Лазерная установка для высокотемпературной обработки порошковых материалов и покрытий
Номер патента: U 2621
Опубликовано: 30.04.2006
Авторы: Быков Руслан Павлович, Минько Дмитрий Вацлавович, Белявин Климентий Евгеньевич, Кузнечик Олег Ольгердович, Решетников Николай Вячеславович
Текст
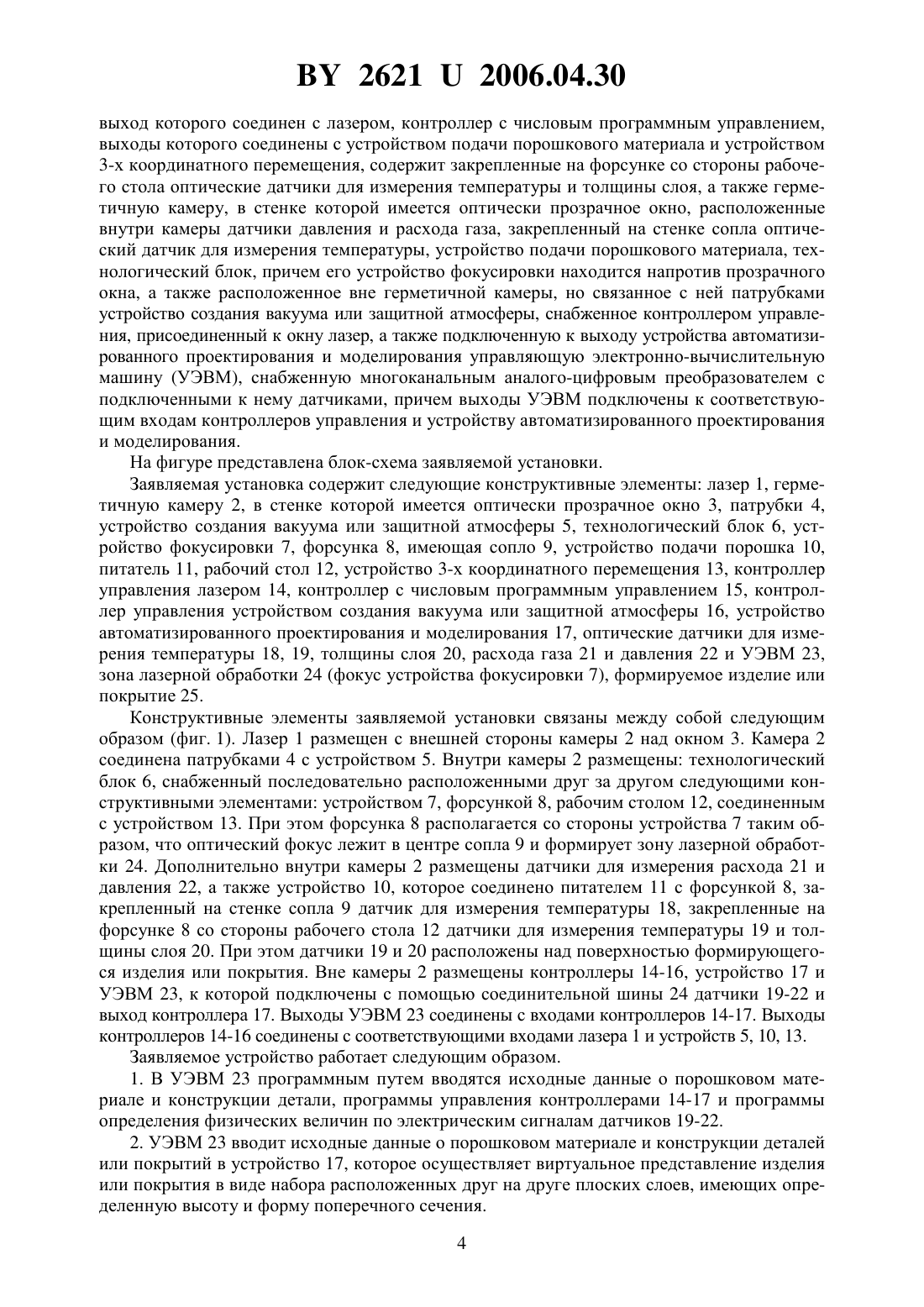
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ЛАЗЕРНАЯ УСТАНОВКА ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ОБРАБОТКИ ПОРОШКОВЫХ МАТЕРИАЛОВ И ПОКРЫТИЙ(72) Авторы Белявин Климентий Евгеньевич Минько Дмитрий Вацлавович Кузнечик Олег Ольгердович Быков Руслан Павлович Решетников Николай Вячеславович(57) Лазерная установка для высокотемпературной обработки порошковых материалов и покрытий, включающая лазер, технологический блок, снабженный последовательно расположенными друг за другом устройством фокусировки, форсункой, имеющей сопло, оптическими датчиками для измерения температуры и толщины слоя, рабочим столом,соединенное с ним устройством 3-х координатного перемещения, расположенные вне технологического блока устройство подачи порошкового материала, снабженное питателем, соединенным с форсункой, устройство автоматизированного проектирования и моделирования, а также контроллер управления лазером, выход которого соединен с лазером,контроллер с числовым программным управлением, выходы которого соединены с устройством подачи порошкового материала и устройством 3-х координатного перемещения,отличающаяся тем, что датчики для измерения температуры и толщины слоя крепятся к форсунке со стороны рабочего стола, а также тем, что содержит герметичную камеру, в стенке которой имеется оптически прозрачное окно, расположенные внутри камеры датчики давления и расхода газа, закрепленный на стенке сопла оптический датчик для 26212006.04.30 измерения температуры, устройство подачи порошкового материала, технологический блок, причем устройство фокусировки находится напротив прозрачного окна, а также расположенные вне герметичной камеры размещенный напротив окна лазер, связанное с камерой патрубками устройство создания вакуума или защитной атмосферы, снабженное контроллером управления, подключенную к выходу устройства автоматизированного проектирования и моделирования управляющую электронно-вычислительную машину(УЭВМ), снабженную многоканальным аналого-цифровым преобразователем с подключенными к нему датчиками, причем выходы УЭВМ подключены к устройству автоматизированного проектирования и моделирования и соответствующим входам контроллеров управления.(56) 1. Патент США 4,938,816, 1990. 