Конструкция заготовки для изготовления поршневого кольца
Номер патента: U 3430
Опубликовано: 30.04.2007
Авторы: Трубицкий Роман Эдуардович, Шкет Александр Сергеевич, Шкет Сергей Николаевич, Мелешкевич Наталья Николаевна

Текст
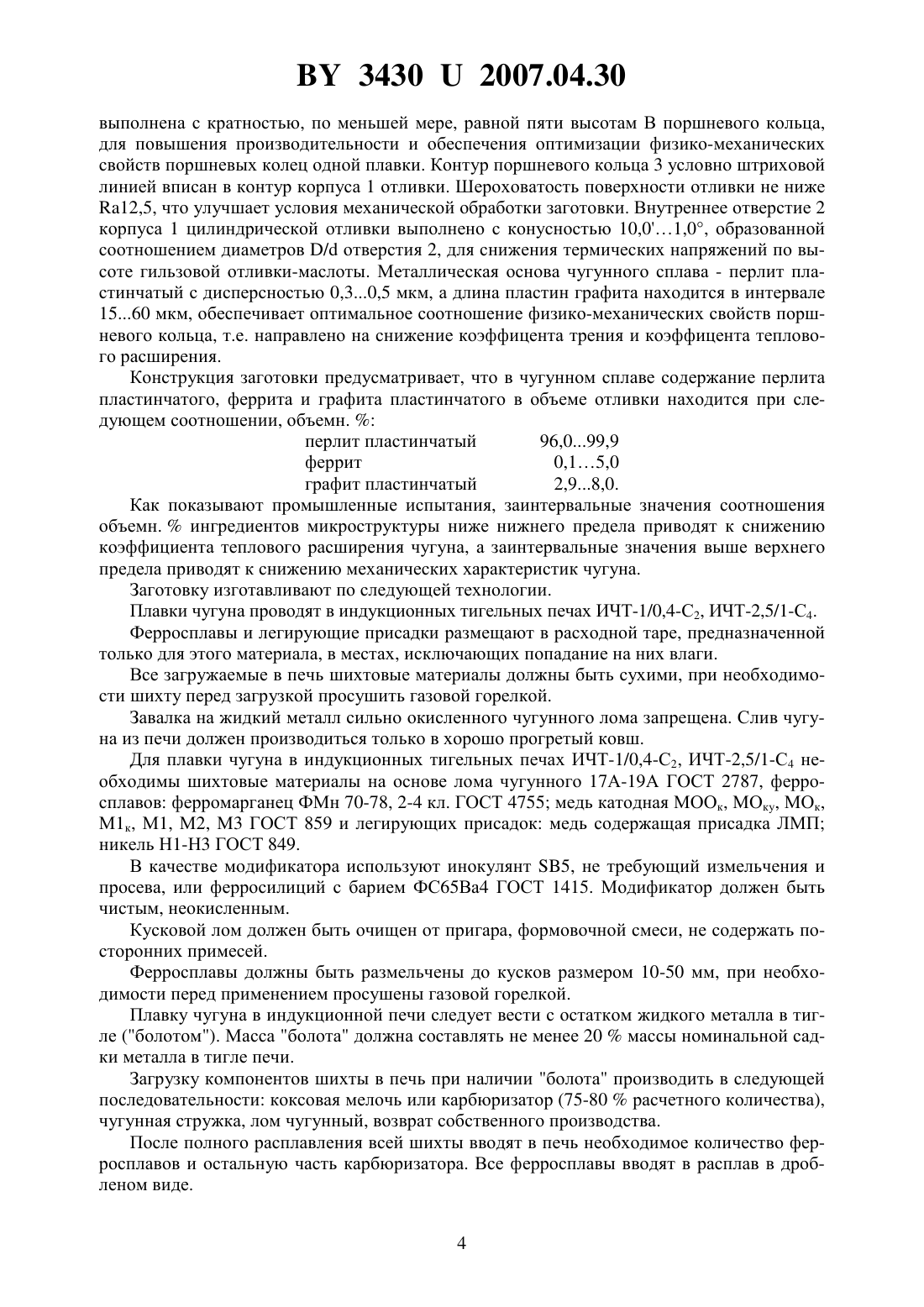
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ КОНСТРУКЦИЯ ЗАГОТОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕВОГО КОЛЬЦА(71) Заявитель Открытое акционерное общество Лидский литейно-механический завод(72) Авторы Шкет Сергей Николаевич Шкет Александр Сергеевич Трубицкий Роман Эдуардович Мелешкевич Наталья Николаевна(73) Патентообладатель Открытое акционерное общество Лидский литейно-механический завод(57) 1. Конструкция заготовки для изготовления поршневого кольца, включающая цилиндрическую отливку из чугунного сплава, металлургический объем корпуса которой образован зоной пластин перлита пластинчатого и графита пластинчатого, отличающаяся тем,что высота отливки выполнена с кратностью, по меньшей мере, равной пяти высотам поршневого кольца, с шероховатостью поверхности отливки не ниже 12,5, а внутреннее отверстие цилиндрической отливки выполнено с конусностью 10,01,0, при этом металлическая основа чугунного сплава - перлит пластинчатый выполнен с дисперсностью 0,30,5 мкм, а длина пластин графита находится в интервале 1560 мкм. 2. Конструкция заготовки по п. 1, отличающаяся тем, что в чугунном сплаве содержание перлита пластинчатого, феррита и графита пластинчатого в объеме отливки находится при следующем соотношении, объемн. 34302007.04.30 перлит пластинчатый феррит графит пластинчатый(56) 1.2166389, МПК В 21 В 3/02, С 22 С 37/04, опубл. 20.01.2005. 2.2053093, МПК В 2 Р 15/06, опубл. 27.01.1996. Полезная модель относится к металлургии, в частности к изготовлению и конструированию цилиндрической заготовки из чугунного сплава для получения поршневого кольца. Широкий сортамент поршневых колец предопределил множество способов и конструкций заготовок, на которых кольца реализуются. Каждый из новых способов характеризуется наиболее эффективным диапазоном изготавливаемых поршневых колец. Специфические требования, предъявляемые к поршневым кольцам, определяют выбор производства заготовок для них. Поршневые кольца используют для решения разнообразных технических проблем от изготовления двигателей внутреннего сгорания до производства поршневых компрессоров и насосов и изготавливают их в соответствии со специальными требованиями, изложенными как в стандартах, так и в технических условиях, разработанных совместно с потребителями поршневых колец с учетом условий их эксплуатации. Производство заготовок для поршневых колец двигателей внутреннего сгорания, вне зависимости от материала, сталь или чугун, включает принципиально различные технологии, основные из которых получение индивидуальной заготовки для изготовления одного кольца, получение литой гильзовой заготовки - маслоты, получение горячекатаной бесшовной трубной заготовки или холоднокатаной разрезной трубной заготовки с конечными размерами по диаметру и толщине стенки. Известна конструкция литой трубчатой заготовки из чугунного сплава для получения,например, поршневого кольца. Металлическая основа заготовки выполнена из чугуна с шаровидным графитом, а отношение наружного диаметра заготовки к внутреннему диаметру заложено в интервале от 1,051 до 1,71 1. Трубчатую заготовку отливают центробежным литьем из чугуна с шаровидным графитом, содержащего по массе 2,53,2 С углерода, 1,52,5, кремния, 0,020,05, магния, менее 0,01 серы, до 0,1 Р, фосфора.