Способ получения износостойких покрытий на металлических изделиях
Номер патента: 4078
Опубликовано: 30.09.2001
Авторы: Федорцев Валерий Александрович, Федорцев Ростислав Валерьевич, Кардаполова Маргарита Анатольевна, Беляев Геннадий Яковлевич, Девойно Олег Георгиевич
Текст
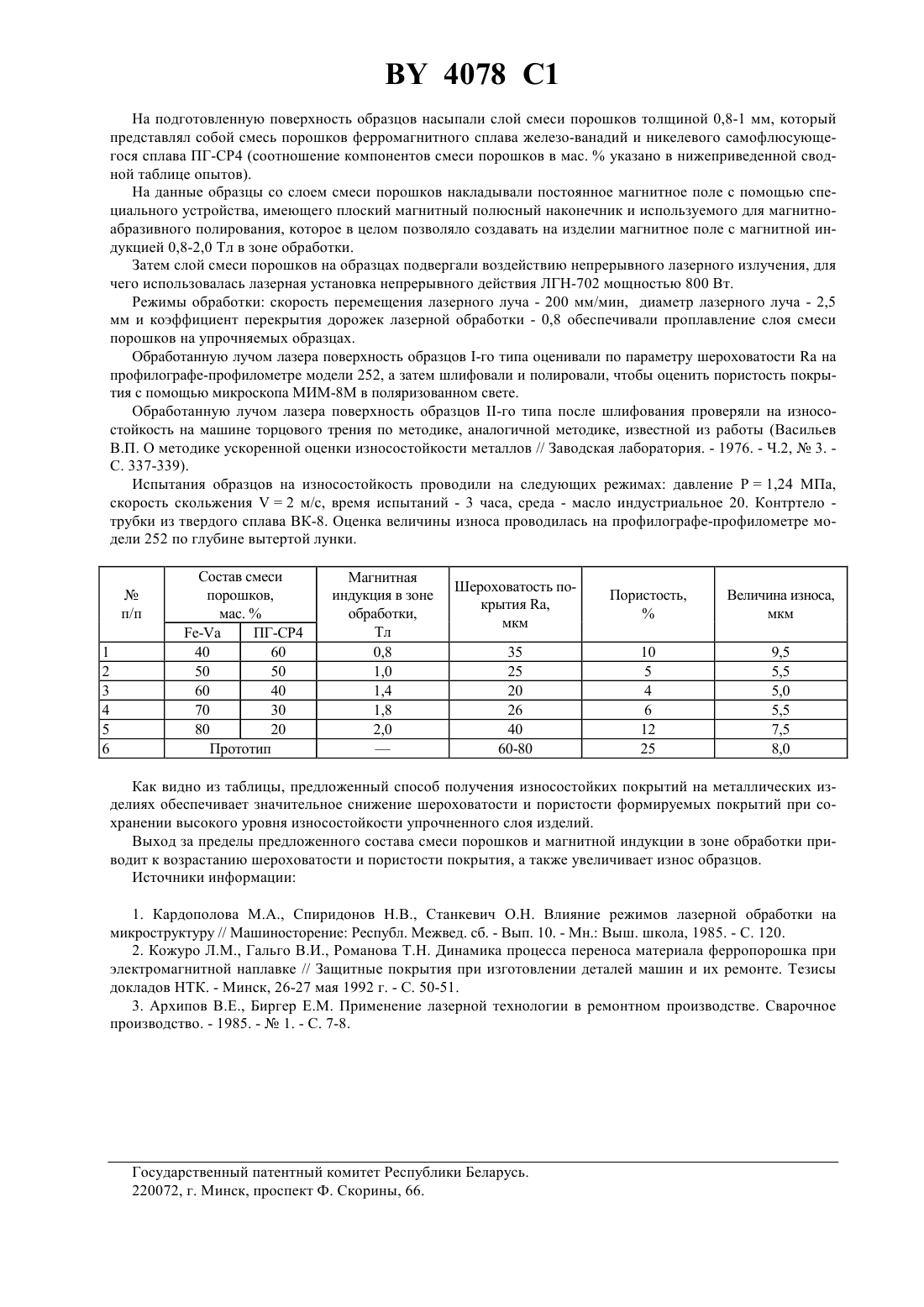
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЯХ(71) Заявитель Белорусская государственная политехническая академия(73) Патентообладатель Белорусская государственная политехническая академия(57) 1. Способ получения износостойких покрытий на металлических изделиях, включающий нанесение на упрочняемую поверхность изделий смеси порошков и последующее воздействие лазерным излучением, отличающийся тем, что воздействие лазерным излучением осуществляют при наложении на изделие постоянного магнитного поля с магнитной индукцией 1,0-1,8 Тл в зоне обработки, а в качестве смеси порошков используют порошки ферромагнитного и никелевого самофлюсующегося сплавов при следующем соотношении, мас.ферромагнитный сплав 50-70 никелевый самофлюсующийся сплав остальное. 2. Способ по п. 1, отличающийся тем, что в качестве ферромагнитного сплава используют ферромагнитный сплав железо-ванадий, а в качестве никелевого самофлюсующегося сплава -никелевый самофлюсующийся сплав ПГ-СР 4.(56) Архипов В.Е. и др. Применение лазерной технологии в ремонтном производстве // Сварочное производство.1985. -1. - С. 7-8.2105826 С 1, 1998. Кожуро Л.М. и др. Динамика процесса переноса материала ферропорошка при электромагнитной наплавке. Защитные покрытия при изготовлении деталей машин и их ремонте Тезисы докладов НТК. - Минск,26-27 мая 1992 г. - С. 50-51. Изобретение относится к области металлургии, в частности к получению износостойких покрытий из порошковых материалов на деталях машин и технологической оснастки, изготовленных из сталей и железоуглеродистых сплавов. Известен способ получения покрытий из самофлюсующихся твердых сплавов системы-- В -газопламенным напылением 1. После газопламенного напыления покрытия указанного состава подвергают оплавлению для получения монолитного сцепления покрытия с основой. С целью избежания объемного разогрева деталей в процессе оплавления в качестве источника нагрева используют луч лазера. Высокие скорости нагрева и охлаждения покрытия, имеющие место при лазерной обработке, кроме того способствуют формированию специфической мелкодисперсной структуры с повышенным комплексом физикомеханических и эксплуатационных свойств. Недостатком известного способа является объемный разогрев упрочняемой поверхности при напылении, который может привести к короблению изделий, особенно нежестких (тонкостенных, в виде листов, полос и т.д.), а также повышенные энергозатраты на газотермическое напыление покрытия и экологические вредности, присущие этому технологическому методу в целом. 