Способ изготовления изделия из порошковой низколегированной стали
Номер патента: 17564
Опубликовано: 30.10.2013
Авторы: Ильющенко Александр Федорович, Киреев Петр Николаевич, Севастьянов Евгений Степанович
Текст
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ПОРОШКОВОЙ НИЗКОЛЕГИРОВАННОЙ СТАЛИ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Ильющенко Александр Федорович Севастьянов Евгений Степанович Киреев Петр Николаевич(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(56) ЕРМАКОВ С.С. и др. Порошковые стали и изделия. - Ленинград Машиностроение, 1990. - С. 9-10, 253-257, 284290. САЗОНОВ Б.Г. Металловедение и термическая обработка металлов. 1990. -7. - С. 13-15. ГУЛЯЕВ А.П. Металловедение. - М. Металлургия, 1986. - С. 275-279. ФЕДОРЧЕНКО И.М.и др. Структура металлокерамических материалов на основе железа. - М. Металлургия,1968. - С. 116-133.2007/034063 1.2746212 1, 2010.(57) Способ изготовления изделия из порошковой низколегированной стали, включающий приготовление шихты, прессование, спекание, повторное прессование, цементацию путем нагрева изделия в насыщающей среде до температуры 3(30-40 С) и закалку с повторного нагрева до температуры 780-900 С, отличающийся тем, что нагрев в насыщающей среде осуществляют ступенчато с выдержкой при температуре 1(5-10 С). Изобретение относится к области порошковой металлургии и может быть использовано на предприятиях автотракторной промышленности при изготовлении деталей синхронизаторов, высоконагруженных зубчатых колес, шлицевых втулок и пр. Известен способ получения изделий из порошковых низколегированных сталей, включающий приготовление шихты, прессование, спекание, калибровку, нитроцементацию путем насыщения при температуре 840-850 С и закалку с температуры насыщения 1, 2. Недостатком известных способов являются сравнительно низкие значения статической прочности и большие коробления деталей, что неприемлемо для изготовления деталей высокой точности, таких как зубчатые колеса, детали качающих узлов масляных насосов героторного типа и пр. Наиболее близким по технической сущности является способ получения изделий из порошковых низколегированных сталей, включающий приготовление шихты, прессование, спекание, повторное прессование и цементацию путем насыщения элементами при температуре на 30-40 С выше точки 3 и закалки с повторного нагрева до температуры 780 С 3. Недостатком известного метода являются сравнительно невысокие значения 17564 1 2013.10.30 статической прочности и достаточно большие и нестабильные изменения размеров и формы изделий (коробление). Технической задачей изобретения является увеличение статической прочности и уменьшение коробления (стабильность размеров и формы) изделий, получаемых методом порошковой металлургии из низколегированных сталей. Поставленная техническая задача решается тем, что в способе изготовления изделий из порошковой низколегированной стали, включающем приготовление шихты, прессование, спекание, повторное прессование, цементацию путем нагрева изделия в насыщающей среде до температуры 3(30-40 С) и закалку с повторного нагрева до температуры 780-900 С, нагрев в насыщающей среде осуществляют ступенчато с выдержкой при температуре 1(5-10 С). Неравномерная пластическая деформация спеченных заготовок в холодном состоянии при повторном прессовании приводит к возникновению неравномерной локальной остаточной деформации и образованию суммарных моментов, которые после деформации находятся в уравновешенном состоянии 4. При достаточно быстром нагреве под цементацию релаксация напряжений до достижения точки с 1 не успевает пройти и к остаточным напряжениям от предварительного деформирования прибавляются напряжения от фазовых напряжений и температурного градиента. Одновременно с ростом возбуждаемых напряжений происходит снижение предела текучести вследствие его температурной зависимости. Это приводит к изменению равновесия суммарных моментов (эпюра изгибающих напряжений) и всегда сопровождается короблением. Поверхности порошковых частиц, находящиеся