Способ лазерного спекания изделий из сферических порошковых материалов и устройство для его реализации
Номер патента: 8169
Опубликовано: 30.06.2006
Авторы: Белявин Климентий Евгеньевич, Павленко Валерий Константинович, Чивель Юрий Александрович, Медведев Сергей Викторович
Текст
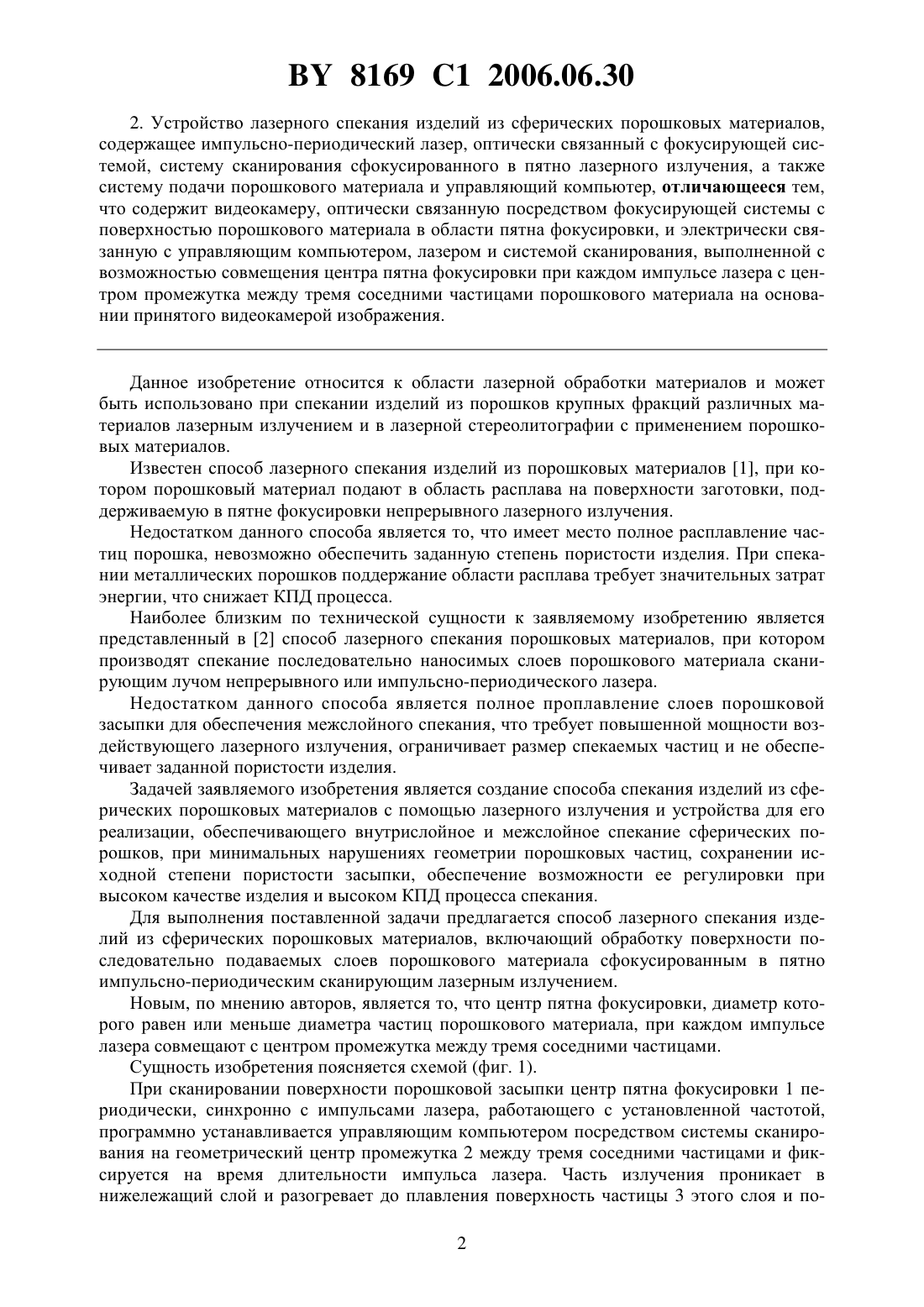
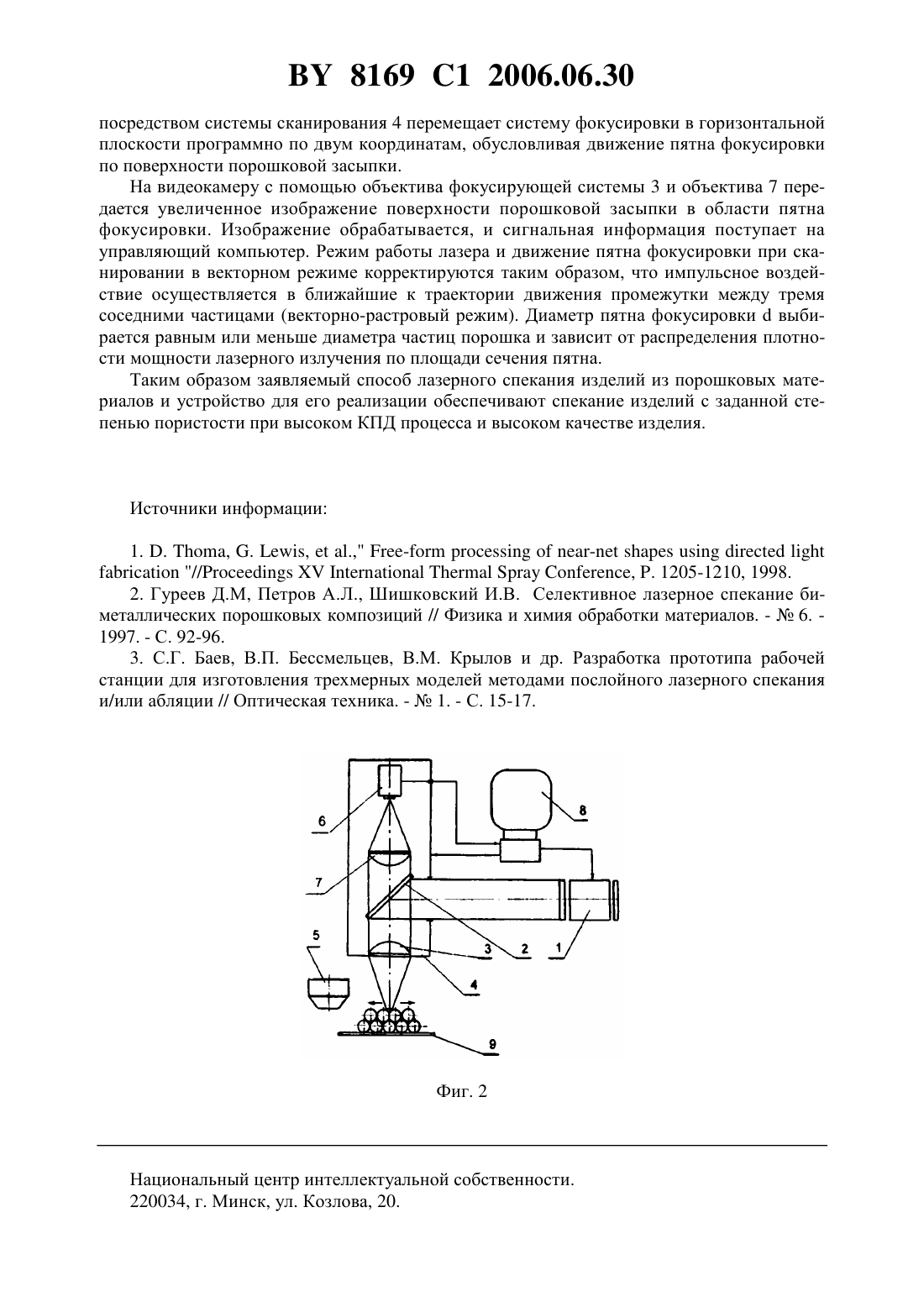
СПОСОБ ЛАЗЕРНОГО СПЕКАНИЯ ИЗДЕЛИЙ ИЗ СФЕРИЧЕСКИХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ(71) Заявитель Государственное научное учреждение Институт молекулярной и атомной физики Национальной академии наук Беларуси(72) Авторы Чивель Юрий Александрович Белявин Климентий Евгеньевич Павленко Валерий Константинович Медведев Сергей Викторович(73) Патентообладатель Государственное научное учреждение Институт молекулярной и атомной физики Национальной академии наук Беларуси(57) 1. Способ лазерного спекания изделий из сферических порошковых материалов, включающий обработку поверхности последовательно подаваемых слоев порошкового материала сфокусированным в пятно импульсно-периодическим сканирующим лазерным излучением, отличающийся тем, что центр пятна фокусировки, диаметр которого равен или меньше диаметра частиц порошкового материала, при каждом импульсе лазера совмещают с центром промежутка между тремя соседними частицами. 8169 1 2006.06.30 2. Устройство лазерного спекания изделий из сферических порошковых материалов,содержащее импульсно-периодический лазер, оптически связанный с фокусирующей системой, систему сканирования сфокусированного в пятно лазерного излучения, а также систему подачи порошкового материала и управляющий компьютер, отличающееся тем,что содержит видеокамеру, оптически связанную посредством фокусирующей системы с поверхностью порошкового материала в области пятна фокусировки, и электрически связанную с управляющим компьютером, лазером и системой сканирования, выполненной с возможностью совмещения центра пятна фокусировки при каждом импульсе лазера с центром промежутка между тремя соседними частицами порошкового материала на основании принятого видеокамерой изображения. Данное изобретение относится к области лазерной обработки материалов и может быть использовано при спекании изделий из порошков крупных фракций различных материалов лазерным излучением и в лазерной стереолитографии с применением порошковых материалов. Известен способ лазерного спекания изделий из порошковых материалов 1, при котором порошковый материал подают в область расплава на поверхности