Заготовка из цементируемой стали для изготовления поршневого пальца горячей обработкой давлением
Номер патента: 18280
Опубликовано: 30.06.2014
Авторы: Данильчик Игорь Константинович, Ласковнев Александр Петрович, Ковалевский Сергей Александрович, Довгун Валентина Степановна

Текст
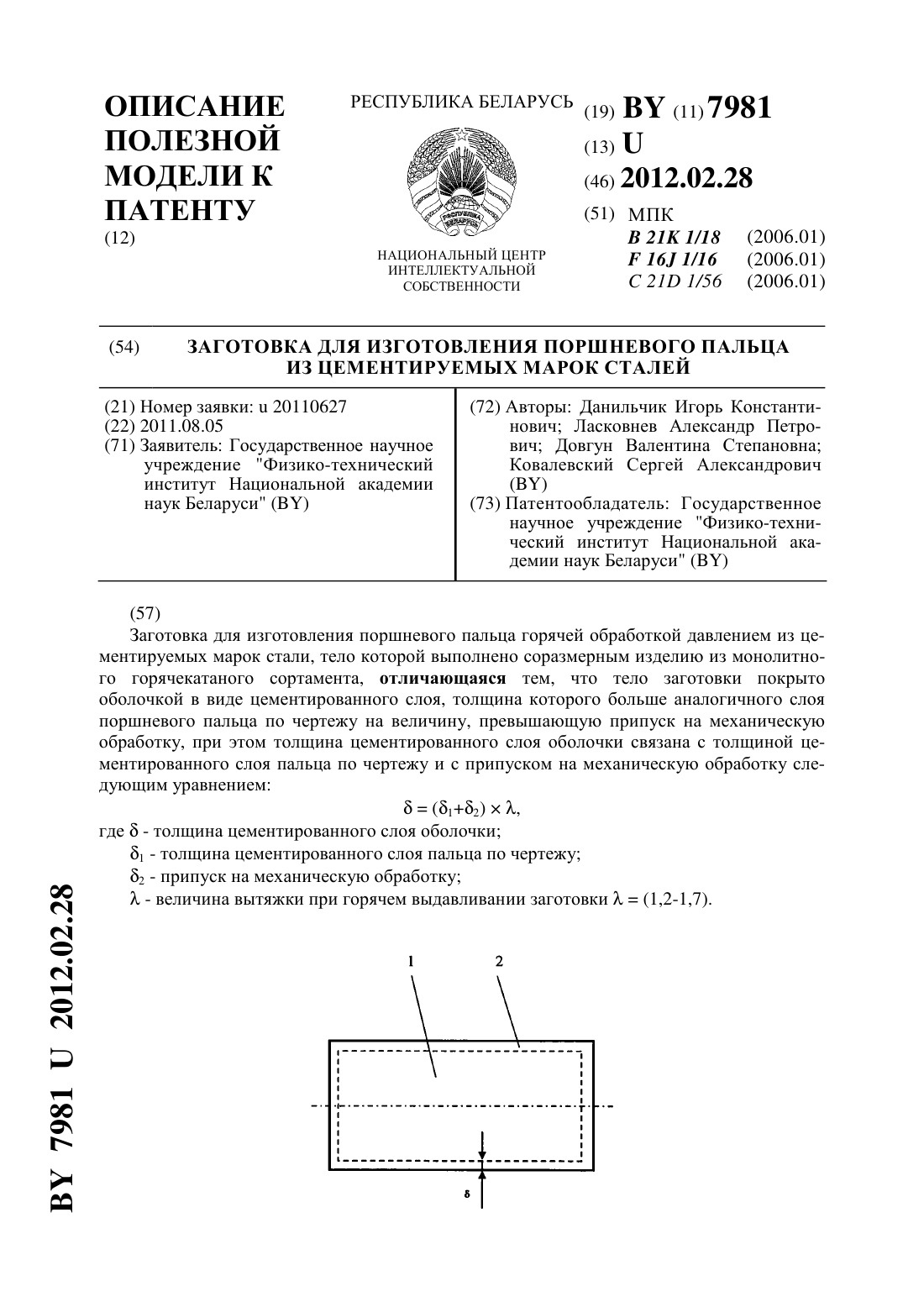
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ЗАГОТОВКА ИЗ ЦЕМЕНТИРУЕМОЙ СТАЛИ ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕВОГО ПАЛЬЦА ГОРЯЧЕЙ ОБРАБОТКОЙ ДАВЛЕНИЕМ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Данильчик Игорь Константинович Ласковнев Александр Петрович Довгун Валентина Степановна Ковалевский Сергей Александрович(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Заготовка из цементируемой стали для изготовления поршневого пальца горячей обработкой давлением, выполненная в виде монолитного цилиндра соответствующего размера, покрытого оболочкой, представляющей собой цементированный слой, при этом толщинацементированного слоя оболочки связана с толщиной 1 требуемого слоя цементации готового поршневого пальца и с припуском 2 на механическую обработку следующим соотношением(12) ,где- величина вытяжки при горячем выдавливании заготовки, составляющая от 1,2 до 1,7. Изобретение относится к машиностроению, в частности к производству поршневых пальцев для двигателей внутреннего сгорания из заготовки из цементируемых марок стали путем ее горячей обработки давлением. В двигателях внутреннего сгорания для передачи усилия от поршня коленчатому валу используют шатун, который соединяется с поршнем с помощью поршневого пальца. 18280 1 2014.06.30 Известна заготовка для изготовления поршневого пальца горячей обработкой давлением, корпус которой выполнен в виде трубного полуфабриката, полученного горячей прошивкой на косовалковом стане монолитного горячекатаного сортамента 1. Из полученной трубной заготовки поршневой палец изготавливают путем предварительной получистовой обработки резанием, цементации с закалкой и окончательной обработки шлифованием. Конструкция известной заготовки позволяет изготавливать поршневые пальцы с заданным квалитетом. Недостатки известной заготовки проявляются в высокой энергоемкости и трудоемкости за счет технологической многооперационности ее обработки и повышенном расходе металла из-за низкой точности труб. В качестве прототипа принята конструкция заготовки для изготовления поршневого пальца из цементируемых марок стали горячей обработкой давлением, тело которой выполнено из монолитного сортамента в форме цилиндра диаметром, равным или меньшим диаметра поршневого пальца 2. Из полученного горячекатаного сортамента мерной заготовки поршневой палец изготавливают путем двухстороннего или обратного выдавливания цилиндрического полуфабриката, внутреннюю перемычку в цилиндрической полости которого удаляют пробивкой. Полученный полуфабрикат обрабатывают получистовым резанием, цементацией с закалкой и финишным шлифованием. Конструкция известной заготовки позволяет изготавливать поршневые пальцы с заданным квалитетом. Известная заготовка (прототип) более экономна по расходу металла по сравнению с трубной заготовкой, однако не решает технической задачи снижения высокой энергоемкости и трудоемкости из-за технологической многооперационности, поскольку она, как и другие известные аналоги, предполагает