в состоянии физического контакта,характеризуются различными несовершенствами тонкой структуры, обрывом периодического расположения атомов в кристаллической решетке, наличием нескомпенсированных связей между атомами, меньшим координационным числом. Плотность этих дефектов велика, и с точки зрения структурно-энергетического состояния такая поверхность характеризуется метастабильным состоянием. В процессе диффузионного насыщения элементами цементации происходят структурно-энергетические изменения в зоне диффузии, сопровождающиеся уменьшением термодинамического потенциала поверхности. Диффузионные потоки атомов в области физического контакта и в приповерхностные зоны приводят к микропластической деформации и возникновению дополнительных локальных напряжений в вершинах плоских пор. Такие значительные изменения структуры поверхности в области физического контакта нарушают равновесие суммарных моментов, приводят к дополнительному короблению деталей в процессе охлаждения и получению сравнительно невысоких значений статической прочности после цементации. Таким образом, основной причиной коробления и сравнительно невысоких значений статической прочности конструкционных деталей из порошковых низколегированных сталей, изготавливаемых по известному способу, являются локальные напряжения в областях физического контакта и неравномерный характер их распределения, а также нарушение равновесия суммарных моментов в процессе нагрева и охлаждения в процессе химико-термической обработки. Уменьшить или даже полностью устранить вредное влияние локальных напряжений в области физического контакта между частицами, возникающих при деформировании спеченных заготовок, можно проведением ступенчатого нагрева деталей при цементации с выдержкой при температуре превращения 1(5-10 С). Указанный температурный интервал характеризуется резким возрастанием диффузионной подвижности атомов железа,которая сравнима с диффузионной подвижностью атомов железа при 1100-1200 С. Контактные поверхности в области физического контакта находятся в метастабильном состоянии и характеризуются избыточной величиной энергии вследствие повышенной искаженности кристаллической решетки. Высота потенциального барьера, который необхо 2 17564 1 2013.10.30 димо преодолеть для активации процесса соединения, в этом случае понижается на величину данной избыточной энергии. Образование решетки совпадения под действием термических активаций, обусловленных аномально высокой диффузионной подвижностью атомов железа в температурной области 1(5-10 С), приводит к уменьшению или полному снятию локальных напряжений в области физического контакта поверхностей. Кроме того, температура 1(5-10 С) является температурой рекристаллизационного отжига низколегированных сталей. В процессе выдержки при данной температуре происходит релаксация остаточных локальных напряжений, которые возникают при пластической деформации любого металлического материала. В процессе выдержки в температурном интервале предпревращения 1(5-10 С) вследствие аномально высокой диффузионной подвижности атомов и избыточной свободной энергии в приповерхностных областях физического контакта происходит активация вступивших в контакт поверхностей с образованием в местах контактирования решетки совпадения. Сущность изобретения поясняется следующими примерами. Для экспериментов использовали металлические железные порошки трех сортов частично легированный железный порошок ПЖН 4 Д 2 М ТУ 14-1-4393-87 гомогенно легированный железный порошок ПЖН 2 М ТУ 14-1-4587-89 гомогенно легированный железный порошокпроизводства фирмы. Смешивали шихту из металлических железных порошков с добавлением графита ГК 1(ГОСТ 4404-78) в количестве 0,4 . В качестве твердой смазки использовали стеарат цинка (ТУ У 24.1-347677516-004-2008) в количестве 0,8 . Эксперименты были выполнены на кольцевых образцах с наружным диаметром 41 мм, внутренним диаметром 28 мм и высотой 12 мм. Двухсторонним прессованием при давлении 566 МПа получали заготовки кольцевых образцов, которые