- остальное. Отливают заготовку с отношением наружного диаметра к внутреннему от 1,05 до 1,7, например диаметром 100 мм и толщиной стенки до 20 мм. Эту заготовку в газовой печи нагревают со скоростью не более 70 С/мин до температуры 830950 С и при этой температуре выдерживают в термостате в течение 15 ч. Затем в термостате замедленно охлаждают со скоростью 210 С/мин до температуры 690730 С, после чего заготовку извлекают из термостата и с произвольной скоростью охлаждают до цеховой температуры. Пример Из чугуна с шаровидным графитом, содержащего по массе 2,9 углерода, 1,5 кремния, модифицированного магнием, на машине центробежного литья горизонтального типа отлита заготовка - пустотелая гильза с внешним диаметром 150 мм и толщиной стенки 20 мм. Отлитую гильзу длиной 3 м помещают в газовую печь и со скоростью 36 С/мин нагревают до температуры 890 С. При температуре 890 С заготовку выдерживают в печи в течение 3 ч. Полученные таким образом бесшовные трубы из чугуна с шаровидным графитом не имеют литейной пористости и несплошностей, обладают высокими механическими и антикоррозийными свойствами. 2 34302007.04.30 Достигаемая шероховатость поверхности отливки не менее 14, мкм требует дополнительных затрат на механическую обработку. Кроме того, получаемая структура чугуна обладает низкими антифрикционными свойствами и низкой термостойкостью. Поршневые кольца карбюраторных и дизельных двигателей небольших диаметров до 200 мм получают из индивидуальных заготовок. Диаметром свыше 200 мм получают как центробежным литьем, так и индивидуально согласно техническим условиям. В качестве прототипа принята конструкция индивидуальной заготовки для изготовления поршневого кольца, включающая цилиндрическую отливку из чугунного сплава, металлургический объем корпуса которой образован зоной пластин перлита пластинчатого и графита пластинчатого 2. Способ получения заготовки для изготовления поршневого кольца включает плавку чугуна, введение модификатора, заливку из разливочного ковша чугунного расплава в песчаную форму-землю со стрежнями и получение индивидуальной цилиндрической отливки-заготовки для изготовления из нее только одного поршневого кольца, при этом литье в землю осуществляют по вертикальной схеме, предусматривающей отливку стопкой не более четырех-пяти заготовок. Индивидуальный способ отливки характеризуется наличием общей литниковой системы для всех отливок стопки. Индивидуальные заготовки для поршневых колец используются для двигателей ЗИЛ, ГАЗ, Д-54, СМД-14, а также двигателей фирм Перфект Циркл-США, ФИАТ-Италия и др. Недостаток известной конструкции и технологии заключается в неоднородности микроструктуры заготовок даже при разливке чугуна в землю с одной плавки. Это происходит в связи с тем, что при разливке в землю с одной плавки для получения нескольких отливок в каждой земляной форме практически невозможно создать идентичные условия кристаллизации всех отливок. Неоднородность микроструктуры наследуется в разбросе механических и теплофизических свойств комплекта поршневых колец при работе их в ДВС. Следовательно, поршневые кольца будут обладать различной величиной коэффициента теплового расширения,которое влечет или преждевременным износом, или западением, или поломкой поршневого кольца. В основу полезной модели поставлена задача повышения качества поршневого кольца за счет однородности микроструктуры, механических и теплофизических свойств чугунной гильзовой заготовки-маслоты, полученной с одной плавки. Поставленная задача достигается тем, что в конструкции заготовки для получения поршневого кольца, включающей цилиндрическую отливку из чугунного сплава, металлургический объем корпуса которого образован зоной пластин перлита пластинчатого и графита пластинчатого, согласно полезной модели, высота отливки выполнена с кратностью, по меньшей мере, равной пяти высотам поршневого кольца, с шероховатостью поверхности отливки не ниже 12,5, а внутреннее отверстие цилиндрической отливки выполнено с конусностью 10,01,0, при этом металлическая основа чугунного сплава перлит пластинчатый выполнен с дисперсностью 0,30,5 мкм, а длина пластин графита находится в интервале 1560 мкм. В конструкции заготовки в чугунном сплаве содержание перлита пластинчатого, феррита и графита пластинчатого в объеме отливки находится при следующем соотношении,объемн.