Заготовка для изготовления кольцевых уплотнений из фторопласта
Номер патента: U 8119
Опубликовано: 30.04.2012
Авторы: Жарнов Михаил Викторович, Хлебцевич Всеволод Алексеевич, Хлебцевич Зорина Всеволодовна, Жарнов Виктор Михайлович
Текст
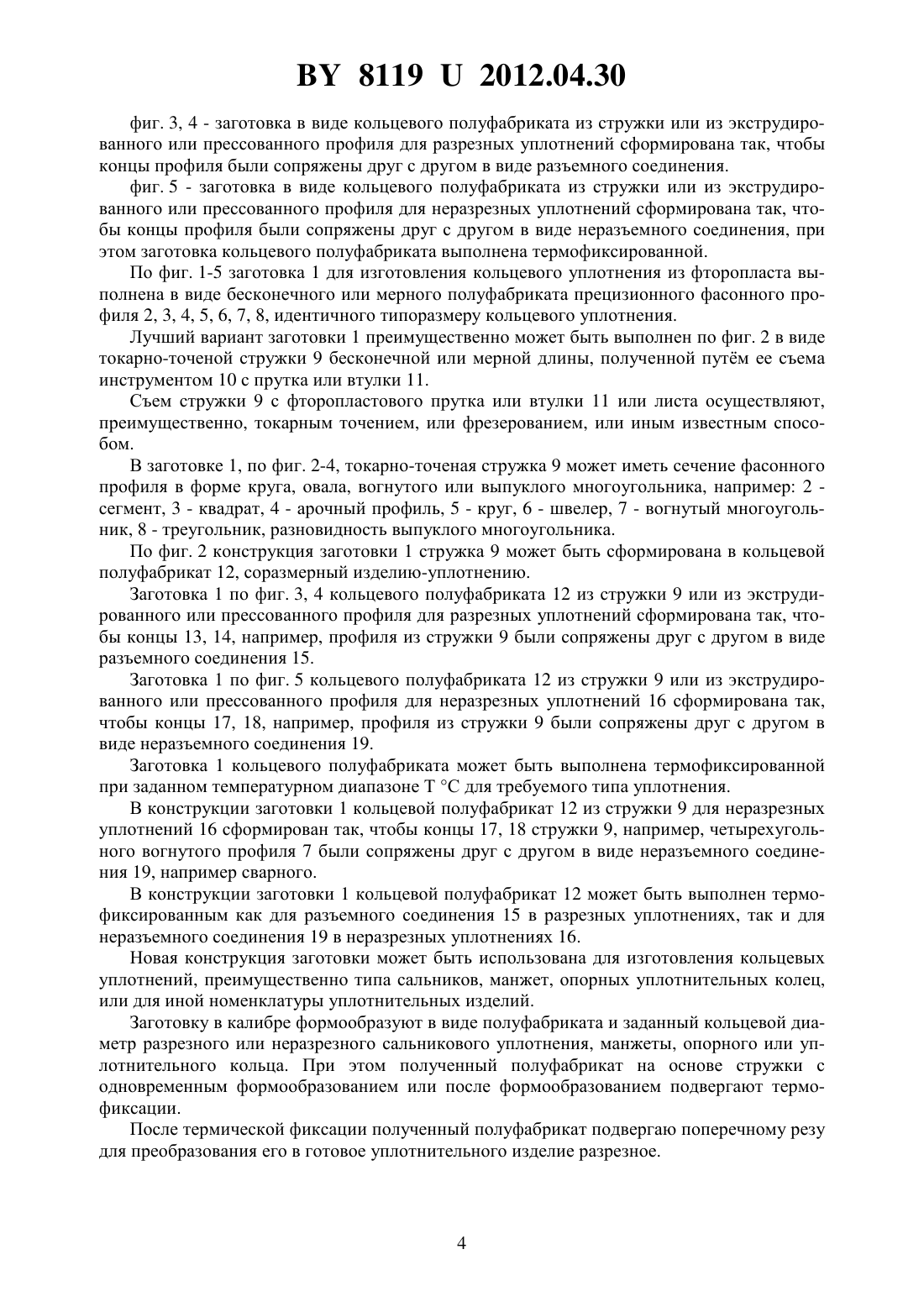
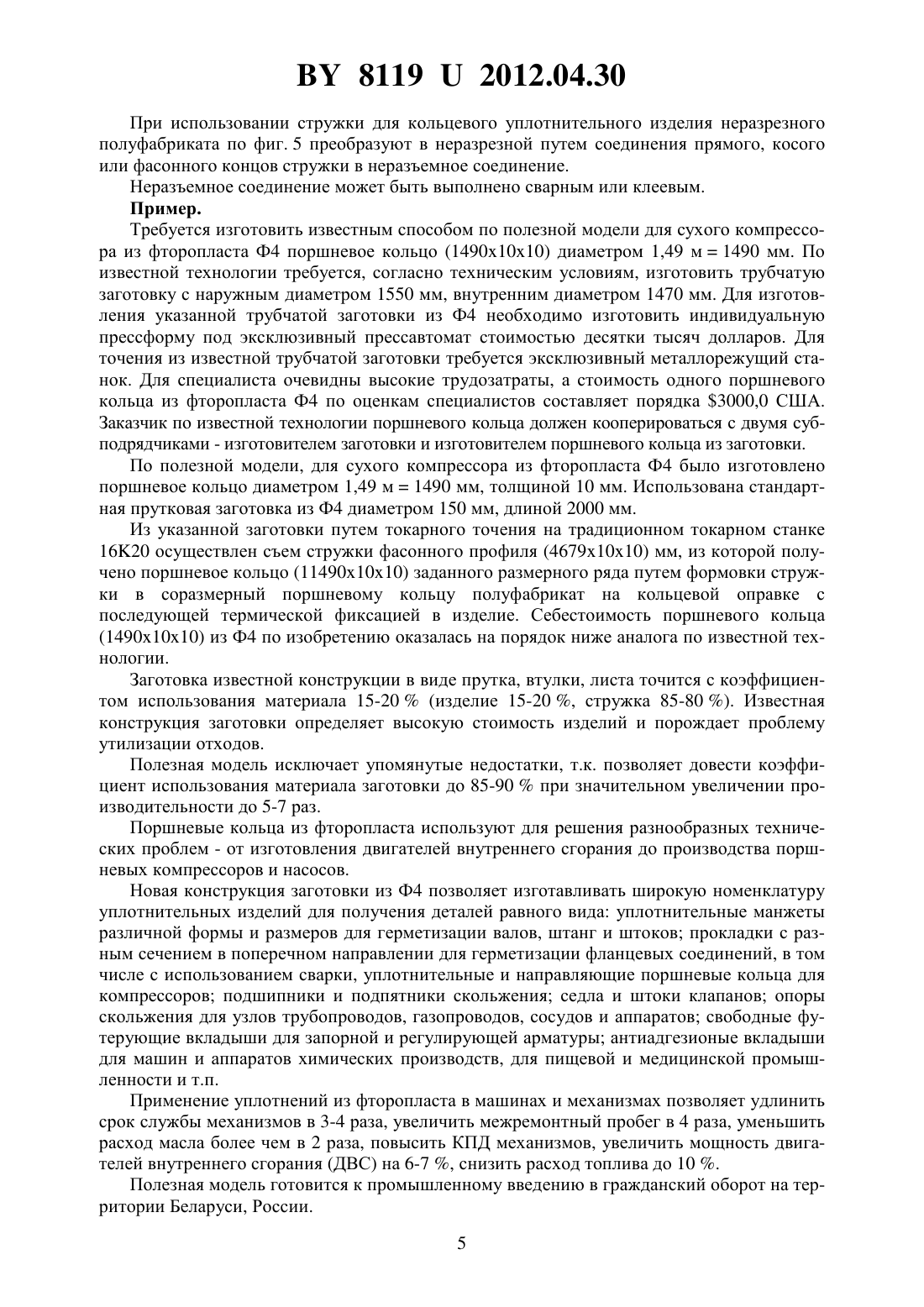
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ УПЛОТНЕНИЙ ИЗ ФТОРОПЛАСТА(71) Заявители Жарнов Виктор Михайлович Хлебцевич Всеволод Алексеевич Жарнов Михаил Викторович Хлебцевич Зорина Всеволодовна(72) Авторы Жарнов Виктор Михайлович Жарнов Михаил Викторович Хлебцевич Всеволод Алексеевич Хлебцевич Зорина Всеволодовна(73) Патентообладатели Жарнов Виктор Михайлович Хлебцевич Всеволод Алексеевич Жарнов Михаил Викторович Хлебцевич Зорина Всеволодовна(57) 1. Заготовка для изготовления кольцевого уплотнения из фторопласта, содержащая цилиндрическую и фасонную поверхности, отличающаяся тем, что выполнена в виде бесконечного или мерного полуфабриката прецизионного фасонного профиля, идентичного типоразмеру кольцевого уплотнения. 2. Заготовка по п. 1, отличающаяся тем, что полуфабрикат выполнен в виде токарноточеной стружки бесконечной или мерной длины прецизионного фасонного профиля,идентичного типоразмеру кольцевого уплотнения. 3. Заготовка по п. 2, отличающаяся тем, что стружка сформирована в кольцевой полуфабрикат, соразмерный изделию. 4. Заготовка по п. 3, отличающаяся тем, что кольцевой полуфабрикат из стружки для разрезных уплотнений сформирован так, чтобы концы стружки были сопряжены друг с другом в виде разъемного соединения. 5. Заготовка по п. 3, отличающаяся тем, что кольцевой полуфабрикат из стружки для неразрезных уплотнений сформирован так, чтобы концы стружки были сопряжены друг с другом в виде неразъемного соединения. 6. Заготовка по любому из пп. 1-5, отличающаяся тем, что кольцевой полуфабрикат выполнен термофиксированным.(56) 1. Кировская правда. - 2002. - С. 4. 2. Чегодаев Д.Д., Наумова З.К., Дунаевская Ц.С. Фторопласты. - Л. Госхимиздат,1960. - С. 5, 7, 192 3. ТУ 6-05-810-88 Заготовки из фторопласта-4 и фторопласта-4 А общего назначения. 4. ОСТ 6-05-322-74 Предельные отклонения от номинальных размеров. 5. ИнжХимСервис-изделия из фторопласта //.//. с. 1, 2 из 6, //.//. 13.03.10. 6. Штучный Б.П. Обработка пластмасс резанием Справочное пособие. - М. Машиностроение, 1974. - С. 144. Полезная модель относится к машиностроению, в частности к технологии изготовления манжет и уплотнений гидравлических и пневматических устройств в автотракторостроении, на транспорте, магистральных газопроводов, технологического оборудования компрессорных станций, арматуры, датчиков приборов, и других производственных и технологических нужд. Широкий сортамент конструкций уплотнительных элементов предопределил множество способов их изготовления. Уплотнения из фторопласта предназначаются для удовлетворения быстрорастущих потребностей атомной, химической, электротехнической, машиностроительной и других отраслей оборонной промышленности, для использования в надежных технологических аппаратах, трубах, насосах, арматуре, приборах, кабелях, двигателях, резинотехнических и других изделиях и материалах 1. Достоинство их заключается в том, что они обладают непревзойденной химической стойкостью и атмосферостойкостью, термо- и хладостойкостью, диэлектрическими свойствам и биологической инертностью. К выдающимся свойствам фторопластов следует отнести высокую механическую прочность, твердость, стойкость к истиранию и многократным перегибам пленок, листов, покрытий из этого материала, а также их атмосферостойкость до 30 лет. В основном заготовки из фторопласта для изготовления из них изделий обработкой резанием получают прессованием и последующим спеканием в свободном состоянии при температуре 360-390 С, а также плунжерной экструзией. Фторопластовые заготовки в виде труб и втулок изготавливают методом прессования с последующей термообработкой. Заготовки в форме стержней и дисков из наиболее известной модификации фторопласта - фторопласта-4 - предназначены дня изготовления