4078 1 Известен способ получения покрытий на деталях электромагнитной наплавкой с использованием ферромагнетиков - и - за счет химических реакций и механического перемешивания расплава поверхности детали и материала ферропорошка, находящихся в магнитном поле 2. Недостатком данного способа является образование переходного слоя с низкими физико-механическими свойствами при достижимой толщине электромагнитных покрытий всего 400-600 мкм, что является недостаточным для практики с учетом припуска на окончательную механическую обработку. Наиболее близким к заявляемому является способ, включающий нанесение на упрочняемую поверхность шликера с клеевой составляющей и последующее воздействие на него лазерным излучением 3. Недостатком прототипа является повышенная пористость и шероховатость покрытия, которая возникает,во-первых, из-за испарения и газообразования компонентов клеевой составляющей шликера и, во-вторых,вследствие выгорания связки на границе зоны проплавления. Для ряда деталей, например матриц и пуансонов при производстве стеклянных и пластмассовых изделий, такая пористость является неприемлемой. Указанные особенности известного способа не позволяют формировать качественные покрытия на рабочих поверхностях типовых деталей машин и технологической оснастки, ибо технология прототипа реализуется только в ремонтном производстве при упрочнении локальных участков восстанавливаемых поверхностей,например гнезда под клапана в двигателях. Отметим также, что при этом имеют место снижение прочности сцепления сформированного покрытия с основой изделия за счет не всегда качественного лазерного расплавления покрытия в местах выхода на подложку клеевой составляющей, а испарение клеевой составляющей в процессе оплавления шликера лучом лазера создает экологическую вредность при производстве изделий. Задачей, решаемой изобретением, является повышение качества покрытия, в частности за счет снижения его пористости и шероховатости при сохранении высокого уровня износостойкости упрочненного слоя. Поставленная задача достигается тем, что в способе получения износостойких покрытий на металлических изделиях, включающем нанесение на упрочняемую поверхность изделий смеси порошков и последующее воздействие лазерным излучением, воздействие лазерным излучением осуществляют при наложении на изделие постоянного магнитного поля с магнитной индукцией 1,0-1,8 Тл в зоне обработки, а в качестве смеси порошков используют порошки ферромагнитного и никелевого самофлюсующегося сплавов при следующем соотношении, мас.ферромагнитный сплав - 50-70 никелевый самофлюсующийся сплав - остальное. При этом в качестве ферромагнитного сплава используют ферромагнитный сплав железо-ванадий, а в качестве никелевого самофлюсующегося сплава - никелевый самофлюсующийся сплав ПГ-СР 4. Реализация предлагаемого способа с указанным составом смеси порошков и последовательностью операций обеспечивает достижение поставленной задачи изобретения за счет следующих эффектов. Использование смеси при содержании ферромагнитного сплава железо-ванадий (-) в количестве 50-70 мас. , обеспечивает (при постоянном наложении на изделие магнитного поля с магнитной индукцией 1,0-1,8 Тл в зоне обработки) образование устойчивого каркаса-сетки из частиц ферромагнетика, который удерживает остальные частицы на упрочняемой поверхности изделия в процессе обработки. Количество частиц порошка ферромагнетика - менее 50 мас.