выполнение цементации рабочей поверхности пальца после формообразования отверстия. Тем самым прототип предопределяет необходимость защиты отверстия от цементации, а также выполнения нормализации или отжига после горячего выдавливания. В основу изобретения поставлена задача улучшения технологичности и снижения трудоемкости и энергоемкости при изготовлении поршневого пальца из заготовки, а также повышения служебных свойств поршневого пальца за счет улучшения структуры и достижения более высокого уровня механических свойств в условиях работы знакопеременных термодинамических нагрузок и сил трения. Поставленная задача решается заготовкой из цементируемой стали для изготовления поршневого пальца горячей обработкой давлением, выполненной в виде монолитного цилиндра соответствующего размера, покрытого оболочкой, представляющей собой цементированный слой, при этом толщинацементированного слоя оболочки связана с толщиной 1 требуемого слоя цементации готового поршневого пальца и с припуском 2 на механическую обработку следующим соотношением(12) ,где- величина вытяжки при горячем выдавливании заготовки, составляющая от 1,2 до 1,7. Технический результат изобретения проявляется в исключении цементации на внутренней поверхности поршневого пальца в результате горячего выдавливания трубчатого полуфабриката из заготовки с предварительно образованным покрытием и сопутствующем утонении цементированного слоя на наружной поверхности поковки до требуемой толщины (12) перед механической обработкой. При этом возможно применение закалки сразу с температуры деформации, что позволит сократить расход энергии и трудоемкость. Для лучшего понимания изобретение поясняется фигурой - общий вид заготовки для изготовления поршневого пальца горячей обработкой давлением из цементируемых марок стали. 2 18280 1 2014.06.30 Заготовка (фигура) для изготовления пальца из цементируемой стали горячей обработкой давлением выполнена в виде монолитного цилиндра диаметром, равным или меньшим диаметра поршневого пальца. Тело 1 заготовки покрыто оболочкой 2 в виде цементированного слоя, толщина которого больше слоя цементации в поршневом пальце на величину, превышающую припуск на механическую обработку. Толщину цементированного слоя оболочки создают на заготовке таким образом, чтобы она была связана с толщиной цементированного слоя готового пальца и с припуском на механическую обработку следующим уравнением(12),где- величина вытяжки при горячем выдавливании заготовки, составляющая от 1,2 до 1,7- толщина цементированного слоя заготовки, мм 1 - толщина цементированного слоя пальца, мм 2 - припуск на механическую обработку, мм. Заготовку (фигура) изготавливают, к примеру, по следующей технологии. Горячекатаный прутковый сортамент диаметром, равным или меньшим диаметра поршневого пальца, из цементируемой легированной стали, например стали 123, разделяют на мерные заготовки, учитывающие припуски и напуски под горячее выдавливание и механическую обработку. Полуфабрикат подвергают объемной цементации. Получают заготовку 1, тело которой покрыто оболочкой 2 в виде цементированного слоя, толщина которого больше слоя цементации на поршневом пальце на величину, превышающую припуск на механическую обработку толщина слоя цементации на заготовке рассчитывается по вышеприведенной формуле. Пример. Получали заготовку под