в дальнейшем подвергали спеканию при температуре 11201130 С в течение 45 мин в среде диссоциированного аммиака. Плотность образцов после спекания составила 92 как для гомогенно-, так и для частично легированных порошковых сталей. После спекания кольцевые образцы подвергали повторному прессованию в закрытом штампе при давлении 950 МПа. Плотность образцов после повторного прессования всех трех составов составляла 7,54 г/см 3. Прессование и деформирование образцов осуществляли на испытательной машине -40 со скоростью перемещения ползуна 20 мм/мин. Химико-термическую обработку кольцевых образцов всех трех составов осуществляли в печи при температуре 3(30-40 С) для получения слоя толщиной 0,6-0,8 мм. Закалку образцов проводили с повторного нагрева до температуры 780-800 С в масло, подогретое до температуры 80 С. Статическую прочность определяли сжатием кольцевых образцов в радиальном направлении по ГОСТ 26529-85. Коробление кольцевых образцов оценивали по изменению наружного диаметра (эллиптичности) с помощью микрометра по ГОСТ 166-89. Разрушение образцов выполняли на испытательной машине -40. Всего было испытано 25 образцов. Результаты экспериментов показали, что разброс значений диаметров кольцевых образцов, полученных по предлагаемому способу, уменьшился с 0,05 до 0,005 мм, то есть в десять раз, а эллиптичность уменьшилась с 0,85 до 0,08 мм, то есть также почти в десять раз, для всех трех марок порошковых низколегированных сталей. Полученные результаты по изменению статической прочности свидетельствуют о том,что разрушающее напряжение возросло с 180 кг/мм 2 для образцов, полученных по извест 3 17564 1 2013.10.30 ному способу, до 240 кг/мм 2 для образцов, полученных по предлагаемому способу, т.е. на 33 выше, а разброс значений уменьшился на 22 . Предлагаемый способ прост в исполнении, не требует для осуществления специализированного прессового оборудования, может быть механизирован и автоматизирован. Таким образом, по сравнению с известным способом ступенчатый нагрев при цементации с выдержкой при температуре 1(5-10 С) позволяет резко уменьшить коробление деталей и получить изделия с более высокими значениями статической прочности. В совокупности эти характеристики обеспечивают более высокие эксплуатационные свойства изделий из порошковых низколегированных сталей. Источники информации 1. Баран Я., Гюлиханданов Е.Л. Высокотемпературная нитроцементация спеченных сталей высокой плотности // МиТОМ. - 1986. -9. - С. 8-11. 2. Ковриган В.А., Горюшина М.Н., Романов В.П. , Старокожев Б.С. Нитроцементация порошковых материалов на основе железа // МиТОМ. - 1984. -7. - С. 37-39. 3. Ермаков С.С., Вязников Н.Ф. Порошковые стали и изделия. - 4-е изд., перераб. и доп. - Л. Машиностроение. Ленингр. отделение, 1990. - С. 54-56, 111-114, 140-141, 284289. 4. Кривко А.И. Влияние релаксации напряжений на коробление деталей. МиТОМ,1978. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
Метки: стали, изготовления, порошковой, низколегированной, способ, изделия
Код ссылки
<a href="https://by.patents.su/4-17564-sposob-izgotovleniya-izdeliya-iz-poroshkovojj-nizkolegirovannojj-stali.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления изделия из порошковой низколегированной стали</a>
Способ изготовления антифрикционного изделия на основе железа
Номер патента: 14006
Опубликовано: 28.02.2011
Авторы: Шелехина Виктория Михайловна, Исупов Михаил Александрович, Горохов Валерий Михайлович, Дьячкова Лариса Николаевна
МПК: B22F 3/12
Метки: железа, основе, способ, изделия, антифрикционного, изготовления
Текст:
...со средним размером частиц 80-100 мкм обеспечивает максимальную масловпитываемость. Введение в распыленный железный порошок восстановленного железного порошка позволяет повысить прочность изделий за счет более развитой поверхности восстановленного порошка и образования большого количества прочных межчастичных контактов. Введение восстановленного порошка железа в количестве большем чем 40 понижает масловпитываемость за счет увеличения потерь...