заготовки, поддерживаемую в пятне фокусировки непрерывного лазерного излучения. Недостатком данного способа является то, что имеет место полное расплавление частиц порошка, невозможно обеспечить заданную степень пористости изделия. При спекании металлических порошков поддержание области расплава требует значительных затрат энергии, что снижает КПД процесса. Наиболее близким по технической сущности к заявляемому изобретению является представленный в 2 способ лазерного спекания порошковых материалов, при котором производят спекание последовательно наносимых слоев порошкового материала сканирующим лучом непрерывного или импульсно-периодического лазера. Недостатком данного способа является полное проплавление слоев порошковой засыпки для обеспечения межслойного спекания, что требует повышенной мощности воздействующего лазерного излучения, ограничивает размер спекаемых частиц и не обеспечивает заданной пористости изделия. Задачей заявляемого изобретения является создание способа спекания изделий из сферических порошковых материалов с помощью лазерного излучения и устройства для его реализации, обеспечивающего внутрислойное и межслойное спекание сферических порошков, при минимальных нарушениях геометрии порошковых частиц, сохранении исходной степени пористости засыпки, обеспечение возможности ее регулировки при высоком качестве изделия и высоком КПД процесса спекания. Для выполнения поставленной задачи предлагается способ лазерного спекания изделий из сферических порошковых материалов, включающий обработку поверхности последовательно подаваемых слоев порошкового материала сфокусированным в пятно импульсно-периодическим сканирующим лазерным излучением. Новым, по мнению авторов, является то, что центр пятна фокусировки, диаметр которого равен или меньше диаметра частиц порошкового материала, при каждом импульсе лазера совмещают с центром промежутка между тремя соседними частицами. Сущность изобретения поясняется схемой (фиг. 1). При сканировании поверхности порошковой засыпки центр пятна фокусировки 1 периодически, синхронно с импульсами лазера, работающего с установленной частотой,программно устанавливается управляющим компьютером посредством системы сканирования на геометрический центр промежутка 2 между тремя соседними частицами и фиксируется на время длительности импульса лазера. Часть излучения проникает в нижележащий слой и разогревает до плавления поверхность частицы 3 этого слоя и по 2 8169 1 2006.06.30 средством теплопроводности области контакта 4,5 частиц