Заготовка для изготовления поршневого пальца из цементируемых марок сталей
Номер патента: U 7981
Опубликовано: 28.02.2012
Авторы: Довгун Валентина Степановна, Данильчик Игорь Константинович, Ласковнев Александр Петрович, Ковалевский Сергей Александрович
Текст
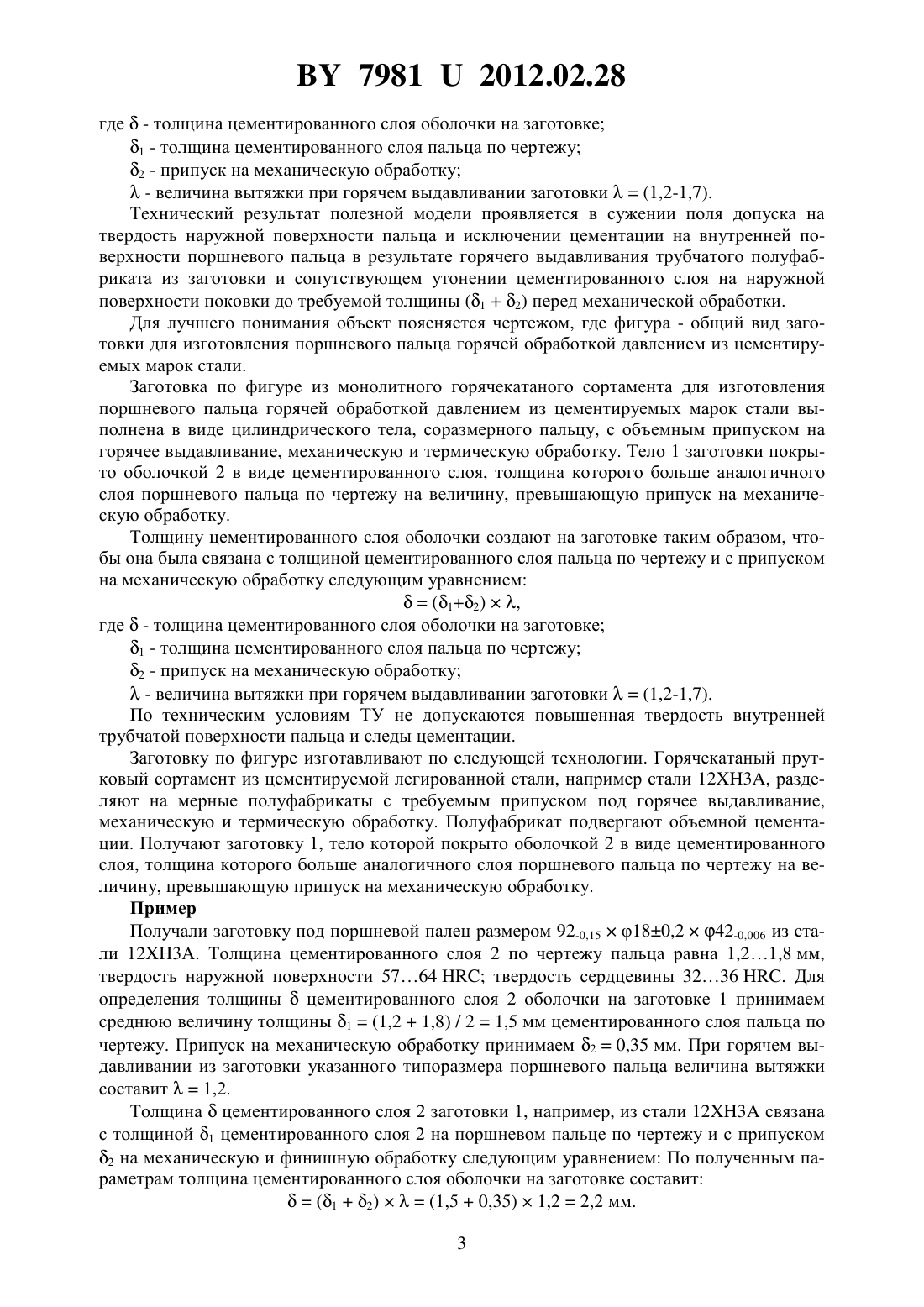
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕВОГО ПАЛЬЦА ИЗ ЦЕМЕНТИРУЕМЫХ МАРОК СТАЛЕЙ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Данильчик Игорь Константинович Ласковнев Александр Петрович Довгун Валентина Степановна Ковалевский Сергей Александрович(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Заготовка для изготовления поршневого пальца горячей обработкой давлением из цементируемых марок стали, тело которой выполнено соразмерным изделию из монолитного горячекатаного сортамента, отличающаяся тем, что тело заготовки покрыто оболочкой в виде цементированного слоя, толщина которого больше аналогичного слоя поршневого пальца по чертежу на величину, превышающую припуск на механическую обработку, при этом толщина цементированного слоя оболочки связана с толщиной цементированного слоя пальца по чертежу и с припуском на механическую обработку следующим уравнением(12),где- толщина цементированного слоя оболочки 1 - толщина цементированного слоя пальца по чертежу 2 - припуск на механическую обработку- величина вытяжки при горячем выдавливании заготовки(1,2-1,7).(56) 1.2122588, МПК 21 1/56. - 96120693/02/15.10.1996. - 27.11.1998 Способ изготовления поршневых пальцев из цементируемых марок стали. 2. Ковка и штамповка, справочник в 4-х томах. Том 3. Холодная объемная штамповка. Москва Машиностроение, 1987. - С. 9, 11, 15, 103, 143,181. Полезная модель относятся к машиностроению, в частности к производству поршневых пальцев для двигателей внутреннего сгорания из заготовки из цементируемых марок стали путем ее горячей обработки давлением. В двигателях внутреннего сгорания для передачи усилия от поршня коленчатому валу используют шатун, который соединяется с поршнем с помощью поршневого пальца. Известна заготовка для изготовления поршневого пальца горячей обработкой давлением, корпус которой выполнен