Способ наплавки токопроводящих контактных площадок из самофлюсующихся сплавов
Номер патента: 2029
Опубликовано: 30.03.1998
Авторы: Беляев Геннадий Яковлевич, Яковлев Геннадий Васильевич, Лузин Владимир Михайлович, Липай Геннадий Семенович, Ясенко Николай Николаевич, Самуйлов Евгений Михайлович, Еженков Григорий Григорьевич
Текст
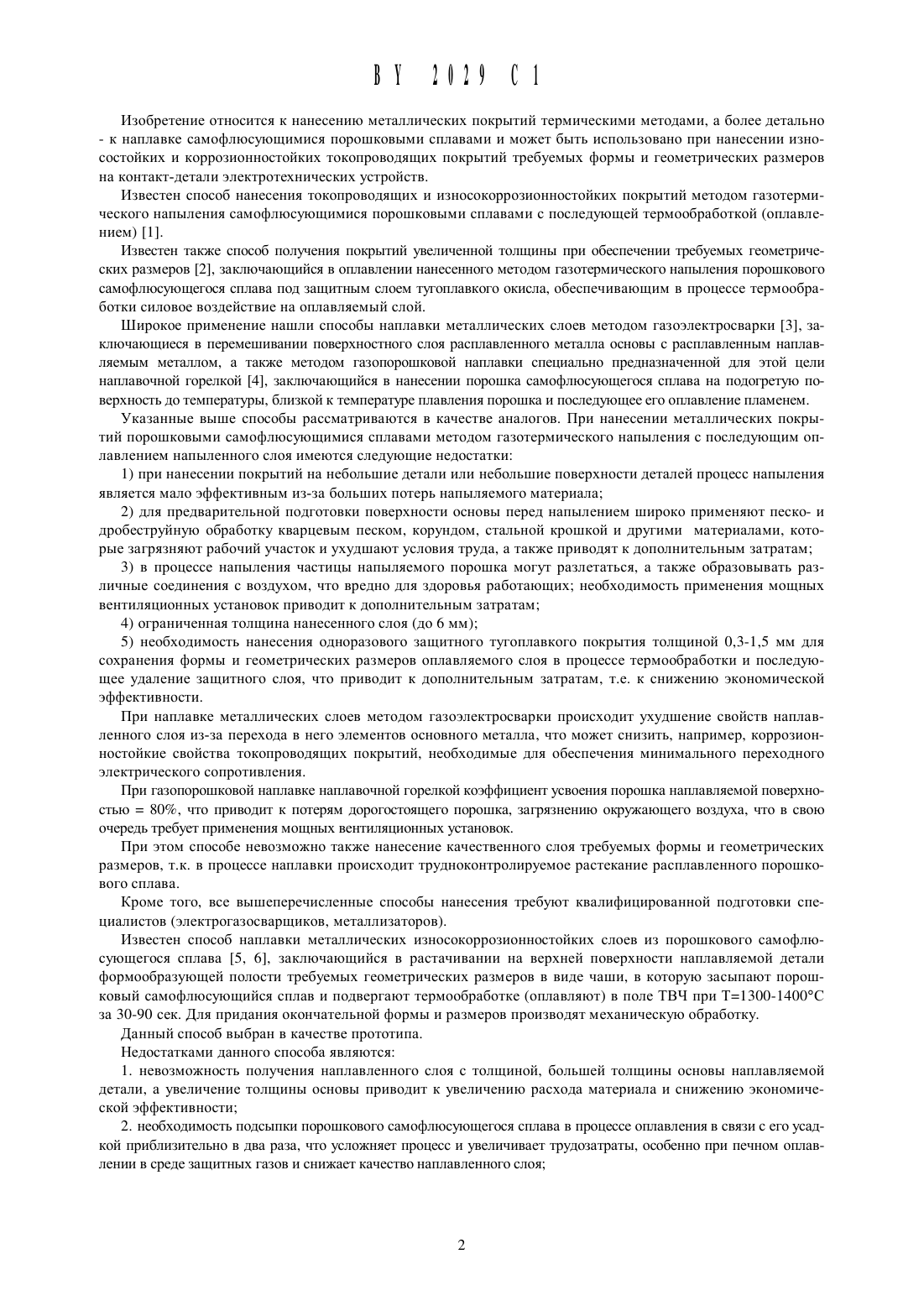
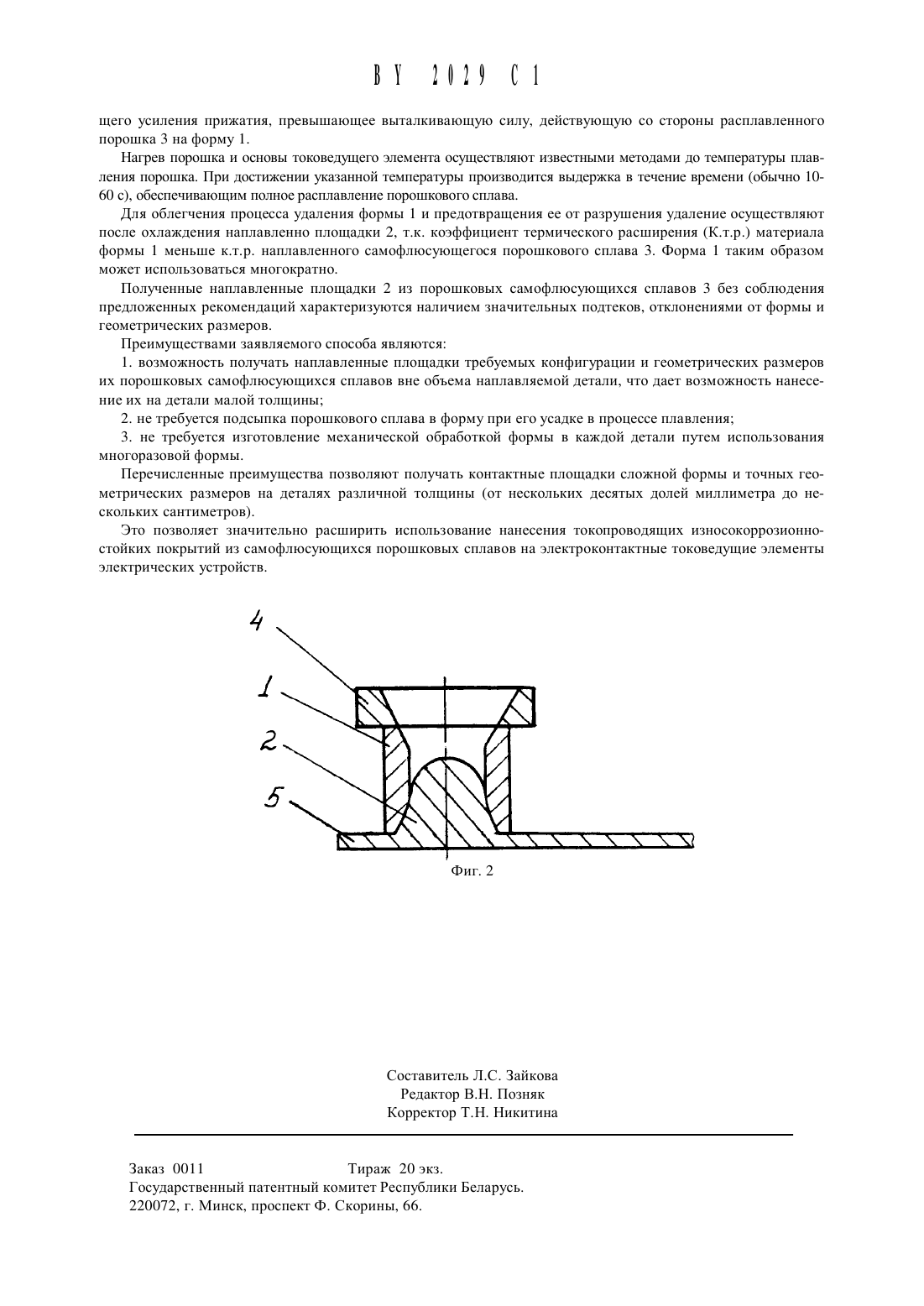
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ комитвт РЕСПУБЛИКИ БЕЛАРУСЬ(54) СПОСОБ НАПЛАВКИ ТОКОПРОВОДЯЩИХ КОНТАКТНЬТХ ПЛОЩАДОК ИЗ САМОФЛЮСУЮЩИХСЯ СПЛАВОВ(71) Заявитель Производственное объединение Витебскэнерго (В У)(73) Патентообладатель Производственное объединение Витебскэнерго (ВУ)1. Способ наплавки токопроводящих контактных площадок из самофлюсующихся сплавов, включающий выполнение формы, заполнение ее самофлюсующимся сплавом и термообработку, отличающийся тем, что форму выполняют из высокотемпературного материала, коэффициент термического расширения которого меньше коэффициента термического расширения самофлюсующегося сплава, после чего ее устанавливают на поверхность токоведущего элемента, а при заполнении формы самофлюсующимся сплавом выбирают его объем превышающим объем наплавляемой площадки пропорционально коэффициенту усадки при оплавлении.2. Способ по п.1, отличающийся тем, что форму выполняют из тугоплавкого металла, например титана.3. Способ по п.1, отличающийся тем, что форму выполняют из неразрушающихся в процессе быстрого нагрева высокотемпературных материалов на основе карбидов, нитридов, карбонитридов.1. Заявкв 2522 на выдачу патента РБ, МКИ Н 01 Н 1/02, Н 01 М 31/02, 1996.4. Породин А.М., Черкасская Л.П. Износостойкие наплавочные материалы и методы их наплавки.-М. НиИИмаШ, 1983.-С.23-34.5. Земсков Г.В. и др. Современные методы наплавки и наплавочные материалы (тезисы докладов), Харьков, 1975.6. Режущие свойства наплавок, получаемых при индукционном нагреве ТВЧ.-Киев, 1975 .-С.38.Изобретение относится к нанесению металлических покрытий термическими Методами, а более детально- к наплавке самофлюсующимися порошковыми сплавами и может быть использовано при нанесении износостойких и коррозионностойких токопроводяЩих покрытий требуемых формы и геометрических размеров на контакт-детали электротехнических устройств.Известен способ нанесения токопроводяЩих и износокоррозионностойких покрытий методом газотермического напыления самофлюсующимися порошковыми сплавами с последующей термообработкой (оплавлением) 1.Известен также способ получения покрытий увеличенной толщины при обеспечении требуемых геометрических размеров 2, заключающийся в оплавлении нанесенного методом газотермического напыления порошкового самофлюсующегося сплава под защитным слоем тугоплавкого окисла, обеспечивающим в процессе термообработки силовое воздействие на оплавляемь 1 й слой.