верхнего и нижнего слоев, а оставшаяся часть излучения разогревает до плавления поверхность частиц верхнего слоя в областях 6 их контактов. Диаметр пятна фокусировкивыбирается равным или меньше диаметра частиц, что как видно из фиг. 1, обеспечивает оптимальный нагрев областей контакта частиц верхнего слоя и прохождение, при гауссовом распределении интенсивности по пятну фокусировки, 10-50 мощности импульса в нижний слой. Меняя форму распределения интенсивности лазерного излучения по пятну фокусировки, интенсивность и длительность импульса лазера можно менять степень нагрева поверхности частиц верхнего и нижнего слоя в области контакта частиц и оптимизировать процесс спекания для получения изделия с заданной пористостью. Обеспечивается высокий КПД процесса, так как осуществляется импульсный, поверхностный разогрев частиц порошка в областях контакта частиц и образование манжет, соединяющих частицы. В зависимости от доли жидкой фазы соединение частиц сопровождается изменением пористости. Известно устройство для спекания изделий из порошковых материалов методом послойного лазерного спекания 3, содержащее непрерывный лазер, оптически связанный с фокусирующей системой, систему сканирования луча, систему порошковой засыпки,управляющий компьютер. Недостатком данного устройства является непрерывный режим сканирования для полного проплавления слоев порошка, что требует значительных затрат энергии, не обеспечивает заданной пористости, ограничивает размер применяемых порошков, снижает КПД процесса. Наиболее близким по технической сущности к заявляемому устройству является устройство для лазерного спекания изделий из порошковых материалов 2, содержащее импульсно-периодический лазер, оптически связанный с фокусирующей системой, систему сканирования луча, систему порошковой засыпки, управляющий компьютер. Недостатком данного устройства является непрерывный режим сканирования с перекрытием пятен фокусировки для полного проплавления слоев порошка, что требует значительных затрат энергии, не обеспечивает заданной пористости, ограничивает размер применяемых порошков, снижает КПД процесса. Задачей данного изобретения является создание устройства для лазерного спекания изделий из порошковых материалов, обеспечивающего спекание порошковых изделий из сферических порошков с высокой точностью, с высоким КПД процесса при сохранении исходной пористости засыпки и обеспечении возможности ее регулировки. Для решения поставленной задачи предложено устройство лазерного спекания