уменьшает удерживающую способность этого каркаса даже при верхнем значении заявленного предела магнитной индукции в зоне обработки. Количество частиц порошка ферромагнетика - более 70 мас.резко уменьшает содержание никелевого самофлюсующегося сплава ПГ-СР 4 в составе шликера, что сказывается на износостойкости формируемого покрытия. Процесс воздействия лазерного излучения на нанесенную на поверхность смесь порошков должен проходить при постоянном наложении на изделие магнитного поля с магнитной индукцией в зоне обработки в пределах 1,0-1,8 Тл, что обусловлено необходимостью обеспечить жесткость каркаса-сетки из частиц порошка ферромагнетика в период обработки. При использовании уровня магнитной индукции меньше 1,0 Тл не обеспечивается достаточная жесткость формируемого каркаса-сетки для удержания смеси порошков в зоне обработки в процессе его лазерного расплавления. Увеличение уровня магнитной индукции выше заявляемого значения 1,8 Тл не обеспечивает повышение эффективности процесса, а также увеличивает энергозатраты на реализацию способа. За счет высокого градиента температуры в зоне воздействия лазерного луча участки нанесенного слоя смеси порошков, прилегающие к ней, не разогреваются выше точки Кюри и не теряют своих магнитных свойств, что позволяет каркасу удерживать частицы порошка ферромагнетика магнитным полем на упрочняемой поверхности изделия в процессе всей обработки покрытия. Пример. На предварительно очищенные дробеструйной обработкой от загрязнений и окисных пленок плоских образцах из стали 20 диаметром 20 мм и толщиной 7 мм и образцах диаметром 55 мм и толщиной 12 мм производили получение заявляемым способом покрытий, используя смеси порошков 5-ти составов. 2 4078 1 На подготовленную поверхность образцов насыпали слой смеси порошков толщиной 0,8-1 мм, который представлял собой смесь порошков ферромагнитного сплава железо-ванадий и никелевого самофлюсующегося сплава ПГ-СР 4 (соотношение компонентов смеси порошков в мас.указано в нижеприведенной сводной таблице опытов). На данные образцы со слоем смеси порошков накладывали постоянное магнитное поле с помощью специального устройства, имеющего плоский магнитный полюсный наконечник и используемого для магнитноабразивного полирования, которое в целом позволяло создавать на изделии магнитное поле с магнитной индукцией 0,8-2,0 Тл в зоне обработки. Затем слой смеси порошков на образцах подвергали воздействию непрерывного лазерного излучения, для чего использовалась лазерная установка непрерывного действия ЛГН-702 мощностью 800 Вт. Режимы обработки скорость перемещения лазерного луча - 200 мм/мин, диаметр лазерного луча - 2,5 мм и коэффициент перекрытия дорожек лазерной обработки - 0,8 обеспечивали проплавление слоя смеси порошков на упрочняемых образцах. Обработанную лучом лазера поверхность образцов -го типа оценивали по параметру шероховатостина профилографе-профилометре модели 252, а затем шлифовали и полировали, чтобы оценить пористость покрытия с помощью микроскопа МИМ-8 М в поляризованном свете. Обработанную лучом лазера поверхность образцов -го типа после шлифования проверяли на износостойкость на машине торцового трения по методике, аналогичной методике, известной из работы (Васильев В.