поршневой палец с размерами длина 92-0,15 мм наружный диаметр 42-0,006 мм внутренний диаметр 180,2 мм из стали 12 3. Толщина цементированного слоя 2 по чертежу пальца равна 1,2-1,8 мм, твердость наружной поверхности 57-64 . Для определения толщиныцементированного слоя 2 оболочки на заготовке 1 принимаем среднюю величину толщины 1(1,21,8)/21,5 мм цементированного слоя готового пальца. Припуск на механическую обработку принимаем 20,35 мм. При горячем выдавливании из заготовки указанного типоразмера поршневого пальца величина вытяжки составит 1,2. Вставив принятые параметры в приведенную расчетную формулу, получаем требуемую толщину цементированного слоя оболочки на заготовке(12)(1,50,35)1,22,2 мм. Из полученной заготовки по указанной выше технологии горячим выдавливанием изготовлен трубчатый полуфабрикат поршневого пальца. В процессе горячей обработки обратным выдавливанием поверхностно цементированной заготовки образуется стакан, дно которого удаляют и получают полуфабрикат поршневого пальца в виде толстостенной втулки с гарантированным исключением следов цементации на внутренней трубчатой поверхности. После этого полуфабрикат подвергают закалке и отпуску. Поверхность пальца цементирована и закалена, внутренняя поверхность имеет микроструктуру улучшенной стали. После термообработки палец механически обрабатывают, шлифуют и полируют. Новая конструкция заготовки позволяет получать поршневые пальцы, имеющие мелкозернистую структуру как сердцевины, так и наружного закаленного цементованного слоя, и гарантирует повышение физико-механических свойств, пластичности и вязкости материала, что значительно увеличит долговечность изготовленных по изобретению поршневых пальцев. При цементации же по известной технологии внутренняя поверхность заготовки предохраняется от науглероживания путем нанесения технологических обмазок или путем 3 18280 1 2014.06.30 введения заглушек в отверстия пальца, которые после цементации требуется удалять. Указанные нетехнологичность и многооперационность при изготовлении поршневого пальца значительно увеличивают энергоемкость, трудоемкость, расход материала, себестоимость и цену в сравнении с предлагаемым решением. При изготовлении опытных образцов поршневых пальцев по изобретению была достигнута твердость наружной поверхности 59-64 твердость сердцевины 32-36 ,что вписывается в технические требования к изделию. Промышленное использование заготовки по изобретению для изготовления поршневого пальца горячей обработкой давлением из цементируемых марок стали запланировано в Беларуси и за границей. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
Метки: цементируемой, поршневого, изготовления, стали, горячей, заготовка, пальца, давлением, обработкой
Код ссылки
<a href="https://by.patents.su/4-18280-zagotovka-iz-cementiruemojj-stali-dlya-izgotovleniya-porshnevogo-palca-goryachejj-obrabotkojj-davleniem.html" rel="bookmark" title="База патентов Беларуси">Заготовка из цементируемой стали для изготовления поршневого пальца горячей обработкой давлением</a>
Заготовка для изготовления поршневого пальца из цементируемых марок сталей
Номер патента: U 7981
Опубликовано: 28.02.2012
Авторы: Довгун Валентина Степановна, Данильчик Игорь Константинович, Ковалевский Сергей Александрович, Ласковнев Александр Петрович
МПК: B21K 1/18, F16J 1/16, C21D 1/56...