в виде трубного полуфабриката, полученного горячей прошивкой на косовалковом стане монолитного горячекатаного сортамента 1. Из полученной трубной заготовки поршневой палец изготавливают путем предварительной получистовой обработки резанием, цементации с закалкой и окончательной обработки шлифованием. Конструкция известной заготовки позволяет изготавливать поршневые пальцы с заданным квалитетом. Недостаток известной заготовки проявляется в высокой энергоемкости за счет технологической многодельности и повышении расхода металла из-за низкой точности труб. В качестве прототипа принята конструкция заготовки для изготовления поршневого пальца из цементируемых марок стали горячей обработкой давлением, тело которой выполнено из монолитного сортамента в форме цилиндра, соразмерного изделию 2. Из полученного горячекатаного сортамента мерной заготовки поршневой палец изготавливают путем двухстороннего или обратного выдавливания цилиндрического полуфабриката, внутреннюю перемычку в цилиндрической полости которого удаляют пробивкой. Полученный полуфабрикат обрабатывают получистовым резанием, цементацией с закалкой и финишным шлифованием. Конструкция известной заготовки позволяет изготавливать поршневые пальцы с заданным квалитетом. Известная заготовка не решает технической задачи снижения высокой энергооемкости из-за технологической многодельности, а также получения заданной вязкости основы в условиях работы вследствие наличия цементации или закалки на внутренней полости пальца. В основу полезной модели поставлена задача улучшения технологичности и снижения трудоемкости и энергоемкости при изготовлении из заготовки поршневого пальца, а также повышения служебных свойств поршневого пальца путем сужения поля допуска за счет улучшения структуры и достижения высокой твердости наружной поверхности поршневого пальца и заданной вязкости основы в условиях работы знакопеременных термодинамических нагрузок и сил трения. Поставленная задача достигается тем, что в заготовке для изготовления поршневого пальца горячей обработкой давлением из цементируемых марок стали, тело которой выполнено соразмерным изделию из монолитного