Способ получения покрытий из порошков самофлюсующихся сплавов на стальных изделиях
Номер патента: 6599
Опубликовано: 30.12.2004
Авторы: Кардаполова Маргарита Анатольевна, Пилипчук Андрей Петрович, Тюнякин Анатолий Сергеевич, Девойно Олег Георгиевич, Волович Вячеслав Иванович
Текст
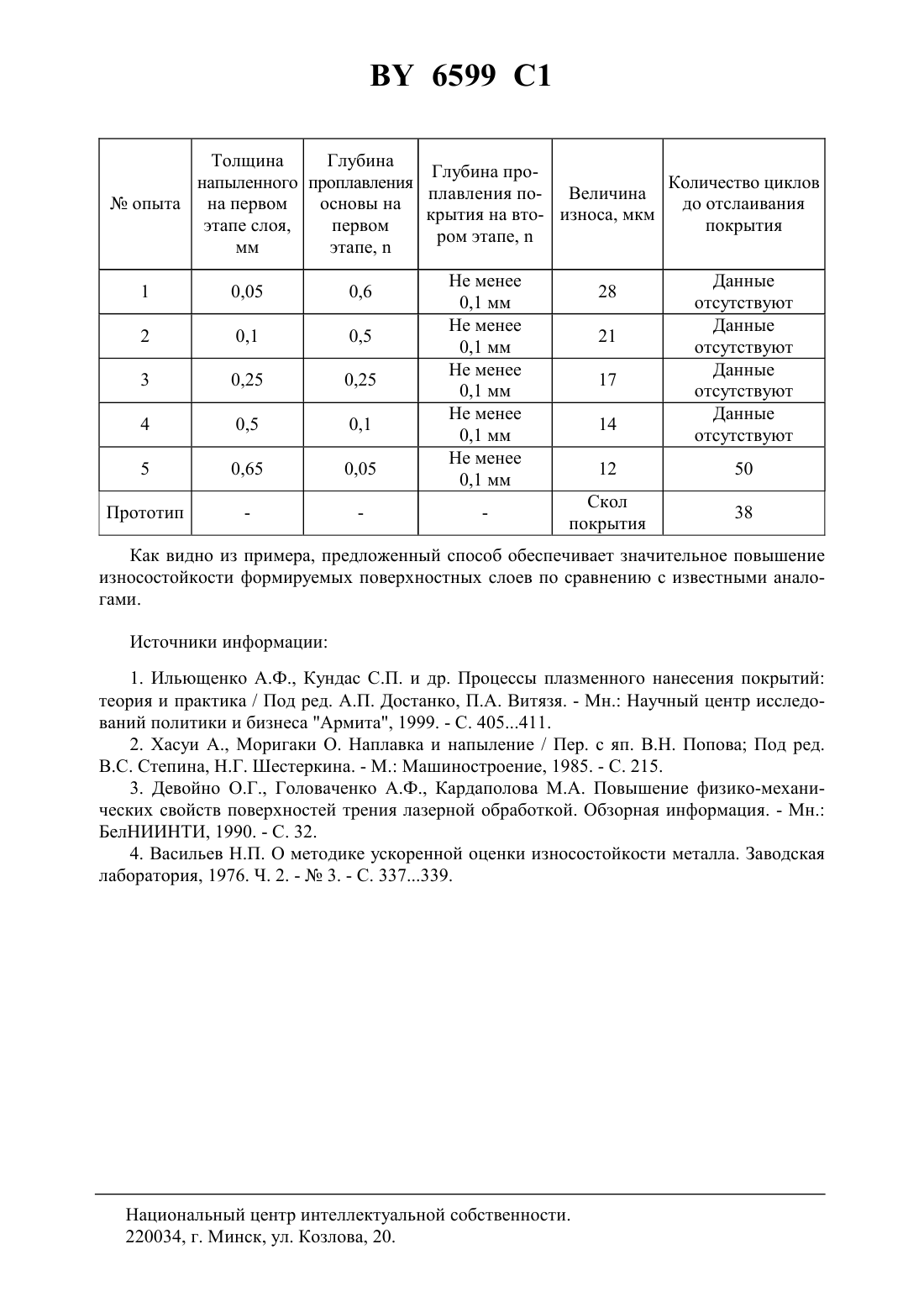
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ ИЗ ПОРОШКОВ САМОФЛЮСУЮЩИХСЯ СПЛАВОВ НА СТАЛЬНЫХ ИЗДЕЛИЯХ(71) Заявитель Белорусский национальный технический университет(72) Авторы Девойно Олег Георгиевич Пилипчук Андрей Петрович Кардаполова Маргарита Анатольевна Тюнякин Анатолий Сергеевич Волович Вячеслав Иванович(73) Патентообладатель Белорусский национальный технический университет(57) Способ получения покрытий из порошков самофлюсующихся сплавов на стальных изделиях, включающий газотермическое напыление порошка на изделие и последующую лазерную обработку, отличающийся тем, что формирование покрытий выполняют в два этапа, при этом на первом этапе производят газотермическое напыление слоя покрытия,составляющего 0,1-0,5 от требуемой толщины покрытия, и его лазерную обработку, обеспечивающую проплавление материала основы на глубину 0,1-0,5 от требуемой толщины покрытия, на втором этапе производят газотермическое напыление покрытия до требуемой толщины и его лазерную обработку, обеспечивающую проплавление слоя, полученного в результате выполнения операций первого этапа на глубину не менее 0,1 от требуемой толщины покрытия.(56) Девойно О.Г. и др. Повышение физико-механических свойств поверхностей трения лазерной обработкой. Обзорная информация. - Мн. БелНИИНТИ, 1990. - С. 32-34.2105826 1, 1998.2055940 С 1, 1996. Изобретение относится к области металлургии, в частности к получению покрытий на деталях машин и технологической оснастки, изготовленных из сталей и железоуглеродистых сплавов. Известен способ 1 получения покрытий из самофлюсующихся твердых сплавов системы -С-В- на стальных изделиях газотермическим напылением. После напыления покрытие указанного состава подвергают оплавлению для улучшения структуры покрытия и повышения уровня его сцепления с основой. Способ позволяет получать на поверхности деталей покрытия с высоким уровнем физико-механических свойств. Недостатками данного способа является то, что его реализация ограничена при использовании напыляемых материалов, значительно отличающихся по своим физикомеханическим свойствам от свойств материала основы, и кроме того, применение на этапе 6599 1 оплавления покрытия объемных методов оплавления (печной, газопламенной горелкой,плазменный, ТВЧ) не гарантирует получение качественного слоя для номенклатуры деталей, к которой предъявляются высокие требования по деформациям и структуре основного металла. При этом, в случае применения в качестве напыляемого материала, разнородного по отношению к материалу основы, после операции напыления полученная система покрытие-основа характеризуется высоким градиентом свойств по направлению нормали от покрытия к центру детали, т.