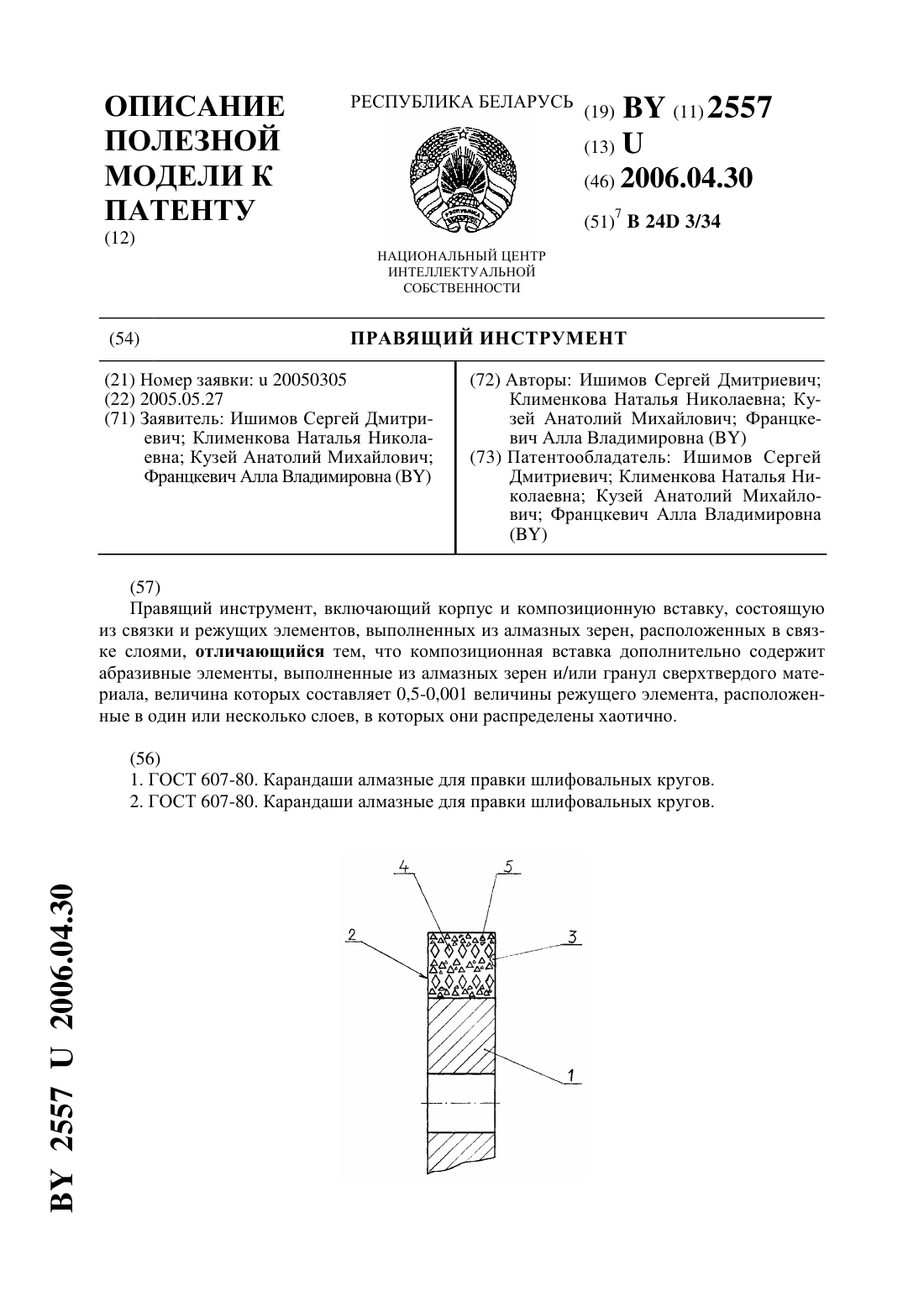
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Ишимов Сергей Дмитриевич Клименкова Наталья Николаевна Кузей Анатолий Михайлович Францкевич Алла Владимировна(72) Авторы Ишимов Сергей Дмитриевич Клименкова Наталья Николаевна Кузей Анатолий Михайлович Францкевич Алла Владимировна(73) Патентообладатель Ишимов Сергей Дмитриевич Клименкова Наталья Николаевна Кузей Анатолий Михайлович Францкевич Алла Владимировна(57) Правящий инструмент, включающий корпус и композиционную вставку, состоящую из связки и режущих элементов, выполненных из алмазных зерен, расположенных в связке слоями, отличающийся тем, что композиционная вставка дополнительно содержит абразивные элементы, выполненные из алмазных зерен и/или гранул сверхтвердого материала, величина которых составляет 0,5-0,001 величины режущего элемента, расположенные в один или несколько слоев, в которых они распределены хаотично.(56) 1. ГОСТ 607-80. Карандаши алмазные для правки шлифовальных кругов. 2. ГОСТ 607-80. Карандаши алмазные для правки шлифовальных кругов. 25572006.04.30 Полезная модель относится к области алмазного инструмента, а именно к алмазоабразивному, применяемому для обработки керамики, в частности для правки абразивных кругов. Известен инструмент для правки абразивных кругов, включающий корпус и композиционную вставку, состоящую из