горячекатаного сортамента, согласно полезной модели, тело заготовки покрыто оболочкой в виде цементированного слоя,толщина которого больше аналогичного слоя поршневого пальца по чертежу на величину,превышающую припуск на механическую обработку, при этом толщина цементированного слоя оболочки связана с толщиной цементированного слоя пальца по чертежу и с припуском на механическую обработку следующим уравнением(12),2 79812012.02.28 где- толщина цементированного слоя оболочки на заготовке 1 - толщина цементированного слоя пальца по чертежу 2 - припуск на механическую обработку- величина вытяжки при горячем выдавливании заготовки(1,2-1,7). Технический результат полезной модели проявляется в сужении поля допуска на твердость наружной поверхности пальца и исключении цементации на внутренней поверхности поршневого пальца в результате горячего выдавливания трубчатого полуфабриката из заготовки и сопутствующем утонении цементированного слоя на наружной поверхности поковки до требуемой толщины (12) перед механической обработки. Для лучшего понимания объект поясняется чертежом, где фигура - общий вид заготовки для изготовления поршневого пальца горячей обработкой давлением из цементируемых марок стали. Заготовка по фигуре из монолитного горячекатаного сортамента для изготовления поршневого пальца горячей обработкой давлением из цементируемых марок стали выполнена в виде цилиндрического тела, соразмерного пальцу, с объемным припуском на горячее выдавливание, механическую и термическую обработку. Тело 1 заготовки покрыто оболочкой 2 в виде цементированного слоя, толщина которого больше аналогичного слоя поршневого пальца по чертежу на величину, превышающую припуск на механическую обработку. Толщину цементированного слоя оболочки создают на заготовке таким образом, чтобы она была связана с толщиной цементированного слоя пальца по чертежу и с припуском на механическую обработку следующим уравнением(12),где- толщина цементированного слоя оболочки на заготовке 1 - толщина цементированного слоя пальца по чертежу 2 - припуск на механическую обработку- величина вытяжки при горячем выдавливании заготовки(1,2-1,7). По техническим