Широкое применение нашли способы наплавки металлических слоев методом газоэлектросварки З, заключающиеся в перемешивании поверхностного слоя расплавленного металла основы с расплавленным наплавляемь 1 м металлом, а также методом газопорошковой наплавки специально предназначенной для этой цели наплавочной горелкой 4, заключающийся в нанесении порошка самофлюсующегося сплава на подогретую поверхность до температуры, близкой к температуре плавления порошка и последующее его оплавление пламенем.Указанные выше способы рассматриваются в качестве аналогов. При нанесении металлических покрытий порошковыми самофлюсующимися сплавами методом газотермического напыления с последующим оплавлением напыленного слоя имеются следующие недостатки1) при нанесении покрытий на небольшие детали или небольшие поверхности деталей процесс напыления является мало эффективным из-за больших потерь напыляемого материала2) для предварительной подготовки поверхности основы перед напылением широко применяют песко- и дробеструйную обработку кварцевым песком, корундом, стальной крошкой и другими материалами, которые загрязняют рабочий участок и ухудшают условия труда, а также приводят к дополнительным затратам3) в процессе напыления частицы напыляемого порошка могут разлетаться, а также образовывать различные соединения с воздухом, что вредно для здоровья работающих необходимость применения мощных вентиляционных установок приводит к дополнительным затратам4) ограниченная толщина нанесенного слоя (до 6 мм)5) необходимость нанесения одноразового защитного тугоплавкого покрытия толщиной 0,3-1,5 мм для сохранения формы и геометрических размеров оплавляемого слоя в процессе термообработки и последующее удаление защитного слоя, что приводит к дополнительным затратам, т.е. к снижению экономической эффективности.При наплавке металлических слоев методом газоэлектросварки происходит ухудшение свойств наплавленного слоя из-за перехода в него элементов основного металла, что может снизить, например, коррозионностойкие свойства токопроводяЩих покрытий, необходимые для обеспечения минимального переходного электрического сопротивления.При газопорошковой наплавке наплавочной горелкой коэффициент усвоения порошка наплавляемой поверхностью 80, что приводит к потерям дорогостоящего порошка, загрязнению окружающего воздуха, что в свою очередь требует применения мощных вентиляционных установок.При этом способе невозможно также нанесение качественного слоя требуемых формы и геометрических размеров, т.к. в процессе наплавки происходит трудноконтролируемое растекание расплавленного порошкового сплава.Кроме того, все вышеперечисленные способы нанесения требуют квалифицированной подготовки специалистов (электрогазосварщиков, металлизаторов).