Способ многопараметрового импульсного магнитного контроля твердости изделия из ферромагнитной стали
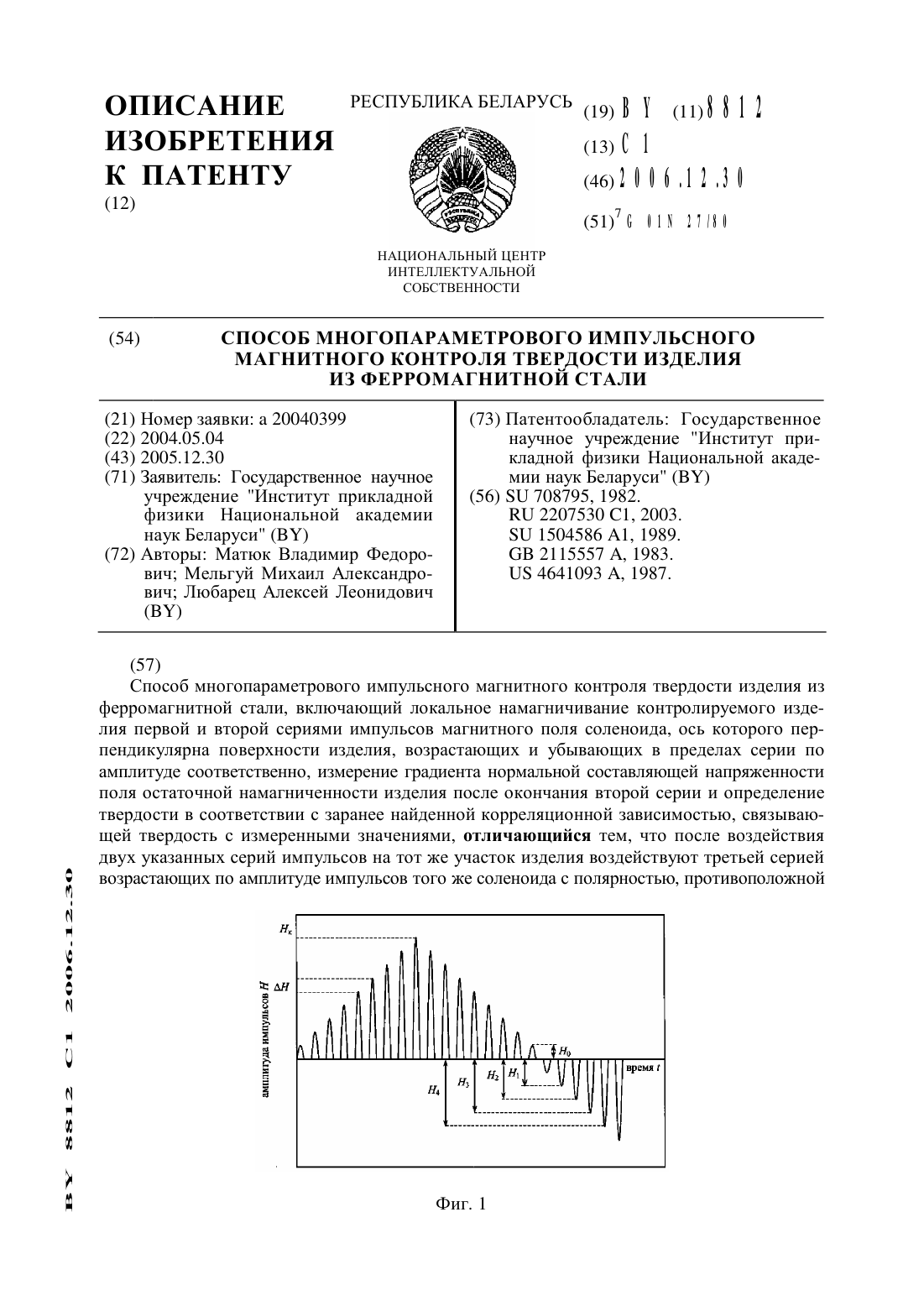
Номер патента: 8812
Опубликовано: 30.12.2006
Авторы: Матюк Владимир Федорович, Мельгуй Михаил Александрович, Любарец Алексей Леонидович
МПК: G01N 27/80
Метки: импульсного, твердости, способ, магнитного, стали, изделия, многопараметрового, ферромагнитной, контроля
Текст:
...импульсов.На фиг. 3 показана одна из возможных структурных схем устройства для реализации способа.На фиг. 4 показана зависимость твердости НКС, измеренной прямым методом, твердости НКСР, рассчитанной по уравнению множественной корреляции, а также градиента ТНЮ (по прототипу) от температуры отпуска образцов рессорно-пружинной стали 6 ОС 2,закаленных от 870 С.На фиг. 5 показана корреляционная связь между твердостью НКСр, вычисленной по...