П. О методике ускоренной оценки износостойкости металлов // Заводская лаборатория. - 1976. - Ч.2,3. С. 337-339). Испытания образцов на износостойкость проводили на следующих режимах давление Р 1,24 МПа,скорость скольжения 2 м/с, время испытаний - 3 часа, среда - масло индустриальное 20. Контртело трубки из твердого сплава ВК-8. Оценка величины износа проводилась на профилографе-профилометре модели 252 по глубине вытертой лунки. Как видно из таблицы, предложенный способ получения износостойких покрытий на металлических изделиях обеспечивает значительное снижение шероховатости и пористости формируемых покрытий при сохранении высокого уровня износостойкости упрочненного слоя изделий. Выход за пределы предложенного состава смеси порошков и магнитной индукции в зоне обработки приводит к возрастанию шероховатости и пористости покрытия, а также увеличивает износ образцов. Источники информации 1. Кардополова М.А., Спиридонов Н.В., Станкевич О.Н. Влияние режимов лазерной обработки на микроструктуру // Машиносторение Республ. Межвед. сб. - Вып. 10. - Мн. Выш. школа, 1985. - С. 120. 2. Кожуро Л.М., Гальго В.И., Романова Т.Н. Динамика процесса переноса материала ферропорошка при электромагнитной наплавке // Защитные покрытия при изготовлении деталей машин и их ремонте. Тезисы докладов НТК. - Минск, 26-27 мая 1992 г. - С. 50-51. 3. Архипов В.Е., Биргер Е.М. Применение лазерной технологии в ремонтном производстве. Сварочное производство. - 1985. -1. - С. 7-8. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 3
МПК / Метки
МПК: C23C 8/00, C23C 26/00
Метки: металлических, износостойких, покрытий, изделиях, получения, способ
Код ссылки
<a href="https://by.patents.su/3-4078-sposob-polucheniya-iznosostojjkih-pokrytijj-na-metallicheskih-izdeliyah.html" rel="bookmark" title="База патентов Беларуси">Способ получения износостойких покрытий на металлических изделиях</a>
Способ получения покрытий из самофлюсующихся сплавов на чугунных изделиях
Номер патента: 2560
Опубликовано: 30.12.1998
Авторы: Кардаполова Маргарита Анатольевна, Федорцев Ростислав Валерьевич, Тимофеев Анатолий Васильевич, Беляев Геннадий Яковлевич, Федорцев Валерий Александрович, Девойно Олег Георгиевич, Присевок Альберт Фомич
МПК: C23C 4/08
Метки: способ, самофлюсующихся, покрытий, изделиях, чугунных, получения, сплавов
Текст:
...Лазерное оплавление (переплав) тонкого обкатанного поверхностного слоя обеспечивает полное растворение остатков свободного углерода в материале основы и формирование в условиях сверхбыстрого нагрева и охлаждения так называемого отбеленного чугуна. Дробеструйная обработка поверхности изделия после лазерной обработки обеспечивает очистку поверхности от шлаковых выделений и окисных пленок. Нанесение подслоя из термореагирующего...