уплотнительных, электроизоляционных, антифрикционных, химически стойких конструкций, применяемых в различных отраслях промышленности, в том числе пищевой, в медицине в качестве деталей технологического оборудования (прокладки, манжеты, вкладыши, подшипники, фильтры, мембраны и др.) Стержневые заготовки диаметром от 4 до 50 мм изготавливают способом плунжерной экструзии гранул из фторопласта. Стержни, диаметр которых превышает 50 мм, изготавливаются методом вертикального прессования. Технологии плунжерной экструзии и вертикального прессования изготовления уплотнений из Ф-4 не позволяют получать изделия с точными размерами в связи с тем, что заготовки в состоянии поставки имеют очень большие допуски. Применение разных способов горячей переформовки заготовок в уплотнения не нашло широкого применения по разным технико-экономическим причинам. Например, в связи с тем технологии плунжерной экструзии и вертикального прессования требуют для каждого размерного ряда уплотнения индивидуальную соразмерную оснастку, которую 2 81192012.04.30 производитель не всегда технически может изготовить потребитель, а по кооперации изготовление формовочной оснастки превышает прибыль 2. В ТУ 5-810 3 на заготовки общего назначения не включен ни один количественный показатель для свойств материала заготовок, а их размеры оговорены в ОСТ 6-05-322-74 4. В качестве прототипа принята конструкция заготовки для изготовления кольцевых уплотнений, содержащая цилиндрическую и фасонную поверхности, преимущественно сальников или манжет, включающая трубчатый, стержневой или листовой полуфабрикат. Уплотнительное изделие из фторопластовой заготовки получают путем съема с заготовки стружки, обработкой резанием до получения заданного типоразмера 5. Механическая обработка фторопластовых заготовок - токарная, фрезерная сверление осуществляется для получения уплотнений разного вида. Достоинство известной технология заключается в том, что лишь при механической обработке резанием можно получить детали с необходимыми допусками. Механическая обработка заготовок из Ф-4 производится в тех случаях, когда требуется изготовить деталь сложной формы или с очень точными размерами. Механической обработке для получения уплотнений подвергают более 50 выпускаемых заготовок 6. Недостаток известной технологии при производстве изделий типа различного вида уплотнений из фторопласта проявляется в том, что механическая обработка заготовки реализует коэффициент использования материала не более 15-20 , т.е. изделие 15-20 ,стружка 85-80 . Известная технология определяет высокую стоимость изделий и порождает проблему утилизации отходов. В основу полезной модели поставлена задача довести коэффициент использования материала заготовки до 85-90 при значительном увеличении производительности до 5-7 раз. Поставленная задача реализована тем, что заготовка для изготовления кольцевых уплотнений из фторопласта, содержащая цилиндрическую и фасонную поверхности, согласно полезной модели, выполнена в виде бесконечного или мерного полуфабриката прецизионного фасонного профиля, идентичного типоразмеру кольцевого уплотнения. В заготовке полуфабрикат выполнен в виде токарно-точеной стружки бесконечной или мерной длины прецизионного фасонного профиля, идентичного типоразмеру кольцевого уплотнения. В заготовке стружка может быть сформирована в кольцевой полуфабрикат, соразмерный изделию. В заготовке кольцевой полуфабрикат из стружки для разрезных уплотнении сформирован так, чтобы концы стружки были сопряжены друг с другом в виде разъемного соединения. В конструкции заготовки кольцевой полуфабрикат из стружки для неразрезных уплотнений сформирован так, чтобы концы стружки были сопряжены друг с другом в виде неразъемного соединения. В конструкции заготовки кольцевой полуфабрикат выполнен термофиксированным. Технический результат полезной модели проявлен в том, что конструкция заготовки основана на противоречии, вместо отхода-стружка, полученная из заготовки стружка сформирована в изделие. Полезная модель поясняется чертежами, где фиг. 1 - общий вид конструкции заготовки различного профиля поперечного сечения для изготовления кольцевых уплотнений из фторопласта фиг. 2 - заготовка в виде токарно-точеной стружки бесконечной или мерной длины прецизионного фасонного профиля, из которой сформирован кольцевой полуфабрикат,идентичный типоразмеру кольцевого уплотнения. 