Способ изготовления тяжелонагруженных деталей машин из стали с пониженной прокаливаемостью и способ изготовления крестовин из стали с пониженной прокаливаемостью
Номер патента: 10002
Опубликовано: 30.12.2007
Авторы: Костюкович Геннадий Александрович, Лобозов Владимир Петрович, Никитин Сергей Иванович, Кравченко Виктор Иванович, Белый Леонид Степанович, Винчо Казимир Станиславович, Кипнис Марат Ефимович, Кузнецов Анатолий Алексеевич
МПК: C21D 9/30, C21D 1/78, C21D 9/32...
Метки: стали, машин, деталей, изготовления, способ, крестовин, прокаливаемостью, тяжелонагруженных, пониженной
Текст:
...до температуры начала выделения избыточного феррита в стали путем интенсивного охлаждения поковки в начале каждого цикла водой или воздушной средой до достижения наружной поверхностью поковки температуры на 30-50 С ниже температуры ее сердцевины и последующей выдержки на воздухе до выравнивания температур, на второй стадии осуществляют окончательное охлаждение поковки на воздухе осуществление предварительной механической обработки поковки...
Способ импульсного магнитного контроля твердости изделия из ферромагнитной стали
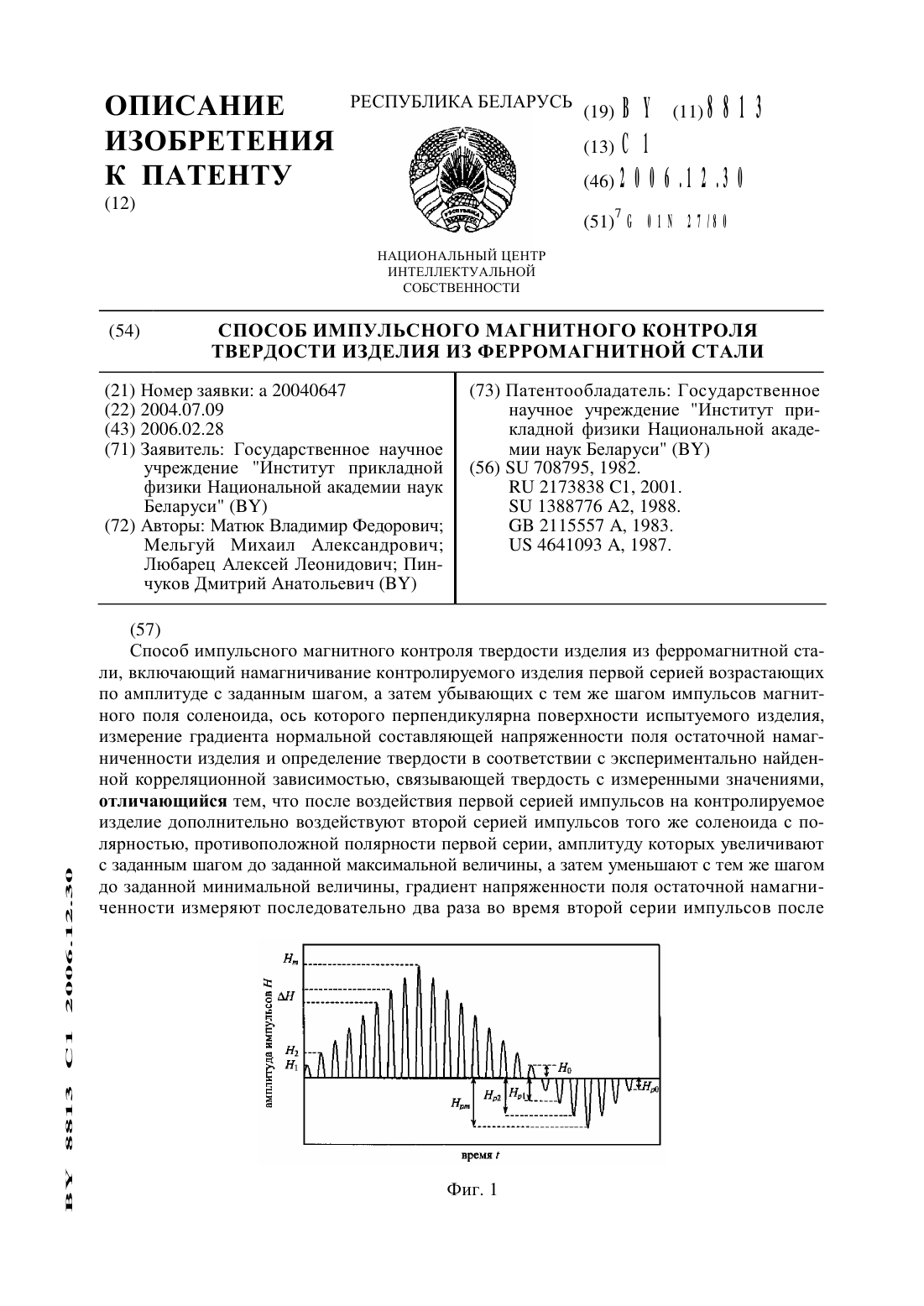
Номер патента: 8813
Опубликовано: 30.12.2006
Авторы: Любарец Алексей Леонидович, Пинчуков Дмитрий Анатольевич, Матюк Владимир Федорович, Мельгуй Михаил Александрович
МПК: G01N 27/80
Метки: импульсного, способ, стали, контроля, твердости, изделия, магнитного, ферромагнитной
Текст:
...уравнению корреляции судят о твердости.На фиг. 1 показано изменение амплитуды импульсов напряженности магнитного поля во времени по настоящему изобретению.На фиг. 2 показано изменение градиента УНТ напряженности магнитного поля остаточной намагниченности после каждого из импульсов, показанных на фиг. 1.На фиг. 3 показана одна из возможных структурных схем устройства для реализации способа по заявке.На фиг. 4 показана зависимость...