Способ получения износостойких покрытий
Номер патента: 1986
Опубликовано: 30.12.1997
Авторы: Соболевский Сергей Борисович, Скиба Николай Михайлович, Ильющенко Александр Федорович, Ивашко Виктор Сергеевич
МПК: C23C 4/00
Метки: получения, способ, покрытий, износостойких
Текст:
...при давлении воздуха 0,5 ческимш свойствам твердостью, по- 35.0,6 МШа.Напыление осуществляли наРежим напыления. Для нихрома ток -450 А, напряжение -65 В, расход аргона 40 л/мин, расход водорода 8 л/мин, расход напыляемого материала 1,5 кг/ч. Для бронзы ток 300 А, напряжение 60 В, расход арго на до л/мин, расход водорода 6.п/мин,расход Напыляемого материала,5 кг/ч изменение ПОРИСТОСТИ слоев осуществляли изменением дистанции напыления.В...
Способ получения непрерывных покрытий из металлических порошковых материалов
Номер патента: 2409
Опубликовано: 30.09.1998
Авторы: Ковтун Вадим Анатольевич, Шувалов Владимир Борисович, Плескачевский Юрий Михайлович
МПК: B22F 7/04
Метки: металлических, получения, покрытий, порошковых, способ, непрерывных, материалов
Текст:
...заявляемое решение отвечает критерию Изобретательский уровень. Изобретения иллюстрируют следующие примеры. Пример 1 (по прототипу). Получают покрытие из металлического порошкового материала методом электроконтактного припекания. В качестве металлической основы используют медную ленту марки ДПРНМ-0,35 х 15 НДМ 3 ГОСТ 1173-77, а в качестве материала покрытия - медный порошок ПМС-1 ГОСТ 4960-75 с размером частиц 50-100 мкм. Нанесение покрытия...
Способ получения защитно-декоративных покрытий в вакууме из нитрида титана на изделиях из металла, стекла, керамики
Номер патента: 215
Опубликовано: 30.12.1994
Автор: Кремко Е. В.
МПК: C23C 14/34
Метки: металла, нитрида, изделиях, вакууме, защитно-декоративных, способ, покрытий, титана, керамики, получения, стекла
Текст:
...потребления. Изделия из металла - это ложки, вилки. ножи. турки и др. посуда. Изделия из стекла - это линзы. вазы. витражные стекла стаканы. фужеры. сервизы и др. посуда. Изделия из керамики это облицовочная плитка. серви зы из керамики и фарфора. вазы и др. посу-потребления, особенно важен фактор проч ности сцепления покрытия с основой. а затем цвет изделий как декоративная характеристика. данное изобретение решает эту проблему....