е. резким изменением физико-механических свойств при переходе от материала покрытия к материалу основы. Различие температурных коэффициентов линейного расширения материалов покрытия и основы является причиной возникновения после операции оплавления в поверхностном слое остаточных напряжений. Данные остаточные напряжения являются причиной отслоения покрытий на деталях,работающих при высоких удельных нагрузках или в условиях термического и термомеханического циклирования. Известен способ 2 получения покрытий на деталях газотермическим напылением,позволяющий получать слой с плавным изменением состава покрытия при переходе от одного напыляемого материала к другому. Для этого сначала на основной металл напыляют подслой заданной толщины из сплава Со-С-А-. В процессе напыления этого слоя к порошковому металлическому сплаву Со-С начинают добавлять керамический порошок 2-25, доля которого, постепенно возрастая, достигает 100 , после чего напыляют только керамическое покрытие. Недостатками данного способа являются высокие требования по точности регулирования подачи порошковых напыляемых материалов, подбора порошков по размеру частиц, выбора оптимального режима нанесения покрытия, а также невозможность последующего оплавления. Наиболее близким к заявляемому техническому решению является способ 3 получения покрытий на деталях комбинированным методом газоплазменного напыления с последующим лазерным оплавлением покрытий. Использование лазерного луча в качестве источника нагрева на этапе оплавления покрытий позволяет значительно расширить номенклатуру восстанавливаемых деталей - длинномерных, крупногабаритных, сложнопрофильных. Недостатком прототипа является то, что в результате получается биметаллическое соединение покрытие-основа с резким градиентом по химическому составу, которое характеризуется высоким уровнем остаточных напряжений, что является причиной недостаточной износостойкости и адгезионной прочности покрытия. Задачей, решаемой изобретением, является повышение износостойкости формируемых поверхностных слоев тяжело нагруженных стальных деталей, работающих в условиях термического и термомеханического циклирования за счет более плавного изменения химического состава и физико-механических свойств по глубине покрытия. Решение поставленной задачи достигается тем, что в способе получения покрытий из порошков самофлюсующихся сплавов на стальных изделиях, включающем газотермическое напыление порошка на основу и последующую лазерную обработку, формирование покрытий выполняют в два этапа, при этом на первом этапе производят газотермическое напыление слоя покрытия, составляющего 0,10,5 от требуемой толщины покрытия, и его лазерную обработку, обеспечивающую проплавление материала основы на глубину 0,10,5 от требуемой толщины покрытия, на втором этапе производят газотермическое напыление покрытия до требуемой толщины и его лазерную обработку, обеспечивающую проплавление слоя, полученного в результате выполнения операций первого этапа на глубину не менее 0,1 от требуемой толщины покрытия. Реализация предлагаемого способа при названной последовательности операций обеспечивает решение поставленной задачи изобретения за счет следующих эффектов. При оплавлении газотермических покрытий движущимся лазерным лучом происходит интенсивное перемешивание зоны расплава, основной причиной