81192012.04.30 фиг. 3, 4 - заготовка в виде кольцевого полуфабриката из стружки или из экструдированного или прессованного профиля для разрезных уплотнений сформирована так, чтобы концы профиля были сопряжены друг с другом в виде разъемного соединения. фиг. 5 - заготовка в виде кольцевого полуфабриката из стружки или из экструдированного или прессованного профиля для неразрезных уплотнений сформирована так, чтобы концы профиля были сопряжены друг с другом в виде неразъемного соединения, при этом заготовка кольцевого полуфабриката выполнена термофиксированной. По фиг. 1-5 заготовка 1 для изготовления кольцевого уплотнения из фторопласта выполнена в виде бесконечного или мерного полуфабриката прецизионного фасонного профиля 2, 3, 4, 5, 6, 7, 8, идентичного типоразмеру кольцевого уплотнения. Лучший вариант заготовки 1 преимущественно может быть выполнен по фиг. 2 в виде токарно-точеной стружки 9 бесконечной или мерной длины, полученной путм ее съема инструментом 10 с прутка или втулки 11. Съем стружки 9 с фторопластового прутка или втулки 11 или листа осуществляют,преимущественно, токарным точением, или фрезерованием, или иным известным способом. В заготовке 1, по фиг. 2-4, токарно-точеная стружка 9 может иметь сечение фасонного профиля в форме круга, овала, вогнутого или выпуклого многоугольника, например 2 сегмент, 3 - квадрат, 4 - арочный профиль, 5 - круг, 6 - швелер, 7 - вогнутый многоугольник, 8 - треугольник, разновидность выпуклого многоугольника. По фиг. 2 конструкция заготовки 1 стружка 9 может быть сформирована в кольцевой полуфабрикат 12, соразмерный изделию-уплотнению. Заготовка 1 по фиг. 3, 4 кольцевого полуфабриката 12 из стружки 9 или из экструдированного или прессованного профиля для разрезных уплотнений сформирована так, чтобы концы 13, 14, например, профиля из стружки 9 были сопряжены друг с другом в виде разъемного соединения 15. Заготовка 1 по фиг. 5 кольцевого полуфабриката 12 из стружки 9 или из экструдированного или прессованного профиля для неразрезных уплотнений 16 сформирована так,чтобы концы 17, 18, например, профиля из стружки 9 были сопряжены друг с другом в виде неразъемного соединения 19. Заготовка 1 кольцевого полуфабриката может быть выполнена термофиксированной при заданном температурном диапазоне Т С для требуемого типа уплотнения. В конструкции заготовки 1 кольцевой полуфабрикат 12 из стружки 9 для неразрезных уплотнений 16 сформирован так, чтобы концы 17, 18 стружки 9, например, четырехугольного вогнутого профиля 7 были сопряжены друг с другом в виде неразъемного соединения 19, например сварного. В конструкции заготовки 1 кольцевой полуфабрикат 12 может быть выполнен термофиксированным как для разъемного соединения 15 в разрезных уплотнениях, так и для неразъемного соединения 19 в неразрезных уплотнениях 16. Новая конструкция заготовки может быть использована для изготовления кольцевых уплотнений, преимущественно типа сальников, манжет, опорных уплотнительных колец,или для иной номенклатуры уплотнительных изделий. Заготовку в калибре формообразуют в виде полуфабриката и заданный кольцевой диаметр разрезного или неразрезного сальникового уплотнения, манжеты, опорного или уплотнительного кольца. При этом полученный полуфабрикат на основе стружки с одновременным формообразованием или после формообразованием подвергают термофиксации. После термической фиксации полученный полуфабрикат подвергаю поперечному резу для преобразования его в готовое уплотнительного изделие разрезное. 