перлит пластинчатый - 96,099,9 феррит - 0,15,0 графит пластинчатый 2,98,0. Технический результат-получение однородности микроструктуры чугунных отливок. Для лучшего понимания полезная модель поясняется чертежом, где фиг. 1- общий вид конструкции заготовки для поршневого кольца с фрагментом микроструктуры. Заготовка для получения поршневого кольца включает цилиндрическую отливку из чугунного сплава, металлургический объем корпуса 1 которой образован зоной пластин перлита пластинчатого и графита пластинчатого. Высота А корпуса 1 с отверстием 2 3 34302007.04.30 выполнена с кратностью, по меньшей мере, равной пяти высотам В поршневого кольца,для повышения производительности и обеспечения оптимизации физико-механических свойств поршневых колец одной плавки. Контур поршневого кольца 3 условно штриховой линией вписан в контур корпуса 1 отливки. Шероховатость поверхности отливки не ниже 12,5, что улучшает условия механической обработки заготовки. Внутреннее отверстие 2 корпуса 1 цилиндрической отливки выполнено с конусностью 10,01,0, образованной соотношением диаметров / отверстия 2, для снижения термических напряжений по высоте гильзовой отливки-маслоты. Металлическая основа чугунного сплава - перлит пластинчатый с дисперсностью 0,30,5 мкм, а длина пластин графита находится в интервале 1560 мкм, обеспечивает оптимальное соотношение физико-механических свойств поршневого кольца, т.е. направлено на снижение коэффицента трения и коэффицента теплового расширения. Конструкция заготовки предусматривает, что в чугунном сплаве содержание перлита пластинчатого, феррита и графита пластинчатого в объеме отливки находится при следующем соотношении, объемн.перлит пластинчатый 96,099,9 феррит 0,15,0 графит пластинчатый 2,98,0. Как показывают промышленные испытания, заинтервальные значения соотношения объемн.ингредиентов микроструктуры ниже нижнего предела приводят к снижению коэффициента теплового расширения чугуна, а заинтервальные значения выше верхнего предела приводят к снижению механических характеристик чугуна. Заготовку изготавливают по следующей технологии. Плавки чугуна проводят в индукционных тигельных печах ИЧТ-1/0,4-С 2, ИЧТ-2,5/1-С 4. Ферросплавы и легирующие присадки размещают в расходной таре, предназначенной только для этого материала, в местах, исключающих попадание на них влаги. Все загружаемые в печь шихтовые материалы должны быть сухими, при необходимости шихту перед загрузкой просушить газовой горелкой. Завалка на жидкий металл сильно окисленного чугунного лома запрещена. Слив чугуна из печи должен производиться только в хорошо прогретый ковш. Для плавки чугуна в индукционных тигельных печах ИЧТ-1/0,4-С 2, ИЧТ-2,5/1-С 4 необходимы шихтовые материалы на основе лома чугунного 17 А-19 А ГОСТ 2787, ферросплавов ферромарганец ФМн 70-78, 2-4 кл. ГОСТ 4755 медь катодная МООк, МОку, МОк,М 1 к, М 1, М 2, М 3 ГОСТ 859 и легирующих присадок медь содержащая присадка ЛМП никель Н 1-Н 3 ГОСТ 849. В качестве модификатора используют инокулянт 5, не требующий измельчения и просева, или ферросилиций с барием ФС 65 Ва 4 ГОСТ 1415. Модификатор должен быть чистым, неокисленным. Кусковой лом должен быть очищен от пригара, формовочной смеси, не содержать посторонних примесей. Ферросплавы должны быть размельчены до кусков размером 10-50 мм, при необходимости перед применением просушены газовой горелкой. Плавку чугуна в индукционной печи следует вести с остатком жидкого металла в тигле (болотом). Масса болота должна составлять не