которого является разность коэффициентов поверхностного натяжения по поверхности расплава, которая в 2 6599 1 свою очередь обуславливается разностью температур по поверхности. На интенсивность процесса перемешивания можно влиять, изменяя режимы лазерной обработки. В случае,когда в качестве покрытия используется разнородный по отношению к основе материал, в результате данного процесса происходит изменение химического состава покрытия. В том случае, когда материалы покрытия и основы (в данном случае -) характеризуются металлургической совместимостью, то возможно образование в результате кристаллизации расплава покрытия, которое не будет иметь резких перепадов по глубине по химическому составу, а следовательно, и по механическим свойствам. При этом можно влиять на степень сглаженности данного перепада, варьируя глубину проплавления материала основы в пределах 0,10,5 от толщины покрытия, которая выбирается из условия функционирования конкретной детали. При этом при проплавлении материала основы на глубину 0,1 от толщины покрытия формируется слой с минимальной переходной зоной, обеспечивающей гарантированную прочность сцепления покрытия с основой. Применение поэтапного способа получения покрытий дает возможность влиять на характер изменения химического состава, а следовательно, и физико-механических свойств по глубине покрытия, что позволяет влиять на износостойкость детали с покрытием в целом. Напыление на первом этапе слоя менее 0,1 от требуемой толщины недопустимо, т.к. в этом случае при проплавлении материала основы на глубину 0,10,5 от требуемой толщины покрытия поверхностный слой практически не будет отличаться по своему химическому составу от химического состава материала основы, что объясняется интенсивным перемешиванием ванны расплава в процессе лазерной обработки. Поэтому выполнение последующих операций не позволит получить покрытие с плавным изменением химического состава и физико-механических свойств по глубине. Применение на первом этапе слоя более 0,5 от требуемой толщины нецелесообразно,т.к. в результате последующего лазерного оплавления технологически трудно сформировать переходную зону с плавным градиентом свойств. Изменение глубины оплавления покрытия на втором этапе в пределах от 0,6 до 1 требуемой толщины покрытия позволяет сформировать износостойкий поверхностный слой изделия с заданным характером изменения физико-механических свойств по глубине покрытия. Применение глубины проплавления на втором этапе менее 0,1 требуемой глубины нежелательно, так как при этом вследствие технологических погрешностей могут иметь место зоны с непереплавленной поверхностью. Пример. Проводили получение износостойких покрытий заявляемым способом на плоских образцах из стали Ст 3 сп диаметром 90 мм, толщиной 10 мм, предварительно очищенных дробеструйной обработкой от загрязнений и окисных пленок. В качестве покрытия использовали самофлюсующийся сплав ПГ-СР 4. Данное покрытие подвергалось лазерному переплаву с использованием лазерной установки непрерывного действия ЛГН-702 мощностью 800 Вт. Режимы лазерной обработки варьировали путем изменения скорости перемещения лазерного луча и диаметра