связки, в которой хаотично расположены режущие элементы, выполненные из алмазных зерен 1. Недостатком известного инструмента является низкая производительность обработки. Наиболее близким к предлагаемому техническому решению является правящий инструмент, включающий корпус и композиционную вставку, состоящую из связки и режущих элементов, выполненных из алмазных зерен, расположенных послойно, в один или несколько слоев 2. Недостатком известного инструмента является низкая производительность обработки,обусловленная выкрашиванием режущих элементов из связки. Задача полезной модели состоит в повышении производительности обработки. Задача решается тем, что в правящем инструменте, включающем корпус и композиционную вставку, состоящую из связки и режущих элементов, выполненных из алмазных зерен, расположенных в связке слоями, композиционная вставка дополнительно содержит абразивные элементы, выполненные из алмазных зерен и/или гранул сверхтвердого материала, величина которых составляет 0,5-0,001 величины режущего элемента, расположенные в один или несколько слоев, в которых они распределены хаотично. В качестве гранул сверхтвердых материалов используются поликристаллические материалы на основе алмаза, кубического нитрида бора. Полезная модель поясняется чертежом. На фигуре представлена схема правящего инструмента. Правящий инструмент содержит корпус 1, в котором размещена композиционная вставка 2, состоящая из связки 3, в которой закреплены режущие элементы 4 и абразивные элементы 5. В процессе обработки, например при шлифовании корунда, закрепленная в корпусе 1 композиционная вставка 2 воспринимает нагрузки и передает их на связку 3 и режущие элементы 4. Режущие элементы 4 после износа связки обнажаются и внедряются в корунд,разрушая его. Износ режущих кромок в процессе шлифования приводит к увеличению нагрузок на режущие элементы, износу и выкрашиванию из связки. После износа слоя режущих элементов 4 шлифование осуществляется абразивными элементами 5. Благодаря этому процесс шлифования осуществляется непрерывно, без изменения (снижения) производительности, что позволяет увеличивать нагрузки на композиционную вставку и за счет стабилизации процесса повысить производительность шлифования. Пример 1. Правящим инструментом, включающим корпус и композиционную вставку диаметром 10 мм, содержащую два слоя режущих элементов, выполненных из алмазных зерен величиной 1000-800 мкм, между которыми расположен слой с абразивными элементами,выполненными из алмазных зерен величиной 500-400 мкм, обрабатывали абразивный круг 24 АСТ 1 К. Производительность обработки - 300 мм 3/мин, удельный расход алмаза 0,48 мг/кг. При обработке абразивного круга известным инструментом отмечалось периодическое снижение