условиям ТУ не допускаются повышенная твердость внутренней трубчатой поверхности пальца и следы цементации. Заготовку по фигуре изготавливают по следующей технологии. Горячекатаный прутковый сортамент из цементируемой легированной стали, например стали 123, разделяют на мерные полуфабрикаты с требуемым припуском под горячее выдавливание,механическую и термическую обработку. Полуфабрикат подвергают объемной цементации. Получают заготовку 1, тело которой покрыто оболочкой 2 в виде цементированного слоя, толщина которого больше аналогичного слоя поршневого пальца по чертежу на величину, превышающую припуск на механическую обработку. Пример Получали заготовку под поршневой палец размером 92-0,15180,242-0,006 из стали 123. Толщина цементированного слоя 2 по чертежу пальца равна 1,21,8 мм,твердость наружной поверхности 5764 твердость сердцевины 3236 . Для определения толщиныцементированного слоя 2 оболочки на заготовке 1 принимаем среднюю величину толщины 1(1,21,8) / 21,5 мм цементированного слоя пальца по чертежу. Припуск на механическую обработку принимаем 20,35 мм. При горячем выдавливании из заготовки указанного типоразмера поршневого пальца величина вытяжки составит 1,2. Толщинацементированного слоя 2 заготовки 1, например, из стали 123 связана с толщиной 1 цементированного слоя 2 на поршневом пальце по чертежу и с припуском 2 на механическую и финишную обработку следующим уравнением По полученным параметрам толщина цементированного слоя оболочки на заготовке составит(12)(1,50,35)1,22,2 мм. 3 79812012.02.28 Из полученной заготовки по указанной выше технологии горячей обработкой давлением выдавливанием получают трубчатый полуфабрикат поршневого пальца. В процессе горячей обработки обратным выдавливанием поверхностно цементированной заготовки получают стакан, дно которого удаляют, и получают полуфабрикат поршневого пальца в виде толстостенной втулки с гарантированным исключением следов цементации на внутренней трубчатой поверхности. После чего полуфабрикат подвергают закалке. Поверхность пальца цементирована и закалена. После термообработки палец механически обрабатывают, шлифуют и полируют. Новая конструкция