Известен способ наплавки металлических износокоррозионностойких слоев из порошкового самофлюсующегося сплава 5, 6, заключающийся в растачивании на верхней поверхности наплавляемой детали формообразующей полости требуемых геометрических размеров в виде чаши, в которую засыпают порошковый самофлюсующийся сплав и подвергают термообработке (оплавляют) в поле ТВЧ при Т 1300-1400 С за 30-90 сек. Для придания окончательной формы и размеров производят механическую обработку.Данный способ выбран в качестве прототипа.Недостатками данного способа являются1. невозможность получения наплавленного слоя с толщиной, большей толщины основы наплавляемой детали, а увеличение толщины основы приводит к увеличению расхода материала и снижению экономической эффективности2. необходимость подсыпки порошкового самофлюсующегося сплава в процессе оплавления в связи с его усадкой приблизительно в два раза, что усложняет процесс и увеличивает трудозатраты, особенно при печном оплавлении в среде защитных газов и снижает качество наплавленного слоя3. Невозможность получения наплавленного слоя требуемых формы и размеров вне объема основы наплавляемой детали, что значительно сужает область применения данного способа, особенно при наплавке контактных площадок на токоведущие элементы электрооборудования4. снижение экономической эффективности в связи с необходимостью механической обработки основы каждой детали с целью получения формы.Задачей изобретения является расширение технологических возможностей способа наплавки самофлюсующимися порошковыми сплавами с целью получения токопроводящих контактных площадок требуемых формы и геометрических размеров на контактирующих токоведущих элементах электротехнических устройств.Поставленная задача достигается тем, что при наплавке токопроводяЩих контактных площадок из самофлюсующихся сплавов, включающей выполнение формы, заполнение ее самофлюсующимся сплавом И термообработку, форму выполняют из высокотемпературного материала, коэффициент термического расширения которого меньше коэффициента термического расширения самофлюсуюшегося сплава, после чего ее устанавливают на поверхность токоведущего элемента, а при заполнении формы самофлюсующимся сплавом выбирают его объем превышающим объем наплавляемой площадки пропорционально коэффициенту усадки при оплавлении, при этом форму выполняют из тугоплавкого металла, например, титана, или Из неразрушающихся в процессе быстрого нагрева высокотемпературных материалов на основе карбидов, нитридов, карбонитридов.Таким образом, заявляемый способ наплавки токопроводяЩих контактных площадок из самофлюсующихся сплавов соответствует критерию Новизна.Сравнение заявляемого решения не только с прототипом, но И с другими техническими решениями в данной области техники и технологии, позволило выявить ряд признаков, отличающих заявляемое решение от прототипа и его аналогов, что дает основание сделать вывод о соответствии критерию избирательский уровень.На фиг.1 Изображен процесс наплавки до начала оплавления самофлюсуюшегося порошкового сплава, на фиг.2 - после оплавления.Способ осуществляется следующим образом.