менее 20 массы номинальной садки металла в тигле печи. Загрузку компонентов шихты в печь при наличии болота производить в следующей последовательности коксовая мелочь или карбюризатор (75-80 расчетного количества),чугунная стружка, лом чугунный, возврат собственного производства. После полного расплавления всей шихты вводят в печь необходимое количество ферросплавов и остальную часть карбюризатора. Все ферросплавы вводят в расплав в дробленом виде. 4 34302007.04.30 Металл в печи перегревают до температуры 1450-1500 С и выдерживают 5-10 минут для очищения расплава от газов и окислов. Затем печь выключают. Температуру металла поддерживают на уровне 1420-1450 С. Корректировку химического состава производят в соответствии с технологической инструкцией, в зависимости от увеличения или уменьшения содержания углерода, марганца, хрома, никеля, меди и др. Предварительно просушенные необходимые добавки после взвешивания вводят на зеркало металла, доводят металл до температуры 1450-1500 С. Выпуск металла из печи производят в хорошо подготовленный и разогретый раздаточный ковш емкостью 1 т после удаления шлака и замера температуры металла. Перед выпуском металла из печи (после остановки плавки) перейти на более высокую ступень трансформатора, перегреть металл, слить плавку. Качество выплавляемого чугуна следует контролировать по химическому составу,температуре жидкого металла, твердости от каждой плавки. Химический состав чугуна по элементам , , , , , , ,проверяют спектральным анализом на установке МФС-8 по элементам С, Р,- химическим методом. В соответствии с вышеописанной технологией плавки был, например, получен чугун следующего состава. Марка чугуна Способ получения заготовки для изготовления поршневого кольца включает заливку из промежуточного ковша чугунного расплава в трубчатый кокиль, в который предварительно вводят облицовочный состав и спекают его от желтого до светло-коричневого цвета в течение 3060 с, а перед заливкой чугунного расплава в промежуточный ковш вводят модификатор ферросилицийна струю расплава в количестве 0,20,25 от массы жидкого металла в ковше. После охлаждения чугунного расплава трубчатый кокиль раскрывают и извлекают цилиндрические отливки, которые охлаждают до цеховой температуры в бункере-накопителе. Заявленный объект по сравнению с базовым обеспечивает повышение производительности на 30-45 и заданные параметры микроструктуры отливок одной плавки. Качественно улучшается культура производства и экология. Освоение объекта промышленной собственности подготовлено на Лидском литейномеханическом заводе. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B22D 15/00
Метки: конструкция, поршневого, кольца, изготовления, заготовки
Код ссылки
<a href="https://by.patents.su/5-u3430-konstrukciya-zagotovki-dlya-izgotovleniya-porshnevogo-kolca.html" rel="bookmark" title="База патентов Беларуси">Конструкция заготовки для изготовления поршневого кольца</a>
Способ изготовления заготовки изделий с переменным по длине профилем и устройство для его осуществления

Номер патента: 8843
Опубликовано: 28.02.2007
Авторы: Сидоренко Михаил Иванович, Березнев Леонид Михайлович, Крупко Михаил Николаевич, Исаевич Леонид Александрович, Герасимова Алина Георгиевна
Метки: длине, изделий, переменным, способ, заготовки, профилем, осуществления, изготовления, устройство
Текст:
...при котором исходную штучную заготовку нагревают, изгибают и прокатывают по оправке при прокатке в зоне деформации концевых участков исходной штучной заготовки повышают коэффициент контактного трения в направлении уширения. Для осуществления способа в устройстве для изготовления заготовок изделий с переменным по длине профилем, содержащем нагреватель, двухвалковый калибр постоянного размера, оправку и привод ее возвратно-поступательного...