Способ нанесения металлических покрытий на поверхности полой цилиндрической детали
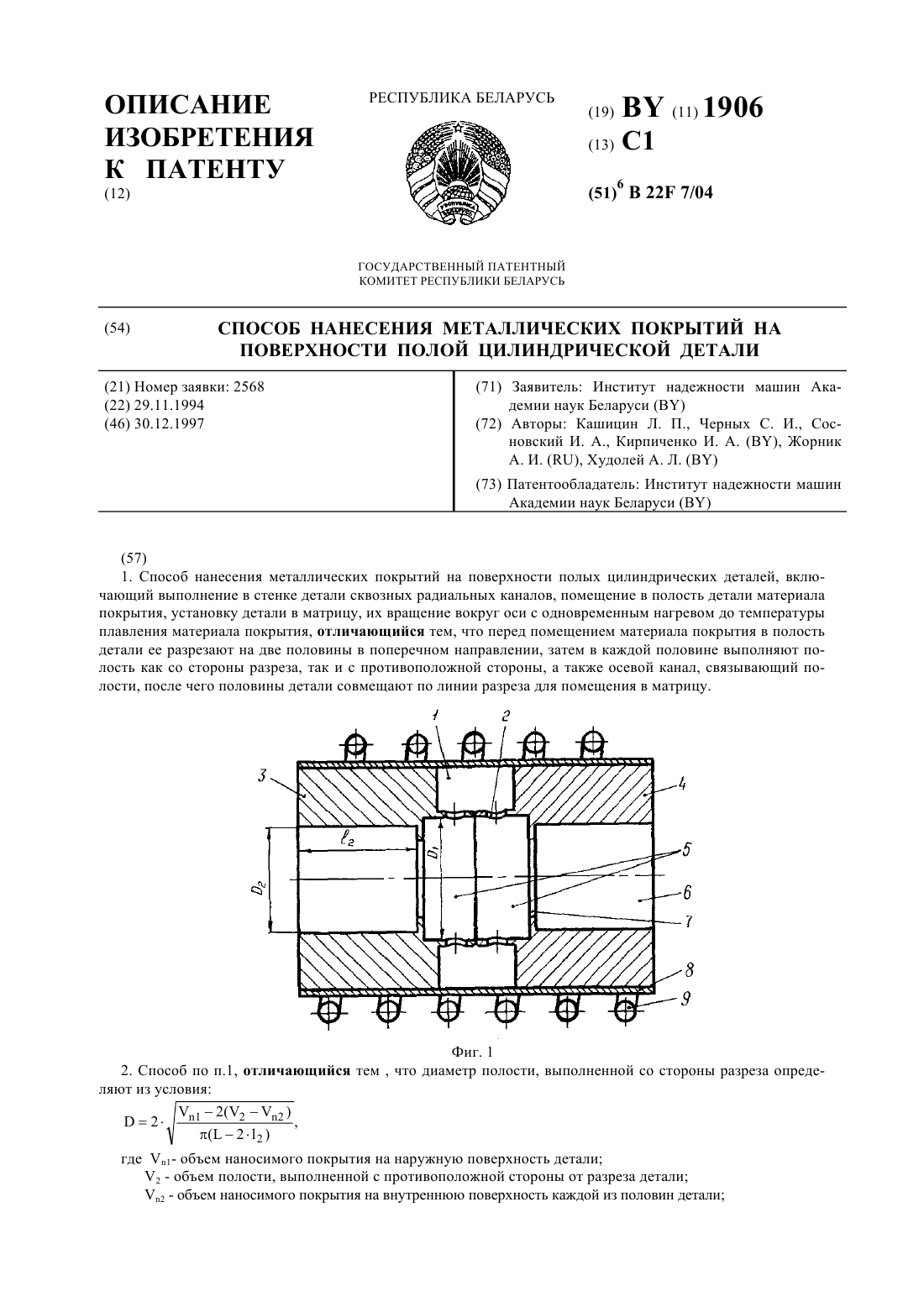
Номер патента: 1906
Опубликовано: 30.12.1997
Авторы: Худолей Андрей Леонидович, Кашицин Леонид Павлович, Жорник Александр Иванович, Сосновский Игорь Александрович, Кирпиченко Инесса Анатольевна, Черных Сергей Иванович
МПК: B22F 7/04
Метки: поверхности, детали, полой, цилиндрической, металлических, покрытий, нанесения, способ
Текст:
...для дополнительной подачи материала покрытия из полости 6 в канавку 1 на наружной поверхности, равен 2-2. Обозначим объем покрытия, наносимый на наружную поверхность 1 через 1,112(2 - 2),где 1 - объем полости, выполненной со стороны разреза. Обозначим длину детали через . 2.21 . После преобразований получим 2(22 ) 12 1 На фиг.1 - схема устройства для реализации данного способа. На фиг.2 представлен способ нанесения металлических...
Предыдущий патент: Дымовая труба
Следующий патент: Пересечение дорог с пунктом платы за проезд
Случайный патент: Стенд для исследования транспортных машин