изделий из сферических порошковых материалов, содержащее импульсно-периодический лазер,оптически связанный с фокусирующей системой, систему сканирования сфокусированного в пятно лазерного излучения, а также систему подачи порошкового материала и управляющий компьютер. Новым по мнению авторов является то, что устройство содержит видеокамеру, оптически связанную посредством фокусирующей системы с поверхностью порошкового материала в области пятна фокусировки, и электрически связанную с управляющим компьютером, лазером и системой сканирования, выполненной с возможностью совмещения центра пятна фокусировки при каждом импульсе лазера с центром промежутка между тремя соседними частицами порошкового материала на основании принятого видеокамерой изображения. Предлагаемое устройство изображено на фиг. 2. Устройство содержит импульсно-периодический лазер 1, систему фокусировки излучения, состоящую из поворотного зеркала 2 и объектива 3, систему сканирования луча лазера 4, систему порошковой засыпки 5, видеокамеру 6 с объективом 7, управляющий компьютер 8. Устройство работает следующим образом. Пучок лазерного излучения посредством дихроичного зеркала 2 и объектива системы фокусировки 3 фокусируют на поверхность порошковой засыпки 8 в пятно диаметром . Управляющий компьютер 3 8169 1 2006.06.30 посредством системы сканирования 4 перемещает систему фокусировки в горизонтальной плоскости программно по двум координатам, обусловливая движение пятна фокусировки по поверхности порошковой засыпки. На видеокамеру с помощью объектива фокусирующей системы 3 и объектива 7 передается увеличенное изображение поверхности порошковой засыпки в области пятна фокусировки. Изображение обрабатывается, и сигнальная информация поступает на управляющий компьютер. Режим работы лазера и движение пятна фокусировки при сканировании в векторном режиме корректируются таким образом, что импульсное воздействие осуществляется в ближайшие к траектории движения промежутки между тремя соседними частицами (векторно-растровый режим). Диаметр пятна фокусировкивыбирается равным или меньше диаметра частиц порошка и зависит от распределения плотности мощности лазерного излучения по площади сечения пятна. Таким образом заявляемый способ лазерного спекания изделий из порошковых материалов и устройство для его реализации обеспечивают спекание изделий с заданной степенью пористости при высоком КПД процесса и высоком качестве изделия. Источники информации 1. . , . ,., --//, . 1205-1210, 1998. 2. Гуреев Д.