луча. Износостойкость покрытий оценивали методом экспресс-испытаний, по методике,описанной 4, при следующих режимах Р 1,24 МПа 2 м/с в среде масла индустриального 20, контртело - трубка из твердого сплава ВК-6. Величину износа определяли по глубине канавки с помощью профилографа-профиллометра модели 252. Свойства покрытий в условиях термоциклирования проверяли путем нагрева образцов до температуры 250-300 на установке для закалки ТВЧ и последующем охлаждении в масле. При этом за показатель принималось количество циклов нагрев-охлаждение выдерживаемое образцом до повреждения покрытия. Результаты испытаний представлены в таблице. 3 6599 1 Толщина Глубина Глубина пронапыленного проплавления Количество циклов плавления по- Величинаопыта на первом основы на до отслаивания крытия на вто- износа, мкм этапе слоя,первом покрытия ром этапе,мм этапе,1 Не менее 0,1 мм Не менее 0,1 мм Не менее 0,1 мм Не менее0,1 мм Не менее 0,1 мм Данные отсутствуют Данные отсутствуют Данные отсутствуют Данные отсутствуют Как видно из примера, предложенный способ обеспечивает значительное повышение износостойкости формируемых поверхностных слоев по сравнению с известными аналогами. Источники информации 1. Ильющенко А.Ф., Кундас С.П. и др. Процессы плазменного нанесения покрытий теория и практика / Под ред. А.П. Достанко, П.А. Витязя. - Мн. Научный центр исследований политики и бизнеса Армита, 1999. - С. 405411. 2. Хасуи А., Моригаки О. Наплавка и напыление / Пер. с яп. В.Н. Попова Под ред. Степина, Н.Г. Шестеркина. - М. Машиностроение, 1985. - С. 215. 3. Девойно О.Г., Головаченко А.Ф., Кардаполова М.А. Повышение физико-механических свойств поверхностей трения лазерной обработкой. Обзорная информация. - Мн. БелНИИНТИ, 1990. - С. 32. 4. Васильев Н.П. О методике ускоренной оценки износостойкости металла. Заводская лаборатория, 1976. Ч. 2. -3. - С. 337339. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: C23C 4/18
Метки: изделиях, стальных, сплавов, получения, самофлюсующихся, способ, покрытий, порошков
Код ссылки
<a href="https://by.patents.su/4-6599-sposob-polucheniya-pokrytijj-iz-poroshkov-samoflyusuyushhihsya-splavov-na-stalnyh-izdeliyah.html" rel="bookmark" title="База патентов Беларуси">Способ получения покрытий из порошков самофлюсующихся сплавов на стальных изделиях</a>
Способ получения покрытий из самофлюсующихся сплавов на чугунных изделиях
Номер патента: 2560
Опубликовано: 30.12.1998
Авторы: Федорцев Валерий Александрович, Девойно Олег Георгиевич, Кардаполова Маргарита Анатольевна, Тимофеев Анатолий Васильевич, Присевок Альберт Фомич, Федорцев Ростислав Валерьевич, Беляев Геннадий Яковлевич
МПК: C23C 4/08
Метки: покрытий, сплавов, получения, чугунных, изделиях, способ, самофлюсующихся
Текст:
...Лазерное оплавление (переплав) тонкого обкатанного поверхностного слоя обеспечивает полное растворение остатков свободного углерода в материале основы и формирование в условиях сверхбыстрого нагрева и охлаждения так называемого отбеленного чугуна. Дробеструйная обработка поверхности изделия после лазерной обработки обеспечивает очистку поверхности от шлаковых выделений и окисных пленок. Нанесение подслоя из термореагирующего...