Способ изготовления поковки шатуна из мерной заготовки
Номер патента: 4837
Опубликовано: 30.12.2002
Авторы: Горностай Анатолий Васильевич, Юркевич Сергей Альбертович, Горностай Анатолий Анатольевич, Гиль Николай Дмитриевич
МПК: B21K 1/12
Метки: поковки, способ, изготовления, мерной, шатуна, заготовки
Текст:
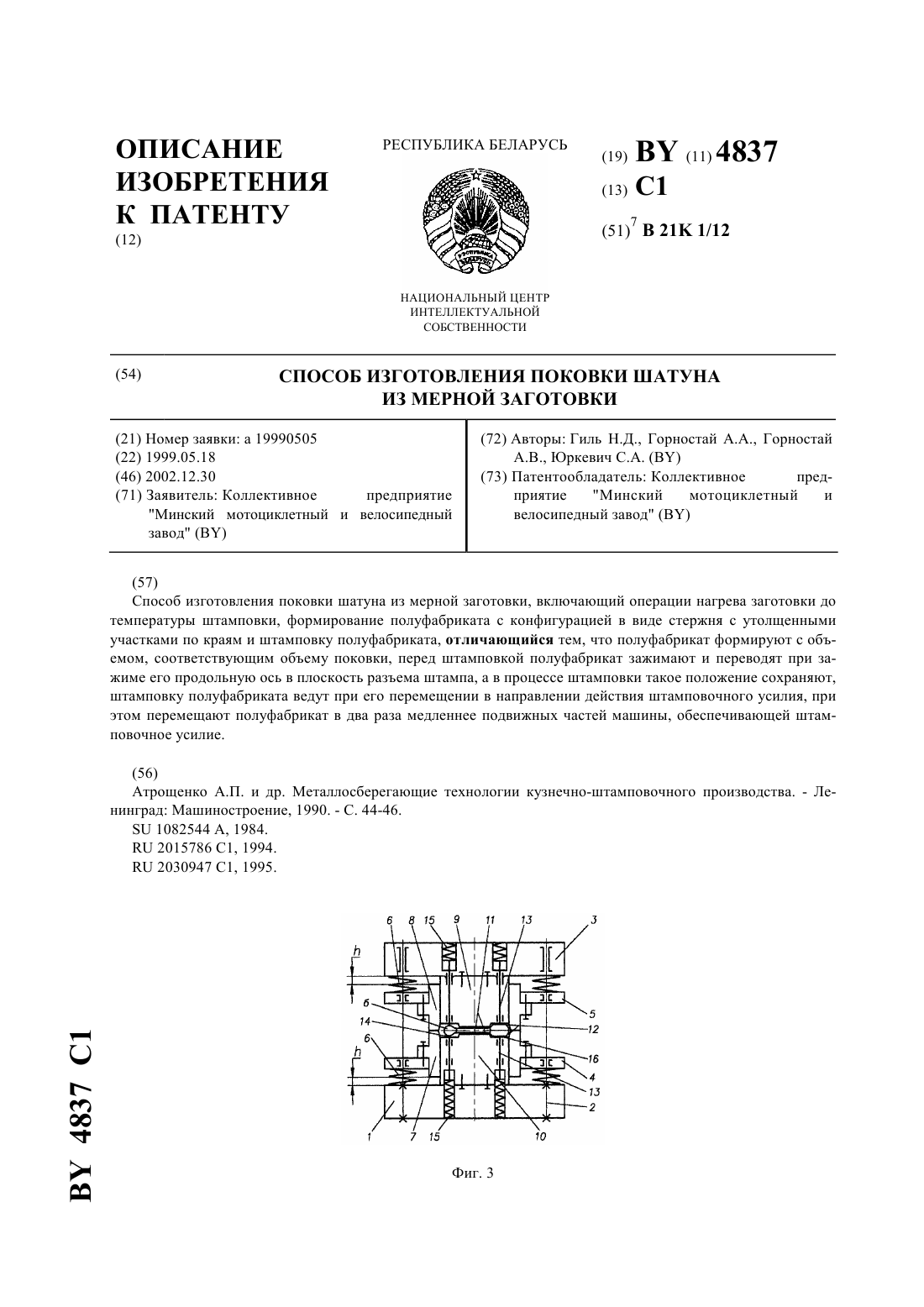
...в дополнительной промежуточной плите 5 также жестко закреплена дополнительная матрица 8. В матрицах 7, 8 подвижно относительно их смонтированы пуансон 9 и дополнительный пуансон 10, обращенные друг к другу рабочими поверхностями 11, и образующие ими с матрицами 7, 8 закрытый формовочный ручей 12. При этом пуансоны 9, 10 жестко закреплены соответственно на плитах 3, 1. Пуансон 9 и дополнительный пуансон 10 оборудованы парой выталкивателей 13,...