2. Патент РФ 2228243, МПК В 23 К 26/34, 1999. Полезная модель относится к области порошковой металлургии, в частности к промышленным установкам, предназначенным для лазерной обработки порошковых материалов. Известна установка для лазерной обработки порошковых материалов 1, включающая лазер, технологический блок, снабженный последовательно расположенными друг за другом устройством фокусировки, оптической призмой, устройством 3-х координатного перемещения с закрепленным на нем поворотным механизмом, содержащим вертикально и горизонтально расположенные валы с закрепленными на них зеркалами, устройством подачи порошка, которое снабжено бункером, валиком, механизмами горизонтального движения бункера и вращения валика, а также рабочий стол, к которому присоединена матрица, расположенные вне технологического блока, контроллер с числовым программным управлением, у которого выходы соединены с соответствующими входами устройства 3-х координатного перемещения, поворотным механизмом и лазером. Благодаря валику известная установка разравнивает высыпающийся в матрицу из бункера порошок. Использование в известной установке контроллера с числовым программным управлением позволяет включать лазер и перемещать по заданной траектории поворотный механизм,разворачивая при этом на рассчитанные углы зеркала, которые проецируют лазерный луч перпендикулярно порошковому слою. Это позволяет осуществлять послойное лазерное спекание или наплавку порошка и таким образом получать изделия или покрытия произвольной формы, в том числе и пористые. При этом часть порошка остается неиспользованной. Отсутствие в известной установке устройства автоматизированного проектирования и моделирования не позволяет осуществить виртуальное представление изделия или покрытия в виде набора расположенных друг на друге плоских слоев, имеющих определенную высоту и форму поперечного сечения, вычислять траекторию поворотного механизма, последовательно проходящую через все точки поперечного сечения, устанавливать необходимую мощность лазерного излучения, поддерживающего температуру спекания порошка в зоне его обработки. Все это делает процесс лазерной обработки порошковых материалов с помощью известного устройства трудоемким. Учитывая, что процесс разогрева порошка осуществляется параллельным световым пучком, формирующим лазерный луч, повышается расход энергии лазера, при котором обеспечивается расчетное значение температуры в зоне лазерной обработки, которая производится в воздушной атмосфере, вызывающей частичное или полное окисление порошка. Все это увеличивает количество отходов, ограничивает номенклатуру применяемых порошковых материалов и в итоге снижает эффективность лазерной обработки порошко 2 26212006.04.30 вых материалов. Кроме этого, конструкция известной установки не позволяет определять температуру и высоту порошкового слоя в матрице и