заготовки позволяет получать поршневые пальцы, имеющие мелкозернистую структуру как сердцевины, так и наружного закаленного цементованного слоя, и гарантирует повышение физико-механических свойств пластичности и вязкости материала, что значительно увеличит долговечность изготовленных по изобретению поршневых пальцев. При цементации по известной технологии указанная поверхность заготовки предохраняется от науглераживания путем нанесения технологических обмазок или путем введения заглушек в отверстия пальца, которые после цементации требуется удалять. Указанная нетехнологичность многодельности операций при изготовлении поршневого пальца значительно увеличивает энергоемкость, повышенный расход материала, себестоимость и цену. При цементации по известной технологии глубина цементированного слоя равна 0,60,8 мм, твердость наружной поверхности 60 твердость сердцевины 2130. По полезной модели была достигнута твердость наружной поверхности 5964 твердость сердцевины 3236 . Сужение поля допуска на твердость наружной поверхности пальца и исключение цементации на внутренней поверхности поршневого пальца в результате горячего выдавливания трубчатого полуфабриката из нового конструктива заготовки позволяет сделать вывод о повышении конструктивной прочности поршневого пальца как готового изделия. Промышленное использование заготовки по полезной модели для изготовления поршневого пальца горячей обработкой давлением из цементируемых марок стали запланировано в Беларуси и за границей. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B21K 1/18, C21D 1/56, F16J 1/16
Метки: сталей, марок, изготовления, пальца, цементируемых, заготовка, поршневого
Код ссылки
<a href="https://by.patents.su/4-u7981-zagotovka-dlya-izgotovleniya-porshnevogo-palca-iz-cementiruemyh-marok-stalejj.html" rel="bookmark" title="База патентов Беларуси">Заготовка для изготовления поршневого пальца из цементируемых марок сталей</a>
Конструкция заготовки для изготовления поршневого кольца

Номер патента: U 3430
Опубликовано: 30.04.2007
Авторы: Шкет Александр Сергеевич, Трубицкий Роман Эдуардович, Шкет Сергей Николаевич, Мелешкевич Наталья Николаевна
МПК: B22D 15/00