режущей способности. Удельный расход алмаза 0,89 мг/кг. Пример 2. Правящим инструментом, включающим корпус и закрепленную в нем композиционную вставку диаметром 12 мм, содержащую два слоя режущих элементов, выполненных из алмазных зерен, величина которых составляла 1000-800 мкм, и три слоя абразивных 2 25572006.04.30 элементов, один из которых выполнен из гранул сверхтвердого материала (АСПК), величиной 250-200 мкм, а два слоя состоят из алмазных зерен величиной 250-200 мкм, обрабатывали абразивный круг 24 А 6 СМ 2 К. Производительность обработки - 340 мм 3/мин,удельный расход алмаза составил 0,69 мг/кг. При обработке круга известным инструментом отмечалось периодическое снижение режущей способности. Удельный расход алмаза - 1,1 мг/кг. Пример 3. Правящим инструментом, включающим корпус и закрепленную на нем композиционную вставку диаметром 10 мм, содержащую слой режущих элементов, выполненных из алмазных зерен величиной 1000-800 мкм, и два слоя абразивных элементов, выполненных из гранул сверхтвердого материала (АСПК), величиной 1-0,8 мкм обрабатывали абразивный круг диаметром 300 мм с производительностью 360 мм 3/мин. Удельный расход алмаза - 0,93 мг/кг. При обработке абразивного круга известным инструментом происходило периодическое снижение режущей способности. Удельный расход алмаза составил 1,3 мг/кг. Область использования полезной модели- машиностроение. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B24D 3/34