Из неразрушающихся в процессе быстрого нагрева высокотемпературных материалов на основе карбидов, нитридов, карбонитридов или тугоплавких металлов, например, титана, изготавливают форму 1, внутренняя поверхность которой повторяет заданные конфигурацию И геометрические размеры наплавляемой контактной площадки. При этом для устранения эффекта сцепления наплавляемого сплава 3 с материалом формы 1, приводящего к его разрушению, внутреннюю поверхность формы 1 термообрабатывают в зависимости от свойств материала. Тугоплавкий металл термообрабатывают до получения окисной пленки путем нагрева в воздушной среде до температуры, близкой к температуре плавления методом газопламенного нагрева или нагрева в печи.Термообработку формы 1 из высокотемпературных материалов на основе карбидов, нитридов, карбонитридов осуществляют методом газопламенного нагрева до получения оплавленной поверхности в виде стекловидной пленки. Полностью нагревать всю форму до температуры плавления не рекомендуется, так как она может потерять первоначальные конфигурацию и размеры. Кроме того, форма 1 должна быть выполнена из вышеуказанных материалов, имеющих коэффициент термического расширения, меньше коэффициента термического расширения наплавляемого сплава 3. Все это позволяет свободно извлекать после термообработки форму 1 с контактной площадки 2, т.е. использовать ее многоразово. Учитывая, что самофлюсующиеся порошковые сплавы 3 дают при оплавлении значительную усадку, внутреннюю полость формы 1 Изготавливают из двух частей, одна из которых предназначена для придания заданных конфигурации и размеров наплавляемой площадки 2, а вторая - для размещения дополнительного объема порошкового сплава 3, предназначенного для компенсации усадки в процессе оплавления. Объем второй части формы 1 выбирается с учетом коэффициента усадки К 2-2,5.Толщину стенки формы 1 выбирают Исходя из прочностных характеристик материала формы 1 И методов термообработки. Например, при оплавлении в печи толщина стенки формы 1 практически не влияет на процесс нагрева и оплавления порошкового сплава 3, в то время как при газопламенном нагреве толщину стенки изготавливают минимальной с целью увеличения скорости нагрева И оплавления порошкового сплава.Наплавляемую поверхность основы токоведущего элемента 5 очищают от загрязнений, жировых И окисных пленок.Изготовленную форму 1 устанавливают на наплавляемую поверхность основы токоведущего элемента 5. В образованную таким образом чашу засыпают порошок самофлюсуюшегося сплава, например, ПГ -12 Н-01. Количество засыпаемого порошка должно быть по объему больше объема наплавляемой площадки пропорционально коэффициенту усадки К при оплавлении. При необходимости для того, чтобы оболочка не всплыла при расплавлении порошка, ее необходимо прижать к основе с помощью груза 4, обеспечиваю ВУ 2029 С 1щего усиления прижатия, превышающее выталкивающую силу, действующую со стороны расплавленного порошка 3 на форму 1.