Метки: заготовки, кольца, изготовления, поршневого, конструкция
Текст:
...теплофизических свойств чугунной гильзовой заготовки-маслоты, полученной с одной плавки. Поставленная задача достигается тем, что в конструкции заготовки для получения поршневого кольца, включающей цилиндрическую отливку из чугунного сплава, металлургический объем корпуса которого образован зоной пластин перлита пластинчатого и графита пластинчатого, согласно полезной модели, высота отливки выполнена с кратностью, по меньшей мере, равной пяти...
Способ изготовления изделий из порошковых среднелегированных сталей
Номер патента: 7804
Опубликовано: 28.02.2006
Авторы: Мелешко Михаил Григорьевич, Киреев Петр Николаевич, Севастьянов Евгений Степанович, Ильющенко Александр Федорович
МПК: B22F 3/12
Метки: среднелегированных, способ, изделий, сталей, изготовления, порошковых
Текст:
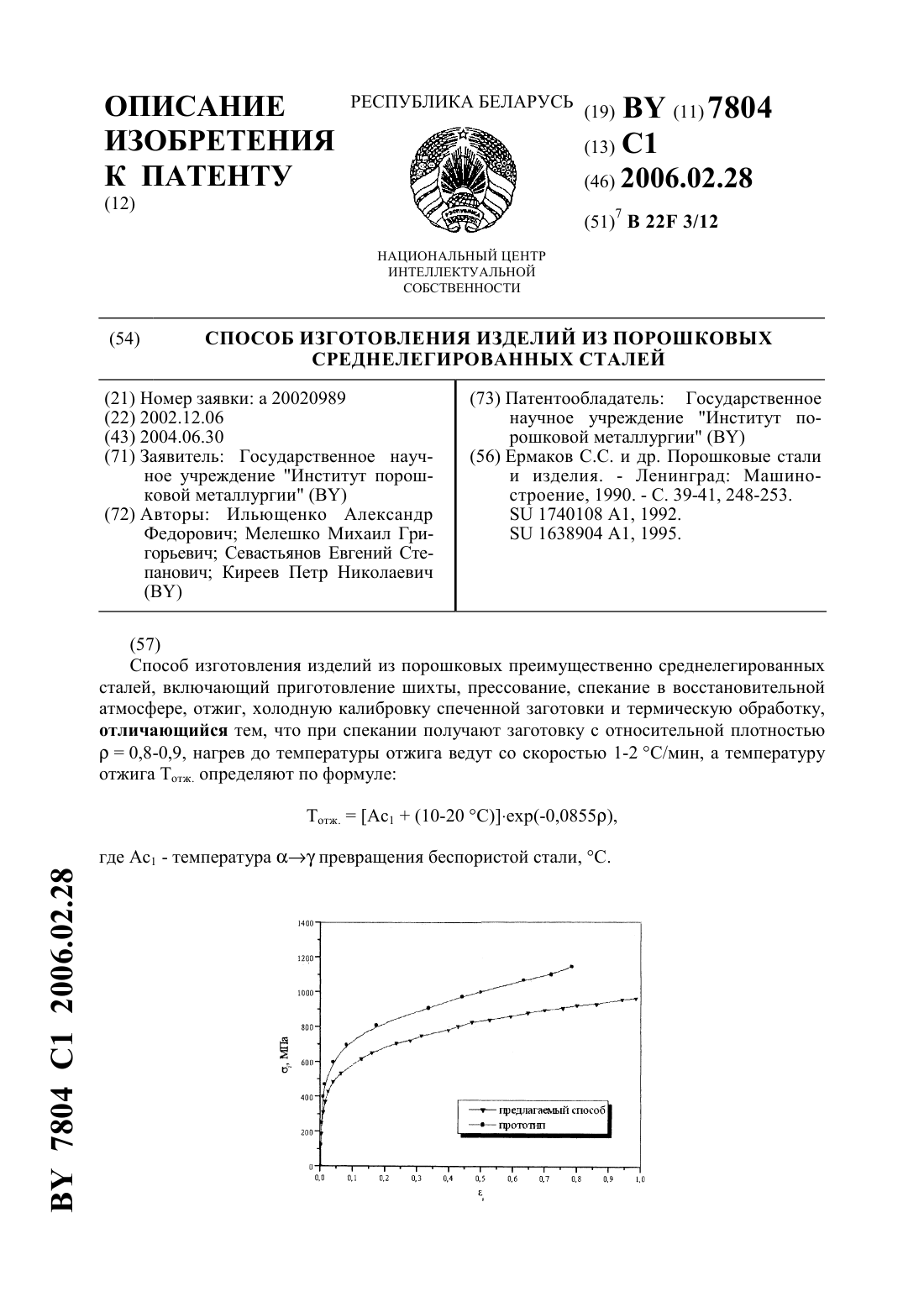
...а именно неравновесный ее характер. Неравновесный характер структуры порошковых спеченных заготовок оказывает влияние не только на кинетику фазовых превращений, но и на температурные интервалы существования фаз, их состав и морфологические характеристики образующихся структур. В неравновесных структурах предпочтительными местами зарождения аустенита являются участки с повышенной свободной энергией независимо от наличия карбидных частиц....
Способ получения заготовки поршневого кольца
Номер патента: 12260
Опубликовано: 30.08.2009
Авторы: Шкет Сергей Николаевич, Трубицкий Роман Эдуардович, Мелешкевич Наталья Николаевна, Шкет Александр Сергеевич
МПК: B22D 15/00, B23P 15/06
Метки: поршневого, кольца, получения, заготовки, способ
Текст:
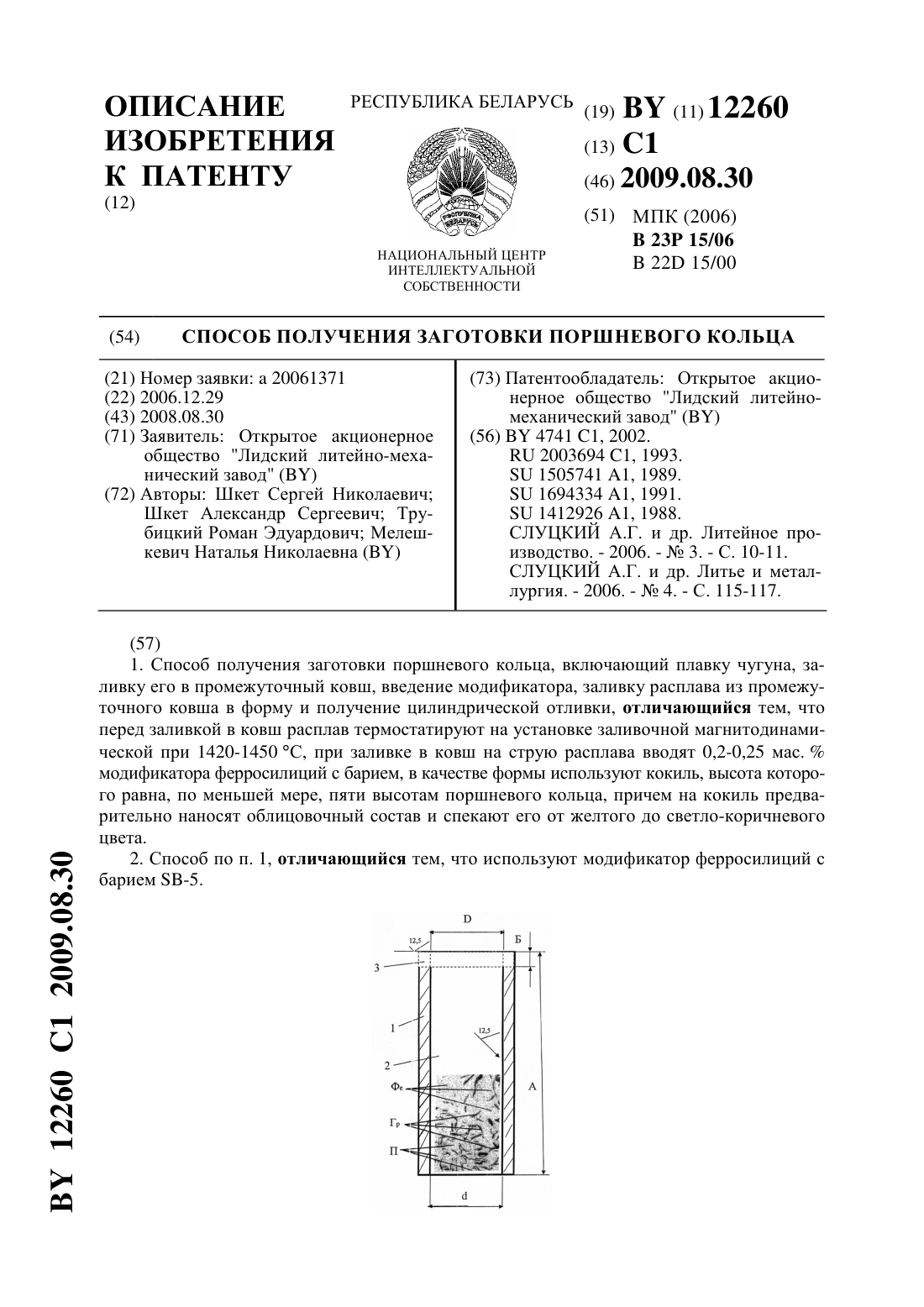
...качестве модификатора использовали ферросилиций с барием -5. Технический результат, получаемый при решении поставленной задачи, проявляется в возможности получения товарной продукции на различных технологических стадиях выплавка и получение товарной трубы путем управления технологическим регламентом однородности микроструктуры чугунной гильзовой заготовки-маслоты для производства поршневого кольца. Для лучшего понимания изобретение поясняется...