81192012.04.30 При использовании стружки для кольцевого уплотнительного изделия неразрезного полуфабриката по фиг. 5 преобразуют в неразрезной путем соединения прямого, косого или фасонного концов стружки в неразъемное соединение. Неразъемное соединение может быть выполнено сварным или клеевым. Пример. Требуется изготовить известным способом по полезной модели для сухого компрессора из фторопласта Ф 4 поршневое кольцо (14901010) диаметром 1,49 м 1490 мм. По известной технологии требуется, согласно техническим условиям, изготовить трубчатую заготовку с наружным диаметром 1550 мм, внутренним диаметром 1470 мм. Для изготовления указанной трубчатой заготовки из Ф 4 необходимо изготовить индивидуальную прессформу под эксклюзивный прессавтомат стоимостью десятки тысяч долларов. Для точения из известной трубчатой заготовки требуется эксклюзивный металлорежущий станок. Для специалиста очевидны высокие трудозатраты, а стоимость одного поршневого кольца из фторопласта Ф 4 по оценкам специалистов составляет порядка 3000,0 США. Заказчик по известной технологии поршневого кольца должен кооперироваться с двумя субподрядчиками - изготовителем заготовки и изготовителем поршневого кольца из заготовки. По полезной модели, для сухого компрессора из фторопласта Ф 4 было изготовлено поршневое кольцо диаметром 1,49 м 1490 мм, толщиной 10 мм. Использована стандартная прутковая заготовка из Ф 4 диаметром 150 мм, длиной 2000 мм. Из указанной заготовки путем токарного точения на традиционном токарном станке 1620 осуществлен съем стружки фасонного профиля (46791010) мм, из которой получено поршневое кольцо (114901010) заданного размерного ряда путем формовки стружки в соразмерный поршневому кольцу полуфабрикат на кольцевой оправке с последующей термической фиксацией в изделие. Себестоимость поршневого кольца(14901010) из Ф 4 по изобретению оказалась на порядок ниже аналога по известной технологии. Заготовка известной конструкции в виде прутка, втулки, листа точится с коэффициентом использования материала 15-20(изделие 15-20 , стружка 85-80 ). Известная конструкция заготовки определяет высокую стоимость изделий и порождает проблему утилизации отходов. Полезная модель исключает упомянутые недостатки, т.к. позволяет довести коэффициент использования материала заготовки до 85-90 при значительном увеличении производительности до 5-7 раз. Поршневые кольца из фторопласта используют для решения разнообразных технических проблем - от изготовления двигателей внутреннего сгорания до производства поршневых компрессоров и насосов. Новая конструкция заготовки из Ф 4 позволяет изготавливать широкую номенклатуру уплотнительных изделий для получения деталей равного вида уплотнительные манжеты различной формы и размеров для герметизации валов, штанг и штоков прокладки с разным сечением в поперечном направлении для герметизации фланцевых соединений, в том числе с использованием сварки, уплотнительные и направляющие поршневые кольца для компрессоров подшипники и подпятники скольжения седла и штоки клапанов опоры скольжения для узлов трубопроводов, газопроводов, сосудов и аппаратов свободные футерующие вкладыши для запорной и регулирующей арматуры антиадгезионые вкладыши для машин и аппаратов химических производств, для пищевой и медицинской промышленности и т.п. Применение уплотнений из фторопласта в машинах и механизмах позволяет удлинить срок службы механизмов в 3-4 раза, увеличить межремонтный пробег в 4 раза, уменьшить расход масла более чем в 2 раза, повысить КПД механизмов, увеличить мощность двигателей внутреннего сгорания (ДВС) на 6-7 , снизить расход топлива до 10 . Полезная модель готовится к промышленному введению в гражданский оборот на территории Беларуси, России. 5 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: F16K 41/00, F02B 77/13
Метки: изготовления, фторопласта, кольцевых, уплотнений, заготовка
Код ссылки
<a href="https://by.patents.su/6-u8119-zagotovka-dlya-izgotovleniya-kolcevyh-uplotnenijj-iz-ftoroplasta.html" rel="bookmark" title="База патентов Беларуси">Заготовка для изготовления кольцевых уплотнений из фторопласта</a>
Заготовка для изготовления поршневого пальца из цементируемых марок сталей
Номер патента: U 7981
Опубликовано: 28.02.2012
Авторы: Довгун Валентина Степановна, Данильчик Игорь Константинович, Ласковнев Александр Петрович, Ковалевский Сергей Александрович
МПК: B21K 1/18, F16J 1/16, C21D 1/56...