Способ получения износостойких покрытий на металлических изделиях
Номер патента: 4078
Опубликовано: 30.09.2001
Авторы: Федорцев Ростислав Валерьевич, Федорцев Валерий Александрович, Кардаполова Маргарита Анатольевна, Беляев Геннадий Яковлевич, Девойно Олег Георгиевич
МПК: C23C 8/00, C23C 26/00
Метки: изделиях, металлических, получения, покрытий, способ, износостойких
Текст:
...- остальное. При этом в качестве ферромагнитного сплава используют ферромагнитный сплав железо-ванадий, а в качестве никелевого самофлюсующегося сплава - никелевый самофлюсующийся сплав ПГ-СР 4. Реализация предлагаемого способа с указанным составом смеси порошков и последовательностью операций обеспечивает достижение поставленной задачи изобретения за счет следующих эффектов. Использование смеси при содержании ферромагнитного сплава...
Способ наплавки токопроводящих контактных площадок из самофлюсующихся сплавов
Номер патента: 2029
Опубликовано: 30.03.1998
Авторы: Липай Геннадий Семенович, Самуйлов Евгений Михайлович, Беляев Геннадий Яковлевич, Ясенко Николай Николаевич, Яковлев Геннадий Васильевич, Лузин Владимир Михайлович, Еженков Григорий Григорьевич
МПК: B22D 19/00, B22D 19/02, B22D 19/01...
Метки: токопроводящих, сплавов, самофлюсующихся, контактных, способ, площадок, наплавки
Текст:
...детали, что значительно сужает область применения данного способа, особенно при наплавке контактных площадок на токоведущие элементы электрооборудования4. снижение экономической эффективности в связи с необходимостью механической обработки основы каждой детали с целью получения формы.Задачей изобретения является расширение технологических возможностей способа наплавки самофлюсующимися порошковыми сплавами с целью получения токопроводящих...
Способ получения защитно-декоративных покрытий в вакууме из нитрида титана на изделиях из металла, стекла, керамики
Номер патента: 215
Опубликовано: 30.12.1994
Автор: Кремко Е. В.
МПК: C23C 14/34
Метки: нитрида, способ, титана, получения, изделиях, вакууме, керамики, стекла, металла, защитно-декоративных, покрытий
Текст:
...потребления. Изделия из металла - это ложки, вилки. ножи. турки и др. посуда. Изделия из стекла - это линзы. вазы. витражные стекла стаканы. фужеры. сервизы и др. посуда. Изделия из керамики это облицовочная плитка. серви зы из керамики и фарфора. вазы и др. посу-потребления, особенно важен фактор проч ности сцепления покрытия с основой. а затем цвет изделий как декоративная характеристика. данное изобретение решает эту проблему....
Способ получения износостойкого покрытия на металлических изделиях
Номер патента: 5378
Опубликовано: 30.09.2003
Авторы: Девойно Олег Георгиевич, Федорцев Ростислав Валерьевич, Беляев Геннадий Яковлевич, Федорцев Валерий Александрович, Кардаполова Маргарита Анатольевна
МПК: C23C 8/00
Метки: способ, металлических, износостойкого, изделиях, получения, покрытия
Текст:
...мм позволяет использовать слой износостойкого порошка без клеевой составляющей, так как такая фольга, уложенная сверху на слой порошкового материала из 2 5378 1 любых компонентов, позволяет плотно прижать частички порошков к упрочняемой поверхности при постоянном наложении на изделие магнитного поля с магнитной индукцией 1,2-2,2 Тл в зоне обработки. Если толщина порошкового слоя меньше 0,1 мм, то она становится соизмеримой с толщиной...
Предыдущий патент: Сферическая опора
Следующий патент: Механизм линейного перемещения
Случайный патент: Сельскохозяйственная машина