Биметаллическая заготовка концевого режущего инструмента
Номер патента: U 6813
Опубликовано: 30.12.2010
Авторы: Милюкова Анна Михайловна, Алифанов Александр Викторович, Кантин Владимир Григорьевич
МПК: B21C 25/02, B21J 13/02
Метки: инструмента, концевого, биметаллическая, заготовка, режущего
Текст:
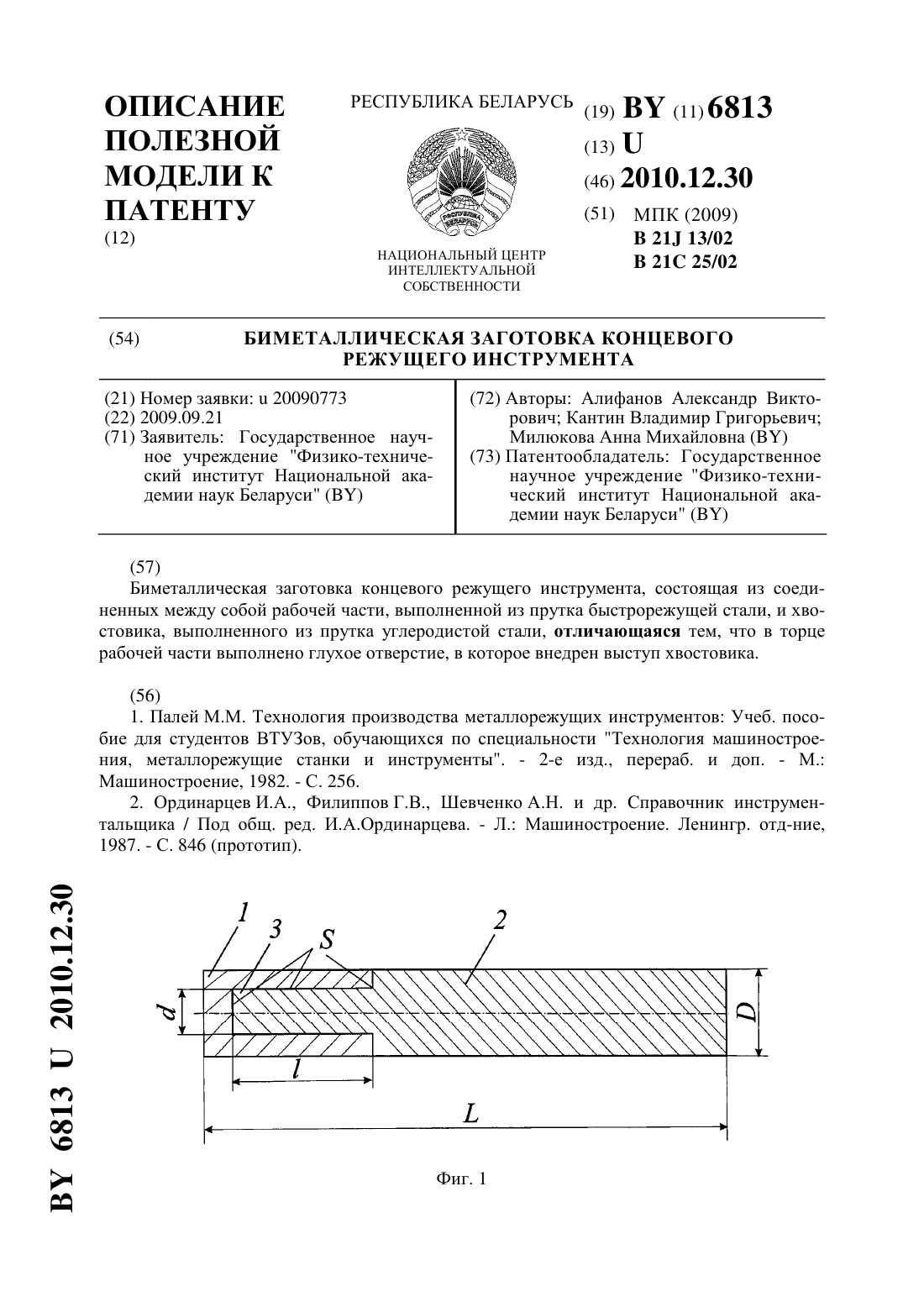
...хвостовика в глухое отверстие, выполненное в торце рабочей части. Сущность заявленного технического решения заключается в увеличении контактной площади соединения двух частей биметаллической заготовки за счет внедрения выступа хвостовика с меньшим диаметром в рабочую часть заготовки. Увеличение площади соединения контактных поверхностей рабочей и хвостовой частей биметаллической цилиндрической заготовки влечет за собой увеличение площади...