Метки: марок, цементируемых, сталей, заготовка, поршневого, изготовления, пальца
Текст:
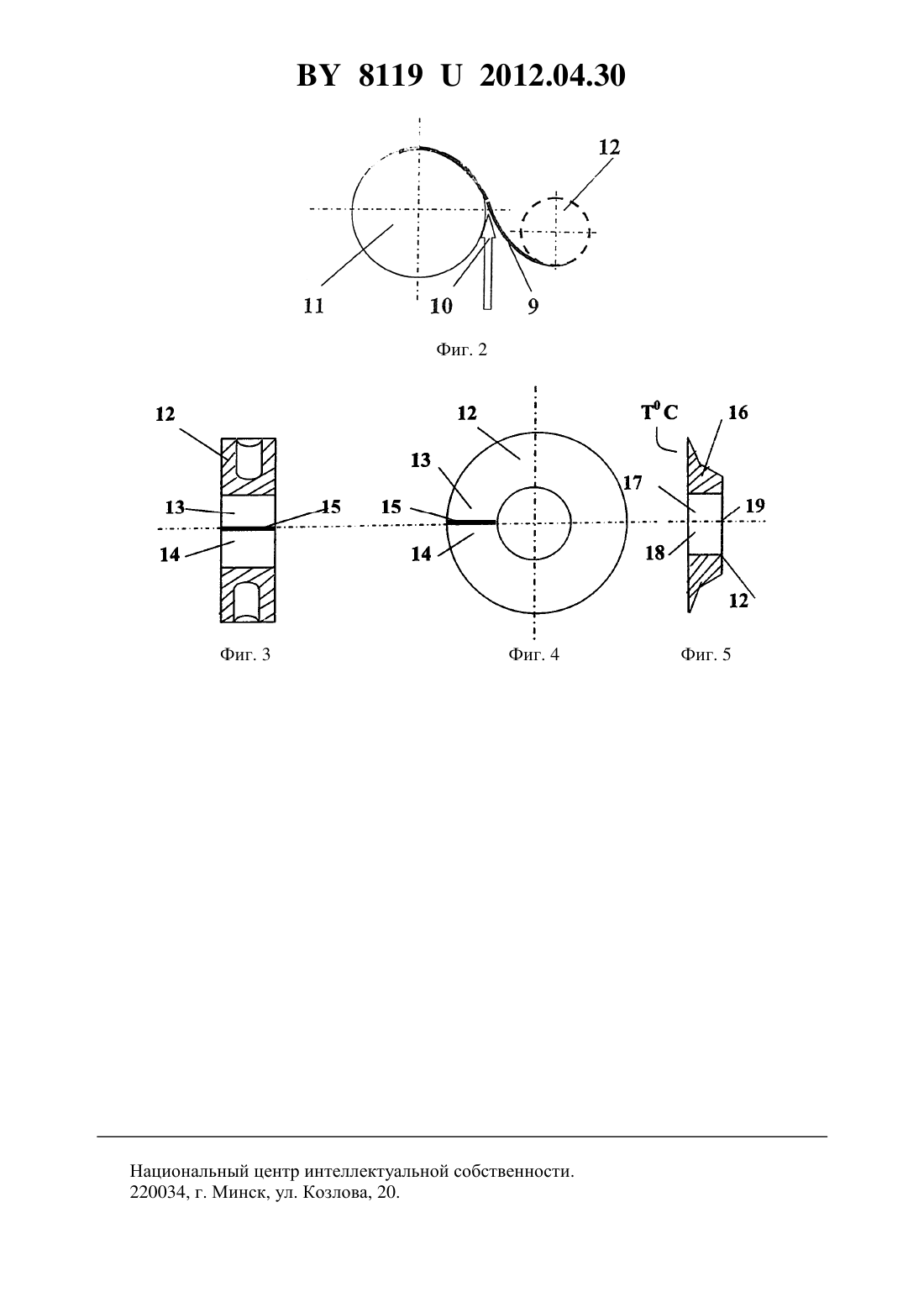
...Технический результат полезной модели проявляется в сужении поля допуска на твердость наружной поверхности пальца и исключении цементации на внутренней поверхности поршневого пальца в результате горячего выдавливания трубчатого полуфабриката из заготовки и сопутствующем утонении цементированного слоя на наружной поверхности поковки до требуемой толщины (12) перед механической обработки. Для лучшего понимания объект поясняется...