Нагрев порошка И основы тоКоведуЩего элемента осуществляют известными Методами до температуры плавления порошка. При достижении указанной температуры производится выдержка в течение времени (обычно 1060 с), обеспечивающим полное расплавление порошкового сплава.Для облегчения процесса удаления формы 1 и предотвращения ее от разрушения удаление осуществляют после охлаждения наплавленно площадки 2, т.к. коэффициент термического расширения (К.т.р.) материала формы 1 меньше к.т.р. наплавленного самофлюсующегося порошкового сплава 3. Форма 1 таким образом может использоваться многократно.Полученные наплавленные площадки 2 из порошковых самофлюсующихся сплавов 3 без соблюдения предложенных рекомендаций характеризуются наличием значительных подтеков, отклонениями от формы и геометрических размеров.Преимуществами заявляемого способа являются1. возможность получать наплавленные площадки требуемых конфигурации и геометрических размеров их порошковых самофлюсующихся сплавов вне объема наплавляемой детали, что дает возможность нанесение их на детали малой толщины2. не требуется подсыпка порошкового сплава в форму при его усадке в процессе плавления3. не требуется изготовление механической обработкой формы в каждой детали путем использования многоразовой формы.Перечисленные преимущества позволяют получать контактные площадки сложной формы и точных геометрических размеров на деталях различной толщины (от нескольких десятых долей миллиметра до нескольких сантиметров).Это позволяет значительно расширить использование нанесения токопроводящих износокоррозионностойких покрытий из самофлюсующихся порошковых сплавов на электроконтактные токоведущие элементы электрических устройств.Заказ 0011 Тираж 20 экз. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B22D 19/01, B22D 19/02, H01R 13/03, B22D 19/00
Метки: самофлюсующихся, наплавки, токопроводящих, способ, контактных, сплавов, площадок
Код ссылки
<a href="https://by.patents.su/4-2029-sposob-naplavki-tokoprovodyashhih-kontaktnyh-ploshhadok-iz-samoflyusuyushhihsya-splavov.html" rel="bookmark" title="База патентов Беларуси">Способ наплавки токопроводящих контактных площадок из самофлюсующихся сплавов</a>
Состав порошка для наплавки
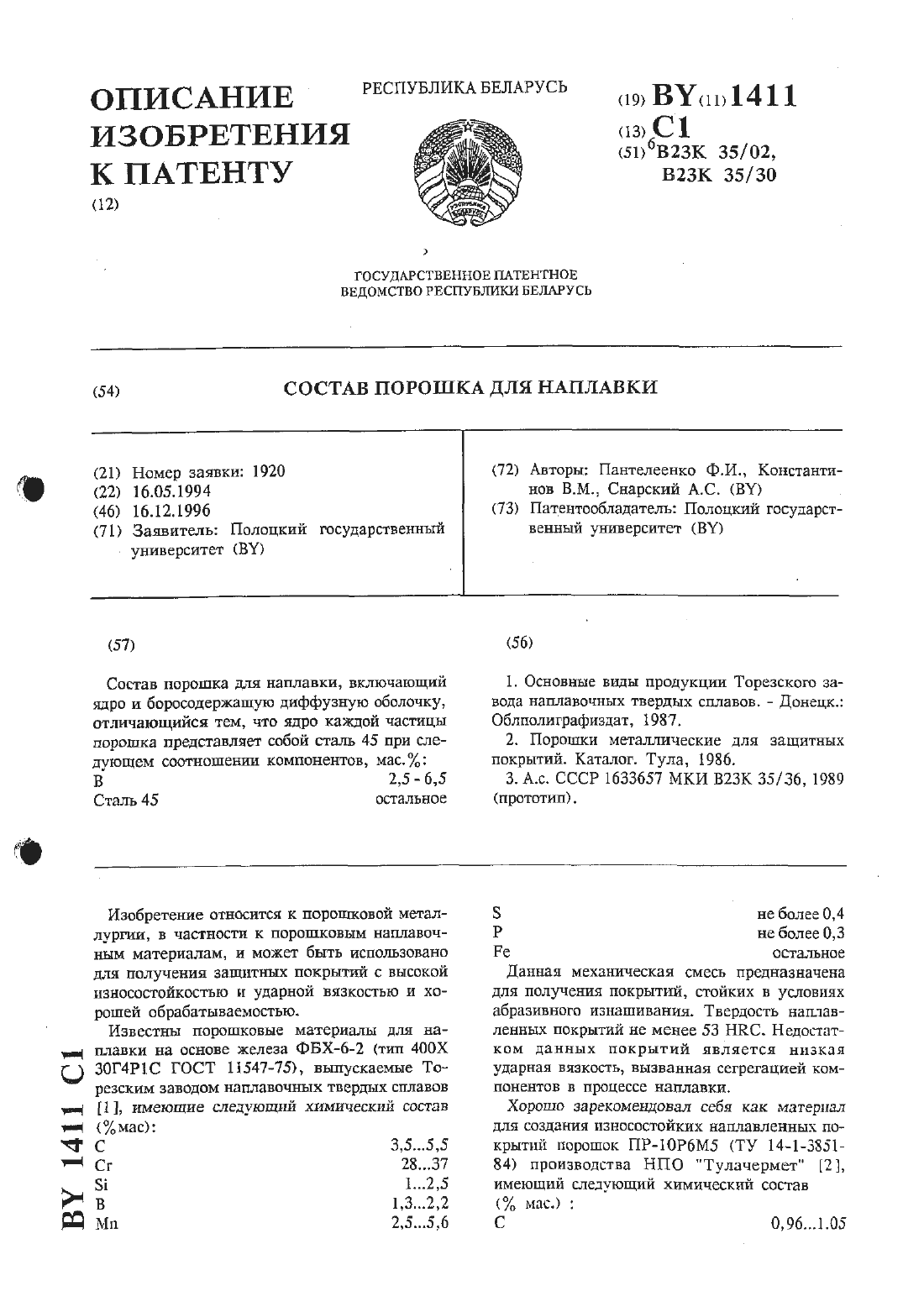
Номер патента: 1411
Опубликовано: 16.12.1996
Авторы: Пантелеенко Федор Иванович, Константинов Валерий Михайлович, Снарский Андрей Станиславович
МПК: B23K 35/02, B23K 35/30
Метки: порошка, состав, наплавки
Текст:
...1980 г.) - 3300 руб/т. А в качестве исходного материала в заявляемом варианте использована сталь 45 , цена которой(по тем же данным) 160 руб/т. Ввиду того,что качественное соотношение Цен сохраниг лось, можно сказать, что заявляемый порошок дешевле прототипа в 20 раз.Из-за отсутствия в хим. составе заявляемого порошка таких легирующих элементов как и,Ст, 1/ - повышается по сравнению с прототипом критическая скорость закалки и покрытия...