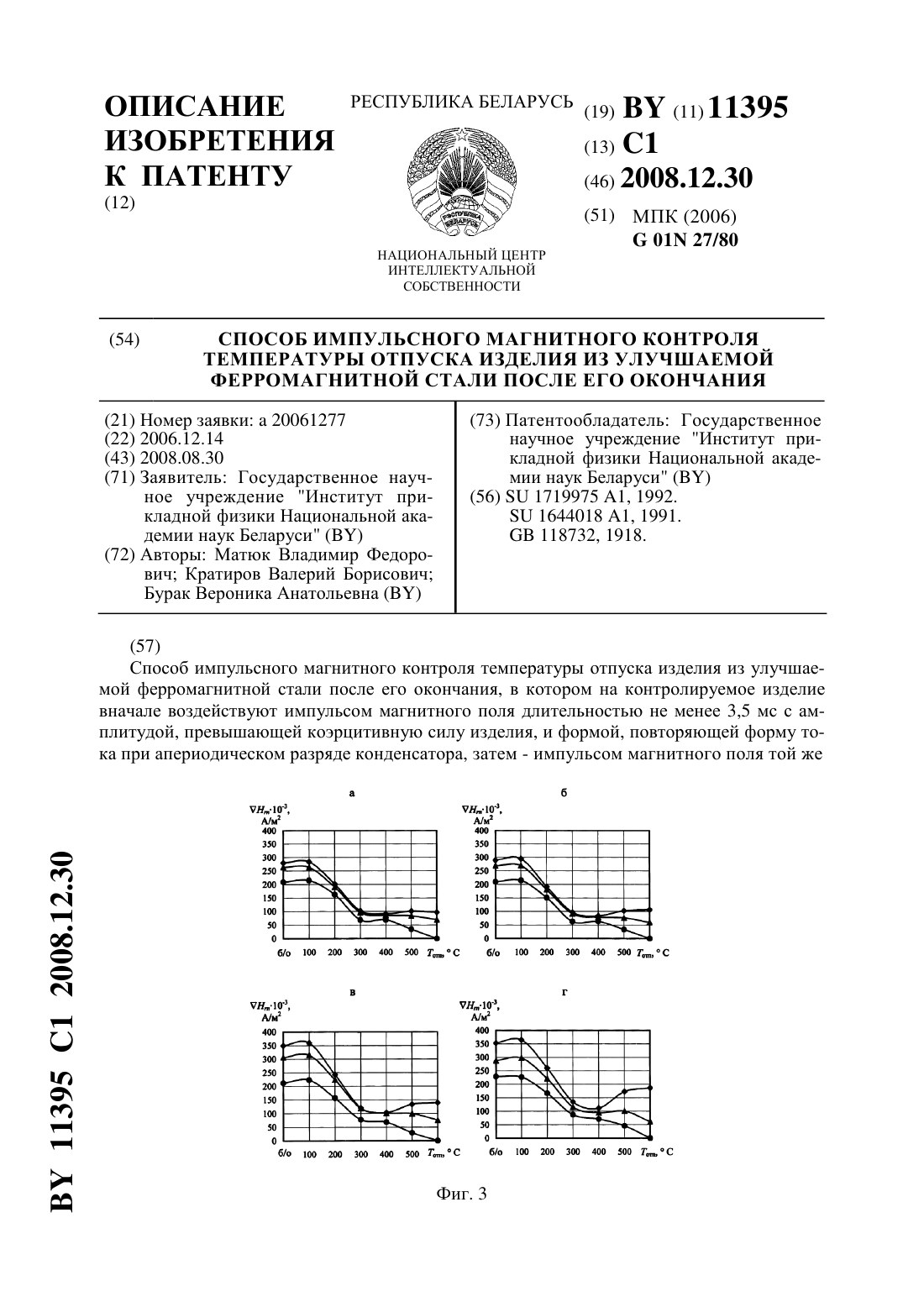
Способ импульсного магнитного контроля температуры отпуска изделия из улучшаемой ферромагнитной стали после его окончания
Номер патента: 11395
Опубликовано: 30.12.2008
Авторы: Бурак Вероника Анатольевна, Матюк Владимир Федорович, Кратиров Валерий Борисович
МПК: G01N 27/80
Метки: способ, магнитного, импульсного, окончания, температуры, после, стали, ферромагнитной, отпуска, контроля, изделия, улучшаемой
Текст:
...намагниченности в центре намагниченного участка эталонного изделия, подвергнутого отпуску при максимальной для изделий испытуемого типа температуре, затем измеряют указанный градиент и определяют искомую температуру по заранее установленной корреляционной температурной зависимости измеренной величины. В отличие от прототипа импульсные магнитные поля с амплитудой соответственно Н и Нр имеют произвольную конфигурацию, их направление не привязано...
Предыдущий патент: Способ реконструкции здания
Следующий патент: Способ коррекции донозологического состояния сердечно-сосудистой системы у 17-35-летнего пациента
Случайный патент: Внутритрубный дефектоскоп (варианты)