в зависимости от этого регулировать мощность и направление лазерного излучения, что снижает качество получаемых изделий. По технической сущности и достигаемому результату наиболее близкой к заявляемой полезной модели является установка 2, включающая лазер, технологический блок, снабженный последовательно расположенными друг за другом устройством фокусировки,форсункой, имеющей сопло, оптическими датчиками для измерения температуры и толщины слоя, рабочим столом, соединенное с ним устройством 3-х координатного перемещения, и закрепленными на нем датчиками, расположенные вне технологического блока устройство подачи порошкового материала, снабженное питателем, соединенным с форсункой, а также контроллер управления лазером, выход которого соединен с лазером, устройство автоматизированного проектирования и моделирования, регулятор с подключенными к нему датчиками, а также контроллер с числовым программным управлением, выходы которого соединены с устройством подачи порошкового материала и устройством 3-х координатного перемещения. Благодаря форсунке известная установка позволяет подавать порошок или порошковую проволоку в ванну расплава, получаемую на поверхности материала подложки в зоне фокусировки лазерного луча. Это повышает эффективность лазерной обработки, расширяет номенклатуру и снижает количество неиспользованного порошкового материала при получении изделий и покрытий. Использование в конструкции известного устройства регулятора с подключенными к нему датчиками позволяет поддерживать расчетную температуру в зоне лазерной обработки. Однако отсутствие в зоне лазерной обработки защитной атмосферы или вакуума, из-за возможности окисления порошков, снижает качество лазерной обработки. Использование ванны расплава, образующейся на поверхности материала подложки в зоне фокусировки лазерного луча, не позволяет получать пористые материалы и покрытия. Получать порошковые материалы и покрытия, в том числе и пористые, можно, если фокус устройства фокусировки находится в сопле форсунки. В этом случае порошковый материал, попадающий в зону фокуса, может при лазерном излучении нагреваться до температур, зависящих от мощности лазерного излучения. Зная температуру, которую можно определить с помощью закрепленного на стенке сопла оптического датчика, и варьируя мощностью лазер, можно порошковый материал нагревать до температур спекания или плавления. Если при этом контролировать температуру и толщину поверхностного слоя в момент его формирования, то при температурах спекания порошкового материала будут получаться пористые изделия и покрытия, а при температурах плавления - такие же, как и при лазерной обработке известного устройства. Отсутствие в конструкции известного