М, Петров А.Л., Шишковский И.В. Селективное лазерное спекание биметаллических порошковых композиций // Физика и химия обработки материалов. -6. 1997. - С. 92-96. 3. С.Г. Баев, В.П. Бессмельцев, В.М. Крылов и др. Разработка прототипа рабочей станции для изготовления трехмерных моделей методами послойного лазерного спекания и/или абляции // Оптическая техника. -1. - С. 15-17. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23K 26/34, B23K 26/06, C22C 1/04, B22F 3/105
Метки: лазерного, материалов, изделий, сферических, реализации, способ, спекания, устройство, порошковых
Код ссылки
<a href="https://by.patents.su/4-8169-sposob-lazernogo-spekaniya-izdelijj-iz-sfericheskih-poroshkovyh-materialov-i-ustrojjstvo-dlya-ego-realizacii.html" rel="bookmark" title="База патентов Беларуси">Способ лазерного спекания изделий из сферических порошковых материалов и устройство для его реализации</a>
Установка для послойного лазерного спекания порошковых материалов
Номер патента: U 1757
Опубликовано: 30.03.2005
Авторы: Минько Дмитрий Вацлавович, Кузнечик Олег Ольгердович, Белявин Климентий Евгеньевич, Чивель Юрий Александрович, Павленко Валерий Константинович
МПК: B22F 3/105, B23K 26/00
Метки: порошковых, установка, лазерного, спекания, материалов, послойного
Текст:
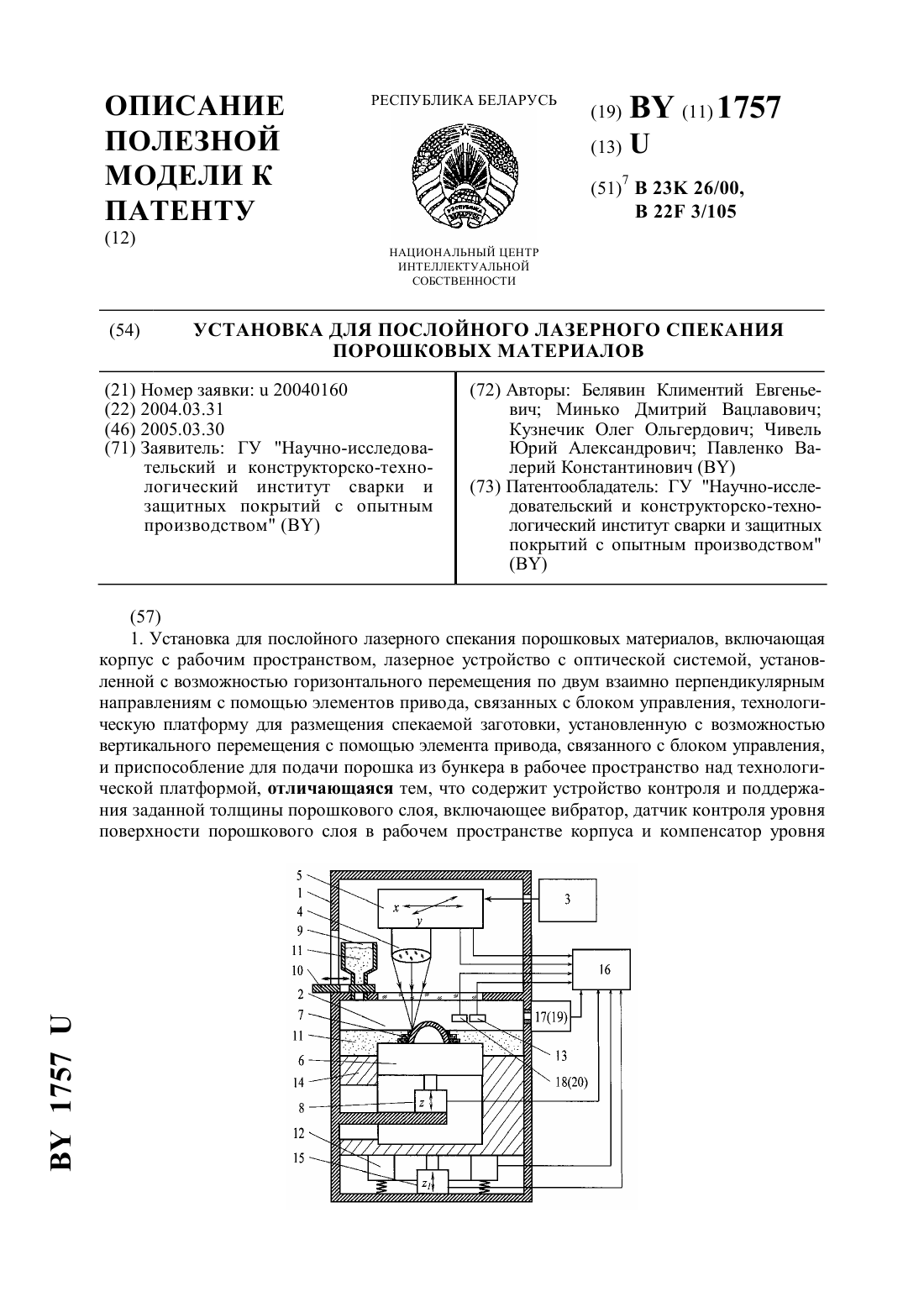
...получения изделий при увеличении их качества за счет совмещения технологических операций дозирования и разравнивания порошка, что повышает производительность установки и исключает потери порошка. Введение в состав установки устройства контроля и поддержания заданной толщины порошкового слоя,принцип работы которого основан на виброподаче, виброукладке порошка и осуществлении контроля за уровнем поверхности порошкового слоя с его...
Способ лазерного легирования и наплавки и устройство для его осуществления
Номер патента: 6931
Опубликовано: 30.03.2005
Автор: Чивель Юрий Александрович
МПК: B23K 26/00
Метки: устройство, лазерного, легирования, наплавки, способ, осуществления
Текст:
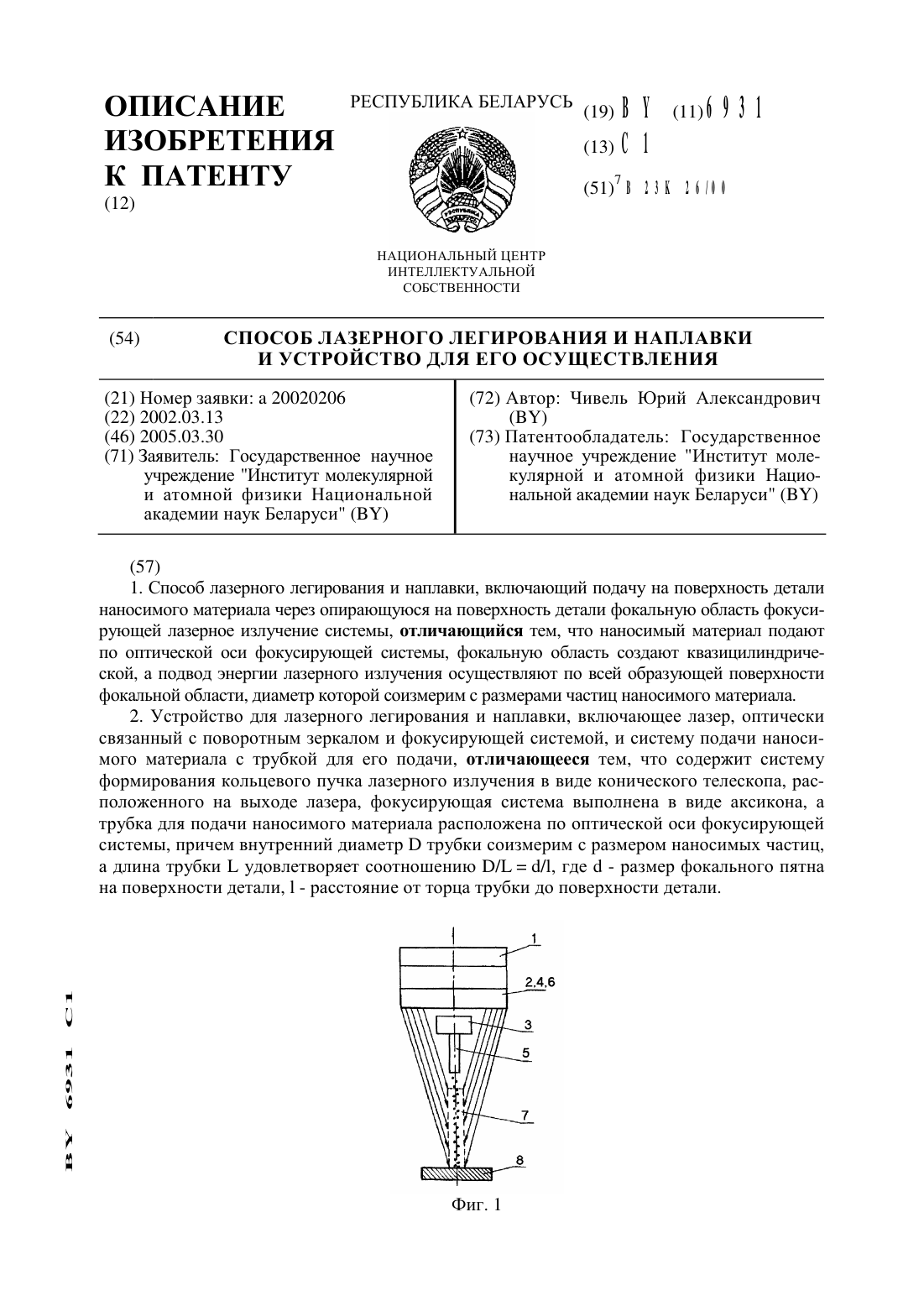
...участок поверхности.Благодаря боковому подводу лазерного излучения к тонкой струе наносимого материала практически исключается как взаимная экранировка частиц, так И поверхности частицами,увеличивается время пребывания материала в зоне нагрева И соответственно КПД процесса Икоэффициент использования материала. Точность нанесения материала определяется диаметром пятна фокусировки на поверхности изделия И характерными размерами наносимого...