Электронагреватель текучих токопроводящих сред

Номер патента: 2048
Опубликовано: 30.03.1998
Авторы: Прищепов Михаил Александрович, Рутковский Иосиф Геннадьевич, Герасимович Леонид Степанович
МПК: H05B 3/60
Метки: текучих, токопроводящих, сред, электронагреватель
Текст:
...нормальноразомкнутые собственные контакты и контакты электромагнитных реле подключены к источнику питания, обмотки электромагнитных реле через регулируемые сопротивления подключены к тем же промежуточным электродам, что и добавочные сопротивления, и электродам, находящимся напротив их по ходу движения обрабатываемой среды. Все электроды электронагревателя установлены один за другим плоскостью перпендикулярно каналу для прохождения...
Способ обработки выводных рамок из железоникелевых сплавов перед золочением
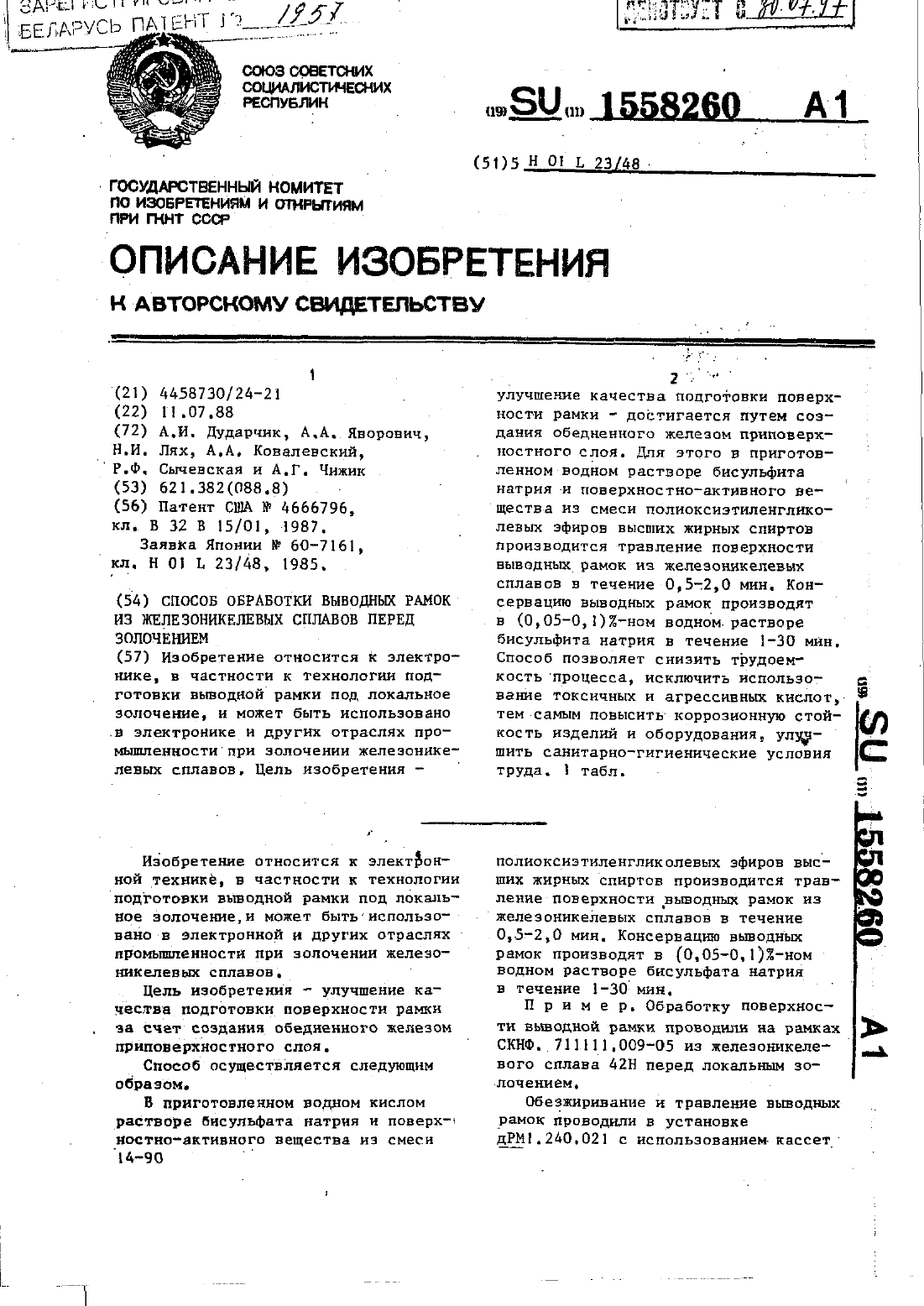
Номер патента: 1957
Опубликовано: 30.12.1997
Авторы: Чижик Александр Георгиевич, Ковалевский Александр Адамович, Лях Николай Иванович, Сычевская Регина Фоминична, Дударчик Анатолий Иванович, Яворович Алексей Алексеевич
МПК: H01L 23/48
Метки: способ, железоникелевых, выводных, рамок, золочением, обработки, сплавов
Текст:
...пятен, протравов и раковин помещали в ванну с раствором для консервации, затем использовали и для золочения. Определив ВРЗМН золочения рамок по контрольному процессу длн обеспеченя толщины (1,03,0) мкм помещали их по 12 штук в установку для локального ЗОЛОЧЕНИВ выводных рамок и проводили локальноепосле золочения выводные рамки выгружались и проводилась оценка их качества и толщины. Оцена толщины проводилась весовым методом.Внешний вид...