устройства управляющей электронно-вычислительной машины (УЭВМ), координирующей работу контроллеров управления, снижает эффективность лазерной обработки порошковых материалов. Задача, на решение которой направлена полезная модель, заключается в разработке конструкции установки, повышающей эффективность лазерной обработки и обеспечивающей возможность получения порошковых материалов и покрытий, в том числе и пористых. Технический результат достигается тем, что лазерная установка для высокотемпературной обработки порошковых материалов и покрытий, включающая лазер, технологический блок, снабженный последовательно расположенными друг за другом устройством фокусировки, форсункой, имеющей сопло, оптическими датчиками для измерения температуры и толщины слоя, рабочим столом, соединенное с ним устройством 3-х координатного перемещения, расположенные вне технологического блока устройство подачи порошкового материала, снабженное питателем, соединенным с форсункой, устройство автоматизированного проектирования и моделирования, а также контроллер управления лазером,3 26212006.04.30 выход которого соединен с лазером, контроллер с числовым программным управлением,выходы которого соединены с устройством подачи порошкового материала и устройством 3-х координатного перемещения, содержит закрепленные на форсунке со стороны рабочего стола оптические датчики для измерения температуры и толщины слоя, а также герметичную камеру, в стенке которой имеется оптически прозрачное окно, расположенные внутри камеры датчики давления и расхода газа, закрепленный на стенке сопла оптический датчик для измерения температуры, устройство подачи порошкового материала, технологический блок, причем его устройство фокусировки находится напротив прозрачного окна, а также расположенное вне герметичной камеры, но связанное с ней патрубками устройство создания вакуума или защитной атмосферы, снабженное контроллером управления, присоединенный к окну лазер, а также подключенную к выходу устройства автоматизированного проектирования и моделирования управляющую электронно-вычислительную машину (УЭВМ), снабженную многоканальным аналого-цифровым преобразователем с подключенными к нему датчиками, причем выходы УЭВМ подключены к соответствующим входам контроллеров управления и устройству автоматизированного проектирования и моделирования. На фигуре представлена блок-схема заявляемой установки. Заявляемая установка содержит следующие конструктивные элементы лазер 1, герметичную камеру 2, в стенке которой имеется оптически прозрачное окно 3, патрубки 4,устройство создания вакуума или защитной атмосферы 5, технологический блок 6, устройство фокусировки 7, форсунка 8, имеющая сопло 9, устройство подачи