Устройство для газопламенного напыления порошковых полимерных материалов
Номер патента: U 477
Опубликовано: 30.03.2002
Авторы: Пунтус Игорь Леонидович, Федаравичус Александр Владимирович, Белоцерковский Марат Артемович
МПК: B05B 7/20
Метки: полимерных, газопламенного, порошковых, материалов, устройство, напыления
Текст:
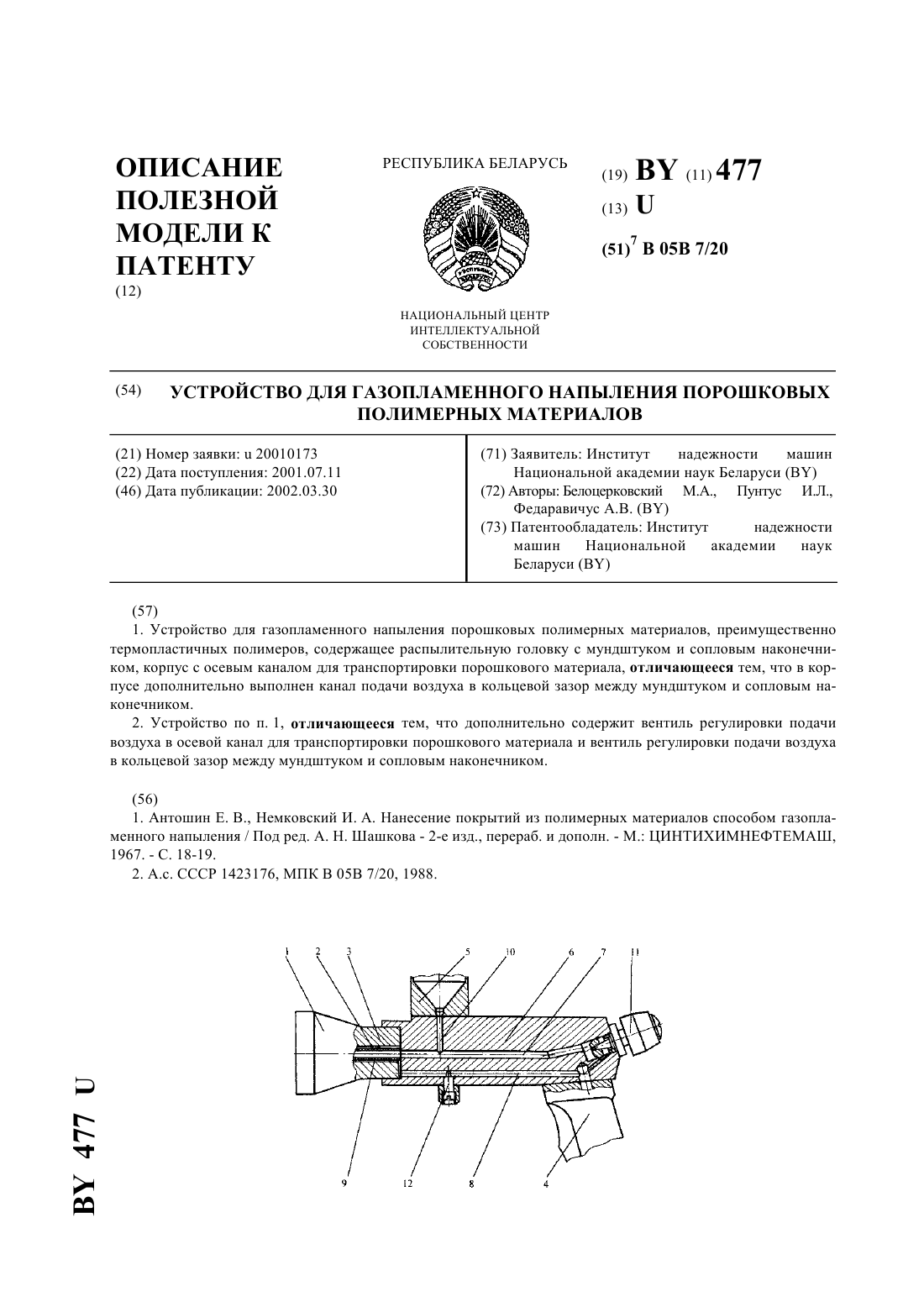
...Кроме того, устройство дополнительно содержит вентиль регулировки подачи воздуха в осевой канал для транспортировки порошкового материала и вентиль регулировки подачи воздуха в кольцевой зазор между мундштуком и сопловым наконечником. Предложенная конструкция обеспечивает качественное напыление порошковых полимерных материалов с температурой плавления от 50 до 450 С за счет расширения диапазона теплофизических характеристик факела....