Способ получения металлов и сплавов и устройство для его осуществления
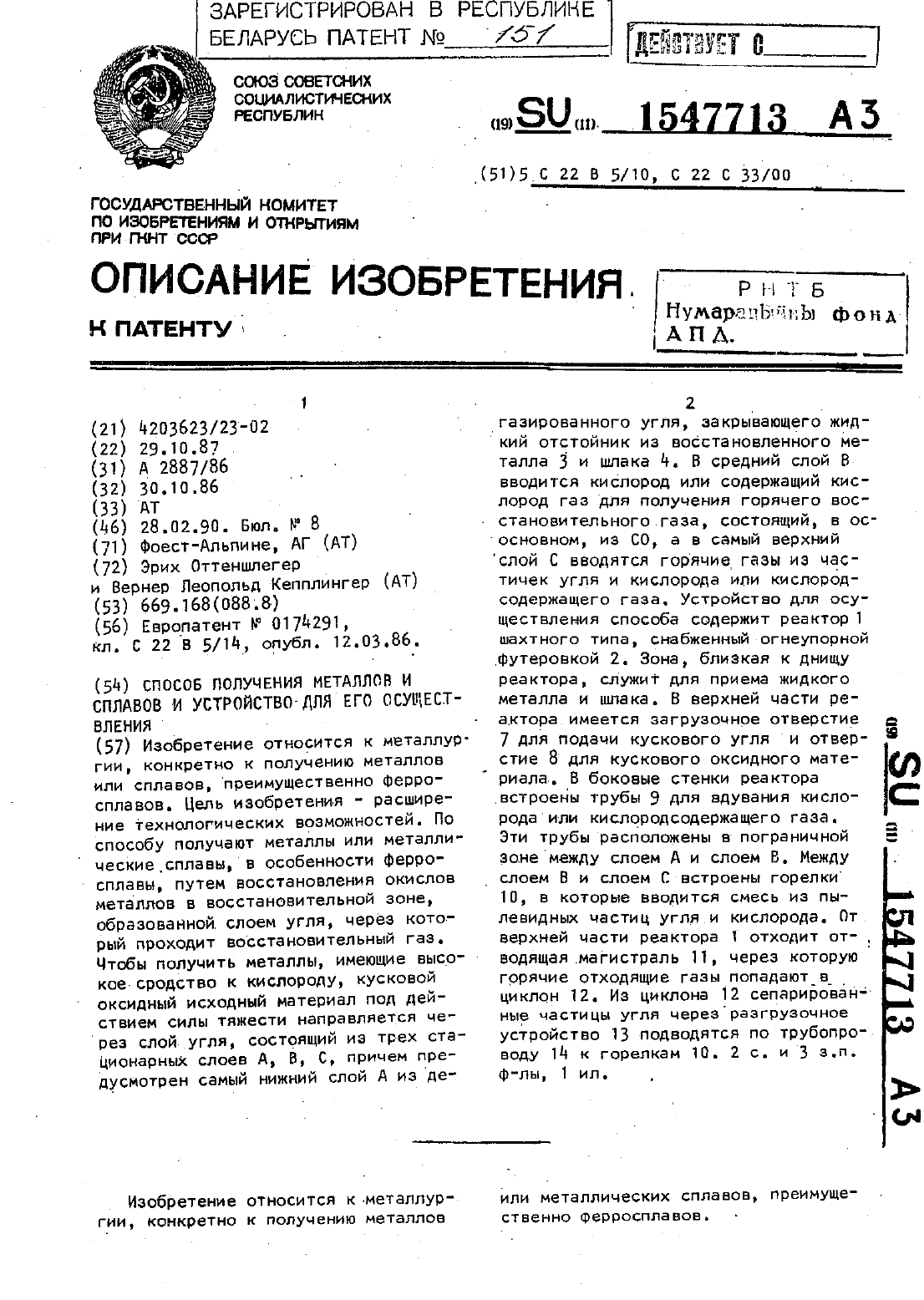
Номер патента: 151
Опубликовано: 30.09.1994
Авторы: Вернер Леопольд Кепплингер, Эрих Оттеншлегер
МПК: C22C 33/00, C22B 5/10
Метки: металлов, получения, устройство, сплавов, осуществления, способ
Текст:
...разрушения зерен проверя ЭТСЯ ТЕМ, ЧТО ФРЭКЦИН ИЗ ЧЭСТИЦ ОТ72 дМ 3. После охлаждения путем промывки холодным инертным газом опредеЛЯЕТСЯ РЭСПРЭДВЛЭНИЭ КУСКОВ (ПО ФРЭК циям).Начертеже представлена схема реактора для взаимодействия газов с расплавом металла с присоединнемыми к нему дополнительными устройствами.Устройство содержит реактор 1 шахтного типа, снабженный огнеупорной футеровкой 2. Зона, близкая к днищу реактора, служит для приема...