порошка 10,питатель 11, рабочий стол 12, устройство 3-х координатного перемещения 13, контроллер управления лазером 14, контроллер с числовым программным управлением 15, контроллер управления устройством создания вакуума или защитной атмосферы 16, устройство автоматизированного проектирования и моделирования 17, оптические датчики для измерения температуры 18, 19, толщины слоя 20, расхода газа 21 и давления 22 и УЭВМ 23,зона лазерной обработки 24 (фокус устройства фокусировки 7), формируемое изделие или покрытие 25. Конструктивные элементы заявляемой установки связаны между собой следующим образом (фиг. 1). Лазер 1 размещен с внешней стороны камеры 2 над окном 3. Камера 2 соединена патрубками 4 с устройством 5. Внутри камеры 2 размещены технологический блок 6, снабженный последовательно расположенными друг за другом следующими конструктивными элементами устройством 7, форсункой 8, рабочим столом 12, соединенным с устройством 13. При этом форсунка 8 располагается со стороны устройства 7 таким образом, что оптический фокус лежит в центре сопла 9 и формирует зону лазерной обработки 24. Дополнительно внутри камеры 2 размещены датчики для измерения расхода 21 и давления 22, а также устройство 10, которое соединено питателем 11 с форсункой 8, закрепленный на стенке сопла 9 датчик для измерения температуры 18, закрепленные на форсунке 8 со стороны рабочего стола 12 датчики для измерения температуры 19 и толщины слоя 20. При этом датчики 19 и 20 расположены над поверхностью формирующегося изделия или покрытия. Вне камеры 2 размещены контроллеры 14-16, устройство 17 и УЭВМ 23, к которой подключены с помощью соединительной шины 24 датчики 19-22 и выход контроллера 17. Выходы УЭВМ 23 соединены с входами контроллеров 14-17. Выходы контроллеров 14-16 соединены с соответствующими входами лазера 1 и устройств 5, 10, 13. Заявляемое устройство работает следующим образом. 1. В УЭВМ 23 программным путем вводятся исходные данные о порошковом материале и конструкции детали, программы управления контроллерами 14-17 и программы определения физических величин по электрическим сигналам датчиков 19-22. 2. УЭВМ 23 вводит исходные данные о порошковом материале и конструкции деталей или покрытий в устройство 17, которое осуществляет виртуальное представление изделия или покрытия в виде набора расположенных друг на друге плоских слоев, имеющих определенную высоту и форму поперечного сечения. 4 26212006.04.30 3. С учетом виртуального представления устройство 17 вычисляет траектории рабочего стола, каждая из которых последовательно проходит через все точки поперечных сечений выделенных слоев, и рассчитывает мощность лазерного излучения. 