Метки: правящий, инструмент
Код ссылки
<a href="https://by.patents.su/3-u2557-pravyashhijj-instrument.html" rel="bookmark" title="База патентов Беларуси">Правящий инструмент</a>
Алмазный инструмент
Номер патента: U 2486
Опубликовано: 28.02.2006
Авторы: Жданок Сергей Александрович, Буяков Игорь Федорович, Старченко Игорь Михайлович
Метки: алмазный, инструмент
Текст:
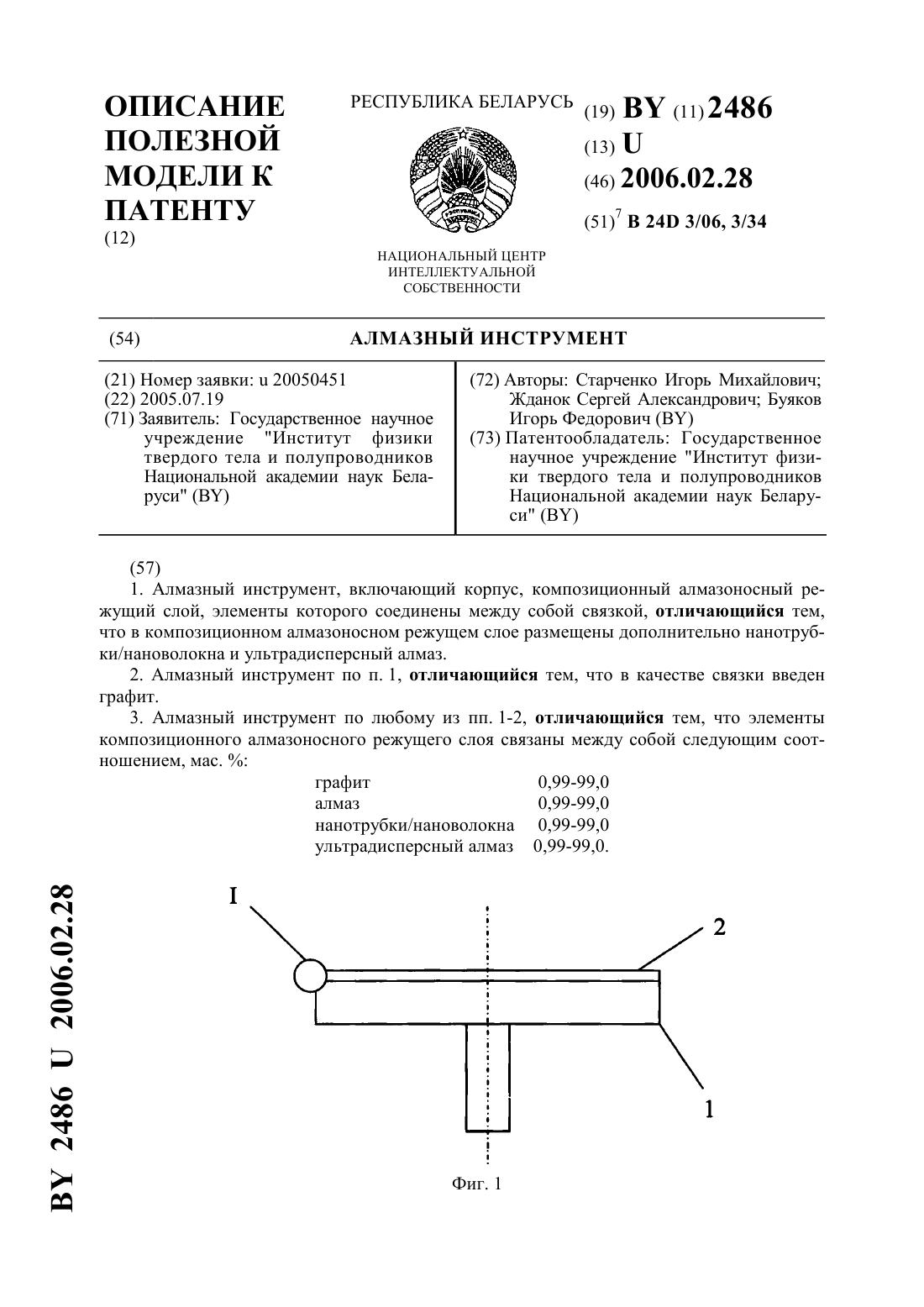
...ультрадисперсный алмаз 0,002-0,05. Между отличительными признаками и техническим результатом имеется причинноследственная связь, содержащая элементы неочевидности для данной области техники. Такая связь придает полезной модели новое качество и обуславливает ее промышленную применимость. Между отличительными признаками и техническим результатом имеется следующая причинно-следственная связь наличие новых конструктивных...
Правящий карандаш и способ его изготовления
Номер патента: 1583
Опубликовано: 30.03.1997
Авторы: Воронин Георгий Алексеевич, Степанов Игорь Геннадьевич, Бронштейн Долорес Хаймовна, Бондарь Иван Васильевич, Кулаковский Владимир Николаевич
МПК: B24B 53/00, B24D 18/00
Метки: изготовления, карандаш, способ, правящий
Текст:
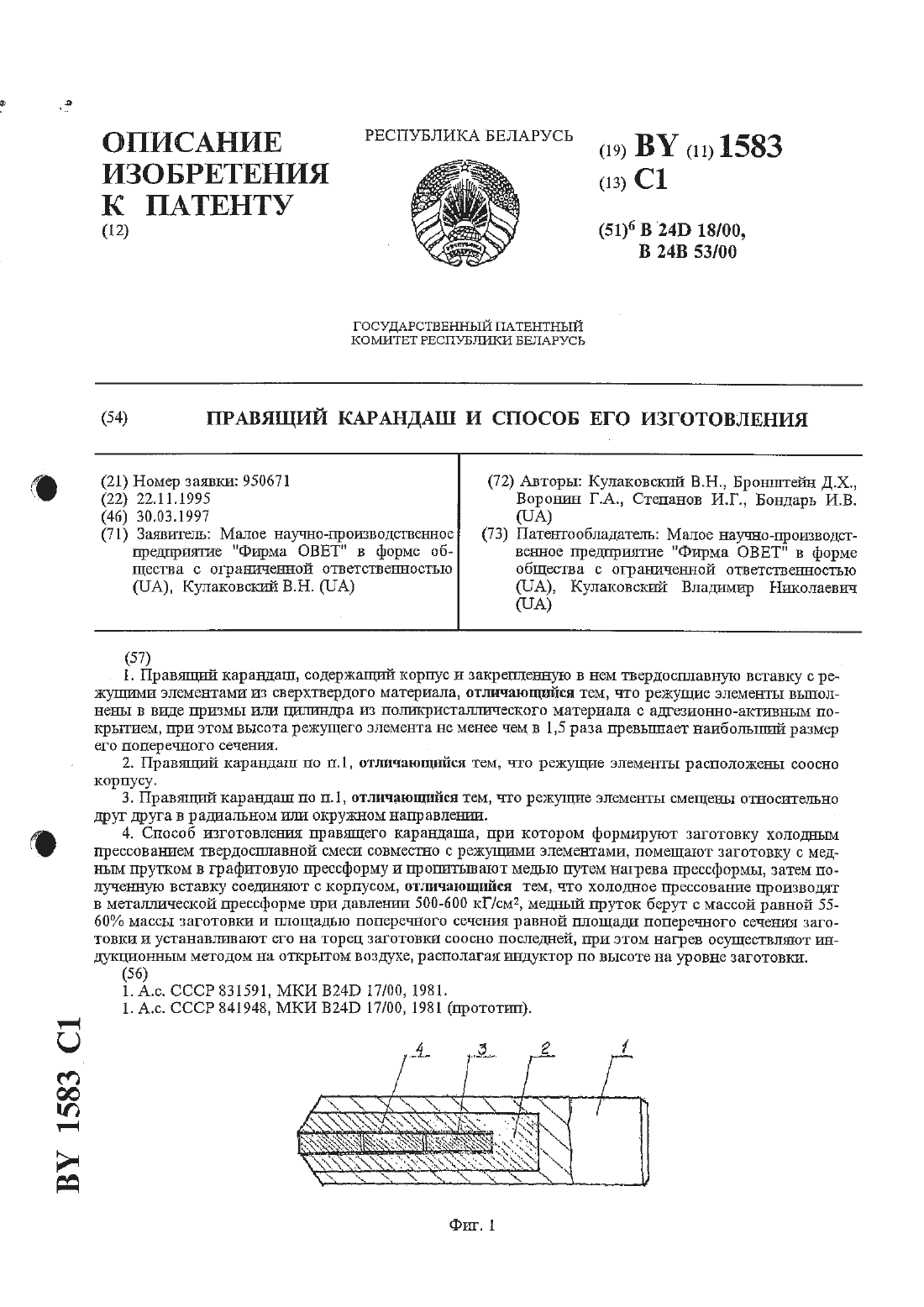