Устройство для идентификации голографических марок
Номер патента: U 307
Опубликовано: 30.09.2001
Авторы: Рубанов Александр Сергеевич, Бурский Вячеслав Александрович, Маникало Валентин Валерьянович, Танин Леонид Викторович, Рыжечкин Сергей Александрович, Моисеенко Петр Васильевич, Ероховец Валерий Константинович
МПК: G03H 1/28
Метки: идентификации, марок, голографических, устройство
Текст:
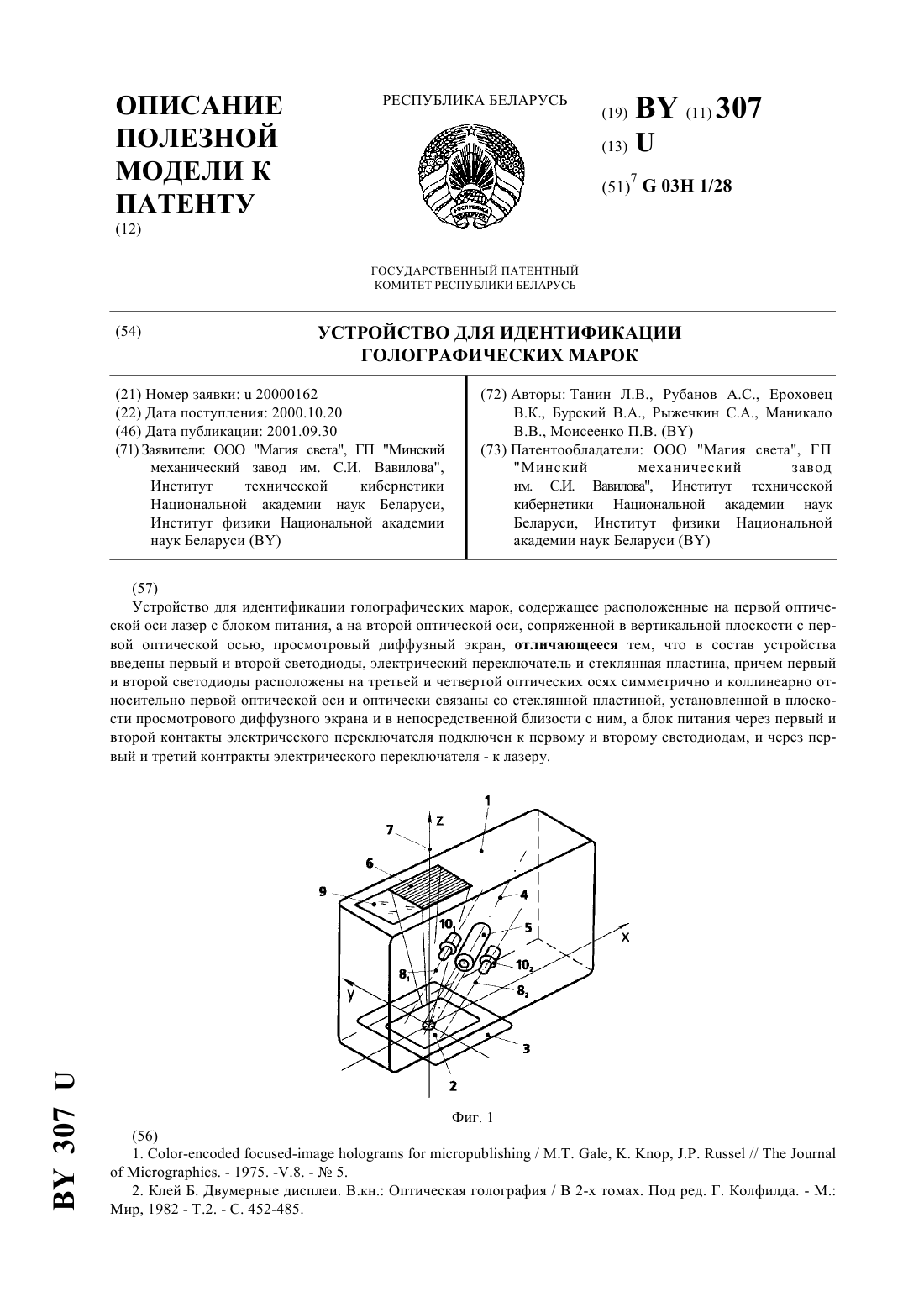
...2 307 изображение, размещаемое на транспаранте блока ввода данных. При этом транспарант блока ввода данных необходимо располагать между объективом Фурье-преобразования и фотопластиной (см., например, 4 с. 29). Геометрическое расположение записываемой голограммы скрытого изображения определяется программируемым координатографом для позиционирования места записи Фурье-образа содержимого транспаранта с когерентным опорным пучком. Таким...
Предыдущий патент: Устройство для изготовления стандартных заготовок из образцов перевязочных материалов при изучении их сорбционной способности
Следующий патент: Головка тестоделительная регулируемая
Случайный патент: Шумоизолирующий материал для моторного отсека транспортных средств и способ его получения