Метки: марок, сталей, заготовка, изготовления, поршневого, цементируемых, пальца
Текст:
...Технический результат полезной модели проявляется в сужении поля допуска на твердость наружной поверхности пальца и исключении цементации на внутренней поверхности поршневого пальца в результате горячего выдавливания трубчатого полуфабриката из заготовки и сопутствующем утонении цементированного слоя на наружной поверхности поковки до требуемой толщины (12) перед механической обработки. Для лучшего понимания объект поясняется...
Способ изготовления тяжелонагруженных деталей машин из стали с пониженной прокаливаемостью и способ изготовления крестовин из стали с пониженной прокаливаемостью
Номер патента: 10002
Опубликовано: 30.12.2007
Авторы: Кузнецов Анатолий Алексеевич, Никитин Сергей Иванович, Костюкович Геннадий Александрович, Кипнис Марат Ефимович, Лобозов Владимир Петрович, Белый Леонид Степанович, Кравченко Виктор Иванович, Винчо Казимир Станиславович
МПК: C21D 1/78, C21D 9/30, C21D 9/32...
Метки: машин, крестовин, изготовления, деталей, прокаливаемостью, стали, пониженной, тяжелонагруженных, способ
Текст:
...до температуры начала выделения избыточного феррита в стали путем интенсивного охлаждения поковки в начале каждого цикла водой или воздушной средой до достижения наружной поверхностью поковки температуры на 30-50 С ниже температуры ее сердцевины и последующей выдержки на воздухе до выравнивания температур, на второй стадии осуществляют окончательное охлаждение поковки на воздухе осуществление предварительной механической обработки поковки...
Конструкция заготовки для изготовления поршневого кольца

Номер патента: U 3430
Опубликовано: 30.04.2007
Авторы: Трубицкий Роман Эдуардович, Шкет Александр Сергеевич, Мелешкевич Наталья Николаевна, Шкет Сергей Николаевич
МПК: B22D 15/00
Метки: изготовления, заготовки, конструкция, поршневого, кольца
Текст:
...теплофизических свойств чугунной гильзовой заготовки-маслоты, полученной с одной плавки. Поставленная задача достигается тем, что в конструкции заготовки для получения поршневого кольца, включающей цилиндрическую отливку из чугунного сплава, металлургический объем корпуса которого образован зоной пластин перлита пластинчатого и графита пластинчатого, согласно полезной модели, высота отливки выполнена с кратностью, по меньшей мере, равной пяти...
Заготовка для изготовления кольцевых уплотнений из фторопласта
Номер патента: U 8119
Опубликовано: 30.04.2012
Авторы: Хлебцевич Зорина Всеволодовна, Жарнов Михаил Викторович, Жарнов Виктор Михайлович, Хлебцевич Всеволод Алексеевич
МПК: F16K 41/00, F02B 77/13
Метки: уплотнений, фторопласта, кольцевых, заготовка, изготовления
Текст:
...В конструкции заготовки кольцевой полуфабрикат выполнен термофиксированным. Технический результат полезной модели проявлен в том, что конструкция заготовки основана на противоречии, вместо отхода-стружка, полученная из заготовки стружка сформирована в изделие. Полезная модель поясняется чертежами, где фиг. 1 - общий вид конструкции заготовки различного профиля поперечного сечения для изготовления кольцевых уплотнений из фторопласта фиг....
Способ изготовления изделия из порошковой низколегированной стали
Номер патента: 17564
Опубликовано: 30.10.2013
Авторы: Киреев Петр Николаевич, Севастьянов Евгений Степанович, Ильющенко Александр Федорович
Метки: способ, стали, порошковой, низколегированной, изготовления, изделия
Текст:
...физического контакта и неравномерный характер их распределения, а также нарушение равновесия суммарных моментов в процессе нагрева и охлаждения в процессе химико-термической обработки. Уменьшить или даже полностью устранить вредное влияние локальных напряжений в области физического контакта между частицами, возникающих при деформировании спеченных заготовок, можно проведением ступенчатого нагрева деталей при цементации с выдержкой при...
Предыдущий патент: Способ коррекции белково-фосфолипидного состава мембран митохондрий печени после хирургического лечения распространенного гнойного перитонита у кролика в эксперименте
Следующий патент: Способ изготовления поршневого пальца
Случайный патент: Прецизионный датчик положения ротора для управляемых вентильных электродвигателей