Способ изготовления поковки с удлиненной осью и отростком из мерной заготовки
Номер патента: 5232
Опубликовано: 30.06.2003
Авторы: Горностай Анатолий Васильевич, Горностай Анатолий Анатольевич, Гиль Николай Дмитриевич, Юркевич Сергей Альбертович
МПК: B21K 1/12
Метки: изготовления, поковки, способ, удлиненной, осью, мерной, заготовки, отростком
Текст:
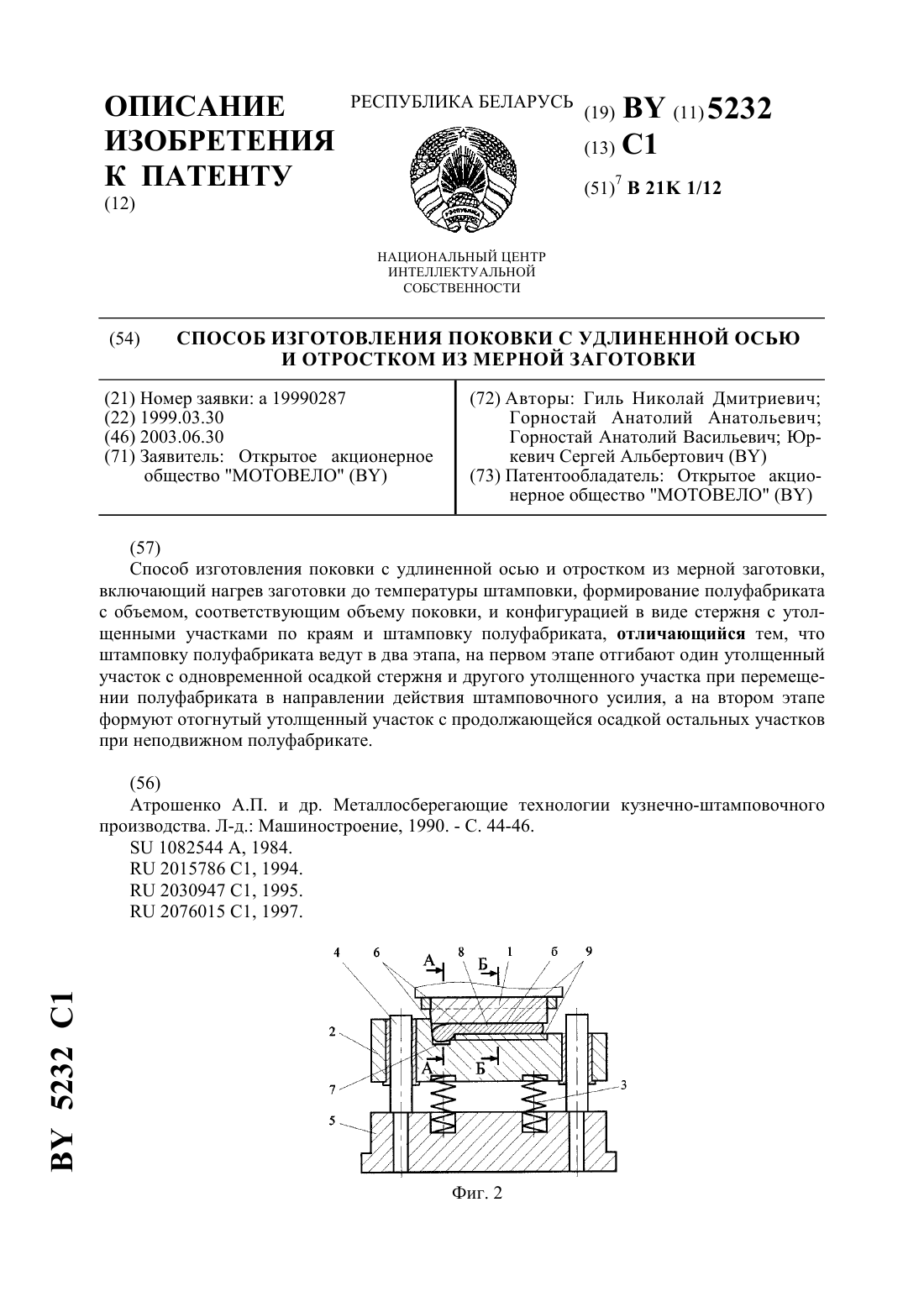
...конфигурации поковки велошатуна после проведения полного комплекса мероприятий по его получению. Мерную заготовку нагревают до температуры штамповки и формируют из ее полуфабрикат (б) с объемом, соответствующим объему поковки и конфигурацией в виде стержня с утолщенными участками по краям. Формирование полуфабриката (б) осуществляют методом поперечно-клиновой прокатки в плоских клиновых калибрах. После этого разогретый полуфабрикат (б), объем...