Способ получения металлов и сплавов и установка для его осуществления
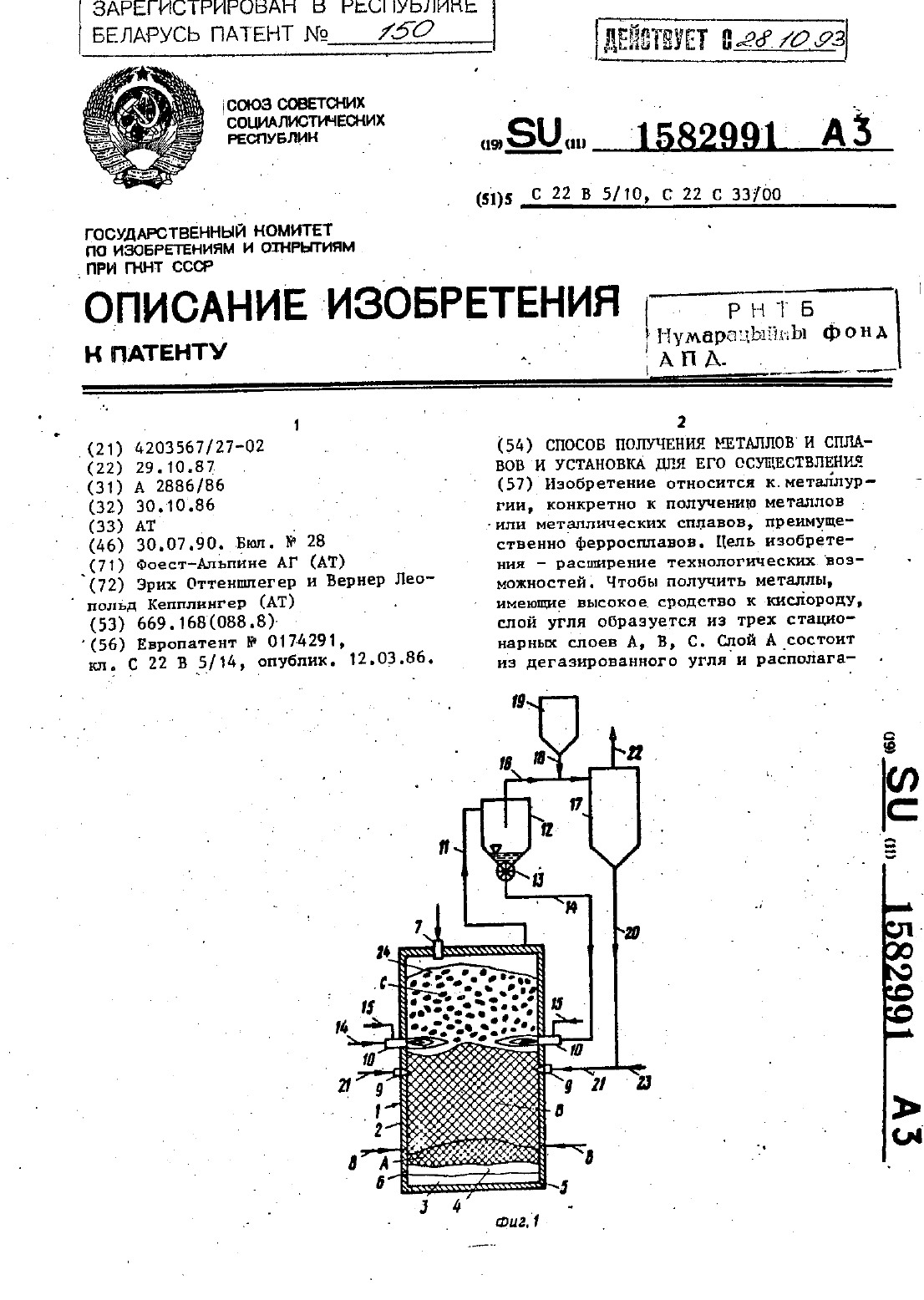
Номер патента: 150
Опубликовано: 30.09.1994
Авторы: Вернер Леопольд Кепплингер, Эрих Оттеншлегер
МПК: C22B 5/10, C22C 33/00
Метки: способ, получения, сплавов, установка, осуществления, металлов
Текст:
...охлаждаться И сжиматься И через НО ЭЗГРУЗОЧНОВ ОТВЕРСТИЕ 7 ДЛЯ Подачи магистраль 23 вдуваться в магистраль ькускового угля. Вьше отстойнике для 21 в качестве транспортирующего среджидких металла и шлака обраэованста- ства. ч.Ционарньй слой угля, состоящий из Способ осуществляется следующим трех слоев А - из дегазированного 3 О образом. - - УГЛЯ, ЧЕРЕЗ К 0 Т 0 РЬЙНеПР 0 ПУСКаЮТСН Загруженньй в верхнюю часть реак- газы, находящийся над...
Предыдущий патент: Разъединитель высоковольтный
Следующий патент: Устройство регулирования угла опережения зажигания
Случайный патент: Алмазный круг на металлической связке