...в материал вставки, что возможно достигнуть этишь при одновременной реализации признаков объектов защиты устройство и способ по следующим причинамнанесение адгезиовно-атстивного покрытия на наружной поверхности режущего элемента позволяет кроме повьппения прочности сцепления обеспечить сплошной тепловой контакт между полшсристаллом и материалом вставки и осуществить теплоотвод с поверхности режущего элемента в процессе правки, чему...
Алмазный инструмент
Номер патента: U 461
Опубликовано: 30.03.2002
Авторы: Хлебцевич Всеволод Алексеевич, Старченко Игорь Михайлович
Метки: алмазный, инструмент
Текст:
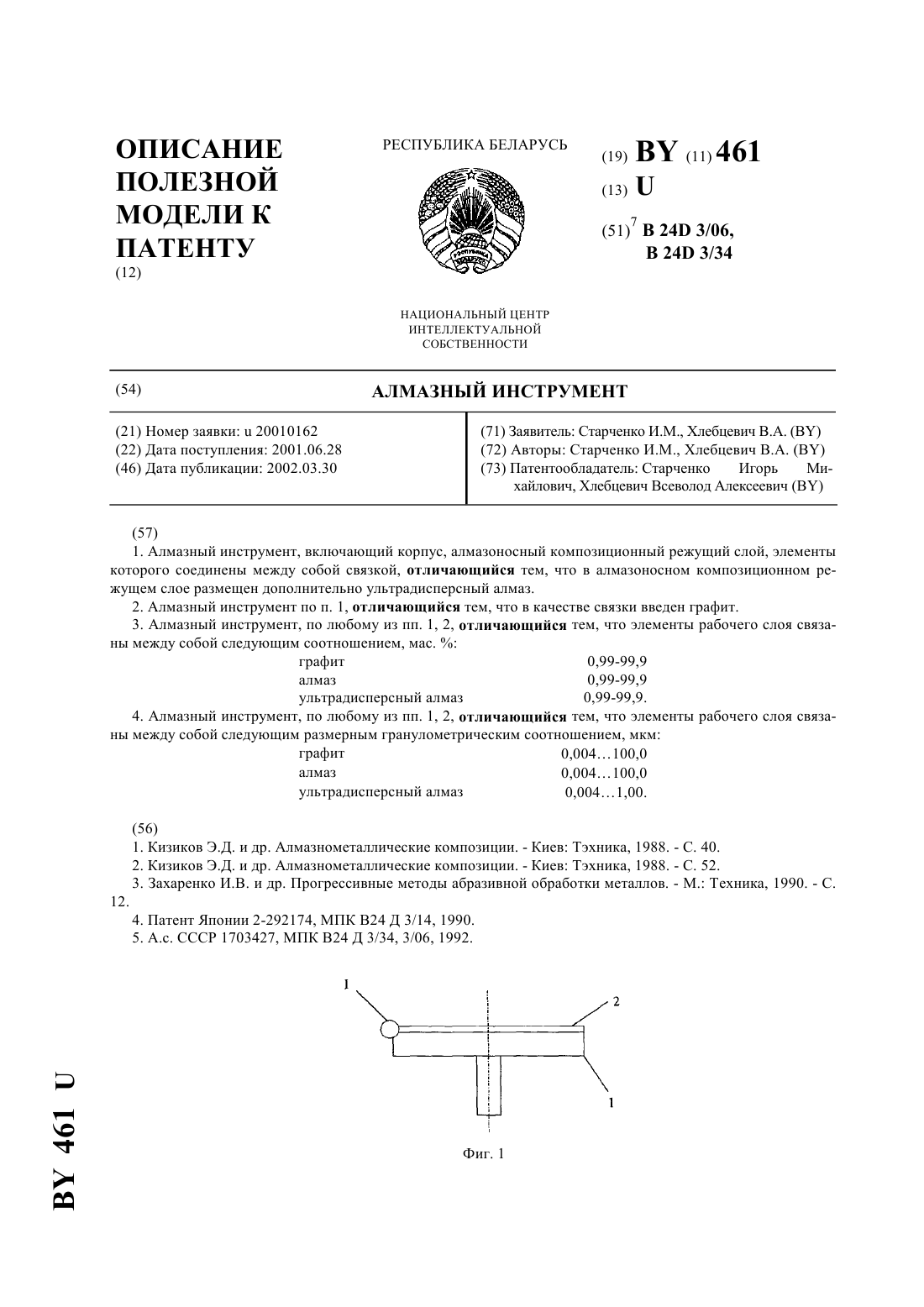
...мас.алмаза Размеры частиц алмаза в материале, мкм 0,004 0,04 0,4 1,0 10,0 50,0 100,0 Наименование и назначение продукта Алмазоносный режущий слой (АРС) алмазный инструмент режущего и лезвийного типа на основе алмаза с пластифицирующей связкой графита и УДА (АПСГ и УДА) для тонкой и грубой обработки твердых металлов АРС алмазный инструмент режущего и лезвийного типа на основе АПСГ и УДА для тонкой и грубой обработки твердых металлов АРС...
Алмазный шлифовальный круг
Номер патента: U 2556
Опубликовано: 30.04.2006
Авторы: Кузнецов Владимир Витальевич, Зайцев Валентин Алексеевич, Кузей Анатолий Михайлович, Марцинкевич Эдуард Адамович, Горлач Александр Григорьевич
МПК: B24D 3/00
Метки: шлифовальный, алмазный, круг
Текст:
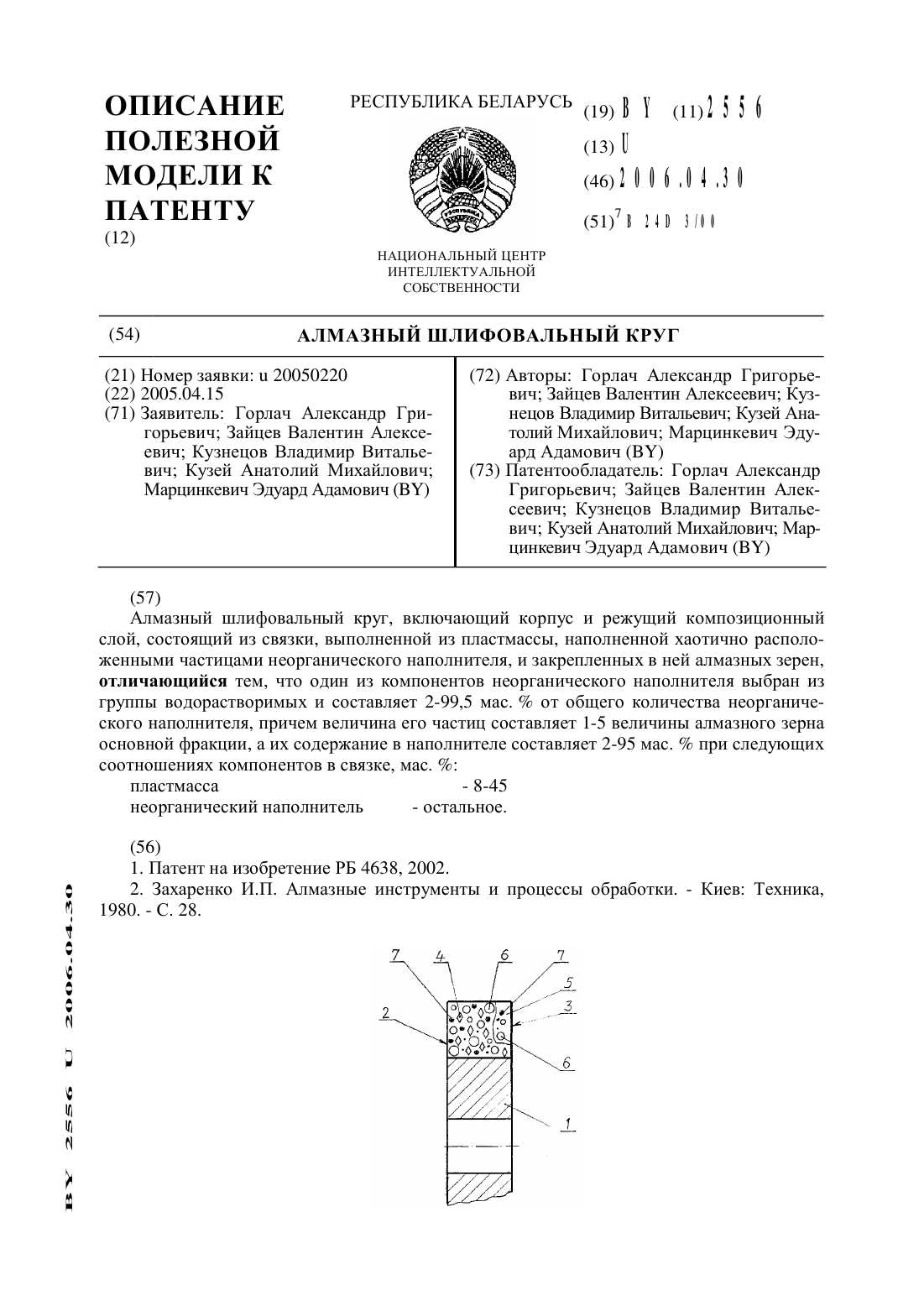