4. Устройство 17 рассчитывает параметры защитной атмосферы или вакуума и скорость подачи порошкового материала. 5. Полученные в ходе выполнения устройством 17 пунктов 2-4 расчетные данные поступают в УЭВМ 23. 6. УЭВМ 23 опрашивает датчики 18-22 и с учетом данных, полученных от устройства 17,программирует и синхронизирует работу контроллеров 14-16. 7. Контроллеры 14-16 устанавливают режим работы устройств 1, 5, 10, 13, которые в герметичной камере 2 с помощью патрубков 4 создают вакуум или защитную атмосферу,осуществляют перемещение рабочего стола 12, подачу порошкового материала в питатель 11,включение и выключение лазерного излучения, которое через оптически прозрачное окно 3 попадает в зону лазерной обработки 24, и расплавленный порошковый материал падает на формируемое изделие или покрытие 25. 8. Последовательное выполнение операции пунктов 6, 7 происходит до тех пор, пока не будет отработана заданная траектория рабочего стола 12 и при этом не сформируется заданной высоты слой изделия или покрытия. 9. После выполнения пункта 8 рабочий стол опускается на установленную контроллером 15 высоту, которая равна высоте вновь формируемого слоя изделия или покрытия. 10. Выполнение операций 6-9 происходит до тех пор, пока не будут отработаны все слои создаваемого изделия или покрытия. Таким образом, за счет использования в конструкции заявляемой установки УЭВМ 23 и контроллера управления устройством создания вакуума или защитной атмосферы 16 повышается эффективность лазерной обработки порошковых материалов при получении изделий и покрытий, в том числе и пористых. Использование в заявляемой установке герметичной камеры 2, устройства создания вакуума или защитной атмосферы 5, датчика 18,измеряющего температуру в отверстии 9 форсунки 8, повышает качество лазерной обработки порошковых материалов. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B22F 3/14
Метки: лазерная, высокотемпературной, покрытий, порошковых, установка, материалов, обработки
Код ссылки
<a href="https://by.patents.su/5-u2621-lazernaya-ustanovka-dlya-vysokotemperaturnojj-obrabotki-poroshkovyh-materialov-i-pokrytijj.html" rel="bookmark" title="База патентов Беларуси">Лазерная установка для высокотемпературной обработки порошковых материалов и покрытий</a>
Электроконтактная установка для электроимпульсной обработки порошковых материалов

Номер патента: U 2620
Опубликовано: 30.04.2006
Авторы: Минько Дмитрий Вацлавович, Кузнечик Олег Ольгердович, Белявин Климентий Евгеньевич, Решетников Николай Вячеславович
МПК: B22F 3/14
Метки: материалов, электроконтактная, установка, порошковых, обработки, электроимпульсной
Текст:
...электродами-пуансонами, снабженными токопроводящими шинами, датчики температуры и расположенные вне камеры генератор импульсного тока, подключенный к токопроводящим шинам и снабженный датчиками для измерения напряжения, силы и частоты импульсного тока, устройство нагружения, передающее усилие на электродыпуансоны через штоки, снабженное датчиками для измерения нагрузки, скорости и перемещения штока, устройство для создания вакуума или...
Установка для послойного лазерного спекания порошковых материалов
Номер патента: U 1757
Опубликовано: 30.03.2005
Авторы: Чивель Юрий Александрович, Белявин Климентий Евгеньевич, Кузнечик Олег Ольгердович, Минько Дмитрий Вацлавович, Павленко Валерий Константинович
МПК: B23K 26/00, B22F 3/105
Метки: лазерного, материалов, спекания, порошковых, установка, послойного
Текст:
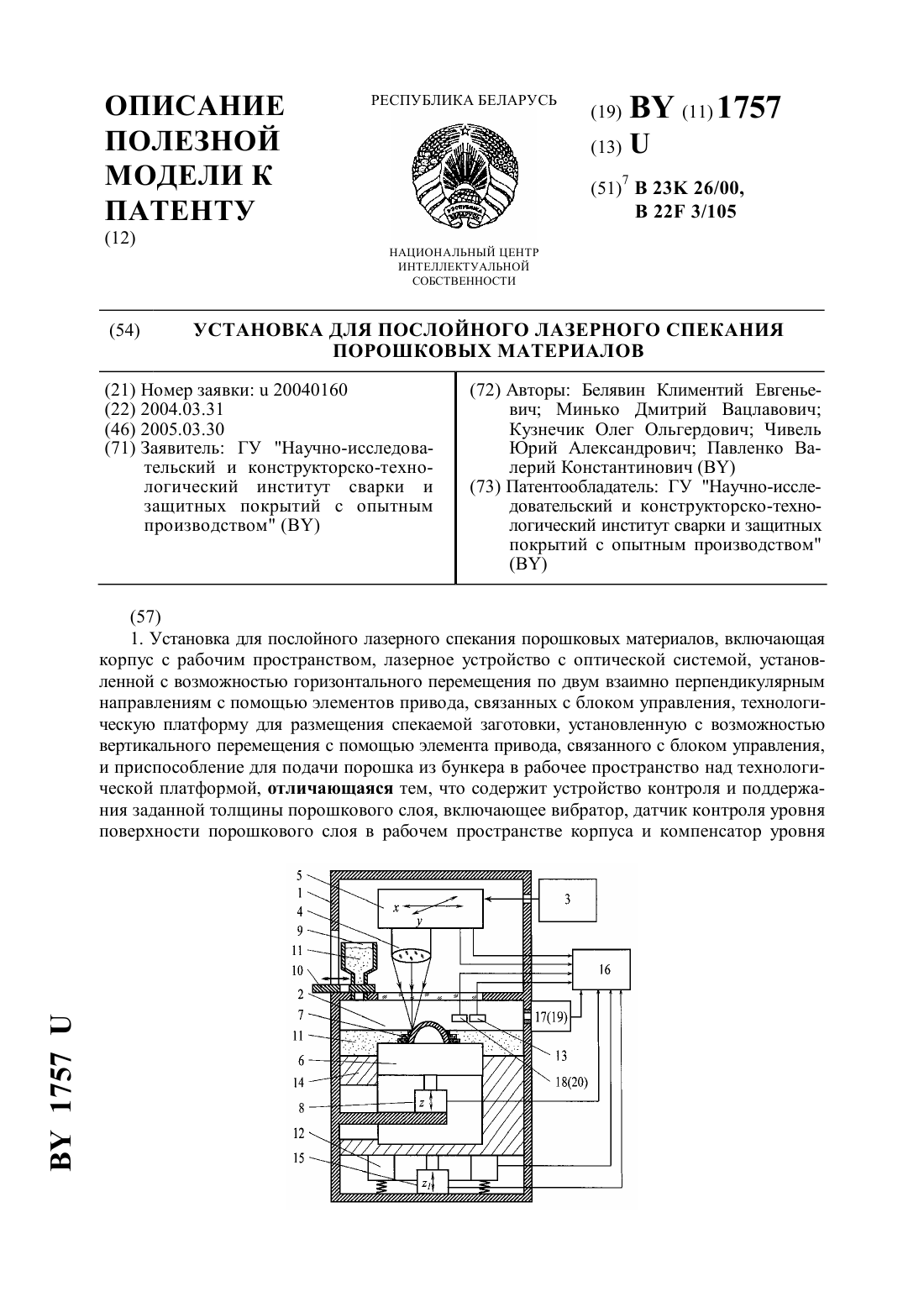
...получения изделий при увеличении их качества за счет совмещения технологических операций дозирования и разравнивания порошка, что повышает производительность установки и исключает потери порошка. Введение в состав установки устройства контроля и поддержания заданной толщины порошкового слоя,принцип работы которого основан на виброподаче, виброукладке порошка и осуществлении контроля за уровнем поверхности порошкового слоя с его...
Горелка для нанесения покрытий из порошковых материалов
Номер патента: U 727
Опубликовано: 30.12.2002
Авторы: Клецко Вадим Вадимович, Буйкус Кястас Вито, Ивашко Виктор Сергеевич
МПК: B05B 7/20
Метки: покрытий, горелка, материалов, нанесения, порошковых
Текст:
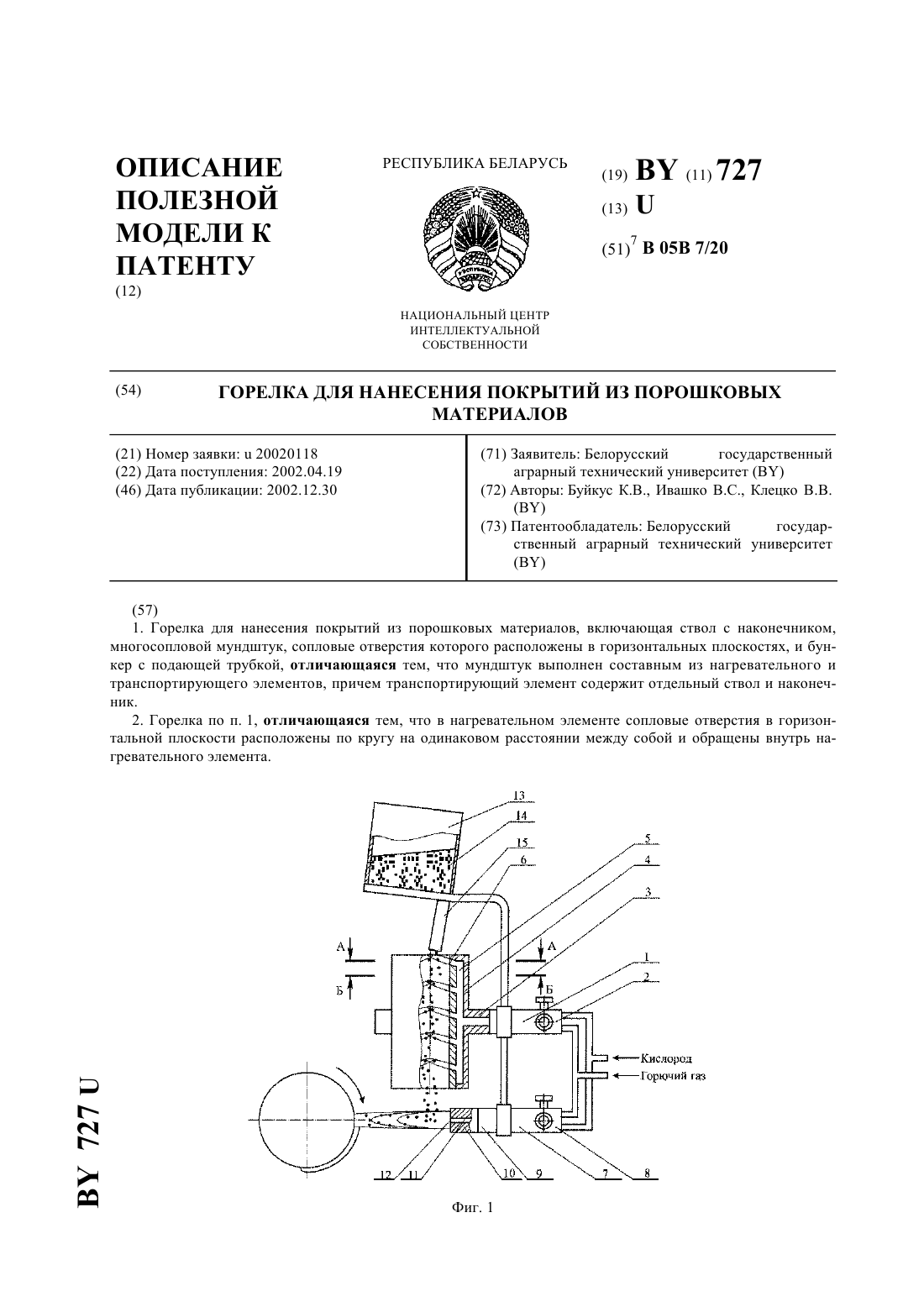
...пламени горелки и направлении расплавленного порошка на поверхность детали отдельной струей. Технический результат достигается тем, что в горелке для нанесения покрытий из порошковых материалов, включающей ствол с наконечником, многосопловой мундштук, сопловые отверстия которого расположены в горизонтальных плоскостях, и бункер с подающей трубкой,мундштук выполнен составным из нагревательного и транспортирующего элементов, причем...
Способ получения непрерывных покрытий из металлических порошковых материалов
Номер патента: 2409
Опубликовано: 30.09.1998
Авторы: Ковтун Вадим Анатольевич, Шувалов Владимир Борисович, Плескачевский Юрий Михайлович
МПК: B22F 7/04
Метки: покрытий, способ, материалов, порошковых, металлических, получения, непрерывных
Текст:
...заявляемое решение отвечает критерию Изобретательский уровень. Изобретения иллюстрируют следующие примеры. Пример 1 (по прототипу). Получают покрытие из металлического порошкового материала методом электроконтактного припекания. В качестве металлической основы используют медную ленту марки ДПРНМ-0,35 х 15 НДМ 3 ГОСТ 1173-77, а в качестве материала покрытия - медный порошок ПМС-1 ГОСТ 4960-75 с размером частиц 50-100 мкм. Нанесение покрытия...