Способ изготовления кольцевых алмазных сверл
Номер патента: 3141
Опубликовано: 30.12.1999
Авторы: Осипов Владимир Анатольевич, Миронович Галина Александровна, Звонарев Евгений Владимирович, Майсюк Александр Иванович, Волчек Анатолий Яковлевич
МПК: B22F 3/26
Метки: способ, алмазных, сверл, кольцевых, изготовления
Текст:
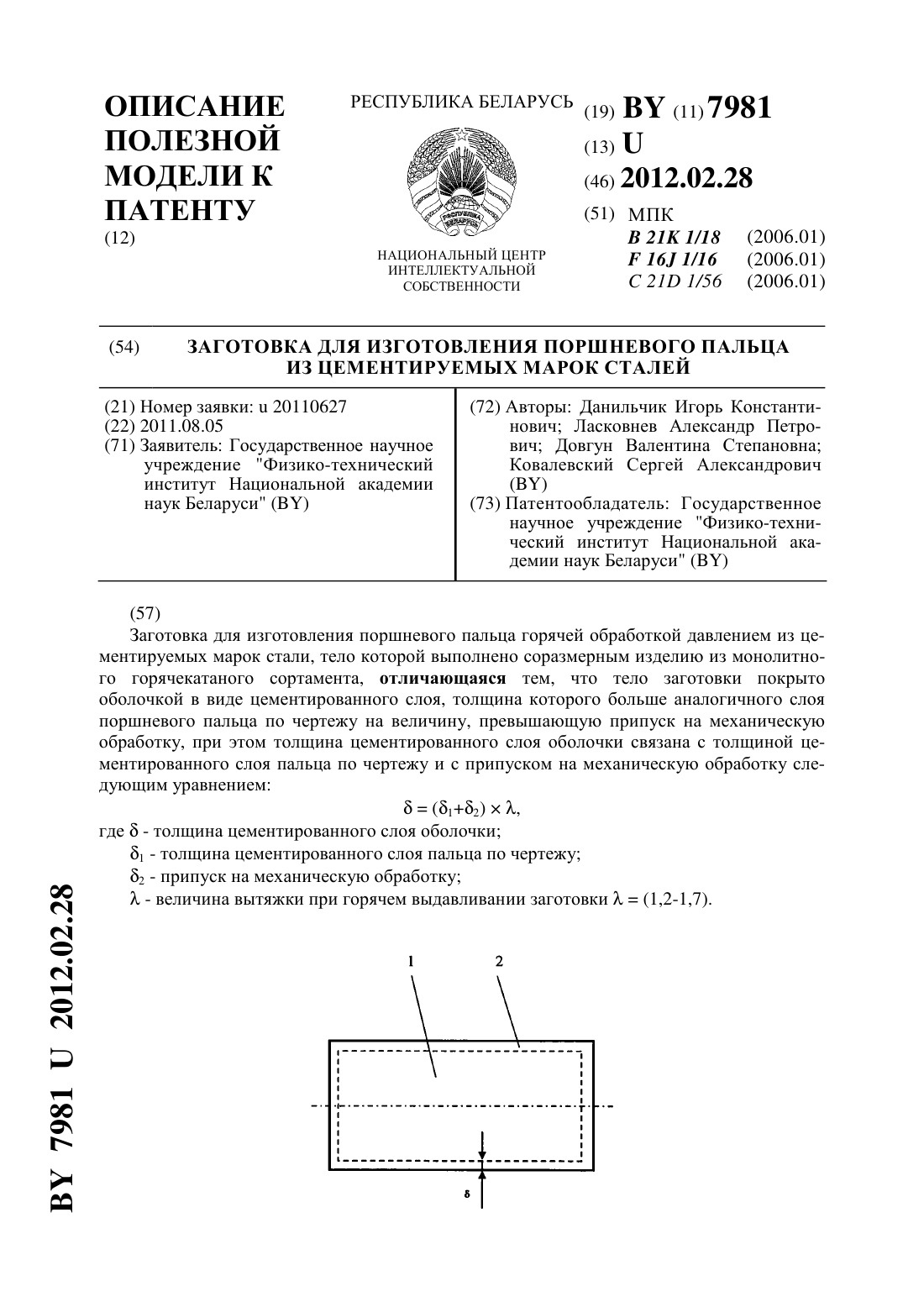
...материала и металлического корпуса инструмента, их спекание и удаление технологической формы, технологическую форму (1) изготавливают со ступенчатой кольцевой полостью , наружная ступень которой выполнена большего диаметра,при этом вначале в ступень кольцевой полости формы меньшего диаметра помещают алмазосодержащую шихту (3) , затем на нее устанавливают металлический корпус (2), а пропитывающий материал (4) размещают в ступени кольцевой...
Биметаллическая заготовка концевого режущего инструмента
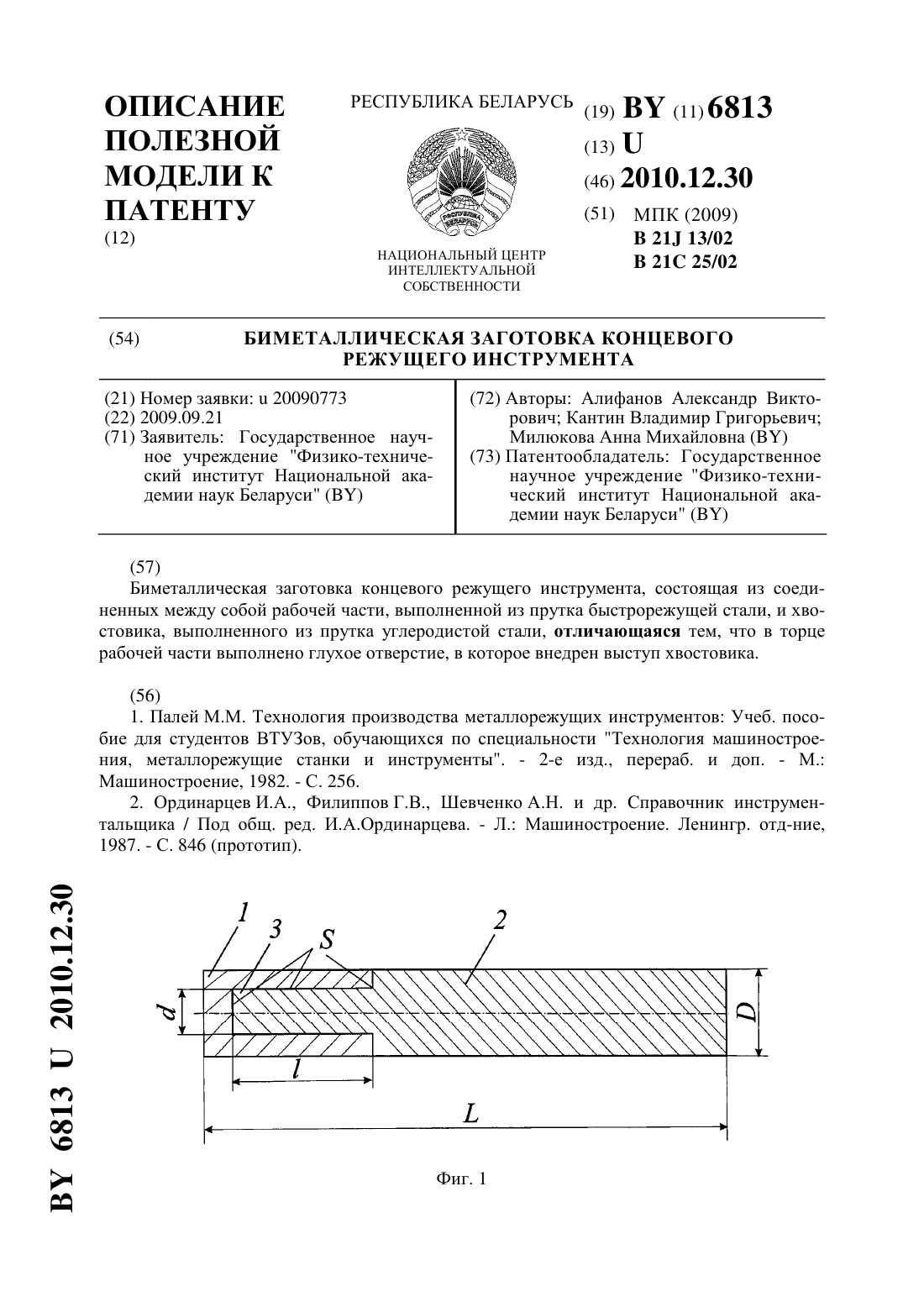
Номер патента: U 6813
Опубликовано: 30.12.2010
Авторы: Кантин Владимир Григорьевич, Милюкова Анна Михайловна, Алифанов Александр Викторович
МПК: B21C 25/02, B21J 13/02
Метки: биметаллическая, концевого, режущего, инструмента, заготовка
Текст:
...хвостовика в глухое отверстие, выполненное в торце рабочей части. Сущность заявленного технического решения заключается в увеличении контактной площади соединения двух частей биметаллической заготовки за счет внедрения выступа хвостовика с меньшим диаметром в рабочую часть заготовки. Увеличение площади соединения контактных поверхностей рабочей и хвостовой частей биметаллической цилиндрической заготовки влечет за собой увеличение площади...
Герметизирующий комплект для сальниковых уплотнений
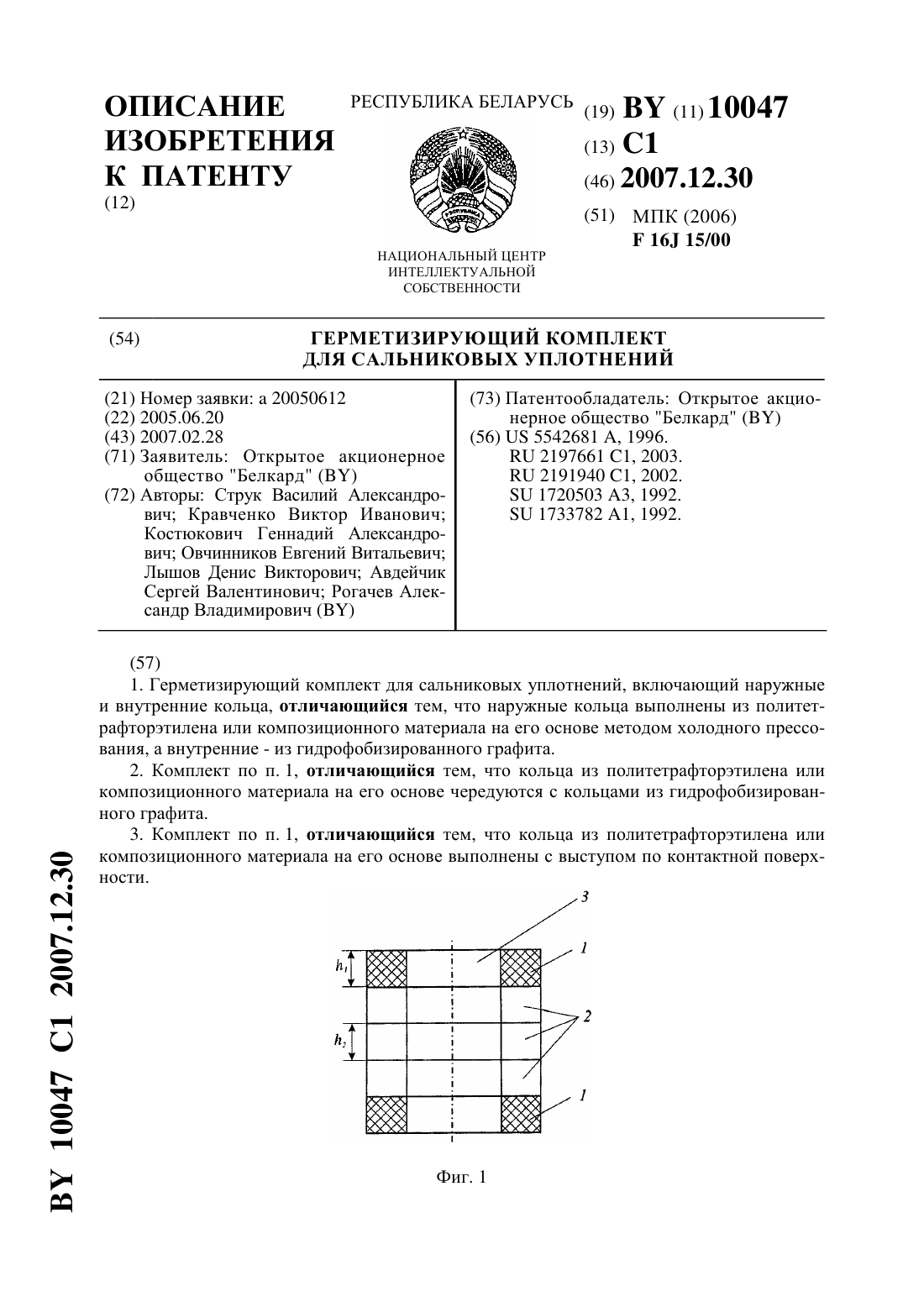
Номер патента: 10047
Опубликовано: 30.12.2007
Авторы: Костюкович Геннадий Александрович, Кравченко Виктор Иванович, Овчинников Евгений Витальевич, Авдейчик Сергей Валентинович, Струк Василий Александрович, Лышов Денис Викторович, Рогачев Александр Владимирович
МПК: F16J 15/00
Метки: комплект, уплотнений, сальниковых, герметизирующий
Текст:
...изобретения состоит в следующем. При использовании колец из политетрафторэтилена (ПТФЭ) или композиции на его основе в составе комплекта обеспечивается высокая степень уплотнения за счет разницы в показателях прочности, деформативности и износостойкости гидрофобизированного графита и политетрафторэтилена. Поэтому при затяжке грундбуксы кольца 1 из ПТФЭ передают усилия на кольца 2 из графита, вызывая их деформирование и заполнение объема...