...размещен режущий композиционный слой 2, состоящий из связки 3, в которой закреплены алмазные зерна 4. Связка 3 состоит из пластмассы 5, наполненной неорганическим наполнителем, который содержит растворимый 6 и нерастворимый 7 компонент.В процессе шлифования, например корунда, режущий композиционный слой 2 воспринимает нагрузки, в том числе от обрабатываемого материала и корпуса 1. Эти нагрузки передаются на связку 3 и алмазные зерна 4....
Термостойкий инструмент из сверхтвердого материала
Номер патента: U 2485
Опубликовано: 28.02.2006
Авторы: Жданок Сергей Александрович, Старченко Игорь Михайлович, Крауклис Андрей Владимирович
Метки: термостойкий, сверхтвердого, материала, инструмент
Текст:
...совокупность существенных признаков, характеризующих сущность полезной модели, не известна из уровня техники,следовательно, предлагаемая полезная модель соответствует критерию новизна. Предлагаемая сущность полезной модели может быть многократно использована практически в любой области техники. Заявителями изготовлен опытный образец инструмента, проведены его испытания, которые подтвердили высокие потребительские свойства инструмента. В...
Предыдущий патент: Планетарная передача для гидрогенератора ГЭС
Следующий патент: Почвообрабатывающе-посевной агрегат для пропашных культур
Случайный патент: Способ получения препарата, обладающего противоопухолевой и антивитаминной активностью