Устройство для распыления порошковых полимерных материалов
Номер патента: 5453
Опубликовано: 30.09.2003
Авторы: Пашин Александр Дмитриевич, Шинкаренко Алексей Михайлович
МПК: B05B 5/025
Метки: порошковых, устройство, материалов, распыления, полимерных
Текст:
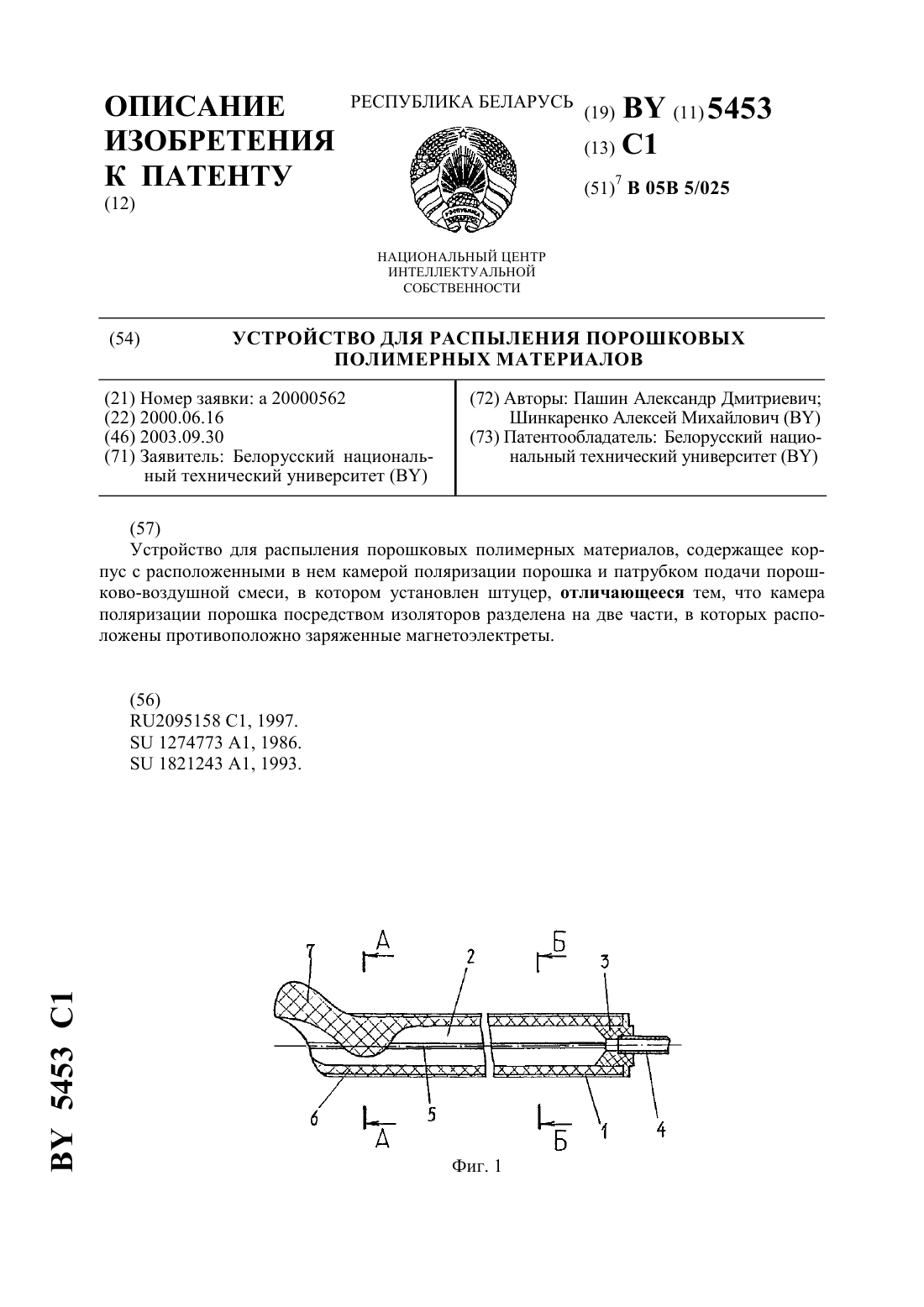
...установленные поочередно. Недостатками устройства являются невысокие производительность, эффективность зарядки порошка, что влияет на качество покрытия. Задача изобретения - повышение производительности распыления, эффективности зарядки порошка, улучшение качества покрытия. Поставленная задача достигается тем, что в устройстве для распыления порошковых полимерных материалов, содержащем корпус с расположенными в нем камерой поляризации...