Заготовка бутылки и венчик горловой части заготовки
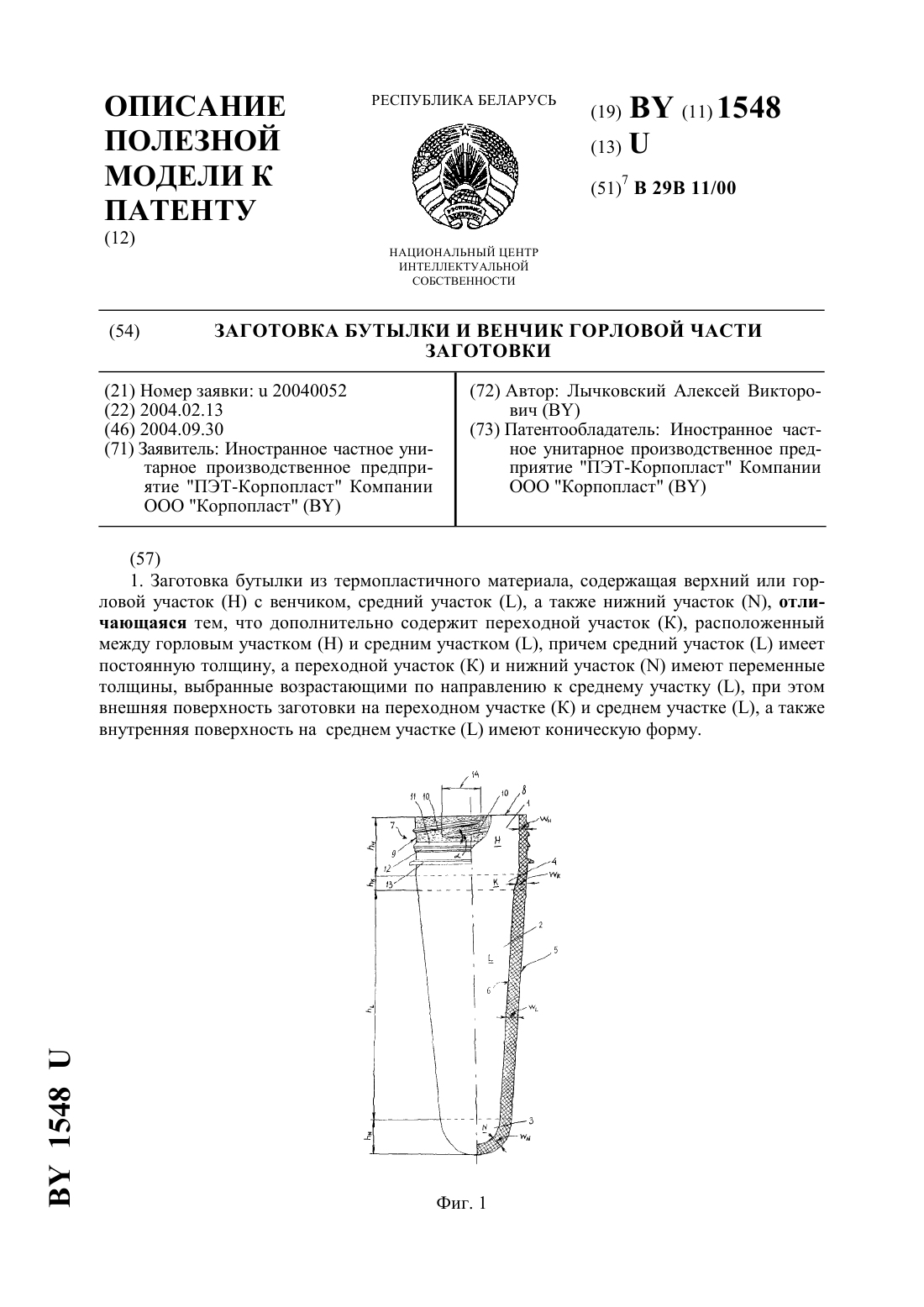
Номер патента: U 1548
Опубликовано: 30.09.2004
Автор: Лычковский Алексей Викторович
МПК: B29B 11/00
Метки: заготовки, венчик, части, бутылки, горловой, заготовка
Текст:
...простое и точное формование корпуса бутылки и перехода от горловой части к корпусу бутылки без деформации горлового участка Н. При этом распределение толщин по высоте переходного участка К и нижнего участкас возрастанием толщины по направлению к среднему участкуобеспечивает наиболее оптимальное распределение материала заготовки на участках, подвергаемых при раздуве максимальным деформациям. 3 1548 Исходя из результатов практических...
Предыдущий патент: Забивная свая
Следующий патент: Котёл-утилизатор радиационных теплопотерь печей обжига строительных материалов
Случайный патент: Гидроэлектростанция