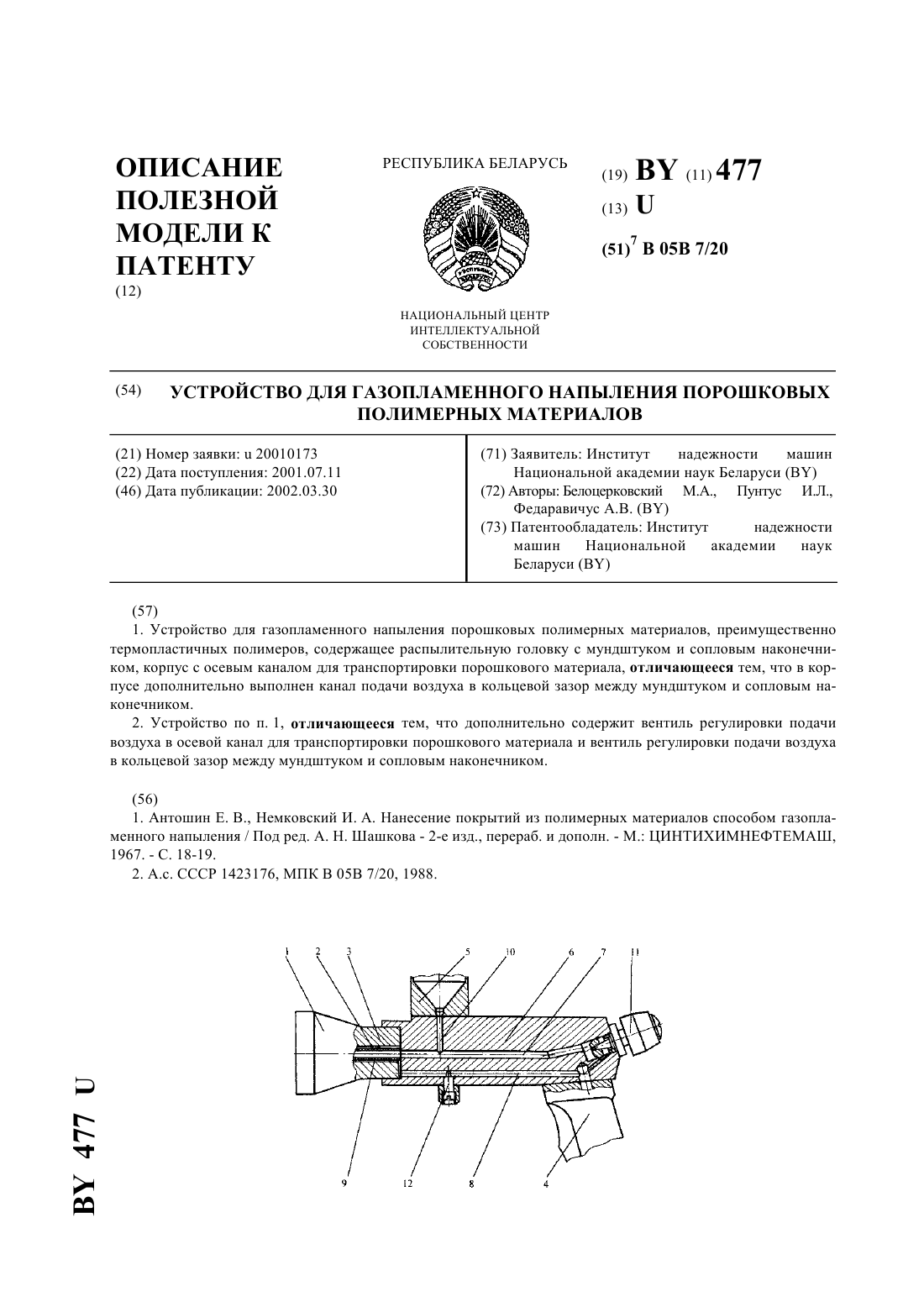
Устройство для газопламенного напыления порошковых полимерных материалов
Номер патента: U 477
Опубликовано: 30.03.2002
Авторы: Белоцерковский Марат Артемович, Пунтус Игорь Леонидович, Федаравичус Александр Владимирович
МПК: B05B 7/20
Метки: порошковых, напыления, газопламенного, полимерных, материалов, устройство
Текст:
...Кроме того, устройство дополнительно содержит вентиль регулировки подачи воздуха в осевой канал для транспортировки порошкового материала и вентиль регулировки подачи воздуха в кольцевой зазор между мундштуком и сопловым наконечником. Предложенная конструкция обеспечивает качественное напыление порошковых полимерных материалов с температурой плавления от 50 до 450 С за счет расширения диапазона теплофизических характеристик факела....
Предыдущий патент: Электроконтактная установка для электроимпульсной обработки порошковых материалов
Следующий патент: Установка для обработки порошковых материалов высоковольтным электрическим разрядом
Случайный патент: Каркас здания и способ его возведения