Зонд для формирования наружного пахового кольца при грыжесечении
Номер патента: 7519
Опубликовано: 30.12.2005
Авторы: Смотрин Сергей Михайлович, Батвинков Николай Иванович
МПК: A61B 17/00
Метки: пахового, наружного, грыжесечении, формирования, кольца, зонд
Текст:
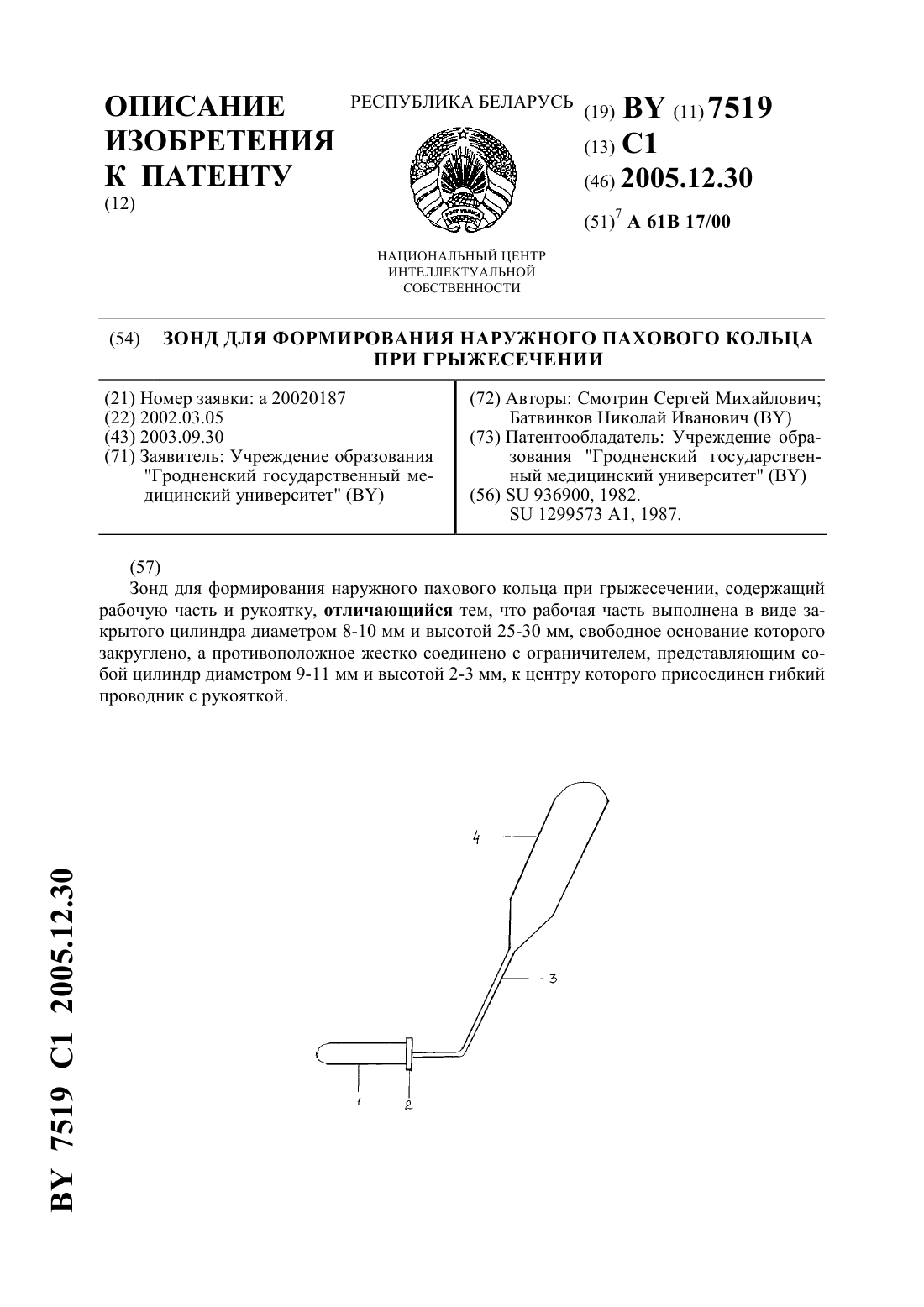
...которого закруглено, а противоположное жестко соединено с ограничителем, представляющим собой цилиндр диаметром 10-11 мм, высотой 2-3 мм, к центру которого присоединен гибкий проводник с рукояткой. На фигуре изображен предлагаемый инструмент. Он представляет собой изделие, выполненное из металла и состоящее из рабочей части (1) в виде закрытого цилиндра диаметром 8-10 мм и высотой 25-30 мм, свободное основание которого закруглено, а...