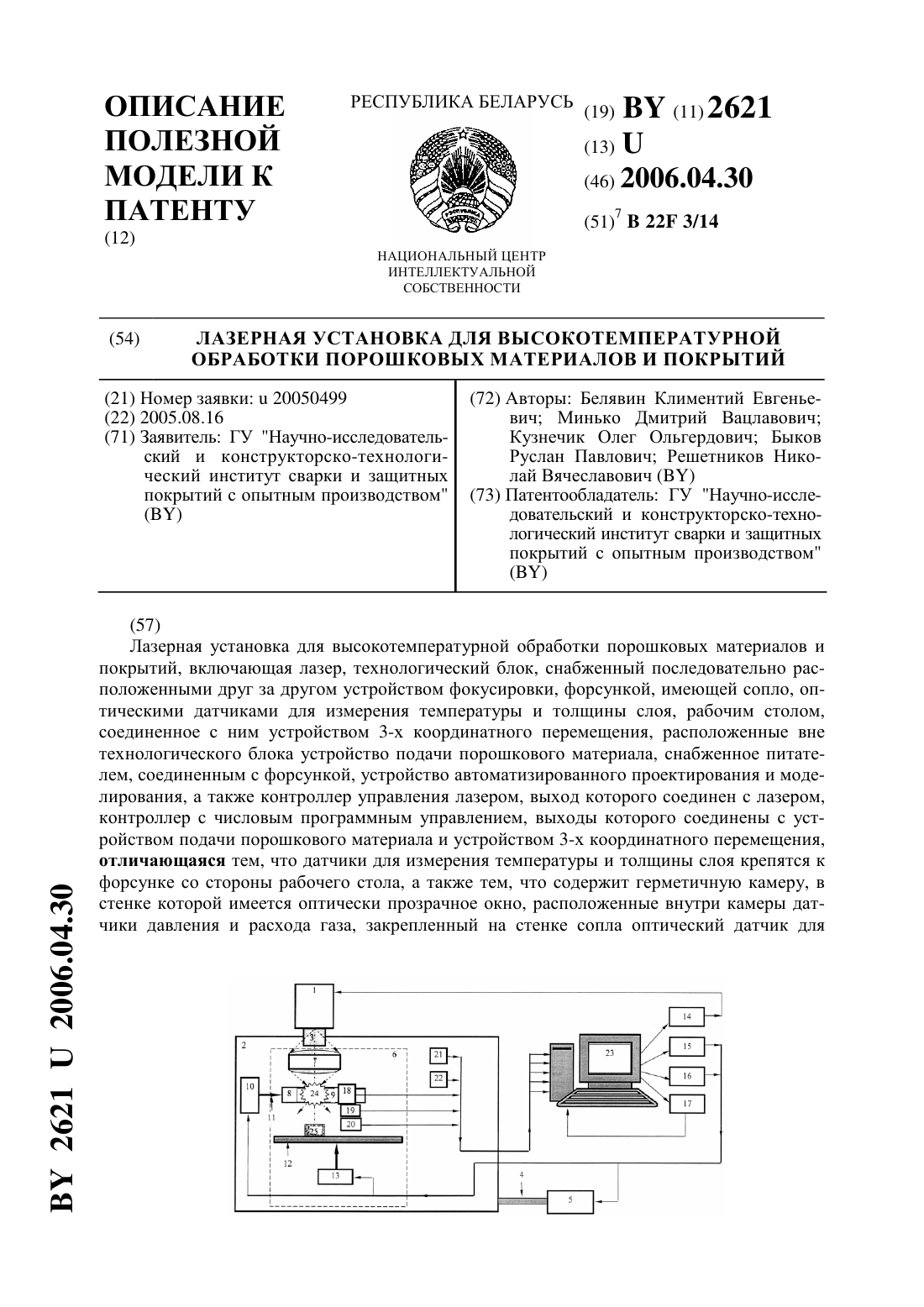
Лазерная установка для высокотемпературной обработки порошковых материалов и покрытий
Номер патента: U 2621
Опубликовано: 30.04.2006
Авторы: Минько Дмитрий Вацлавович, Быков Руслан Павлович, Кузнечик Олег Ольгердович, Решетников Николай Вячеславович, Белявин Климентий Евгеньевич
МПК: B22F 3/14
Метки: обработки, установка, порошковых, высокотемпературной, лазерная, материалов, покрытий
Текст:
...на стенке сопла оптического датчика, и варьируя мощностью лазер, можно порошковый материал нагревать до температур спекания или плавления. Если при этом контролировать температуру и толщину поверхностного слоя в момент его формирования, то при температурах спекания порошкового материала будут получаться пористые изделия и покрытия, а при температурах плавления - такие же, как и при лазерной обработке известного устройства. Отсутствие в...
Предыдущий патент: Композиция ингредиентов для вина плодового ароматизированного крепкого “Лучесянка”
Следующий патент: Композиция ингредиентов для вина плодового ароматизированного крепкого “Гармония”
Случайный патент: Способ контроля нормы посадки клубней картофеля и устройство для его осуществления