Устройство для контроля тепловой напрессовки кольца подшипника на шейку оси колесной пары
Номер патента: U 1656
Опубликовано: 30.12.2004
Авторы: Сенько Вениамин Иванович, Чернин Ростислав Игоревич, Чернин Игорь Леонидович
МПК: B23P 11/02, G01L 1/22
Метки: шейку, контроля, тепловой, кольца, устройство, подшипника, оси, колесной, напрессовки, пары
Текст:
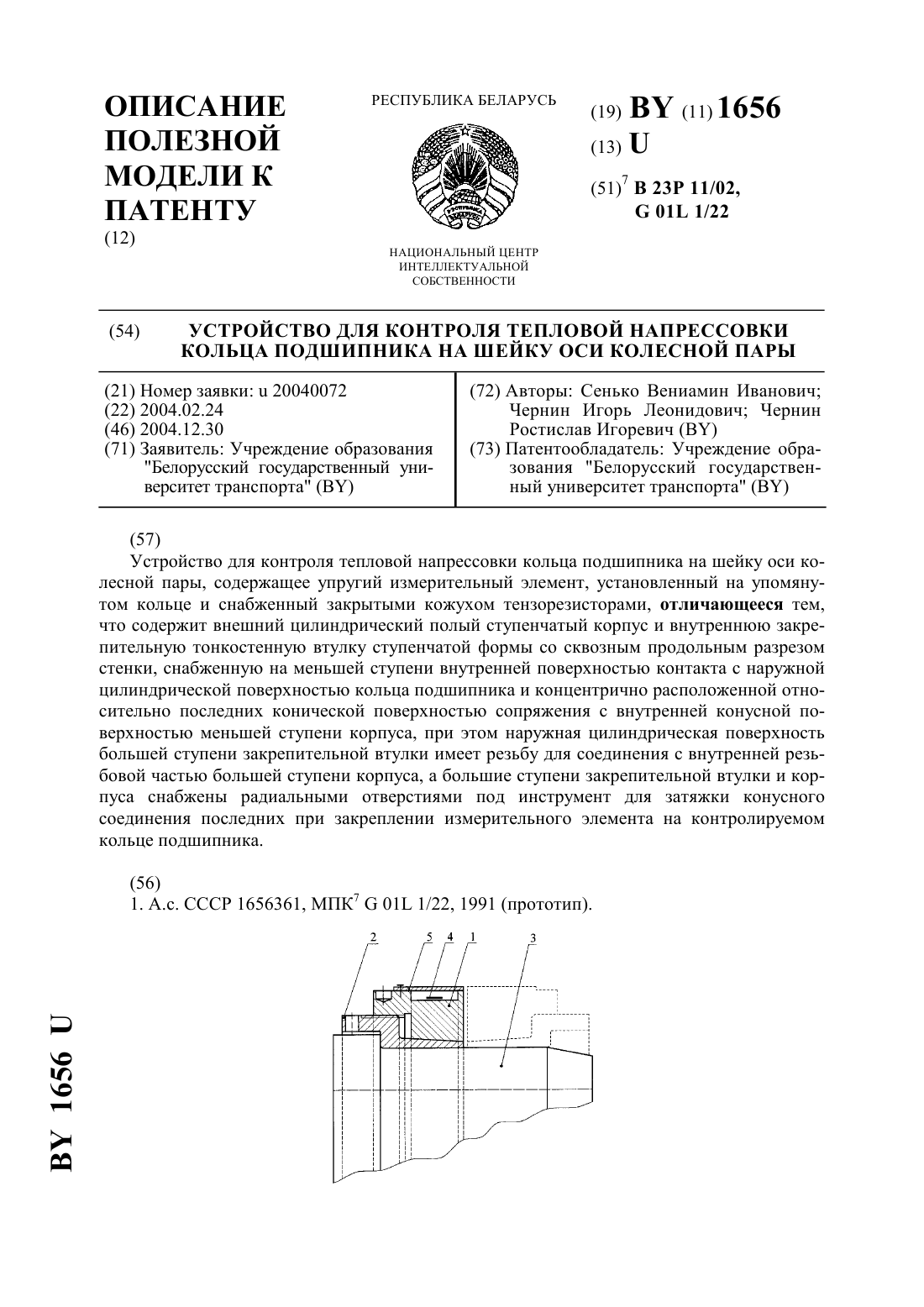
...и демонтажа устройства для контроля тепловой напрессовки кольца подшипника на шейку оси колесной пары при формировании сопряжения с гарантированным натягом кольцо подшипника - шейка оси колесной пары. Это устройство расширяет арсенал технических средств в машиностроении и позволяет впервые получить устройство, которое имеет следующие общие существенные признаки с аналогом 1. Упругий измерительный элемент, установленный на кольце...
Предыдущий патент: Многоуровневое жилое здание со встроенной автомобильной стоянкой
Следующий патент: Литейная форма для изготовления отливок из стали
Случайный патент: Способ получения кристаллической сукралозы